JP2016009689A - 実装基板の製造方法および実装基板 - Google Patents
実装基板の製造方法および実装基板 Download PDFInfo
- Publication number
- JP2016009689A JP2016009689A JP2014127503A JP2014127503A JP2016009689A JP 2016009689 A JP2016009689 A JP 2016009689A JP 2014127503 A JP2014127503 A JP 2014127503A JP 2014127503 A JP2014127503 A JP 2014127503A JP 2016009689 A JP2016009689 A JP 2016009689A
- Authority
- JP
- Japan
- Prior art keywords
- light emitting
- mounting
- emitting component
- resin substrate
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Abstract
【課題】巻き取りの際に発光素子や発光部品の脱離や損傷が生じることを抑制することができる実装基板を提供する。【解決手段】複数の発光部品が実装された実装基板は、可撓性を有する樹脂基板と、樹脂基板の第1面上に設けられた実装用電極部と、実装用電極部上に実装された発光部品と、樹脂基板の第1面上に設けられた第1面側スペーサーと、を備える。第1面側スペーサーの外面と前記樹脂基板の第1面との間の距離は、発光部品の外面と前記樹脂基板の第1面との間の距離以上である。【選択図】図2A
Description
本発明は、発光部品が実装された実装基板の製造方法および実装基板に関する。
近年、発光ダイオードなどの、点光源として機能する発光素子を利用して、照明器具などの発光装置を構成することが提案されている。例えば特許文献1においては、配線がプリントされた基板と、基板上に実装された発光ダイオード素子と、発光ダイオード素子を覆うよう基板上に形成された樹脂層と、を備えた実装基板を含む発光装置が提案されている。樹脂層は、発光ダイオード素子から出射された光の波長を変換することができる波長変換材料を含んでおり、また樹脂層のうち発光ダイオード素子を覆う部分は、凸状の形状を有している。
近年、プリント配線基板として、ガラスエポキシ基板などのリジッド基板に代えて、可撓性を有するフレキシブル基板が用いられる傾向がある。フレキシブル基板は、軽量である点、円筒形や山形などの三次元的な形状に対応できる点など、様々な利点を有している。一般的なフレキシブル基板は、ポリエチレンテレフタラートなどの可撓性を有する樹脂材料から構成された樹脂基板と、樹脂基板の表面に形成された、金属製の実装用電極部および配線と、から構成されている。この場合、実装基板の製造工程においては、はじめに、ロール状に巻かれた状態のフレキシブル基板が準備され、次に、巻き出されたフレキシブル基板上に発光ダイオード素子や樹脂層を設け、その後、フレキシブル基板が巻き取られ、ロール状の巻回体が再度形成される。
この場合、巻回体においては、発光ダイオード素子および樹脂層が設けられたフレキシブル基板が、巻回体の半径方向に沿って、すなわちフレキシブル基板の厚み方向に沿って複数積層されることになる。このため、発光ダイオード素子上に位置する樹脂層には、積層されているフレキシブル基板の底面が接触し、この結果、樹脂層には、積層されているフレキシブル基板の底面から加えられる押圧力が働いている。また、発光ダイオード素子上に位置する樹脂層が、周辺の樹脂層に比べて大きく突出している場合、発光ダイオード素子上に位置する樹脂層には、巻き取りが完了した後にフレキシブル基板の底面から受ける押圧力だけでなく、巻き取りの際にフレキシブル基板の底面から受けるせん断力も働くことが考えらえる。このため、発光ダイオード素子や樹脂層とフレキシブル基板との間の結合力が小さいと、巻き取りの際に発光ダイオード素子や樹脂層がフレキシブル基板から脱離してしまい、この結果、実装基板の製造歩留りが低くなってしまうことが考えられる。また、巻き取りの際に発光ダイオード素子上の樹脂層の表面が傷つき、この結果、実装基板の光学特性が劣化してしまうことや、実装基板の製造歩留りが低くなってしまうことが考えられる。
本発明は、このような点を考慮してなされたものであり、巻き取りの際に発光素子や発光部品の脱離や損傷が生じることを抑制することができる実装基板および実装基板の製造方法を提供することを目的とする。
本発明の一実施形態は、複数の発光部品が実装された実装基板であって、可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、前記実装用電極部上に実装された発光部品と、前記樹脂基板の第1面上に設けられた第1面側スペーサーと、を備え、前記第1面側スペーサーの外面と前記樹脂基板の第1面との間の距離は、前記発光部品の外面と前記樹脂基板の第1面との間の距離以上である、実装基板である。
本発明の一実施形態は、発光部品が実装された実装基板の製造方法であって、可撓性を有する長尺状の樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、を備えた配線基板を準備する工程と、前記配線基板の前記実装用電極部上に発光部品を実装する実装工程と、前記発光部品が実装された前記配線基板を巻き取る巻取工程と、を備え、前記配線基板の前記樹脂基板の第1面上には、第1面側スペーサーが設けられており、前記第1面側スペーサーの外面と前記樹脂基板の第1面との間の距離は、前記発光部品の外面と前記樹脂基板の第1面との間の距離以上である、実装基板の製造方法である。
本発明の一実施形態は、複数の発光部品が実装された実装基板であって、可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、
前記実装用電極部上に実装された発光部品と、前記樹脂基板の前記第1面に対向する第2面上に設けられた第2面側スペーサーと、を備え、前記第2面側スペーサーは、前記樹脂基板の長手方向に沿って見た場合に前記発光部品と重ならないように配置されている、実装基板である。
前記実装用電極部上に実装された発光部品と、前記樹脂基板の前記第1面に対向する第2面上に設けられた第2面側スペーサーと、を備え、前記第2面側スペーサーは、前記樹脂基板の長手方向に沿って見た場合に前記発光部品と重ならないように配置されている、実装基板である。
本発明の一実施形態は、発光部品が実装された実装基板の製造方法であって、可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、を備えた配線基板を準備する工程と、前記配線基板の前記実装用電極部上に発光部品を実装する実装工程と、前記発光部品が実装された前記配線基板を巻き取る巻取工程と、を備え、前記配線基板の前記樹脂基板の前記第1面に対向する第2面上には、第2面側スペーサーが設けられており、前記第2面側スペーサーは、前記樹脂基板の長手方向に沿って見た場合に前記発光部品と重ならないように配置されている、実装基板の製造方である。
本発明の一実施形態は、複数の発光素子が実装された実装基板であって、可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、前記実装用電極部に接続された発光素子と、を備え、前記発光素子は、少なくとも部分的に、ボンディングワイヤによって前記実装用電極部に接続されており、前記発光素子の周囲には、前記発光素子を前記樹脂基板に対して固定する封止材が設けられている、実装基板である。
本発明の一実施形態は、発光素子が実装された実装基板の製造方法であって、可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、を備えた配線基板を準備する工程と、前記配線基板の前記実装用電極部に発光素子を接続する実装工程と、前記発光素子が実装された前記配線基板を巻き取る巻取工程と、を備え、前記実装工程は、前記発光素子を少なくとも部分的にボンディングワイヤによって前記実装用電極部に接続する工程と、前記発光素子の周囲に前記発光素子を前記樹脂基板に対して固定するための封止材を設ける工程と、を含む、実装基板の製造方法である。
