JP6065445B2 - 液体用紙容器 - Google Patents
液体用紙容器 Download PDFInfo
- Publication number
- JP6065445B2 JP6065445B2 JP2012171980A JP2012171980A JP6065445B2 JP 6065445 B2 JP6065445 B2 JP 6065445B2 JP 2012171980 A JP2012171980 A JP 2012171980A JP 2012171980 A JP2012171980 A JP 2012171980A JP 6065445 B2 JP6065445 B2 JP 6065445B2
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- layer
- paper container
- liquid paper
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images






Description
公知文献を以下に示す。
前記内側熱可塑性樹脂層が、ポリエチレンに熱可塑性エラストマーを5重量%から50重量%の範囲の配合量になるようにブレンドしたイージーピール樹脂層とポリエチレン層との多層からなり、ポリエチレン層とイージーピール樹脂層との厚さの比が1:1〜5:1であることを特徴とする液体用紙容器である。
以下、本発明を実施するための第1の実施形態につき説明する。
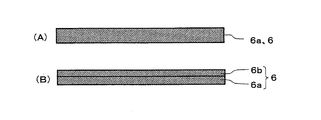
図1は、本発明の液体用紙容器の第1の実施形態に用いる積層体を模式的に断面で示した説明図、図2(A)(B)は、本発明の液体用紙容器の第1の実施形態に用いる積層体の内側熱可塑性樹脂層の例を模式的に断面で示した説明図である。
図3は、本発明の液体用紙容器の形状の一例を模式的に示した説明図である。
図4は、本発明の液体用紙容器の形状の一例のブランクを模式的に示した説明図である。
られ、左側面板21の左側端縁には、貼着板25が設けられている。貼着板25は頂部10から底部3まで、それぞれ延設されている。
よびその延長線状の境界を山折りし、左側面板21、正面板22、右側面板23、背面板24の四枚の面板からなる四角筒状の胴部20を形成する。
脂層6どうしがシールされているトップシール部14の上の部分は、剥がす為に必要な力が小さくなり、手でも剥離することができる。
バリア層4のアルミナ蒸着ポリエチレンテレフタレートフィルム12μmの蒸着面と、内側熱可塑性樹脂層6を、接着層5の低密度ポリエチレンを押出した溶融樹脂を介してサン
ドイッチラミネートによって積層して内装フィルムを作成した。
バリア層4と、内側熱可塑性樹脂層6とを、接着層5の2液硬化型ウレタン系接着剤を用いてドライラミネートによって積層して内装フィルムを作成した以外は、実施例1と同様にして、実施例2の液体用紙容器を作成した。
内側熱可塑性樹脂層6のイージーピール樹脂層6aの第2成分のポリブテン−1の配合量を5重量%とした以外は、実施例1と同様にして、実施例3の液体用紙容器を作成した。
内側熱可塑性樹脂層6のポリエチレン層6bの厚さを50μmとし、イージーピール樹脂層6aの厚さを10μmとした以外は、実施例1と同様にして、実施例4の液体用紙容器を作成した。
内側熱可塑性樹脂層6のポリエチレン層6bの厚さを30μmとし、イージーピール樹脂層6aの厚さを30μmとした以外は、実施例1と同様にして、実施例5の液体用紙容器を作成した。
内側熱可塑性樹脂層6のイージーピール樹脂層6aの第2成分のポリブテン−1の配合量を20重量%とした以外は、実施例1と同様にして、実施例6の液体用紙容器を作成した。
内側熱可塑性樹脂層6のイージーピール樹脂層6aの第2成分のポリブテン−1の配合量を50重量%とした以外は、実施例1と同様にして、実施例7の液体用紙容器を作成した。
内側熱可塑性樹脂層6のイージーピール樹脂層6aの第2成分として、ポリブテン−1を25重量%、第3成分として、ポリスチレンを25重量%配合した以外は、実施例1と同様にして、実施例8の液体用紙容器を作成した。
内側熱可塑性樹脂層6のイージーピール樹脂層6aの第2成分として、ポリブテン−1を25重量%、第3成分として、環状オレフィン共重合体を25重量%配合した以外は、実施例1と同様にして、実施例9の液体用紙容器を作成した。
内側熱可塑性樹脂層6のラミネート面側をイージーピール樹脂層6aとし、シール面側をポリエチレン層6bとして積層した以外は、実施例1と同様にして、実施例10の液体用紙容器を作成した。
イージーピール樹脂層6aの厚さを60μmとした以外は、実施例1と同様にして、実施例11の液体用紙容器を作成した。
内側熱可塑性樹脂層6のイージーピール樹脂層6aの第2成分のポリブテン−1の配合量を4重量%とした以外は、実施例1と同様にして、比較例1の液体用紙容器を作成した。
内側熱可塑性樹脂層6として、単層の直鎖状低密度ポリエチレン60μmを用いた以外は、実施例1と同様にして、比較例2の液体用紙容器を作成した。
実施例と比較例について、下記の方法で試験し、比較評価した。
実施例と比較例の液体用紙容器を、図6(B)のように、それぞれ、トップシール部14をX字型に開き、対向するX字の2つの端を、引張試験機の2つのつかみでそれぞれ掴んで、つかみ間の相対移動速度を300mm/minで引っ張り、その強度(単位:N)を開口強度とした。その結果を表1にまとめた。
前記開口強度の試験で、開口した実施例と比較例の液体用紙容器の剥離面を観察した。その結果を表1にまとめた。
実施例と比較例の液体用紙容器のトップシール部14を、それぞれ、前述のトップシール部14の開口の方法に従い、図6(B)、図6(C)、図6(D)の順に、手で開口して、その開口のしやすさを官能で判定した。開口しやすかったものを○とし、開口が困難であったものを×とし、開口できたが、開口がしにくかったものを△として評価した。その結果を表1にまとめた。

実施例1から実施例11の液体用紙容器は、開口強度がいずれも35N以下で、剥離面は内側熱可塑性樹脂層6の凝集剥離であった。また、開口性官能評価は○で、容易に開口できた。
101・・・液体用紙容器
102・・・ブランク
1・・・外側熱可塑性樹脂層
2・・・紙層
3・・・接着樹脂層
4・・・バリア層
5・・・接着層
6・・・内側熱可塑性樹脂層
6a・・・イージーピール樹脂層
6b・・・ポリエチレン層
10・・・頂部
11、11・・・屋根板
12、12・・・折り込み片
13、13、13、13・・・折り返し片
14・・・トップシール部
15・・・口栓
16・・・口栓孔
17・・・キャップ
18・・・スパウト
19・・・フランジ部
20・・・胴部
21・・・左側面板
22・・・正面板
23・・・右側面板
24・・・背面板
25・・・貼着板
30・・・底部
31、31・・・底板
32、32・・・底部折り込み片
33、33、33、33・・・底部折り返し片
34・・・ボトムシール部
Claims (2)
- 少なくとも、最外層に外側熱可塑性樹脂層と、最内層に内側熱可塑性樹脂層と、中間に紙層が積層された積層体を製函してなる液体用紙容器であって、
前記内側熱可塑性樹脂層が、ポリエチレンに熱可塑性エラストマーを5重量%から50重量%の範囲の配合量になるようにブレンドしたイージーピール樹脂層とポリエチレン層との多層からなり、ポリエチレン層とイージーピール樹脂層との厚さの比が1:1〜5:1であることを特徴とする液体用紙容器。 - 前記内側熱可塑性樹脂層のポリエチレン層がシール面側であることを特徴とする請求項1に記載の液体用紙容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012171980A JP6065445B2 (ja) | 2012-08-02 | 2012-08-02 | 液体用紙容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012171980A JP6065445B2 (ja) | 2012-08-02 | 2012-08-02 | 液体用紙容器 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014031187A JP2014031187A (ja) | 2014-02-20 |
| JP2014031187A5 JP2014031187A5 (ja) | 2015-09-17 |
| JP6065445B2 true JP6065445B2 (ja) | 2017-01-25 |
Family
ID=50281354
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012171980A Expired - Fee Related JP6065445B2 (ja) | 2012-08-02 | 2012-08-02 | 液体用紙容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6065445B2 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09124070A (ja) * | 1995-11-02 | 1997-05-13 | Daicel Chem Ind Ltd | 易開封性フイルム |
| JP3486551B2 (ja) * | 1998-03-20 | 2004-01-13 | キヤノン株式会社 | 現像剤容器およびプロセスカートリッジ |
| JP2007223653A (ja) * | 2006-02-24 | 2007-09-06 | Toppan Printing Co Ltd | ゲーブルトップ型の液体用紙容器 |
| JP5992659B2 (ja) * | 2010-10-18 | 2016-09-14 | 凸版印刷株式会社 | 液体用紙容器 |
-
2012
- 2012-08-02 JP JP2012171980A patent/JP6065445B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014031187A (ja) | 2014-02-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10759577B2 (en) | Packaging container | |
| JP2015205719A (ja) | 液体用紙容器 | |
| JP6428159B2 (ja) | 液体用紙容器 | |
| JP6136132B2 (ja) | 液体用紙容器 | |
| JP6123185B2 (ja) | 液体用紙容器 | |
| JP6065445B2 (ja) | 液体用紙容器 | |
| JP6187649B2 (ja) | 液体用紙容器用積層体および液体用紙容器 | |
| WO2005030596A1 (ja) | レトルトパウチ | |
| JP6094169B2 (ja) | 液体用紙容器 | |
| JP6136270B2 (ja) | 液体用紙容器 | |
| JP7087870B2 (ja) | 包装材料 | |
| JP6040525B2 (ja) | 液体用紙容器用積層体および液体用紙容器 | |
| JP2007223653A (ja) | ゲーブルトップ型の液体用紙容器 | |
| JP6655872B2 (ja) | 液体紙容器 | |
| JP6492541B2 (ja) | 液体用紙容器 | |
| JP6808912B2 (ja) | 液体用紙容器 | |
| JP6191223B2 (ja) | 紙容器およびその製造方法 | |
| JP2016003017A (ja) | 口栓付き液体用紙容器 | |
| JP2008222273A (ja) | 紙製フタ材 | |
| JP6268740B2 (ja) | 液体用紙容器 | |
| JP6217712B2 (ja) | 液体用紙容器 | |
| JP6627348B2 (ja) | 液体用紙容器 | |
| JP6627378B2 (ja) | 包装袋 | |
| JP6665451B2 (ja) | 液体用紙容器 | |
| JP6428154B2 (ja) | 液体用紙容器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150730 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150730 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160516 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160531 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160721 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6065445 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |