JP2015209920A - シリンダ装置およびその製造方法 - Google Patents
シリンダ装置およびその製造方法 Download PDFInfo
- Publication number
- JP2015209920A JP2015209920A JP2014091983A JP2014091983A JP2015209920A JP 2015209920 A JP2015209920 A JP 2015209920A JP 2014091983 A JP2014091983 A JP 2014091983A JP 2014091983 A JP2014091983 A JP 2014091983A JP 2015209920 A JP2015209920 A JP 2015209920A
- Authority
- JP
- Japan
- Prior art keywords
- piston
- cylinder
- sliding member
- diameter portion
- piston rod
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/3278—Details for lubrication
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/02—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium using gas only or vacuum
- F16F9/0209—Telescopic
- F16F9/0218—Mono-tubular units
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/3207—Constructional features
- F16F9/3214—Constructional features of pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/3207—Constructional features
- F16F9/3228—Constructional features of connections between pistons and piston rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/36—Special sealings, including sealings or guides for piston-rods
- F16F9/362—Combination of sealing and guide arrangements for piston rods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F9/00—Springs, vibration-dampers, shock-absorbers, or similarly-constructed movement-dampers using a fluid or the equivalent as damping medium
- F16F9/32—Details
- F16F9/36—Special sealings, including sealings or guides for piston-rods
- F16F9/368—Sealings in pistons
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J15/00—Sealings
- F16J15/16—Sealings between relatively-moving surfaces
- F16J15/32—Sealings between relatively-moving surfaces with elastic sealings, e.g. O-rings
- F16J15/324—Arrangements for lubrication or cooling of the sealing itself
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sealing Devices (AREA)
- Vehicle Body Suspensions (AREA)
- Actuator (AREA)
- Fluid-Damping Devices (AREA)
Abstract
Description
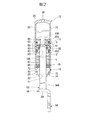
本発明の第1実施形態を図1〜図5を参照して以下に説明する。
また、内周環状シール部101がピストンロッド14の小径部106との間に隙間を形成する状態として、潤滑剤保持室83内に残留する残留エアG’を排出する構成としたため、残留エアG’の排出性を圧力差により連通させる従来構成よりも向上させることができる。
本発明の第2実施形態を主に図6を参照して第1実施形態との相違部分を中心に説明する。なお、第1実施形態と共通する部位については、同一称呼、同一の符号で表す。
また、以上の第1,第2実施形態では、環状凸部27は、軸線方向に1つだけ設ける構成を説明したが、軸線方向の摺動部材82側にもう1つ環状凸部を形成してもよい。その場合には、組み立て後のシリンダ装置11は、小径部106の切欠部55が内周環状シール部101を軸線方向に横断する状態となることをさらに防止することが可能となる。
12 シリンダ
13 ピストン
14 ピストンロッド
15 ロッドガイド
55 切欠部
81 シール部材
82 摺動部材
83 潤滑剤保持室
101 内周環状シール部
105 大径部
155 円形段部
106,206 小径部
G エア(作動気体)
G’ 残留エア(残留ガス)
L 潤滑剤
Claims (5)
- 作動気体が封入され、少なくとも一端が開口するシリンダと、
該シリンダ内に摺動可能に嵌挿されるピストンと、
該ピストンに連結されて前記シリンダの外部に突出するピストンロッドと、
前記シリンダ内の一端側に設けられるロッドガイドと、を備え、
前記ピストンと前記ロッドガイドとの間に、
前記ピストンロッドに摺接する環状のシール部材と、
該シール部材と前記ピストンとの間にて前記シリンダ内を軸線方向に摺動可能に設けられる摺動部材と、
該摺動部材と前記シール部材との間に画成され潤滑剤が封入される潤滑剤保持室と、が設けられ、