本発明による実装基板において、前記第1面側スペーサーは、前記樹脂基板の長手方向に沿って見た場合に前記発光部品と重なるように配置されていてもよい。
本発明による実装基板において、前記第1面側スペーサーは、光を反射する反射特性を有し、前記樹脂基板と前記第1面側スペーサーとの間に、粘着層が介在されていてもよい。
本発明による実装基板の製造方法において、前記第1面側スペーサーは、前記配線基板の搬送方向に沿って見た場合に前記発光部品と重なるように配置されていてもよい。
本発明による実装基板の製造方法において、前記第1面側スペーサーは、前記実装用電極部および前記発光部品に対応する位置に形成された開口部を含むシートを含み、前記製造方法は、前記配線基板の面のうち前記発光部品が実装される側の面に、粘着層を介して前記第1面側スペーサーを前記配線基板に貼り付ける工程をさらに備えていてもよい。
本発明による実装基板の製造方法において、前記発光部品は、発光ダイオード素子を含んでいてもよい。
本発明によれば、巻き取りの際に実装基板の発光素子や発光部品の脱離や損傷が生じることを抑制することができる。
以下、図1乃至図7を参照して、本発明の実施の形態について説明する。まず図1および図2Aにより、本実施の形態による製造方法によって得られる実装基板40について説明する。実装基板40は、後述するように、拡散板として構成された照明カバーなどと組み合わされることによって、照明装置を構成することができる。
実装基板
図1に示すように、実装基板40は、可撓性を有し、いわゆるフレキシブル基板として機能する配線基板20と、配線基板20上に実装された複数の発光部品41と、を備えている。点光源として機能することができる発光素子を備える限りにおいて、発光部品41の構成が特に限られることはない。例えば発光素子としては、発光ダイオードを用いることができ、また発光部品41としては、表面実装型パッケージに収納された発光ダイオードを備えた表面実装型の部品を用いることができる。
図1に示すように、実装基板40は、可撓性を有し、いわゆるフレキシブル基板として機能する配線基板20と、配線基板20上に実装された複数の発光部品41と、を備えている。点光源として機能することができる発光素子を備える限りにおいて、発光部品41の構成が特に限られることはない。例えば発光素子としては、発光ダイオードを用いることができ、また発光部品41としては、表面実装型パッケージに収納された発光ダイオードを備えた表面実装型の部品を用いることができる。
図1に示すように、配線基板20は、後述する配線23を介して発光部品41に電気的に接続された取り出し用電極部24を含んでいてもよい。取り出し用電極部24は、図1に示すように、配線基板20の面のうち発光部品41が実装された面と同一面に形成されていてもよく、若しくは、図示はしないが、発光部品41が実装された面とは反対側の面に形成されていてもよい。
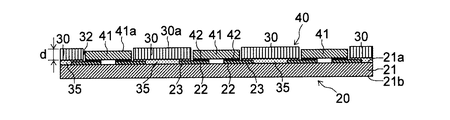
図1に示すように、実装基板40は、配線基板20の面のうち発光部品41が実装される側の面に設けられたスペーサー30をさらに備えている。スペーサー30の構成については後述する。図1に示すように、スペーサー30は、配線基板20の法線方向に沿って見た場合に発光部品41と重ならないよう、設けられている。例えば、スペーサー30は、発光部品41および取り出し用電極部24に対応する位置に開口部32が形成されたシートとして構成されている。
次に図2Aを参照して、配線基板20について詳細に説明する。配線基板20は、可撓性を有する樹脂基板21と、樹脂基板21上に設けられた実装用電極部22と、を備えている。実装用電極部22は、発光部品41を実装するための部分であり、パッドやランドとも称されるものである。以下の説明において、樹脂基板21の面のうち、実装用電極部22が設けられる側の面を第1面21aと称し、第1面21aの反対側にある面を第2面21bと称する。また、配線基板20の面のうち発光部品41が実装される側の面、すなわち樹脂基板21の第1面21a上に設けられている上述のスペーサー30を、第1面側スペーサー30と称する。図2Aに示すように、樹脂基板21の第1面21aには、実装用電極部22と取り出し用電極部24とを電気的に接続するように延びる配線23がさらに設けられている。
なお図2Aにおいては、配線23が樹脂基板21の第1面21a側にのみ設けられる例が示されているが、これに限られることはない。例えば、取り出し用電極部24が、上述のように発光部品41が実装された側とは反対側に設けられる場合、すなわち樹脂基板21の第2面21b側に設けられる場合、配線23が樹脂基板21の第2面21b側に設けられることもある。この場合、実装用電極部22と配線23とは、例えば、樹脂基板21に形成された貫通孔などを介して電気的に接続される。
本実施の形態において、「可撓性」とは、室温例えば25℃の環境下で配線基板20を直径30cmのロール状の形態に巻き取った場合に、配線基板20に折れ目が生じない程度の柔軟性を意味している。「折れ目」とは、配線基板20を巻き取る方向に交差する方向において配線基板20に現れる変形であって、変形を元に戻すように配線基板20を逆向きに巻き取ったとしても元には戻らない程度の変形を意味している。なお、配線基板20が全体として可撓性を有する限りにおいて、樹脂基板21並びに実装用電極部22や配線23の各々における可撓性の程度は特には限られない。
(樹脂基板)
樹脂基板21は、絶縁性を有する樹脂材料によって構成された、可撓性を有する基板である。樹脂基板21を構成する材料や、樹脂基板21の厚みは、配線基板20に求められる可撓性や強度などの特性に応じて適宜定められる。例えば、樹脂基板21は、ポリエステル樹脂、エポキシ樹脂、または、ポリイミド樹脂を含んでいてもよい。また樹脂基板21の厚みは、例えば10μm〜300μmの範囲内に設定される。
樹脂基板21は、絶縁性を有する樹脂材料によって構成された、可撓性を有する基板である。樹脂基板21を構成する材料や、樹脂基板21の厚みは、配線基板20に求められる可撓性や強度などの特性に応じて適宜定められる。例えば、樹脂基板21は、ポリエステル樹脂、エポキシ樹脂、または、ポリイミド樹脂を含んでいてもよい。また樹脂基板21の厚みは、例えば10μm〜300μmの範囲内に設定される。
(実装用電極部、配線および取り出し用電極部)
実装用電極部22、配線23および取り出し用電極部24を構成する材料としては、導電性を有する材料が用いられ、例えば銅や銀などの金属材料が用いられる。実装用電極部22、配線23および取り出し用電極部24を構成する材料は、いずれも同一であってもよく、異なっていてもよい。例えば実装用電極部22、配線23および取り出し用電極部24は、同一の材料をパターニングすることによって同時にかつ連続的に形成されるものであってもよい。所望の方向において実装基板40が可撓性を有する限りにおいて、実装用電極部22、配線23および取り出し用電極部24の厚みや幅などの寸法が特に限られることはない。
実装用電極部22、配線23および取り出し用電極部24を構成する材料としては、導電性を有する材料が用いられ、例えば銅や銀などの金属材料が用いられる。実装用電極部22、配線23および取り出し用電極部24を構成する材料は、いずれも同一であってもよく、異なっていてもよい。例えば実装用電極部22、配線23および取り出し用電極部24は、同一の材料をパターニングすることによって同時にかつ連続的に形成されるものであってもよい。所望の方向において実装基板40が可撓性を有する限りにおいて、実装用電極部22、配線23および取り出し用電極部24の厚みや幅などの寸法が特に限られることはない。
(中間層)
