JP2015205228A - 塗装ブース装置 - Google Patents
塗装ブース装置 Download PDFInfo
- Publication number
- JP2015205228A JP2015205228A JP2014085465A JP2014085465A JP2015205228A JP 2015205228 A JP2015205228 A JP 2015205228A JP 2014085465 A JP2014085465 A JP 2014085465A JP 2014085465 A JP2014085465 A JP 2014085465A JP 2015205228 A JP2015205228 A JP 2015205228A
- Authority
- JP
- Japan
- Prior art keywords
- chamber
- air
- air supply
- coating
- painting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011248 coating agent Substances 0.000 title claims abstract description 59
- 238000000576 coating method Methods 0.000 title claims abstract description 59
- 239000003595 mist Substances 0.000 claims abstract description 28
- 238000010422 painting Methods 0.000 claims description 98
- 239000003973 paint Substances 0.000 claims description 44
- 238000011084 recovery Methods 0.000 claims description 21
- 238000004891 communication Methods 0.000 claims description 6
- 239000007788 liquid Substances 0.000 claims description 3
- 239000007787 solid Substances 0.000 claims description 3
- 238000005507 spraying Methods 0.000 abstract description 4
- 239000007921 spray Substances 0.000 abstract description 2
- 238000004513 sizing Methods 0.000 abstract 1
- 238000005192 partition Methods 0.000 description 6
- 238000001816 cooling Methods 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 238000007664 blowing Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000007592 spray painting technique Methods 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 1
- 238000007791 dehumidification Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000007591 painting process Methods 0.000 description 1
- 238000003303 reheating Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Details Or Accessories Of Spraying Plant Or Apparatus (AREA)
Abstract
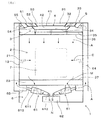
【解決手段】塗装ブース装置1は、自動車ボディ7に噴霧塗装が行われる塗装室2と、外部から吸い込んだ空気Aを塗装室2へ供給する給気室3と、塗装室2において自動車ボディ7に塗装が行われた後に残留する噴霧状の塗料ミストMの回収、及び塗装室2内から外部への空気Aの排気を行う回収排気室6と、空気Aの温度及び湿度を調整する温度・湿度調整手段5とを備えている。給気室3には、温度・湿度調整手段5と、上下方向の回転軸線の回りに回転して空気Aを上面41から吸い込むとともに吸い込んだ空気Aを側面42から吐き出す給気ファン4とが配置されている。
【選択図】図1
Description
例えば、特許文献1の塗料噴霧室においては、吹き出し手段によって塗装室に空気を流し、吹き出し手段から塗装室への空気流入速度を調整して、塗装工程中に発生する塗料の過剰噴霧を制御することが記載されている。また、特許文献2の自動車用の循環式塗装ブース装置においては、塗装ブースの前部における吸引室に、塗装ブース内に下向きに空気を吹き出させる循環ファンを設けることが記載されている。
該塗装室の上方に設けられ、外部から吸い込んだ空気を上記塗装室へ供給するための給気室と、
上記給気室又は上記塗装室に設けられ、該塗装室に供給される空気の温度及び湿度の調整を行う温度・湿度調整手段と、を備えており、
上記給気室には、上下方向の回転軸線の回りに回転して空気を上面から吸い込むとともに該吸い込んだ空気を側面から吐き出す給気ファンが配置されていることを特徴とする塗装ブース装置にある。
また、給気ファンが配置された給気室が塗装室の上方に設けられていることにより、給気ファンから塗装室までの距離を極力短くすることができる。そして、給気ファンは、塗装ブース装置の外部に配設されず、また、塗装ブース装置の横方向に隣接して配設されることもない。
