JP2015205719A - 液体用紙容器 - Google Patents
液体用紙容器 Download PDFInfo
- Publication number
- JP2015205719A JP2015205719A JP2014088244A JP2014088244A JP2015205719A JP 2015205719 A JP2015205719 A JP 2015205719A JP 2014088244 A JP2014088244 A JP 2014088244A JP 2014088244 A JP2014088244 A JP 2014088244A JP 2015205719 A JP2015205719 A JP 2015205719A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- paper container
- thermoplastic resin
- layer
- liquid paper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Cartons (AREA)
Abstract
Description
両方に用いる樹脂を、ポリオレフィン系樹脂に低結晶性ゴム成分をブレンドしたものにした紙容器用積層体、およびこれを用いた液体用紙容器がある(特許文献5)。
前記外側熱可塑性樹脂層と前記接着樹脂層が、植物由来の低密度バイオマスポリエチレン樹脂からなり、前記内側熱可塑性樹脂層が、植物由来の低密度バイオマスポリエチレン樹脂に対して、低結晶性ゴム成分を、10〜60重量%添加された、混合樹脂からなっていることを特徴とする液体用紙容器である。
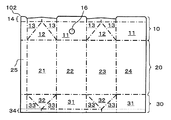
図1は、本発明の液体用紙容器の一例に用いる積層体を模式的に断面で示した説明図である。図2は、本発明の液体用紙容器の一例を模式的に斜視で示した説明図である。図3は、本発明の液体用紙容器の一例のブランクを模式的に示した説明図である。図4は、本発明の液体用紙容器の形状の他の例を模式的に示した説明図である。(A)頂部が平屋根型の液体用紙容器である。(B)頂部が片屋根型の液体用紙容器である。
ルムのバリア層4が設けられた面を接着樹脂層3の溶融樹脂面に圧着して、積層し、続いて、紙層2の反対面に外側熱可塑性樹脂層1をTダイから押し出して設けて本例の液体用紙容器に用いる積層体100を製造する。
様にして開く。これにより、図5(B)のように、屋根板11の上方のトップシール部14と、折り込み片12に連設された折り返し片13、13の上方のトップシール部14とが、シールされた状態で、トップシール部14がX字型に開く。
密度バイオマスポリエチレン樹脂をベースとした混合樹脂であるので、いずれも植物由来であり、焼却しても環境にやさしい。
バリア層4のシリカ蒸着ポリエチレンテレフタレートフィルム12μmの蒸着面と、内側熱可塑性樹脂層6を、接着層5の2液硬化型ウレタン系接着剤を用いて、ドライラミネートによって積層して内装フィルムを作成した。
外側熱可塑性樹脂層1、接着樹脂層3、内側熱可塑性樹脂層6に用いた低密度バイオマスポリエチレン樹脂を、石油から合成した低密度ポリエチレン(ミラソン(登録商標)11P:三井・デュポンポリケミカル製)に変えた(内側熱可塑性樹脂層6のポリブテン−1は同比率で添加した)以外は、実施例1と同様にして、比較例1の液体用紙容器を作成した。
内側熱可塑性樹脂層6の樹脂として、ポリブテン−1を添加しない低密度バイオマスポリエチレン樹脂を用いた以外は、実施例1と同様にして、比較例2の液体用紙容器を作成した。
実施例と比較例について、下記の方法で試験し、比較評価した。
実施例と比較例の液体用紙容器を、図5(B)のように、それぞれ、トップシール部14をX字型に開き、X字の対向する2つの端を、引張試験機の2つのつかみでそれぞれ掴んで、つかみ間の相対移動速度を100mm/minで引っ張り、その強度(単位:N)を開口強度とした。その結果を表1にまとめた。
実施例と比較例の液体用紙容器のトップシール部14を、それぞれ、前述のトップシール部14の開口の方法に従い、図5(B)、図5(C)、図5(D)の順に、手で開口して、その開口のしやすさを官能で判定した。開口しやすかったものを○とし、開口が困難であったものを×として評価した。その結果を表1にまとめた。
口栓を取り付けない実施例と比較例の液体用紙容器のバイオマス度を測定した。本発明でのバイオマス度は、バイオマス由来(紙および低密度バイオマスポリエチレン樹脂)の炭素質量を全体の炭素質量で割り百分率に換算したものである。
バイオマス度(%)=(バイオマス由来の炭素質量/全炭素質量)×100
この測定は、放射性炭素年代測定法を応用して、加速器質量分析法(AMS法)により、行う。すなわち、全炭素元素中の放射性同位元素14Cの比率を測定して、換算して求める。その結果を表1にまとめた。

実施例1の液体用紙容器は、開口強度が30Nで、官能評価は○で、容易に開口することができた。また、バイオマス度は93%あり、高い値になり、手で容易にトップシール部を開口でき、簡単に解体して減容化し、廃棄することができ、焼却しても環境にやさしく温暖化防止に効果があると考えられる。
101・・・液体用紙容器
102・・・ブランク
1・・・外側熱可塑性樹脂層
2・・・紙層
3・・・接着樹脂層
4・・・バリア層
5・・・接着層
6・・・内側熱可塑性樹脂層
10・・・頂部
11、11・・・屋根板
12、12・・・折り込み片
13、13、13、13・・・折り返し片
14・・・トップシール部
15・・・口栓
16・・・口栓孔
17・・・キャップ
18・・・スパウト
19・・・フランジ部
20・・・胴部
21・・・左側面板
22・・・正面板
23・・・右側面板
24・・・背面板
25・・・貼着板