図2Aにおいて、符号42は、発光部品41を実装用電極部22に結合して発光部品41を実装用電極部22に電気的に接続するために発光部品41と実装用電極部22との間に介在される中間層を表している。中間層42を構成する材料としては、例えば後述するリフロー工程において実装用電極部22上に塗布されるクリーム半田を挙げることができる。クリーム半田とは、フラックスなどのバインダー材と、バインダー材の中に分散され、リフロー工程の際に溶融する金属粉末と、を含むものである。クリーム半田に含まれる金属粉末の組成は、リフロー工程の温度や、温度に対する配線基板20の耐性などに応じて適宜定められる。なお図2Aにおいては、発光部品41と実装用電極部22との間に中間層42が明確に介在される例を示したが、これに限られることはない。発光部品41を実装用電極部22に結合して発光部品41を実装用電極部22に電気的にすることができる限りにおいて、中間層42の形状や配置が特に限られることはない。
図2Aにおいて、符号42は、発光部品41を実装用電極部22に結合して発光部品41を実装用電極部22に電気的に接続するために発光部品41と実装用電極部22との間に介在される中間層を表している。中間層42を構成する材料としては、例えば後述するリフロー工程において実装用電極部22上に塗布されるクリーム半田を挙げることができる。クリーム半田とは、フラックスなどのバインダー材と、バインダー材の中に分散され、リフロー工程の際に溶融する金属粉末と、を含むものである。クリーム半田に含まれる金属粉末の組成は、リフロー工程の温度や、温度に対する配線基板20の耐性などに応じて適宜定められる。なお図2Aにおいては、発光部品41と実装用電極部22との間に中間層42が明確に介在される例を示したが、これに限られることはない。発光部品41を実装用電極部22に結合して発光部品41を実装用電極部22に電気的にすることができる限りにおいて、中間層42の形状や配置が特に限られることはない。
(発光部品)
次に発光部品41について、図3を参照して説明する。図3に示すように、発光部品41は、ケース45と、ケース45内に配置された発光素子46と、発光素子46に電気的に接続されるとともに少なくとも部分的にケース45の外側に露出した端子47と、を含んでいる。端子47は、発光素子46に直接的に接続されていてもよく、若しくは、ボンディングワイヤ47aを介して接続されていてもよい。端子47は一般に、銅や銀などの金属材料から構成される。図3において、符号41aは、発光部品41の面のうち樹脂基板21とは反対の側で樹脂基板21の第1面21aとほぼ平行に広がる外面を表しており、符号41bは、外面41aから樹脂基板21の第1面21aに向かって延びる側面を表しており、符号41cは、外面41aと側面41bとの間に位置する隅部を表している。
次に発光部品41について、図3を参照して説明する。図3に示すように、発光部品41は、ケース45と、ケース45内に配置された発光素子46と、発光素子46に電気的に接続されるとともに少なくとも部分的にケース45の外側に露出した端子47と、を含んでいる。端子47は、発光素子46に直接的に接続されていてもよく、若しくは、ボンディングワイヤ47aを介して接続されていてもよい。端子47は一般に、銅や銀などの金属材料から構成される。図3において、符号41aは、発光部品41の面のうち樹脂基板21とは反対の側で樹脂基板21の第1面21aとほぼ平行に広がる外面を表しており、符号41bは、外面41aから樹脂基板21の第1面21aに向かって延びる側面を表しており、符号41cは、外面41aと側面41bとの間に位置する隅部を表している。
また図3に示すように、発光素子46の周囲には封止材48が設けられていてもよい。この封止材48は、発光素子46から出射された光の波長を変換する機能を有するように構成されたものであってもよい。例えば、発光素子46が、青色の光を出射するよう構成された発光ダイオードを含む場合、封止材48は、青色の光を黄色の光に変換する蛍光剤を含んでいてもよい。これによって、青色の光と黄色の光とを混合して白色の光を作ることができる。また図3に示すように、封止材48の周囲には、光を反射する反射材49が配置されていてもよい。これによって、発光素子46から出射された光を高い効率でケース45から取り出すことが可能になる。
ところで、後述するように実装基板40がロールトゥロール方式で製造されて巻き取られ、ロール状の巻回体が形成される場合、巻回体においては、実装基板40が、巻回体の半径方向に沿って複数積層されることになる。このため、実装基板40を巻き取る際、実装基板40の発光部品41には、先に巻き取られている実装基板40の一部が、例えば樹脂基板21の第2面21bが接触し、この結果、発光部品41が、外面41aの法線方向に沿って働く押圧力や、外面41aが広がる方向に沿って働くせん断力を受けることが考えられる。一方、発光部品41は通常は、発光部品41の底面全体で樹脂基板21に結合されるのではなく、部分的に樹脂基板21に結合されている。例えば、発光部品41のうち端子47が、中間層42や実装用電極部22を介して樹脂基板21に結合されている。従って、特に発光部品41にせん断力が働く場合、例えば発光部品41の隅部41cや側面41bが、先に巻き取られている実装基板40の樹脂基板21の第2面21bに接触する場合、発光部品41が樹脂基板21から脱離したり、発光部品41の位置がずれてしまったりすることが考えられる。また、脱離や位置ずれが生じない場合であっても、巻き取りの際に働く押圧力やせん断力が大きいと、発光部品41のケース45が損傷し、この結果、発光部品41の光学特性が劣化してしまうことや、実装基板40の製造歩留りが低くなってしまうことが考えられる。
(第1面側スペーサー)
上述の第1面側スペーサー30は、このような課題を考慮して設けられるものである。以下、第1面側スペーサー30について詳細に説明する。第1面側スペーサー30は、樹脂基板21の法線方向に沿った方向における、第1面側スペーサー30の外面30aと樹脂基板21の第1面21aとの間の距離dが、樹脂基板21の法線方向に沿った方向における、発光部品41の外面41aと樹脂基板21の第1面21aとの間の距離以上となるよう、構成されている。すなわち、第1面側スペーサー30は、その外面30aが発光部品41の外面41aよりも外方に突出するか、または同一平面上に位置するよう構成されている。このような第1面側スペーサー30を設けることにより、後述するように、巻き取りの際に、発光部品41に、特に発光部品41の隅部41cや側面41bに、先に巻き取られている実装基板40の樹脂基板21の第2面21bが接触することを抑制することができる。なお、発光部品41の隅部41cや側面41bに樹脂基板21の第2面21bが接触することを抑制することができる限りにおいて、発光部品41の外面41aに対する第1面側スペーサー30の突出の程度や、第1面側スペーサー30の形状が特に限られることはない。例えば図2Bに示すように、第1面側スペーサー30は、樹脂基板21の法線方向に沿った方向に対して傾斜した方向に沿って延びていてもよい。
上述の第1面側スペーサー30は、このような課題を考慮して設けられるものである。以下、第1面側スペーサー30について詳細に説明する。第1面側スペーサー30は、樹脂基板21の法線方向に沿った方向における、第1面側スペーサー30の外面30aと樹脂基板21の第1面21aとの間の距離dが、樹脂基板21の法線方向に沿った方向における、発光部品41の外面41aと樹脂基板21の第1面21aとの間の距離以上となるよう、構成されている。すなわち、第1面側スペーサー30は、その外面30aが発光部品41の外面41aよりも外方に突出するか、または同一平面上に位置するよう構成されている。このような第1面側スペーサー30を設けることにより、後述するように、巻き取りの際に、発光部品41に、特に発光部品41の隅部41cや側面41bに、先に巻き取られている実装基板40の樹脂基板21の第2面21bが接触することを抑制することができる。なお、発光部品41の隅部41cや側面41bに樹脂基板21の第2面21bが接触することを抑制することができる限りにおいて、発光部品41の外面41aに対する第1面側スペーサー30の突出の程度や、第1面側スペーサー30の形状が特に限られることはない。例えば図2Bに示すように、第1面側スペーサー30は、樹脂基板21の法線方向に沿った方向に対して傾斜した方向に沿って延びていてもよい。
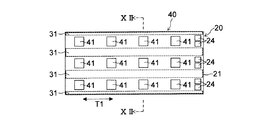