上記塗装ブース装置においては、上記給気室内には、上記給気ファンの上面へ空気を導くための上部給気経路と、上記給気ファンの側面から吐き出される空気を上記塗装室へ導くための下部給気経路とが設けられており、上記温度・湿度調整手段は、上記上部給気経路及び上記下部給気経路の少なくとも一方に配置されていてもよい。
この場合には、塗装ブース装置は、空気の給気及び排気、温度・湿度の調整、塗料ミストの回収の機能を、1つの装置内に備えることができる。
この場合には、略水平方向又は傾斜方向に向けられたサイクロン容器を用いることにより、塗装室の下方において、上下方向の高さが小さい回収排気室を形成することができる。これにより、塗装ブース装置の一層の小型化を図ることができる。
なお、サイクロン容器において形成される塗料ミストの旋回流とは、塗料ミストが、サイクロン容器の中心軸線の回りに渦を形成しながら、中心軸線の方向に流れる流れのことをいう。
この場合には、温度及び湿度の調整が一旦行われた空気が、給気室、塗装室及び回収排気室に循環されることになる。そのため、塗装室に給気する空気の温度及び湿度の調整を効率的に行うことができる。
この場合には、ユニット構造の塗装ブース装置を複数連結することにより、必要とする長さの連通塗装室を容易に形成することができる。これにより、塗装ブース装置を用いて、被塗装物の長さに応じて、必要とする塗装ラインを形成することができる。
本例の塗装ブース装置1は、図1に示すように、塗装室2、給気室3、回収排気室6、温度・湿度調整手段5を備えている。塗装室2は、製品としての自動車ボディ7に噴霧塗装が行われる部屋として形成されている。給気室3は、塗装室2の上方に設けられ、外部から空気Aを吸い込んで空気Aを塗装室2へ供給するために形成されている。回収排気室6は、塗装室2の下方に設けられており、塗装室2において自動車ボディ7に塗装が行われた後に残留する噴霧状の塗料ミストMの回収、及び塗装室2内から外部への空気Aの排気を行うよう構成されている。温度・湿度調整手段5は、給気室3に設けられており、塗装室2に供給される空気Aの温度及び湿度の調整を行うよう構成されている。給気室3には、図2、図4に示すように、上下方向の回転軸線Oの回りに回転して空気Aを上面41から吸い込むとともに吸い込んだ空気Aを側面42から吐き出す給気ファン4が配置されている。
図1、図3に示すように、本例の塗装ブース装置1は、自動車ボディ7に塗装を行うために用いられる。塗装ブース装置1は、横方向に連結可能なユニット構造を有している。塗装ブース装置1は、横方向に複数連結することによって、自動車ボディ7に噴霧塗装を行う塗装ラインにおける塗装設備の役割を果たす。複数の塗装ブース装置1が連結されるときには、複数の塗装室2が連通されて、自動車ボディ7を通過させるための連通塗装室22が形成される。塗装ブース装置1を連結する数を適宜変更することによって、必要とする長さの塗装ラインを形成することができる。
図2、図4に示すように、給気室3内には、給気ファン4の上面41へ空気Aを導くための上部給気経路31と、給気ファン4の側面42から吐き出される空気Aを塗装室2へ導くための下部給気経路32とが設けられている。給気ファン4は、上部給気経路31と下部給気経路32とを上下に仕切る上部仕切壁33と、上部仕切壁33の下方に配置された下部仕切壁34との間に設けられている。上部給気経路31は、上部仕切壁33と、塗装ブース装置1の天井板11と、塗装ブースの側板上部12とによって囲まれて形成されている。下部給気経路32は、上部仕切壁33と、下部仕切壁34と、塗装ブースの側板上部12とによって囲まれて形成されている。
また、塗装室2と回収排気室6との間には、回収排気室6に回収される塗料ミストMを集めるための回収チャンバー23が形成されている。
塗装ブース装置1においては、給気ファン4の動作によって給気室3内に空気Aが吸い込まれ、温度・湿度調整手段5によって、給気室3内に吸い込まれた空気Aの温度及び湿度の調整が行われる。そして、温度及び湿度の調整が行われた空気Aは、塗装室2内を下方へ流れる。このとき、塗装室2内の塗装ノズル21から噴霧された塗料Cが空気Aの流れに混ざり、この塗料Cが混ざった空気Aによって自動車ボディ7に塗装が行われる。次いで、塗装が行われた後に残留する塗料ミストMは、空気Aとともに下方へと流れ、回収排気室6におけるサイクロン容器61内に吸い込まれる。そして、サイクロン容器61によって、塗料ミストMは塗料残渣Nと空気Aとに分離される。
塗装ブース装置1においては、塗装室2の上方には給気ファン4及び温度・湿度調整手段5が配置された給気室3が設けられており、塗装室2の下方には、塗料ミストMの回収、及び空気Aの排気を行う回収排気室6が設けられている。この構成により、塗装ブース装置1は、温度・湿度の調整がされた空気Aの給気及び排気、並びに塗料ミストの回収の機能を、1つの装置内に備えることができる。
また、給気ファン4が配置された給気室3が塗装室2の上方に設けられていることにより、給気ファン4から塗装室2までの距離を極力短くすることができる。そして、給気ファン4は、塗装ブース装置1の外部に配設されず、また、塗装ブース装置1の横方向に隣接して配設されることもない。
2 塗装室
3 給気室
31 上部給気経路
32 下部給気経路
4 給気ファン
41 上面
42 側面
5 温度・湿度調整手段
6 回収排気室
61 サイクロン容器
7 自動車ボディ(製品)
A 空気
M 塗料ミスト
Claims (6)
- 製品に塗装が行われる塗装室と、
該塗装室の上方に設けられ、外部から吸い込んだ空気を上記塗装室へ供給するための給気室と、
上記給気室又は上記塗装室に設けられ、該塗装室に供給される空気の温度及び湿度の調整を行う温度・湿度調整手段と、を備えており、