前記ピストンロッドには、大径部と、該大径部よりも軸方向に前記ピストン側であって前記大径部より小径の部分を有する小径部とが形成され、
前記摺動部材の内周側には、前記ピストンロッドの前記大径部との間をシールする環状シール部が設けられ、
該環状シール部の内径は、前記小径部の小径部分よりも大きいことを特徴とするシリンダ装置。 - 前記小径部は、前記ピストンロッドを周方向に部分的に切り欠いて前記大径部よりも小径に形成されていることを特徴とする請求項1記載のシリンダ装置。
- 前記小径部は、全周にわたって前記大径部よりも小径に形成されていることを特徴とする請求項1記載のシリンダ装置。
- 前記環状シール部は、Oリングからなることを特徴とする請求項1から3のいずれか一項に記載のシリンダ装置。
- 作動気体が封入され、少なくとも一端が開口するシリンダと、
該シリンダ内に摺動可能に嵌挿されるピストンと、
該ピストンに連結されて前記シリンダの外部に突出するとともに大径部と該大径部よりも前記ピストン側の小径部とを有するピストンロッドと、
前記シリンダ内の一端側に設けられるロッドガイドと、を備え、
前記ピストンと前記ロッドガイドとの間に、
前記ピストンロッドに摺接する環状のシール部材と、
該シール部材と前記ピストンとの間にて前記シリンダ内を軸線方向に摺動可能に設けられる摺動部材と、
該摺動部材と前記シール部材との間に画成され潤滑剤が封入される潤滑剤保持室と、が設けられるシリンダ装置の製造方法であって、
前記潤滑剤保持室に潤滑剤を注入する工程と、
前記ロッドガイドが下側に位置する姿勢で前記ピストンを前記ロッドガイド側に移動させて前記潤滑剤保持室内の圧力を上昇させる工程と、
前記ピストンを前記ロッドガイド側に移動させることで前記摺動部材を前記ピストンロッドの前記小径部に移動させて前記摺動部材と前記小径部との間に隙間を形成する工程と、
前記ピストンを前記ロッドガイドとは反対側に移動させることで前記摺動部材を前記ピストンロッドの前記大径部に移動させる工程と、
を含むシリンダ装置の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014091983A JP2015209920A (ja) | 2014-04-25 | 2014-04-25 | シリンダ装置およびその製造方法 |
| TW104107734A TW201604439A (zh) | 2014-04-25 | 2015-03-11 | 氣壓筒裝置及其製造方法 |
| KR1020150041321A KR101718205B1 (ko) | 2014-04-25 | 2015-03-25 | 실린더 장치 및 그 제조방법 |
| CN201510133849.0A CN105003483B (zh) | 2014-04-25 | 2015-03-25 | 气缸装置及其制造方法 |
| DE102015205422.5A DE102015205422A1 (de) | 2014-04-25 | 2015-03-25 | Zylindervorrichtung und Verfahren selbige herzustellen |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014091983A JP2015209920A (ja) | 2014-04-25 | 2014-04-25 | シリンダ装置およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015209920A true JP2015209920A (ja) | 2015-11-24 |
| JP2015209920A5 JP2015209920A5 (ja) | 2017-03-09 |
Family
ID=54261943
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014091983A Pending JP2015209920A (ja) | 2014-04-25 | 2014-04-25 | シリンダ装置およびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP2015209920A (ja) |
| KR (1) | KR101718205B1 (ja) |
| CN (1) | CN105003483B (ja) |
| DE (1) | DE102015205422A1 (ja) |
| TW (1) | TW201604439A (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3546787B1 (en) * | 2018-03-27 | 2021-02-24 | Aida Engineering, Ltd. | Gas cushion device |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52113476A (en) * | 1976-03-19 | 1977-09-22 | Tokico Ltd | Safety means for sealed type cylinder means |
| JPS5672945U (ja) * | 1979-11-09 | 1981-06-15 | ||
| JPS56104643U (ja) * | 1980-01-14 | 1981-08-15 | ||
| JPH0456939U (ja) * | 1990-09-26 | 1992-05-15 | ||
| JPH05263862A (ja) * | 1992-03-20 | 1993-10-12 | Tokico Ltd | ガススプリング |
| JP2012247049A (ja) * | 2011-05-31 | 2012-12-13 | Hitachi Automotive Systems Ltd | シリンダ装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002115738A (ja) * | 2000-10-10 | 2002-04-19 | Kayaba Ind Co Ltd | ガススプリング |
| JP4761419B2 (ja) * | 2001-04-10 | 2011-08-31 | カヤバ工業株式会社 | ガススプリング |
| ES2297744T3 (es) | 2004-07-13 | 2008-05-01 | Trelleborg Sealing Solutions Germany Gmbh | Conjunto de sellado. |