好ましくは、第1面側スペーサー30は、樹脂基板21の長手方向T1に沿って見た場合に発光部品41と重なるように配置されている。例えば図1に示すように、樹脂基板21の長手方向T1に沿って複数の発光部品41が実装されている場合、第1面側スペーサー30は、樹脂基板21の長手方向T1に沿って隣り合う2つの発光部品41の間に少なくとも部分的に位置している。これによって、巻き取りの際に、樹脂基板21の長手方向T1に沿ったせん断力が発光部品41の隅部41cや側面41bに働いてしまうことを抑制することができる。なお樹脂基板21の長手方向T1は、実装基板40がロールトゥロール方式で製造される際に配線基板20が搬送される搬送方向T2に平行である。
樹脂基板21の長手方向T1における発光部品41と第1面側スペーサー30との間の距離は、巻き取りの際に樹脂基板21の第2面21bが発光部品41の隅部41cや側面41bに接触することを抑制するよう、適切に定められる。図1において、樹脂基板21の長手方向T1における発光部品41と第1面側スペーサー30との間の距離がそれぞれ符号S1およびS2で表されている。このうち距離S1は、発光部品41と、発光部品41よりも搬送方向T2において下流側に位置する第1面側スペーサー30と、の間の距離を表している。また距離S2は、発光部品41と、発光部品41よりも搬送方向T2において上流側に位置する第1面側スペーサー30と、の間の距離を表している。距離S1は、例えば、0mm〜5mmの範囲内になっている。距離S2も同様に、0mm〜5mmの範囲内になっていてもよい。
巻き取りの際に、先に巻き取られている実装基板40の樹脂基板21の第2面21bが発光部品41に接触することを抑制することができる限りにおいて、第1面側スペーサー30の具体的な構成が特に限られることはない。例えば第1面側スペーサー30は、ポリエステル樹脂、エポキシ樹脂、ポリイミド樹脂などの樹脂材料から構成されていてもよい。
好ましくは、第1面側スペーサー30は、光を反射する反射特性を有するよう構成されている。例えば第1面側スペーサー30の内部には、白色顔料や気泡などが分散されている。これによって、第1面側スペーサー30に入射した光を様々な方向へ拡散させることができるようになる。白色顔料としては、酸化チタン、酸化カルシウム、酸化亜鉛などの白色のセラミックス材料を用いることができる。このような反射特性を備えた樹脂基板21を製造する方法が特に限られることはなく、公知の方法が適宜用いられ得る。例えば、樹脂材料の原料となるペレットと、白色顔料とを混合して溶融させ、これらの混合材料を押出成形等によって成形し、必要に応じて焼成することによって、反射特性を備えた第1面側スペーサー30を得ることができる。
好ましくは、第1面側スペーサー30は、光波長380nm〜780nmの範囲内における全光線反射率が60%〜99%の範囲内となるよう、構成される。ここで「全光線反射率」とは、正反射率と拡散反射率の合計である。全光線反射率は、JIS K7375の全光線反射率測定法に準拠して求められ得る。具体的には、全光線反射率は、角度をつけて光を第1面側スペーサー30に入射させた場合の反射率を、分光光度計と、積分球試験台とを用いて光波長380nm〜780nmにおいて10nm間隔で測定し、それらの平均値を算出することによって求められ得る。なお、全光線反射率は、硫酸バリウムを含む標準白色板の反射率を100%とした相対値として求められる。
第1面側スペーサー30を樹脂基板21の第1面21a上に形成する方法が特に限られることはなく、樹脂材料を含む塗布液を第1面21aに塗布する方法や、予め成形された樹脂部材を第1面21aに貼り付ける方法など、様々な方法が用いられ得る。ところで、塗布により第1面側スペーサー30を形成する場合、得られる第1面側スペーサー30の厚みの最大値が、塗布液の粘性に基づいて制限されることが考えられる。一方、貼り付けによって第1面側スペーサー30を形成する場合、樹脂部材は実装基板40の製造工程とは別の工程で準備されるので、所望の厚みの樹脂部材を準備することができる。このため、第1面側スペーサー30の厚みを任意に容易に設定することができる。従って、厚みの設定の自由度という点では、塗布により第1面側スペーサー30を形成する方法よりも、貼り付けによって第1面側スペーサー30を形成する方法の方が好ましいと言える。貼り付けによって第1面側スペーサー30を形成する場合、図2Aに示すように、配線基板20の樹脂基板21の第1面21aと第1面側スペーサー30との間には粘着層35が介在されていてもよい。
適切な接着力を有する限りにおいて、粘着層35を構成する材料は特には限られないが、例えば、エポキシ系、シリコーン系、アクリル系、ウレタン系、ゴム系の熱硬化型接着剤、紫外線硬化型接着剤、感圧型接着剤、ホットメルト型接着剤等が用いられ得る。なお熱硬化型接着剤が用いられる場合、その硬化温度が、従来の白色層を焼成するための温度、例えばセラミックス材料の粉末を含むペーストを焼き固める際の温度よりも低い熱硬化型接着剤が用いられる。例えば、硬化温度が80℃〜120℃の範囲内の熱硬化型接着剤が用いられる。これによって、第1面側スペーサー30を配線基板20に貼り合わせる際に樹脂基板21にダメージを与えてしまうことを抑制することができる。
次に、このような構成からなる本実施の形態の作用および効果について説明する。はじめに、上述の実装基板40を製造するための製造装置10について、図4を参照して説明する。
(製造装置)
図4において、符号11aは、長尺状の配線基板20をロール状に巻かれた状態で保持するとともに配線基板20を巻き出す第1巻出部11aを表している。また符号11bは、配線基板20に貼り合わせられる長尺状の第1面側スペーサー30をロール状に巻かれた状態で保持する第2巻出部11bを表している。また符号19は、配線基板20と第1面側スペーサー30とが貼り合わされた積層体を巻き取る巻取部19を表している。
図4において、符号11aは、長尺状の配線基板20をロール状に巻かれた状態で保持するとともに配線基板20を巻き出す第1巻出部11aを表している。また符号11bは、配線基板20に貼り合わせられる長尺状の第1面側スペーサー30をロール状に巻かれた状態で保持する第2巻出部11bを表している。また符号19は、配線基板20と第1面側スペーサー30とが貼り合わされた積層体を巻き取る巻取部19を表している。
製造装置10は、第1巻出部11aから巻き出された配線基板20の実装用電極部22上に、中間層42を構成するためのクリーム半田を塗布する塗布部13と、中間層42が設けられた実装用電極部22上に発光部品41を載置する載置部14と、中間層42を介して発光部品41を実装用電極部22に結合させるための処理部16と、を備えている。処理部16は、配線基板20を加熱することによって発光部品41を実装用電極部22に結合させるためのものである。なお、処理部16周辺の温度雰囲気を安定化させるため、図4に示すように、処理部16の周囲の配線基板20を取り囲むチャンバ17が設けられていてもよい。
また製造装置10は、第2巻出部11bから巻き出された第1面側スペーサー30を配線基板20に貼り付ける積層部12をさらに備えている。積層部12は例えば、配線基板20に向けて第1面側スペーサー30を押圧する積層ロールとして構成されている。
(実装基板の製造方法)
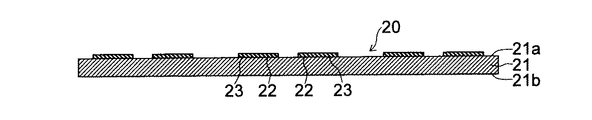
次に、製造装置10を用いて実装基板40を製造する方法について、図4〜図6を参照して説明する。図5および図6はそれぞれ、配線基板20上に発光部品41を実装するリフロー工程の前および後に配線基板20を切断した場合を示す縦断面図である。
次に、製造装置10を用いて実装基板40を製造する方法について、図4〜図6を参照して説明する。図5および図6はそれぞれ、配線基板20上に発光部品41を実装するリフロー工程の前および後に配線基板20を切断した場合を示す縦断面図である。