上記給気室には、上下方向の回転軸線の回りに回転して空気を上面から吸い込むとともに該吸い込んだ空気を側面から吐き出す給気ファンが配置されていることを特徴とする塗装ブース装置。 - 上記給気室内には、上記給気ファンの上面へ空気を導くための上部給気経路と、上記給気ファンの側面から吐き出される空気を上記塗装室へ導くための下部給気経路とが設けられており、
上記温度・湿度調整手段は、上記上部給気経路及び上記下部給気経路の少なくとも一方に配置されていることを特徴とする請求項1に記載の塗装ブース装置。 - 上記塗装室の下方に設けられ、該塗装室において製品に塗装が行われた後に残留する噴霧状の塗料ミストの回収、及び上記塗装室内から空気の排気を行う回収排気室をさらに備えていることを特徴とする請求項1又は2に記載の塗装ブース装置。
- 上記回収排気室には、旋回流を形成して上記塗料ミストを吸い込み、該塗料ミストを液状又は固形状の塗料残渣と空気とに分離するサイクロン容器が設けられており、
該サイクロン容器の中心軸線は、略水平方向又は水平方向に対して傾斜する方向に向けられていることを特徴とする請求項3に記載の塗装ブース装置。 - 上記回収排気室から排気される空気は、上記給気室における上記給気ファンに再び吸い込まれるよう構成されていることを特徴とする請求項3又は4に記載の塗装ブース装置。
- 上記塗装ブース装置は、横方向に連結可能なユニット構造を有しており、
複数の上記塗装ブース装置が連結されるときには、複数の上記塗装室が連通されて、製品を通過させるための連通塗装室が形成されるよう構成されていることを特徴とする請求項1〜5のいずれか一項に記載の塗装ブース装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014085465A JP6194843B2 (ja) | 2014-04-17 | 2014-04-17 | 塗装ブース装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014085465A JP6194843B2 (ja) | 2014-04-17 | 2014-04-17 | 塗装ブース装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015205228A true JP2015205228A (ja) | 2015-11-19 |
| JP6194843B2 JP6194843B2 (ja) | 2017-09-13 |
Family
ID=54602556
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014085465A Active JP6194843B2 (ja) | 2014-04-17 | 2014-04-17 | 塗装ブース装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6194843B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018196863A (ja) * | 2017-05-24 | 2018-12-13 | トヨタ車体株式会社 | 塗料回収装置及び塗料回収方法 |
| CN110193880A (zh) * | 2019-06-20 | 2019-09-03 | 上海倪儿饰品有限公司 | 一种陶瓷工艺品的日用上釉设备 |
| JP2019202248A (ja) * | 2018-05-21 | 2019-11-28 | トヨタ車体株式会社 | 塗料回収装置 |
| US11642689B2 (en) | 2020-07-06 | 2023-05-09 | Toyota Jidosha Kabushiki Kaisha | Coating apparatus including modular coating areas |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107859366B (zh) * | 2017-10-11 | 2020-03-27 | 湖南省康德佳林业科技有限责任公司 | 一种基于物联网的用于指挥交通系统的智能型站岗台 |
Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS498863A (ja) * | 1972-05-22 | 1974-01-25 | ||
| JPS533977U (ja) * | 1976-06-29 | 1978-01-14 | ||
| JPS61143674U (ja) * | 1985-02-27 | 1986-09-04 | ||
| JPS61163072U (ja) * | 1986-03-20 | 1986-10-09 | ||
| JPH01270960A (ja) * | 1988-04-21 | 1989-10-30 | Taikisha Ltd | 遠心分離型塗料ミスト含有気体浄化装置 |
| JPH03188964A (ja) * | 1989-12-19 | 1991-08-16 | Taikisha Ltd | 塗料ミスト除去装置 |
| JPH06503750A (ja) * | 1990-12-03 | 1994-04-28 | ブリスベン リフィニッシュ サプライズ ピーティワイ リミテッド | 除湿装置 |
| JPH06328023A (ja) * | 1993-05-19 | 1994-11-29 | Matsuo Sangyo Kk | 粉体塗装装置 |
| JPH07155673A (ja) * | 1993-12-06 | 1995-06-20 | Casio Comput Co Ltd | 塗布装置 |
| JPH10246194A (ja) * | 1997-03-03 | 1998-09-14 | Midori Anzen Co Ltd | シロッコファンのファンケーシング |