30・・・底部
31、31・・・底板
32、32・・・底部折り込み片
33、33、33、33・・・底部折り返し片
34・・・ボトムシール部
Claims (3)
- 外面側から、外側熱可塑性樹脂層、紙層、接着樹脂層、バリア層、内側熱可塑性樹脂層が順次積層された積層体を製函してなる液体用紙容器であって、
前記外側熱可塑性樹脂層と前記接着樹脂層が、植物由来の低密度バイオマスポリエチレン樹脂からなり、前記内側熱可塑性樹脂層が、植物由来の低密度バイオマスポリエチレン樹脂に対して、低結晶性ゴム成分を、10〜60重量%添加された、混合樹脂からなっていることを特徴とする液体用紙容器。 - 前記結晶性ゴム成分が、ポリブテン−1、ポリ(エチレン−ブテン)、ポリ(プロピレン−ブテン)のいずれか1種、あるいは、2種以上の混合物であることを特徴とする請求項1に記載の液体用紙容器。
- 前記外側熱可塑性樹脂層どうしが熱シールされる部分に剥離ニスが塗布されていることを特徴とする請求項1または2に記載の液体用紙容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014088244A JP2015205719A (ja) | 2014-04-22 | 2014-04-22 | 液体用紙容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014088244A JP2015205719A (ja) | 2014-04-22 | 2014-04-22 | 液体用紙容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015205719A true JP2015205719A (ja) | 2015-11-19 |
Family
ID=54602920
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014088244A Pending JP2015205719A (ja) | 2014-04-22 | 2014-04-22 | 液体用紙容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015205719A (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017196779A (ja) * | 2016-04-26 | 2017-11-02 | 大日本印刷株式会社 | ポリエステル樹脂層を備える積層体およびそれを備える包装製品 |
| JP2017196780A (ja) * | 2016-04-26 | 2017-11-02 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018001608A (ja) * | 2016-07-01 | 2018-01-11 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018001609A (ja) * | 2016-07-01 | 2018-01-11 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018001610A (ja) * | 2016-07-01 | 2018-01-11 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018051790A (ja) * | 2016-09-26 | 2018-04-05 | 大日本印刷株式会社 | 積層体およびそれを備える包装製品 |
| JP2018058366A (ja) * | 2017-10-18 | 2018-04-12 | 凸版印刷株式会社 | 包装材及びその製造方法、包装体並びに包装物品 |
| JP2019151341A (ja) * | 2018-02-28 | 2019-09-12 | 三菱ケミカル株式会社 | 深絞り成形用多層フィルム、深絞り成形体、および、深絞り包装体 |
| JP2019196191A (ja) * | 2018-05-08 | 2019-11-14 | 王子ホールディングス株式会社 | 包装容器 |
| JP2020055165A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 包装材料及び包装製品 |
| JP2020055166A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 包装材料及び包装製品 |
| JP2020152453A (ja) * | 2016-07-01 | 2020-09-24 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2020172301A (ja) * | 2019-04-11 | 2020-10-22 | 凸版印刷株式会社 | 液体用紙容器の口栓 |
| JP2021046261A (ja) * | 2020-12-11 | 2021-03-25 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021059124A (ja) * | 2021-01-13 | 2021-04-15 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021062633A (ja) * | 2021-01-15 | 2021-04-22 | 大日本印刷株式会社 | ポリエステル樹脂層を備える積層体およびそれを備える包装製品 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002284143A (ja) * | 2001-03-27 | 2002-10-03 | Toppan Printing Co Ltd | 易解体性ゲーブルトップ型紙容器 |