はじめに図5に示すように、上述の樹脂基板21および実装用電極部22を含む配線基板20を、第1巻出部11aに巻き付けられたロール状の形態で準備する。配線基板20を形成する方法、例えば樹脂基板21上に実装用電極部22を形成する方法が特に限られることはなく、公知の様々な方法が用いられ得る。例えば、銅や銀などの金属の微粒子を含むペーストを、実装用電極部22に対応したパターンで印刷することにより、実装用電極部22を形成することができる。また、接着や蒸着によって樹脂基板21の第1面21a上に形成された金属膜をエッチングすることによっても、実装用電極部22を形成することができる。その他にも、はじめに、実装用電極部22に対応したパターンで樹脂基板21の第1面21a上にシード膜を形成し、次に、めっき法によってシード膜上に金属膜を形成することにより、実装用電極部22を形成することができる。
次に、所定の張力で配線基板20を引っ張ることにより、配線基板20を第1巻出部11aから巻取部19に向けて搬送する。配線基板20に加えられる張力は、配線基板20に生じる弛みに起因して発光部品41の実装位置の精度が低下することがないよう、適切に設定される。
次に図6に示すように、塗布部13を用いて、中間層42を構成するためのクリーム半田を実装用電極部22上に塗布する塗布工程を実施する。塗布部13としては、例えば、実装用電極部22に対応する位置に開口部が形成されたメタルマスクを利用してクリーム半田を塗布するスクリーン印刷機を用いることができる。その後、図6に示すように、載置部14を用いて、中間層42が設けられた実装用電極部22上に発光部品41を載置する載置工程を実施する。
次に、配線基板20に張力を加えた状態で配線基板20を加熱する処理工程を実施する。処理工程においては、中間層42のクリーム半田に含まれる金属粉末が溶融することによって、発光部品41が実装用電極部22に結合される。処理工程の際の加熱温度および加熱時間は、発光部品41の製造者が推奨する条件などに応じて適宜定められる。例えば処理工程においては、はじめに、二百度以下の温度において約2分間予備的に加熱し、次に、二百数十度の温度において約1分間加熱する、という工程が実施される。
次に、配線基板20の面のうち発光部品41が実装される側の面に、光を反射する上述の第1面側スペーサー30を設ける工程を実施する。まず、発光部品41および取り出し用電極部24に対応する位置に形成された開口部32を含む長尺状の第1面側スペーサー30を準備する。開口部32は、第1面側スペーサー30が第2巻出部11bから巻き出されてから配線基板20に貼り付けられるまでの間に第1面側スペーサー30に形成されてもよく、若しくは、第2巻出部11bに巻き付けられた第1面側スペーサー30に予め形成されていてもよい。次に、粘着層35を介して第1面側スペーサー30を配線基板20に貼り付ける。粘着層35は、第1面側スペーサー30が第2巻出部11bから巻き出されてから配線基板20に貼り付けられるまでの間に第1面側スペーサー30の面上に塗布などによって設けられてもよく、若しくは、第2巻出部11bに巻き付けられた第1面側スペーサー30の面上に予め設けられていてもよい。また、第1面側スペーサー30側ではなく配線基板20側に粘着層35が設けられていてもよい。
粘着層35が上述のように熱硬化型接着剤から構成されている場合、粘着層35を介して配線基板20に第1面側スペーサー30を貼り合わせた後、これらを加熱する工程を実施する。これによって、第1面側スペーサー30が配線基板20に強固に接着される。
その後、発光部品41が実装された配線基板20を巻き取る巻取工程を実施する。図7は、巻き取られる際の実装基板40を拡大して示す図である。図7において、符号19aは、既に巻取部19に巻き取られた実装基板40によって構成された巻回体を表している。
図7に示すように、樹脂基板21の搬送方向T2に沿った方向において、発光部品41の下流側には、発光部品41よりも外方に突出した第1面側スペーサー30が設けられている。このため、巻き取られる実装基板40の樹脂基板21の第1面21aと、先に巻き取られている実装基板40の樹脂基板21の第2面21bとの間に、適切な間隔を設けることができる。従って、巻き取りの際、発光部品41の隅部41cや側面41bに、巻回体19aが、すなわち先に巻き取られている実装基板40の樹脂基板21の第2面21bが接触することを抑制することができる。これによって、巻き取りの際に発光部品41にせん断力が働いてしまうことを抑制することができ、このことにより、発光部品41が脱離したり損傷したりしてしまうことを抑制することができる。従って、発光部品41から放射される光の特性が劣化してしまうことや、実装基板の製造歩留りが低くなってしまうことを抑制することができる。
(照明装置)
次に、実装基板40が組み込まれた照明装置55について説明する。図8に示すように、照明装置55は、実装基板40と、実装基板40のうち発光部品41が実装されている側に所定の間隔を空けて配置された拡散板50と、を備えている。拡散板50は、光拡散剤として機能するよう構成された部材である。この場合、発光部品41から出射される光の一部は、拡散板50を透過して利用者側に至り、その他は、拡散板50によって反射されて実装基板40に戻る。例えば図8に示すように、発光部品41から出射される光のうち、拡散板50の法線方向にほぼ沿って拡散板50に入射する光L1は、拡散板50を透過して利用者側に至る。一方、発光部品41から出射される光のうち、拡散板50の法線方向から傾斜した方向に沿って拡散板50に入射する光L2は、拡散板50によって反射されて実装基板40に戻った後、第1面側スペーサー30によって反射されて再び拡散板50へ向かい、そして拡散板50を透過して利用者側に至る。このように本実施の形態によれば、第1面側スペーサー30が反射特性を有することにより、拡散板50の法線方向から傾斜した方向に沿って発光部品41から出射された光を利用することができるようになるので、光の利用効率を高めることができ、また、発光部品41の形状や配置が利用者によって視認されることを抑制することができる。
次に、実装基板40が組み込まれた照明装置55について説明する。図8に示すように、照明装置55は、実装基板40と、実装基板40のうち発光部品41が実装されている側に所定の間隔を空けて配置された拡散板50と、を備えている。拡散板50は、光拡散剤として機能するよう構成された部材である。この場合、発光部品41から出射される光の一部は、拡散板50を透過して利用者側に至り、その他は、拡散板50によって反射されて実装基板40に戻る。例えば図8に示すように、発光部品41から出射される光のうち、拡散板50の法線方向にほぼ沿って拡散板50に入射する光L1は、拡散板50を透過して利用者側に至る。一方、発光部品41から出射される光のうち、拡散板50の法線方向から傾斜した方向に沿って拡散板50に入射する光L2は、拡散板50によって反射されて実装基板40に戻った後、第1面側スペーサー30によって反射されて再び拡散板50へ向かい、そして拡散板50を透過して利用者側に至る。このように本実施の形態によれば、第1面側スペーサー30が反射特性を有することにより、拡散板50の法線方向から傾斜した方向に沿って発光部品41から出射された光を利用することができるようになるので、光の利用効率を高めることができ、また、発光部品41の形状や配置が利用者によって視認されることを抑制することができる。
なお、上述した第1の実施の形態に対して様々な変更を加えることが可能である。以下、必要に応じて図面を参照しながら、変形例について説明する。以下の説明および以下の説明で用いる図面では、上述した実施の形態と同様に構成され得る部分について、上述の実施の形態における対応する部分に対して用いた符号と同一の符号を用いることとし、重複する説明を省略する。また、上述した実施の形態において得られる作用効果が変形例においても得られることが明らかである場合、その説明を省略することもある。
(第1の変形例)
上述の本実施の形態においては、第1面側スペーサー30が、発光部品41および取り出し用電極部24に対応する位置に開口部32が形成されたシートであって、反射特性を有するシートとして構成される例を示した。しかしながら、これに限られることはなく、図9に示すように、第1面側スペーサー30は、少なくとも発光部品41の近傍に配置されていればよい。なお本変形例においては、図9に示すように、実装基板40が、第1面21a上に設けられ、光を反射する反射特性を有する反射層28を備え、この反射層28の上に、柱状部材を含む第1面側スペーサー30が設けられている。