| CN201152334Y (zh) * | 2008-01-14 | 2008-11-19 | 江阴强顺科技有限公司 | 带阻尼效果的气体弹簧 |
| JP5518561B2 (ja) * | 2010-04-28 | 2014-06-11 | 日立オートモティブシステムズ株式会社 | 緩衝器 |
| JP2012180864A (ja) * | 2011-02-28 | 2012-09-20 | Hitachi Automotive Systems Ltd | シリンダ装置およびその製造方法 |
| JP5913967B2 (ja) | 2011-12-27 | 2016-05-11 | 日立オートモティブシステムズ株式会社 | ガススプリング |
| WO2014056339A1 (en) * | 2012-10-08 | 2014-04-17 | Beijingwest Industries Co., Ltd. | A fluid damper assembly with gas cup lubrication chamber |
-
2014
- 2014-04-25 JP JP2014091983A patent/JP2015209920A/ja active Pending
-
2015
- 2015-03-11 TW TW104107734A patent/TW201604439A/zh unknown
- 2015-03-25 KR KR1020150041321A patent/KR101718205B1/ko not_active Application Discontinuation
- 2015-03-25 CN CN201510133849.0A patent/CN105003483B/zh not_active Expired - Fee Related
- 2015-03-25 DE DE102015205422.5A patent/DE102015205422A1/de not_active Withdrawn
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52113476A (en) * | 1976-03-19 | 1977-09-22 | Tokico Ltd | Safety means for sealed type cylinder means |
| JPS5672945U (ja) * | 1979-11-09 | 1981-06-15 | ||
| JPS56104643U (ja) * | 1980-01-14 | 1981-08-15 | ||
| JPH0456939U (ja) * | 1990-09-26 | 1992-05-15 | ||
| JPH05263862A (ja) * | 1992-03-20 | 1993-10-12 | Tokico Ltd | ガススプリング |
| JP2012247049A (ja) * | 2011-05-31 | 2012-12-13 | Hitachi Automotive Systems Ltd | シリンダ装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102015205422A1 (de) | 2015-10-29 |
| KR101718205B1 (ko) | 2017-03-20 |
| CN105003483B (zh) | 2017-05-17 |
| KR20150123703A (ko) | 2015-11-04 |
| CN105003483A (zh) | 2015-10-28 |
| TW201604439A (zh) | 2016-02-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6355690B2 (ja) | 油圧反発システムを備える緩衝装置 | |
| US20150204412A1 (en) | Hydraulic shock absorber | |
| JP5793346B2 (ja) | シリンダ装置 | |
| WO2015178287A1 (ja) | 緩衝器 | |
| US11078982B2 (en) | Damper | |
| JP6838768B2 (ja) | 緩衝器 | |
| JP2014109288A (ja) | ガススプリング | |
| US10330170B2 (en) | Shock absorber | |
| US10145440B2 (en) | Pressure buffer device and damping force generating member | |
| US20130192940A1 (en) | Gas spring and damping force generating mechanism | |
| JP2020139515A (ja) | 流体圧緩衝器 | |
| JP2015209920A (ja) | シリンダ装置およびその製造方法 | |
| JP2017036786A (ja) | ガススプリング | |
| US20190226548A1 (en) | Shock absorber | |
| JP2015197141A (ja) | 緩衝器 | |
| WO2017126601A1 (ja) | シリンダ装置 | |
| JP2012180864A (ja) | シリンダ装置およびその製造方法 | |
| JP6423306B2 (ja) | 緩衝器 | |
| JP6789004B2 (ja) | 緩衝器 | |
| JPWO2015046366A1 (ja) | シリンダ装置およびシール部材 | |
| JP2018162797A (ja) | シリンダ装置 | |
| JP6037724B2 (ja) | シリンダ装置 | |
| JP6609499B2 (ja) | バンパキャップおよびシリンダ装置 | |
| JP2012013131A (ja) | シリンダ装置 | |
| JP2021050792A (ja) | 緩衝器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170130 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171205 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180605 |