| US20120074027A1 (en) * | 2010-09-29 | 2012-03-29 | H.J. Heinz Company | Green packaging |
| JP2012508659A (ja) * | 2008-11-13 | 2012-04-12 | アムコル フレキシブルズ トランスパック エヌ.ヴィ. | 無菌製品の包装のために使用されるカールなしポリオレフィン系フィルム |
| JP2012086857A (ja) * | 2010-10-18 | 2012-05-10 | Toppan Printing Co Ltd | 紙容器用積層体およびこれを用いた液体用紙容器 |
| JP2012167172A (ja) * | 2011-02-14 | 2012-09-06 | Dainippon Printing Co Ltd | 植物由来ポリエチレンを用いたフィルムおよび容器、包装袋 |
| JP2014031188A (ja) * | 2012-08-02 | 2014-02-20 | Toppan Printing Co Ltd | 液体用紙容器 |
-
2014
- 2014-04-22 JP JP2014088244A patent/JP2015205719A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002284143A (ja) * | 2001-03-27 | 2002-10-03 | Toppan Printing Co Ltd | 易解体性ゲーブルトップ型紙容器 |
| JP2012508659A (ja) * | 2008-11-13 | 2012-04-12 | アムコル フレキシブルズ トランスパック エヌ.ヴィ. | 無菌製品の包装のために使用されるカールなしポリオレフィン系フィルム |
| US20120074027A1 (en) * | 2010-09-29 | 2012-03-29 | H.J. Heinz Company | Green packaging |
| JP2012086857A (ja) * | 2010-10-18 | 2012-05-10 | Toppan Printing Co Ltd | 紙容器用積層体およびこれを用いた液体用紙容器 |
| JP2012167172A (ja) * | 2011-02-14 | 2012-09-06 | Dainippon Printing Co Ltd | 植物由来ポリエチレンを用いたフィルムおよび容器、包装袋 |
| JP2014031188A (ja) * | 2012-08-02 | 2014-02-20 | Toppan Printing Co Ltd | 液体用紙容器 |
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7108982B2 (ja) | 2016-04-26 | 2022-07-29 | 大日本印刷株式会社 | ポリエステル樹脂層を備える積層体およびそれを備える包装製品 |
| JP2017196780A (ja) * | 2016-04-26 | 2017-11-02 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2017196779A (ja) * | 2016-04-26 | 2017-11-02 | 大日本印刷株式会社 | ポリエステル樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021100865A (ja) * | 2016-04-26 | 2021-07-08 | 大日本印刷株式会社 | ポリエステル樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018001608A (ja) * | 2016-07-01 | 2018-01-11 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018001609A (ja) * | 2016-07-01 | 2018-01-11 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018001610A (ja) * | 2016-07-01 | 2018-01-11 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP7261396B2 (ja) | 2016-07-01 | 2023-04-20 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP7261397B2 (ja) | 2016-07-01 | 2023-04-20 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021169339A (ja) * | 2016-07-01 | 2021-10-28 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2020152453A (ja) * | 2016-07-01 | 2020-09-24 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021169338A (ja) * | 2016-07-01 | 2021-10-28 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2018051790A (ja) * | 2016-09-26 | 2018-04-05 | 大日本印刷株式会社 | 積層体およびそれを備える包装製品 |