上述の本実施の形態においては、第1面側スペーサー30が、発光部品41および取り出し用電極部24に対応する位置に開口部32が形成されたシートであって、反射特性を有するシートとして構成される例を示した。しかしながら、これに限られることはなく、図9に示すように、第1面側スペーサー30は、少なくとも発光部品41の近傍に配置されていればよい。なお本変形例においては、図9に示すように、実装基板40が、第1面21a上に設けられ、光を反射する反射特性を有する反射層28を備え、この反射層28の上に、柱状部材を含む第1面側スペーサー30が設けられている。
反射層28は、白色のセラミックス材料や金属粉末など反射性を有する材料を含むペーストを樹脂基板21の第1面21a上に塗布することによって形成されたものであってもよく、若しくは、上述の本実施の形態における第1面側スペーサー30の場合と同様に、反射特性を有する部材を樹脂基板21の第1面21aに貼り付けることによって形成されたものであってもよい。
(第2の変形例)
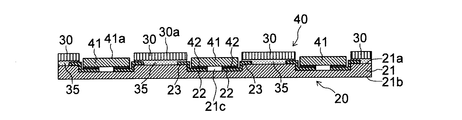
また図10に示すように、樹脂基板21の第1面21aに凹部21cが形成され、この凹部21c内に発光部品41が配置されていてもよい。これによって、第1面側スペーサー30の外面30aを発光部品41の外面41aよりも外方へ突出させることが容易になる。例えば、第1面側スペーサー30の厚みが、図2Aに示す上述の本実施の形態における第1面側スペーサー30の厚みよりも小さい場合であっても、第1面側スペーサー30の外面30aを発光部品41の外面41aよりも外方へ突出させることが可能になる。従って、第1面側スペーサー30の厚みに対する要求を軽減することができるので、第1面側スペーサー30の形成方法に関する選択肢を増加させることができる。
また図10に示すように、樹脂基板21の第1面21aに凹部21cが形成され、この凹部21c内に発光部品41が配置されていてもよい。これによって、第1面側スペーサー30の外面30aを発光部品41の外面41aよりも外方へ突出させることが容易になる。例えば、第1面側スペーサー30の厚みが、図2Aに示す上述の本実施の形態における第1面側スペーサー30の厚みよりも小さい場合であっても、第1面側スペーサー30の外面30aを発光部品41の外面41aよりも外方へ突出させることが可能になる。従って、第1面側スペーサー30の厚みに対する要求を軽減することができるので、第1面側スペーサー30の形成方法に関する選択肢を増加させることができる。
なお、上述した第1の実施の形態に対するいくつかの変形例を説明してきたが、当然に、複数の変形例を適宜組み合わせて適用することも可能である。
第2の実施の形態
次に図11および図12を参照して、本発明の第2の実施の形態について説明する。第2の実施の形態において、スペーサーは、樹脂基板の第2面側に設けられている。図11および図12に示す第2の実施の形態において、図1乃至図10に示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。また、第1の実施の形態において得られる作用効果が本実施の形態においても得られることが明らかである場合、その説明を省略することもある。
次に図11および図12を参照して、本発明の第2の実施の形態について説明する。第2の実施の形態において、スペーサーは、樹脂基板の第2面側に設けられている。図11および図12に示す第2の実施の形態において、図1乃至図10に示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。また、第1の実施の形態において得られる作用効果が本実施の形態においても得られることが明らかである場合、その説明を省略することもある。
図11は、実装基板40を樹脂基板21の第1面21a側から見た場合を示す図である。なお図11においては、樹脂基板21の第1面21a側に設けられた構成要素が実線で表され、樹脂基板21の第2面21b側に設けられた構成要素が点線で表されている。図11に示すように、本実施の形態において、実装基板40は、樹脂基板21の第2面21b側に設けられたスペーサー31を備えている。以下の説明において、樹脂基板21の第2面21b上に設けられている上述のスペーサー31を、第2面側スペーサー31と称する。
図11に示すように、第2面側スペーサー31は、樹脂基板21の長手方向T1に沿って、すなわち実装基板40を製造する際の樹脂基板21の搬送方向T2に沿って設けられている。例えば図11に示すように、第2面側スペーサー31は、樹脂基板21の長手方向T1に沿って延びる一連の部材として構成されている。なお図示はしないが、第2面側スペーサー31は、樹脂基板21の長手方向T1に沿って配置された複数の部材として構成されていてもよい。
ところで、樹脂基板21の長手方向T1に沿って見た場合に第2面側スペーサー31と発光部品41とが重なるように第2面側スペーサー31が設けられている場合、巻き取りの際に発光部品41が、先に巻き取られている実装基板40の第2面側スペーサー31に接触することを抑制するため、巻取部19に巻き取られている実装基板40の各層の間で、搬送方向T2における発光部品41や第2面側スペーサー31の位置の調整をする必要が生じ、この結果、巻き取り工程が煩雑なものになる。そのような煩雑さが生じるのを抑制するため、本実施の形態において、第2面側スペーサー31は、樹脂基板21の長手方向T1に沿って見た場合に発光部品41と重ならないように配置されている。これによって、実装基板40を巻き取って巻回体を形成する際に、搬送方向T2における第2面側スペーサー31や発光部品41の位置を特に調整しない場合であっても、巻回体の半径方向に沿った方向において発光部品41と第2面側スペーサー31とが接触することを抑制することができる。
図12は、図11の実装基板40をXII−XII方向から見た縦断面図である。図11に示すように、実装基板40は、第1面21a上に設けられ、光を反射する反射特性を有する反射層28を備えていてもよい。
図12に示すように、樹脂基板21の第1面21a側において、発光部品41は、第1面21a上のその他の構成要素に比べて、樹脂基板21の厚み方向において外方へ突出している。図12において、樹脂基板21の第1面21a側における発光部品41の突出距離が符号h1で表されている。また、第2面側スペーサー31の厚みが、符号h2で表されている。第2面側スペーサー31は、好ましくは、その厚みh2が発光部品41の突出距離h1以上になるよう、構成されている。
本実施の形態においては、実装基板40を巻き取って巻回体を形成する際、巻回体の半径方向において互いに隣接する実装基板40のうちの一方の実装基板40の第2面側スペーサー31が、他方の実装基板40の樹脂基板21の第1面21a側の構成要素のうち発光部品41以外の構成要素に接触する。これによって、巻き取られる実装基板40の樹脂基板21の第1面21aと、先に巻き取られている実装基板40の樹脂基板21の第2面21bとの間に、適切な間隔を設けることができる。このため本実施の形態においても、発光部品41の隅部41cや側面41bに配線基板20の樹脂基板21の第2面21bが接触することを抑制することができる。これによって、巻き取りの際に発光部品41にせん断力が働いてしまうことを抑制することができ、このことにより、発光部品41が脱離したり損傷したりしてしまうことを抑制することができる。
なお本実施の形態においても、図10に示す上述の第1の実施の形態の第2の変形例の場合と同様に、樹脂基板21の第1面21aに凹部21cが形成されており、この凹部21c内に発光部品41が配置されていてもよい。
第3の実施の形態
次に図13を参照して、本発明の第3の実施の形態について説明する。第3の実施においては、発光ダイオード素子などの発光素子46が、ケース45によって覆われることなく樹脂基板21の第1面21a上に実装されている。すなわち、いわゆるチップオンボードの形態で発光素子46が実装されている。図13に示す第3の実施の形態において、図1乃至図10に示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。また、第1の実施の形態において得られる作用効果が本実施の形態においても得られることが明らかである場合、その説明を省略することもある。
次に図13を参照して、本発明の第3の実施の形態について説明する。第3の実施においては、発光ダイオード素子などの発光素子46が、ケース45によって覆われることなく樹脂基板21の第1面21a上に実装されている。すなわち、いわゆるチップオンボードの形態で発光素子46が実装されている。図13に示す第3の実施の形態において、図1乃至図10に示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。また、第1の実施の形態において得られる作用効果が本実施の形態においても得られることが明らかである場合、その説明を省略することもある。
図13に示すように、実装基板40は、配線基板20と、配線基板20の実装用電極部22に接続された発光素子46と、を備えている。発光素子46は、少なくとも部分的に、ボンディングワイヤ47aによって実装用電極部22に接続されている。また発光素子46の周囲には、発光素子46を樹脂基板21に対して固定する封止材48が設けられている。このため本実施の形態によれば、発光素子46を覆うケース45が実装用電極部22に接続される場合に比べて、樹脂基板21に対して発光素子46をより強固に固定することができる。これによって、実装基板40が巻き取られる際に発光素子46が脱離してしまうことを抑制することができる。
図13に示すように、実装基板40は、第1面21a上に設けられ、光を反射する反射特性を有する反射層28を備え、この反射層28によって囲われた空間に封止材48が設けられていてもよい。この場合、好ましくは、封止材48の第1面48aが、反射層28の外面28aと同一平面上、または反射層28の外面28aよりも樹脂基板21側に位置するよう、反射層28が構成される。これによって、巻き取りの際に樹脂基板21の第2面21bから押圧力やせん断力が封止材48の第1面48aに及ぶことを抑制することができる。このことにより、発光素子46が脱離してしまうことをさらに抑制することができ、また、封止材48が損傷してしまうことを抑制することができる。
なお図14に示すように、反射層28の代わりに、上述の第1の実施の形態における第1面側スペーサー30が樹脂基板21の第1面21a上に設けられ、この第1面側スペーサー30によって囲われた空間に封止材48が設けられていてもよい。この場合、好ましくは、封止材48の第1面48aが、第1面側スペーサー30の外面30aと同一平面上、または第1面側スペーサー30の外面30aよりも樹脂基板21側に位置するよう、第1面側スペーサー30の外面30aが構成される。また図示はしないが、樹脂基板21の第1面21a側に第1面側スペーサー30が設けられる場合、第1面側スペーサー30の外面30a上または樹脂基板21の第1面21aと第1面側スペーサー30との間に、反射層28がさらに設けられていてもよい。
また上記各実施の形態においては、実装基板40を巻き取る際、発光部品41の外面41aが、先に巻き取られている実装基板40の樹脂基板21の第2面21bに対向する例を示した。すなわち、発光部品41が巻回体の内方を向くように実装基板40を巻き取る例を示した。しかしながら、これに限られることはなく、図示はしないが、発光部品41が巻回体の外方を向くように実装基板40を巻き取ってもよい。この場合、巻き取りの際、実装基板40の樹脂基板21の第2面21bが、先に巻き取られている実装基板40の発光部品41に対向することになる。この場合であっても、上述の第1面側スペーサー30、第2面側スペーサー31や封止材48により、実装基板40が巻き取られる際に発光部品41や発光素子46が脱離したり損傷したりしてしまうことを抑制することができる。
10 実装装置
11a 第1巻出部
11b 第2巻出部
19 巻取部
20 配線基板
21 樹脂基板
21a 第1面
21b 第2面
21c 凹部
22 実装用電極部
30 第1面側スペーサー
32 第2面側スペーサー
40 実装基板
41 発光部品
46 発光素子
48 封止材
11a 第1巻出部
11b 第2巻出部
19 巻取部
20 配線基板
21 樹脂基板
21a 第1面
21b 第2面
21c 凹部
22 実装用電極部
30 第1面側スペーサー
32 第2面側スペーサー
40 実装基板
41 発光部品
46 発光素子
48 封止材
Claims (9)
- 複数の発光部品が実装された実装基板であって、
可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、
前記実装用電極部上に実装された発光部品と、
前記樹脂基板の第1面上に設けられた第1面側スペーサーと、を備え、
前記第1面側スペーサーの外面と前記樹脂基板の第1面との間の距離は、前記発光部品の外面と前記樹脂基板の第1面との間の距離以上である、実装基板。 - 前記第1面側スペーサーは、前記樹脂基板の長手方向に沿って見た場合に前記発光部品と重なるように配置されている、請求項1に記載の実装基板。
- 前記第1面側スペーサーは、光を反射する反射特性を有し、
前記樹脂基板と前記第1面側スペーサーとの間に、粘着層が介在されている、請求項1または2に記載の実装基板。 - 発光部品が実装された実装基板の製造方法であって、
可撓性を有する長尺状の樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、を備えた配線基板を準備する工程と、
前記配線基板の前記実装用電極部上に発光部品を実装する実装工程と、
前記発光部品が実装された前記配線基板を巻き取る巻取工程と、を備え、
前記配線基板の前記樹脂基板の第1面上には、第1面側スペーサーが設けられており、
前記第1面側スペーサーの外面と前記樹脂基板の第1面との間の距離は、前記発光部品の外面と前記樹脂基板の第1面との間の距離以上である、実装基板の製造方法。 - 前記第1面側スペーサーは、前記配線基板の搬送方向に沿って見た場合に前記発光部品と重なるように配置されている、請求項4に記載の実装基板の製造方法。
- 前記第1面側スペーサーは、前記実装用電極部および前記発光部品に対応する位置に形成された開口部を含むシートを含み、
前記製造方法は、前記配線基板の面のうち前記発光部品が実装される側の面に、粘着層を介して前記第1面側スペーサーを前記配線基板に貼り付ける工程をさらに備える、請求項4または5に記載の実装基板の製造方法。 - 複数の発光部品が実装された実装基板であって、
可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、
前記実装用電極部上に実装された発光部品と、
前記樹脂基板の前記第1面に対向する第2面上に設けられた第2面側スペーサーと、を備え、
前記第2面側スペーサーは、前記樹脂基板の長手方向に沿って見た場合に前記発光部品と重ならないように配置されている、実装基板。 - 発光部品が実装された実装基板の製造方法であって、
可撓性を有する樹脂基板と、前記樹脂基板の第1面上に設けられた実装用電極部と、を備えた配線基板を準備する工程と、
前記配線基板の前記実装用電極部上に発光部品を実装する実装工程と、
前記発光部品が実装された前記配線基板を巻き取る巻取工程と、を備え、
前記配線基板の前記樹脂基板の前記第1面に対向する第2面上には、第2面側スペーサーが設けられており、
前記第2面側スペーサーは、前記樹脂基板の長手方向に沿って見た場合に前記発光部品と重ならないように配置されている、実装基板の製造方法。 - 前記発光部品は、発光ダイオード素子を含む、請求項4乃至6、8のいずれか一項に記載の実装基板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014127503A JP2016009689A (ja) | 2014-06-20 | 2014-06-20 | 実装基板の製造方法および実装基板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014127503A JP2016009689A (ja) | 2014-06-20 | 2014-06-20 | 実装基板の製造方法および実装基板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016009689A true JP2016009689A (ja) | 2016-01-18 |