| JPH11253855A (ja) * | 1998-03-13 | 1999-09-21 | Nippon Paint Co Ltd | 自動車用塗装ブース |
| JP2000237654A (ja) * | 1999-02-18 | 2000-09-05 | Trinity Ind Corp | 渦流型ウェットスクラバおよびこれを装備した塗料スプレーブース |
| US6146264A (en) * | 1998-09-08 | 2000-11-14 | Ford Global Technologies, Inc. | Paint booth airflow control system |
| JP2002048373A (ja) * | 2000-07-31 | 2002-02-15 | Altopia:Kk | 建物用送風撹拌装置および建物用換気システム |
| JP2002273286A (ja) * | 2001-03-22 | 2002-09-24 | Nippon Paint Plant Engineering Co Ltd | 排気循環路を備えた水溶性塗料の塗装ブース |
| JP2003100620A (ja) * | 2001-09-27 | 2003-04-04 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| JP2003144825A (ja) * | 2001-11-07 | 2003-05-20 | Honda Motor Co Ltd | 遠心式気液分離装置 |
| US20050068774A1 (en) * | 2003-09-26 | 2005-03-31 | Pippa Carlos F. | Spray booth |
| JP2006078159A (ja) * | 2005-03-28 | 2006-03-23 | Sanyo Electric Co Ltd | 空気調和機 |
| JP2006078160A (ja) * | 2005-03-28 | 2006-03-23 | Sanyo Electric Co Ltd | 空気調和機 |
| JP2006078158A (ja) * | 2005-03-28 | 2006-03-23 | Sanyo Electric Co Ltd | 空気調和機 |
| JP2014047943A (ja) * | 2012-08-30 | 2014-03-17 | Trinity Industrial Co Ltd | 塗装ブース及びダクト分割体 |
-
2014
- 2014-04-17 JP JP2014085465A patent/JP6194843B2/ja active Active
Patent Citations (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS498863A (ja) * | 1972-05-22 | 1974-01-25 | ||
| JPS533977U (ja) * | 1976-06-29 | 1978-01-14 | ||
| JPS61143674U (ja) * | 1985-02-27 | 1986-09-04 | ||
| JPS61163072U (ja) * | 1986-03-20 | 1986-10-09 | ||
| JPH01270960A (ja) * | 1988-04-21 | 1989-10-30 | Taikisha Ltd | 遠心分離型塗料ミスト含有気体浄化装置 |
| JPH03188964A (ja) * | 1989-12-19 | 1991-08-16 | Taikisha Ltd | 塗料ミスト除去装置 |
| JPH06503750A (ja) * | 1990-12-03 | 1994-04-28 | ブリスベン リフィニッシュ サプライズ ピーティワイ リミテッド | 除湿装置 |
| JPH06328023A (ja) * | 1993-05-19 | 1994-11-29 | Matsuo Sangyo Kk | 粉体塗装装置 |
| JPH07155673A (ja) * | 1993-12-06 | 1995-06-20 | Casio Comput Co Ltd | 塗布装置 |
| JPH10246194A (ja) * | 1997-03-03 | 1998-09-14 | Midori Anzen Co Ltd | シロッコファンのファンケーシング |
| JPH11253855A (ja) * | 1998-03-13 | 1999-09-21 | Nippon Paint Co Ltd | 自動車用塗装ブース |
| US6146264A (en) * | 1998-09-08 | 2000-11-14 | Ford Global Technologies, Inc. | Paint booth airflow control system |
| JP2000237654A (ja) * | 1999-02-18 | 2000-09-05 | Trinity Ind Corp | 渦流型ウェットスクラバおよびこれを装備した塗料スプレーブース |
| JP2002048373A (ja) * | 2000-07-31 | 2002-02-15 | Altopia:Kk | 建物用送風撹拌装置および建物用換気システム |
| JP2002273286A (ja) * | 2001-03-22 | 2002-09-24 | Nippon Paint Plant Engineering Co Ltd | 排気循環路を備えた水溶性塗料の塗装ブース |
| JP2003100620A (ja) * | 2001-09-27 | 2003-04-04 | Dainippon Screen Mfg Co Ltd | 基板処理装置 |
| JP2003144825A (ja) * | 2001-11-07 | 2003-05-20 | Honda Motor Co Ltd | 遠心式気液分離装置 |