| JP2018058366A (ja) * | 2017-10-18 | 2018-04-12 | 凸版印刷株式会社 | 包装材及びその製造方法、包装体並びに包装物品 |
| JP2019151341A (ja) * | 2018-02-28 | 2019-09-12 | 三菱ケミカル株式会社 | 深絞り成形用多層フィルム、深絞り成形体、および、深絞り包装体 |
| JP2019196191A (ja) * | 2018-05-08 | 2019-11-14 | 王子ホールディングス株式会社 | 包装容器 |
| JP7003831B2 (ja) | 2018-05-08 | 2022-01-21 | 王子ホールディングス株式会社 | 包装容器 |
| JP2020055165A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 包装材料及び包装製品 |
| JP2020055166A (ja) * | 2018-09-28 | 2020-04-09 | 大日本印刷株式会社 | 包装材料及び包装製品 |
| JP2020172301A (ja) * | 2019-04-11 | 2020-10-22 | 凸版印刷株式会社 | 液体用紙容器の口栓 |
| JP2022140542A (ja) * | 2020-12-11 | 2022-09-26 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021046261A (ja) * | 2020-12-11 | 2021-03-25 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP7373137B2 (ja) | 2020-12-11 | 2023-11-02 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP7037774B2 (ja) | 2021-01-13 | 2022-03-17 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021059124A (ja) * | 2021-01-13 | 2021-04-15 | 大日本印刷株式会社 | ポリオレフィン樹脂層を備える積層体およびそれを備える包装製品 |
| JP7129031B2 (ja) | 2021-01-15 | 2022-09-01 | 大日本印刷株式会社 | ポリエステル樹脂層を備える積層体およびそれを備える包装製品 |
| JP2021062633A (ja) * | 2021-01-15 | 2021-04-22 | 大日本印刷株式会社 | ポリエステル樹脂層を備える積層体およびそれを備える包装製品 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015205719A (ja) | 液体用紙容器 | |
| JP5992659B2 (ja) | 液体用紙容器 | |
| JP2015231870A (ja) | 蓋材とそれを用いた包装容器 | |
| JP2015061795A (ja) | 紙容器用積層体およびこれを用いた液体用紙容器 | |
| JP6136132B2 (ja) | 液体用紙容器 | |
| JP2021155050A (ja) | 紙製チューブ容器 | |
| JP6187649B2 (ja) | 液体用紙容器用積層体および液体用紙容器 | |
| JP6719258B2 (ja) | 積層フィルム | |
| US20230391058A2 (en) | Tube comprising a tube head and a tube skirt made of a laminated material comprising a plurality of paper layers | |
| JP6040525B2 (ja) | 液体用紙容器用積層体および液体用紙容器 | |
| JP2013202980A (ja) | 蓋材 | |
| JP5915211B2 (ja) | 蓋材 | |
| JP2007223653A (ja) | ゲーブルトップ型の液体用紙容器 | |
| JP2019081606A (ja) | ラミネート積層体、および、そのラミネート積層体によって形成される包装袋 | |
| JP6123185B2 (ja) | 液体用紙容器 | |
| JP6028385B2 (ja) | 蓋材および包装体 | |
| JP6065445B2 (ja) | 液体用紙容器 | |
| JP2014005002A (ja) | 口栓付き紙容器およびその製造方法 | |
| JP2016003017A (ja) | 口栓付き液体用紙容器 | |
| JP6268740B2 (ja) | 液体用紙容器 | |
| JP5994260B2 (ja) | 蓋材 | |
| JP2012192966A (ja) | 液体用紙容器 | |
| JP6094169B2 (ja) | 液体用紙容器 | |
| JP2008222273A (ja) | 紙製フタ材 | |
| JP6051528B2 (ja) | 蓋材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170317 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171124 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180117 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180403 |