Family
ID=55227089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014127503A Pending JP2016009689A (ja) | 2014-06-20 | 2014-06-20 | 実装基板の製造方法および実装基板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016009689A (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004199643A (ja) * | 2002-10-22 | 2004-07-15 | Nitto Denko Corp | 導電性フィルムロールおよびその製造方法 |
| WO2007072758A1 (ja) * | 2005-12-20 | 2007-06-28 | Sharp Kabushiki Kaisha | フィルムロールの製造方法及び製造装置、並びにフィルムロール |
| JP2008135390A (ja) * | 2006-11-21 | 2008-06-12 | Avago Technologies Ecbu Ip (Singapore) Pte Ltd | フレキシブル回路キャリアおよびフレキシブル反射体を利用する光源 |
| WO2011118108A1 (ja) * | 2010-03-23 | 2011-09-29 | 株式会社朝日ラバー | シリコーン樹脂製反射基材、その製造方法、及びその反射基材に用いる原材料組成物 |
| JP2011228602A (ja) * | 2010-04-23 | 2011-11-10 | Toray Ind Inc | Led発光装置およびその製造方法 |
| US20120068622A1 (en) * | 2010-09-22 | 2012-03-22 | Ward Calvin B | Flexible Distributed LED-Based Light Source and Method for Making the Same |
| JP2013531378A (ja) * | 2010-06-29 | 2013-08-01 | クーレッジ ライティング インコーポレイテッド | 柔軟な基板を有する電子素子 |
-
2014
- 2014-06-20 JP JP2014127503A patent/JP2016009689A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004199643A (ja) * | 2002-10-22 | 2004-07-15 | Nitto Denko Corp | 導電性フィルムロールおよびその製造方法 |
| WO2007072758A1 (ja) * | 2005-12-20 | 2007-06-28 | Sharp Kabushiki Kaisha | フィルムロールの製造方法及び製造装置、並びにフィルムロール |
| JP2008135390A (ja) * | 2006-11-21 | 2008-06-12 | Avago Technologies Ecbu Ip (Singapore) Pte Ltd | フレキシブル回路キャリアおよびフレキシブル反射体を利用する光源 |
| WO2011118108A1 (ja) * | 2010-03-23 | 2011-09-29 | 株式会社朝日ラバー | シリコーン樹脂製反射基材、その製造方法、及びその反射基材に用いる原材料組成物 |
| WO2011118109A1 (ja) * | 2010-03-23 | 2011-09-29 | 株式会社朝日ラバー | 可撓性反射基材、その製造方法及びその反射基材に用いる原材料組成物 |
| JP2011228602A (ja) * | 2010-04-23 | 2011-11-10 | Toray Ind Inc | Led発光装置およびその製造方法 |
| JP2013531378A (ja) * | 2010-06-29 | 2013-08-01 | クーレッジ ライティング インコーポレイテッド | 柔軟な基板を有する電子素子 |
| US20120068622A1 (en) * | 2010-09-22 | 2012-03-22 | Ward Calvin B | Flexible Distributed LED-Based Light Source and Method for Making the Same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6060578B2 (ja) | 発光装置 | |
| JP5533183B2 (ja) | Led光源装置及びその製造方法 | |
| WO2009116457A1 (ja) | 発光素子搭載用配線基板及び発光装置 | |
| WO2013168802A1 (ja) | Ledモジュール | |
| US9951925B2 (en) | Light emitting device | |
| US8980659B1 (en) | LED package and manufacturing process of same | |
| JP2011249534A (ja) | 折り曲げ可能配線基板、発光モジュール、発光モジュールの製造方法、折り曲げ可能配線基板の製造方法 | |
| US10283680B2 (en) | Method for the production of an electronic module having an electronic component embedded therein | |
| JP2011249535A (ja) | 曲げ変形可能配線基板、発光モジュール、発光モジュールの製造方法、曲げ変形可能配線基板の製造方法 | |
| JP6484972B2 (ja) | 発光部品が実装された実装基板、および発光部品が実装される配線基板 | |
| JP2019067903A (ja) | 発光装置およびその製造方法 | |
| JP2006339362A (ja) | 発光素子実装用配線基板 | |
| JP2009141317A (ja) | 光半導体パッケージおよびこれを備えた光電センサならびに光半導体パッケージの製造方法 | |
| JP2019512165A (ja) | 接続キャリア、オプトエレクトロニクス部品、および接続キャリアまたはオプトエレクトロニクス部品の製造方法 | |
| JP2016082002A (ja) | 配線基板および実装基板 | |
| JP2016018896A (ja) | 実装基板および実装基板の製造方法 | |
| JP2016072516A (ja) | 配線基板およびその製造方法、並びに実装基板およびその製造方法 | |
| TWI565120B (zh) | 發光元件及發光元件的製造方法 | |
| JP6634668B2 (ja) | 実装基板の製造方法および実装基板 | |
| JP2016009689A (ja) | 実装基板の製造方法および実装基板 | |
| JP2010067902A (ja) | 発光装置 | |
| CN114551418A (zh) | 柔性灯条的制备方法、柔性灯条以及显示装置 | |
| JP2013084803A (ja) | 発光装置、発光素子パッケージ及び発光素子搭載用配線基板 | |
| JP2016072365A (ja) | 発光装置及びその製造方法 | |
| JP6497615B2 (ja) | 実装基板及びそれを用いたledモジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170425 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180119 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180706 |