| US20050068774A1 (en) * | 2003-09-26 | 2005-03-31 | Pippa Carlos F. | Spray booth |
| JP2006078159A (ja) * | 2005-03-28 | 2006-03-23 | Sanyo Electric Co Ltd | 空気調和機 |
| JP2006078160A (ja) * | 2005-03-28 | 2006-03-23 | Sanyo Electric Co Ltd | 空気調和機 |
| JP2006078158A (ja) * | 2005-03-28 | 2006-03-23 | Sanyo Electric Co Ltd | 空気調和機 |
| JP2014047943A (ja) * | 2012-08-30 | 2014-03-17 | Trinity Industrial Co Ltd | 塗装ブース及びダクト分割体 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018196863A (ja) * | 2017-05-24 | 2018-12-13 | トヨタ車体株式会社 | 塗料回収装置及び塗料回収方法 |
| JP2019202248A (ja) * | 2018-05-21 | 2019-11-28 | トヨタ車体株式会社 | 塗料回収装置 |
| CN110193880A (zh) * | 2019-06-20 | 2019-09-03 | 上海倪儿饰品有限公司 | 一种陶瓷工艺品的日用上釉设备 |
| CN110193880B (zh) * | 2019-06-20 | 2020-10-30 | 大埔县顺兴陶瓷有限公司 | 一种陶瓷工艺品的日用上釉设备 |
| US11642689B2 (en) | 2020-07-06 | 2023-05-09 | Toyota Jidosha Kabushiki Kaisha | Coating apparatus including modular coating areas |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6194843B2 (ja) | 2017-09-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6194843B2 (ja) | 塗装ブース装置 | |
| WO2017081938A1 (ja) | 塗装ブース | |
| WO2017152598A1 (zh) | 高油漆扑捉率的喷房系统 | |
| JP2007051816A (ja) | ミスト機能付き天井埋め込み型浴室暖房機 | |
| JP5842876B2 (ja) | 塗装システムの集塵装置 | |
| US11077459B2 (en) | Directional air apparatuses, system, and methods of using the same | |
| JP2018003658A5 (ja) | 送風装置 | |
| US20210094058A1 (en) | Painting system | |
| JP5895121B2 (ja) | 液体微細化装置とそれを用いたサウナ装置 | |
| US20180299149A1 (en) | Humid air stream generator | |
| CN207615083U (zh) | 一种喷涂机的高效过滤净化结构 | |
| US2119282A (en) | Spray booth | |
| JPS6058373B2 (ja) | 大空間の空調方法 | |
| EP1967804A1 (en) | Drying device and method for painted bodies, and device for circulating drying air in such device and method | |
| JP6283016B2 (ja) | 水性塗料用塗装ブース | |
| KR200480173Y1 (ko) | 다기능 선풍기 | |
| JP2001091005A (ja) | クリーンルーム設備 | |
| CN105013201A (zh) | 离心喷雾干燥机 | |
| JP6990827B2 (ja) | 冷却装置 | |
| JP6208113B2 (ja) | 空調装置 | |
| JP4988384B2 (ja) | 塗布設備 | |
| JP2019086209A (ja) | 冷却装置 | |
| JPS61103564A (ja) | 塗装ブ−ス | |
| CN107952294A (zh) | 一种医用胶片涂布机涂头的自动除尘室 | |
| JP5326820B2 (ja) | サウナ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160620 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170213 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170221 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170411 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170718 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170731 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6194843 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |