JP2015013301A - コンプレッサインペラの成形装置及び成形方法 - Google Patents
コンプレッサインペラの成形装置及び成形方法 Download PDFInfo
- Publication number
- JP2015013301A JP2015013301A JP2013140713A JP2013140713A JP2015013301A JP 2015013301 A JP2015013301 A JP 2015013301A JP 2013140713 A JP2013140713 A JP 2013140713A JP 2013140713 A JP2013140713 A JP 2013140713A JP 2015013301 A JP2015013301 A JP 2015013301A
- Authority
- JP
- Japan
- Prior art keywords
- crucible
- compressor impeller
- gypsum
- molten aluminum
- degassing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
【課題】全鋳造過程に亘ってコンプレッサインペラ1の内部欠陥(内部空隙)の発生を抑え、コンプレッサインペラ1の更なる強度向上を図る。【解決手段】1回目の石膏鋳造前に、アルミニウムの溶湯Mに対して脱ガス処理を行う他に、1回目の石膏鋳造後に、所定の処理間隔の下でアルミニウムの溶湯Mに対して複数回の脱ガス処理を行うと共に、供給ポート25から加圧ガスとしてアルゴンガスを坩堝15内の空間に供給する前に、ドライヤー33によって乾燥させること。【選択図】図1
Description
本発明は、アルミニウムからなる複数のコンプレッサインペラを連続的に成形するコンプレッサインペラの成形装置及び成形方法に関する。
ターボチャージャ等のターボ回転機械の構成要素であるコンプレッサインペラは、通常、アルミニウムからなり、複雑な形状を呈しているため、コンプレッサインペラを成形する際には、石膏鋳造法(プラスターモールド法)が用いられている。そして、石膏鋳造によって複数のコンプレッサインペラを成形する場合には、次のように行う。
脱ガス処理器を坩堝内の所定位置にセットして、脱ガス処理器を適宜に作動させて、坩堝に収容したアルミニウムの溶湯中において不活性ガスを噴出させる。これにより、アルミニウムの溶湯に対して脱ガス処理を行って、アルミニウムの溶湯中の水素量を所定の基準水素量以下まで低減する。
脱ガス処理の後に、脱ガス処理器を坩堝内から取り外し、コンプレッサインペラを成形するための成形面を有した石膏型を坩堝の上側の所定位置にセットする。そして、不活性ガスを加圧ガスとして坩堝内の空間に供給することにより、石膏型の成形面によって区画されるキャビティと坩堝内の空間との圧力差を利用して、石膏型のキャビティ内にアルミニウムの溶湯を充填する。更に、石膏型のキャビティ内に充填したアルミニウムの溶湯を硬化させる。これにより、石膏鋳造によってコンプレッサインペラを成形することができる。なお、成形品としてのコンプレッサインペラは、石膏型の型ばらしによって石膏型から取り出される。
1回目の石膏鋳造の後に、石膏型のセットからアルミニウムの溶湯の充填及び硬化までの一連の動作を繰り返して行う。これにより、石膏鋳造によって複数のコンプレッサインペラを連続的に成形することができる。
なお、本発明に関連する先行技術として特許文献1から特許文献3に示すものがある。
ところで、アルミニウムの溶湯中の水素量を所定の基準水素量よりも更に少ない水素量まで低減しても、全鋳造過程において成形されるコンプレッサインペラの強度向上には寄与しないものと考えられていた。そのため、全鋳造過程の開始前等、アルミニウムの溶湯に対して脱ガス処理を行う頻度は限られたものであった。ここで、全鋳造過程とは、石膏鋳造前に脱ガス処理をしたアルミニウムの溶湯の容量に応じた成形数(最大成形数)のコンプレッサインペラを石膏鋳造によって成形する一連の過程のことをいう。
しかしながら、コンプレッサインペラの更なる強度向上の要請に対応して、本願の発明者が全鋳造過程のうちの鋳造前期及び鋳造後期にそれぞれ成形された複数のコンプレッサインペラについて超音波探傷、並びに全鋳造過程中におけるアルミニウムの溶湯に残存する水素量ついて調査を行ったところ、次のようなことが判明した。鋳造後期に成形されたコンプレッサインペラは、鋳造前期に成形されたコンプレッサインペラに比べて、アルミニウムの溶湯に残存する水素量の微増に応じて、内部欠陥(内部空隙)が若干増加する傾向にあった。これは、全鋳造過程中に、アルミニウムの溶湯が雰囲気中の水分を取り込んだことによるものと考えられる。即ち、全鋳造過程の開始前に、アルミニウムの溶湯中の水素量を所定の基準水素量以下まで低減していたとしても、全鋳造過程中に亘ってアルミニウムの溶湯中の水素量を管理することにより、コンプレッサインペラの内部欠陥の発生を抑え、コンプレッサインペラの更なる強度向上を図ることができるという知見を得ることができた。
そこで、本発明は、前述の知見を実現することができる、新規なコンプレッサインペラの成形装置及び成形方法を提供することを目的とする。
本発明の第1の特徴は、コンプレッサインペラを成形するための成形面を有した石膏型を用い、アルミニウムからなる複数の前記コンプレッサインペラを連続的に成形(製造)するコンプレッサインペラの成形装置(製造装置)であって、アルミニウムの溶湯を高温保持した状態で収容する坩堝(保温炉)と、前記坩堝に設けられ、前記坩堝の上側の所定位置にセットした前記石膏型の前記成形面によって区画されるキャビティへアルミニウムの溶湯を導入するためのストークと、前記坩堝に設けられ、加圧ガス供給源に接続され、前記坩堝内の空間に加圧ガスを供給するための加圧ガス供給部(加圧ガス供給手段)と、前記加圧ガス供給部と前記加圧ガス供給源との間に配設され、加圧ガスを乾燥させるドライヤーと、前記坩堝に設けられ、前記坩堝の空間から加圧ガスを前記坩堝の外側へ排出するための加圧ガス排出部(加圧ガス排出手段)と、前記坩堝に設けられ、不活性ガス供給源に接続され、アルミニウムの溶湯中において不活性ガスを噴出して脱ガス処理を行う脱ガス処理器と、を具備したことを要旨とする。
本願の明細書及び特許請求の範囲において、アルミニウムとは、純アルミニウム及びアルミニウム合金を含む意であって、「設けられ」とは、直接的に設けられたことの他に、別部材を介して間接的に設けられたことを含む意である。また、不活性ガス供給源と加圧ガス供給源が共通のガス供給源であっても構わない。
本発明の第1の特徴によると、アルミニウムの溶湯中において前記脱ガス処理器からアルゴンガスを噴出させることにより、アルミニウムの溶湯に対して脱ガス処理を行う。これにより、アルミニウムの溶湯の水素量を所定の基準水素量以下まで低減することができる。なお、所定の基準水素量とは、前記コンプレッサインペラの強度を確保するための水素量のことをいう。
アルミニウムの溶湯に対して1回目の脱ガス処理を行った後に、前記石膏型を前記坩堝の上側の所定位置にセットした状態で、前記ドライヤーによって加圧ガスを乾燥させつつ、前記加圧ガス供給部から乾燥した加圧ガスを前記坩堝内の空間に供給する。すると、乾燥した加圧ガスによって前記坩堝内の空間を加圧し、前記石膏型の前記キャビティと前記坩堝内の空間との圧力差を利用して、前記ストークからアルミニウムの溶湯を前記石膏型の前記キャビティ内に充填することができる。更に、前記坩堝内の空間の加圧状態を所定時間保持して、前記石膏型の前記キャビティ内のアルミニウムの溶湯を硬化させる。これにより、石膏鋳造によって前記コンプレッサインペラを成形することができる。
前記コンプレッサインペラの成形後に、前記ガス排出部から加圧ガスを前記坩堝の外側へ適宜に排出して、前記坩堝内の空間を減圧する。これにより、前記石膏型を前記坩堝の上側の所定位置から取り外すことができる。
そして、前記石膏型のセットから前記石膏型の取り外しまでの一連の動作を繰り返して行う。これにより、石膏鋳造によって複数の前記コンプレッサインペラを連続的に成形することができる。また、複数の前記コンプレッサインペラの成形の途中に、所定の処理間隔(処理ピッチ)の下で、アルミニウムの溶湯中において前記脱ガス処理器からアルゴンガスを噴出させることにより、アルミニウムの溶湯に対して複数回の脱ガス処理を行う。なお、所定の処理間隔とは、アルミニウムの溶湯中の水素量を所定の基準水素量以下に管理するための間隔のことをいい、所定の処理間隔は、等間隔又は不等間隔であるか否かは問わない。
ここで、前述のように、1目の石膏鋳造前に、アルミニウムの溶湯に対して脱ガス処理を行う他に、1回目の石膏鋳造後に、所定の処理間隔の下でアルミニウムの溶湯に対して複数回の脱ガス処理を行うと共に、前記加圧ガス供給部から乾燥した加圧ガスを前記坩堝内の空間に供給する前に、前記ドライヤーによって加圧ガスを乾燥させているため、全鋳造過程に亘ってアルミニウムの溶湯中における水素量の増加を十分に抑えることができる。
本発明の第2の特徴は、アルミニウムからなる複数のコンプレッサインペラを連続的に成形(製造)するコンプレッサインペラの成形方法(製造方法)であって、坩堝に収容したアルミニウムの溶湯中において不活性ガスを噴出させることにより、アルミニウムの溶湯に対して脱ガス処理を行う第1脱ガス処理工程と、前記第1脱ガス処理工程の終了後に、前記コンプレッサインペラを成形するための成形面を有した石膏型を用い、前記石膏型の前記成形面によって区画されるキャビティ内にアルミニウムの溶湯を充填して、充填されたアルミニウムの溶湯を硬化させることにより、石膏鋳造によって前記コンプレッサインペラを成形する石膏鋳造工程と、前記石膏鋳造工程の終了後に、前記石膏鋳造工程を繰り返して行うことにより、石膏鋳造によって複数の前記コンプレッサインペラを連続的に成形する繰り返し工程と、前記繰り返し工程の途中に、所定の処理間隔(処理ピッチ)の下で、アルミニウムの溶湯に対して複数回の脱ガス処理を行う第2脱ガス処理工程と、を具備したことを要旨とする。
ここで、本願の明細書及び特許請求の範囲において、前記石膏型の前記キャビティ内にアルミニウムの溶湯を充填する手法としては、前記石膏型の前記キャビティと前記坩堝内の空間との圧力差を利用する手法、又はアルミニウムの溶湯の重量を利用する手法等のいずれであっても構わない。
本発明の第2の特徴によると、1回目の石膏鋳造前に、アルミニウムの溶湯に対して脱ガス処理を行う他に、1回目の石膏鋳造後に、所定の処理間隔の下でアルミニウムの溶湯に対して複数回の脱ガス処理を行うため、前記繰り返し工程中、換言すれば、全鋳造過程に亘ってアルミニウムの溶湯中における水素量の増加を十分に抑えることができる。
本発明によれば、全鋳造過程に亘ってアルミニウムの溶湯中における水素量の増加を十分に抑えることができるため、全鋳造過程に亘って前記コンプレッサインペラの内部欠陥(内部空隙)の発生を抑え、前記コンプレッサインペラの更なる強度向上を図ることができる。
以下、図面を参照して、成形対象であるコンプレッサインペラ、本発明の実施形態に係るコンプレッサインペラの成形装置、及び本発明の実施形態に係るコンプレッサインペラの成形方法等について順次説明する。
図4(a)(b)に示すように、成形対象であるコンプレッサインペラ1は、ターボチャージャ(図示省略)の構成要素であって、アルミニウムからなるものである。また、コンプレッサインペラ1は、ディスク3を備えており、このディスク3のハブ面(外周面)3hは、コンプレッサインペラ1の軸方向一方側から径方向外側へ延びている。更に、ディスク3のハブ面3hには、軸長の異なるフルブレード5とスプリッタブレード7が周方向に交互に設けられている。なお、ディスク3のハブ面3hにフルブレード5とスプリッタブレード7が交互に設けられ代わりに、軸長の同じ複数のフルブレード5が周方向に間隔を置いて設けられるようにしても構わない。
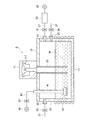
図1に示すように、本発明の実施形態に係るコンプレッサインペラの成形装置9は、石膏鋳造を行うための石膏型11を用い、アルミニウムからなる複数のコンプレッサインペラ1を連続的に成形する装置である。ここで、石膏型11は、コンプレッサインペラ1の形状(外形状)を反転する形状(内形状)の成形面11f、換言すれば、コンプレッサインペラ1を成形するための成形面11fを有している。また、石膏型11の成形面11fによって、アルミニウムの溶湯Mを充填可能なキャビティ13が区画されている。
本発明の実施形態に係るコンプレッサインペラの成形装置9は、アルミニウムの溶湯Mを高温保持した状態で収容する坩堝(保温炉)15を具備している。また、坩堝15は、坩堝本体17と、この坩堝本体17の上側に着脱可能に設けられた蓋部材19と、坩堝本体17に設けられかつアルミニウムの溶湯Mを高温保持するためのヒータ21とを備えている。更に、蓋部材19には、ストーク23が垂下して設けられており、このストーク23は、蓋部材19の上側の所定位置(坩堝15の上側の所定位置)にセットした石膏型11のキャビティ13へアルミニウムの溶湯Mを導入するためのものである。
坩堝本体17には、坩堝15内の空間にアルゴンガス(加圧ガスの一例)を供給するための加圧ガス供給部としての供給ポート25が設けられている。また、供給ポート25には、供給配管27の一端部が接続されており、この供給配管27の他端部は、アルゴンガスタンク等の加圧ガス供給源29に接続されている。換言すれば、供給ポート25は、供給配管27を介して加圧ガス供給源29に接続されている。更に、供給配管27の途中には、供給配管27の開口度(開口面積)を調節可能な供給バルブ31が配設されており、供給配管27の途中における供給バルブ31と加圧ガス供給源29との間には、アルゴンガスを乾燥させるドライヤー33が配設されている。
坩堝本体17には、坩堝15内の空間からアルゴンガスを坩堝15の外側へ排出するための加圧ガス排出部としての排出ポート35が設けられている。また、排出ポート35には、排出配管37の一端部が接続されており、この排出配管37の他端部は、大気開放されている。更に、排出配管37の途中には、排出配管37の開口度を調節可能な排出バルブ(減圧バルブ)39が配設されている。
蓋部材19には、アルミニウムの溶湯M中においてアルゴンガス(不活性ガスの一例)を噴出して脱ガス処理を行うための脱ガス処理器としてのランスパイプ41が着脱可能に設けられており、このランスパイプ41は、上下方向へ延びてあって、回転モータ(図示省略)の駆動によりその軸心(ランスパイプ41の軸心)周りに回転可能である。また、ランスパイプ41には、供給配管43の一端部が接続されており、この供給配管43の他端部は、アルゴンガスタンク等の不活性ガス供給源45に接続されている。換言すれば、ランスパイプ41は、供給配管43を介して不活性ガス供給源45に接続されている。更に、供給配管43の途中には、供給配管43の開口度を調節可能な供給バルブ47が配設されている。なお、不活性ガス供給源45としての機能を加圧ガス供給源29に兼用させても構わない。
坩堝本体17には、脱ガス処理中に坩堝15内の空間からアルゴンガスを坩堝15の外側へ外部に排出するための不活性ガス排出部としての排出ポート49が設けられている。また、排出ポート49には、排出配管51の一端部が接続されており、この排出配管51の他端部は、大気開放されている。更に、排出配管51の途中には、排出配管51の開口度を調節可能な排出バルブ(減圧バルブ)53が配設されている。
続いて、本発明の実施形態に係るコンプレッサインペラの成形方法(製造方法)について、本発明の実施形態の作用を含めて説明する。
本発明の実施形態に係るコンプレッサインペラの成形方法は、アルミニウムからなる複数のコンプレッサインペラを連続的に成形(製造)する方法であって、第1脱ガス処理工程、石膏鋳造工程、繰り返し工程、及び第2脱ガス処理工程を具備しており、各工程の具体的な内容は、次のようになる。
(i) 第1脱ガス処理工程
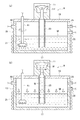
図2(a)に示すように、回転モータの駆動よりランスパイプ41をその軸心周りに回転させつつ、供給バルブ47によって供給配管43の開口度を調節して、アルミニウムの溶湯M中においてランスパイプ41からアルゴンガスを噴出させる。これにより、アルミニウムの溶湯Mに対して脱ガス処理を行って、アルミニウムの溶湯M中の水素量を所定の基準水素量以下まで低減することができる。なお、所定の基準水素以下とは、コンプレッサインペラ1の強度を確保するための水素量のことをいい、試験等によって予め設定してある。
図2(a)に示すように、回転モータの駆動よりランスパイプ41をその軸心周りに回転させつつ、供給バルブ47によって供給配管43の開口度を調節して、アルミニウムの溶湯M中においてランスパイプ41からアルゴンガスを噴出させる。これにより、アルミニウムの溶湯Mに対して脱ガス処理を行って、アルミニウムの溶湯M中の水素量を所定の基準水素量以下まで低減することができる。なお、所定の基準水素以下とは、コンプレッサインペラ1の強度を確保するための水素量のことをいい、試験等によって予め設定してある。
一方、脱ガス処理中に、排出バルブ53によって排出配管51の開口度を調節して、坩堝15内からアルゴンガス(水素を取り込んだアルゴンガス)を適宜に排出する。
(ii) 石膏鋳造工程(1回目の石膏鋳造工程)
第1脱ガス処理工程の終了後に、石膏型11を蓋部材19の所定位置(坩堝15の上側の所定位置)にセットして、石膏型11のキャビティ13をストーク23内に連通させる。そして、図2(b)に示すように、ドライヤー33によってアルゴンガスを乾燥させつつ、供給バルブ31によって供給配管27の開口度を調節して、供給ポート25から乾燥したアルゴンガスを坩堝15内の空間に供給する。すると、乾燥したアルゴンガスによって坩堝15内の空間を加圧し、石膏型11のキャビティ13と坩堝15内の空間との圧力差を利用して、ストーク23から石膏型11のキャビティ13内にアルミニウムの溶湯Mを充填することができる。更に、坩堝15内の空間の加圧状態を所定時間保持して、石膏型11のキャビティ13内のアルミニウムの溶湯Mを硬化させる。これにより、石膏鋳造によってコンプレッサインペラ1を成形することができる。なお、石膏鋳造中、排出バルブ39は全閉状態(開口度0の状態)にしておく。また、乾燥したアルゴンガスによって坩堝15内の空間を加圧するときに、適宜の吸引手段(図示省略)によって石膏型11のキャビティ13内を吸引しても構わない。
第1脱ガス処理工程の終了後に、石膏型11を蓋部材19の所定位置(坩堝15の上側の所定位置)にセットして、石膏型11のキャビティ13をストーク23内に連通させる。そして、図2(b)に示すように、ドライヤー33によってアルゴンガスを乾燥させつつ、供給バルブ31によって供給配管27の開口度を調節して、供給ポート25から乾燥したアルゴンガスを坩堝15内の空間に供給する。すると、乾燥したアルゴンガスによって坩堝15内の空間を加圧し、石膏型11のキャビティ13と坩堝15内の空間との圧力差を利用して、ストーク23から石膏型11のキャビティ13内にアルミニウムの溶湯Mを充填することができる。更に、坩堝15内の空間の加圧状態を所定時間保持して、石膏型11のキャビティ13内のアルミニウムの溶湯Mを硬化させる。これにより、石膏鋳造によってコンプレッサインペラ1を成形することができる。なお、石膏鋳造中、排出バルブ39は全閉状態(開口度0の状態)にしておく。また、乾燥したアルゴンガスによって坩堝15内の空間を加圧するときに、適宜の吸引手段(図示省略)によって石膏型11のキャビティ13内を吸引しても構わない。
コンプレッサインペラ1の成形後に、図3に示すように、排出バルブ39の開口度を調節して、坩堝15内から乾燥したアルゴンガスを坩堝15の外側へ適宜に排出して、坩堝15内の空間を減圧する。これにより、石膏型11を蓋部材19の所定位置から取り外すことができる。なお、成形品としてのコンプレッサインペラ1は、石膏型11の型ばらしによって石膏型11から取り出される。
(iii) 繰り返し工程(2回目以降の石膏鋳造工程)
石膏鋳造工程の終了後に、石膏鋳造工程、換言すれば、石膏型11のセットから石膏型11の取り外しまでの一連の動作を繰り返して行う。これにより、石膏鋳造によって複数のコンプレッサインペラ1を連続的に成形することができる。
石膏鋳造工程の終了後に、石膏鋳造工程、換言すれば、石膏型11のセットから石膏型11の取り外しまでの一連の動作を繰り返して行う。これにより、石膏鋳造によって複数のコンプレッサインペラ1を連続的に成形することができる。
(iv) 第2脱ガス処理工程
繰り返し工程の途中に、所定の処理間隔(処理ピッチ)として、所定回数(例えば1回又は2回等)の石膏鋳造の終了の度に、回転モータの駆動よりランスパイプ41をその軸心周りに回転させつつ、供給バルブ47によって供給配管43の開口度を調節して、アルミニウムの溶湯M中においてランスパイプ41からアルゴンガスを噴出させる。これにより、所定回数の石膏鋳造の終了の度に、アルミニウムの溶湯Mに対して脱ガス処理を行って、アルミニウムの溶湯M中の水素量を低減することができる。なお、所定の処理間隔とは、アルミニウムの溶湯M中の水素量を所定の基準水素量以下に管理するための間隔のことをいい、試験等によって予め設定してある。また、所定回数の石膏鋳造の終了の度に、アルミニウムの溶湯Mに対して脱ガス処理を行う代わりに、所定の処理間隔として、各石膏鋳造の終了の度又は所定処理時間の度に、アルミニウムの溶湯Mに対して脱ガス処理を行うようにしても構わない。
繰り返し工程の途中に、所定の処理間隔(処理ピッチ)として、所定回数(例えば1回又は2回等)の石膏鋳造の終了の度に、回転モータの駆動よりランスパイプ41をその軸心周りに回転させつつ、供給バルブ47によって供給配管43の開口度を調節して、アルミニウムの溶湯M中においてランスパイプ41からアルゴンガスを噴出させる。これにより、所定回数の石膏鋳造の終了の度に、アルミニウムの溶湯Mに対して脱ガス処理を行って、アルミニウムの溶湯M中の水素量を低減することができる。なお、所定の処理間隔とは、アルミニウムの溶湯M中の水素量を所定の基準水素量以下に管理するための間隔のことをいい、試験等によって予め設定してある。また、所定回数の石膏鋳造の終了の度に、アルミニウムの溶湯Mに対して脱ガス処理を行う代わりに、所定の処理間隔として、各石膏鋳造の終了の度又は所定処理時間の度に、アルミニウムの溶湯Mに対して脱ガス処理を行うようにしても構わない。
以上により、本発明の実施形態に係るコンプレッサインペラの成形方法の実施が終了する。
ここで、1回目の石膏鋳造前に、アルミニウムの溶湯Mに対して脱ガス処理を行う他に、1回目の石膏鋳造後に、所定の処理間隔の下でアルミニウムの溶湯Mに対して複数回の脱ガス処理を行うため、繰り返し工程中、換言すれば、全鋳造過程に亘ってアルミニウムの溶湯M中における水素量の増加を十分に抑えることができる。なお、全鋳造過程とは、石膏鋳造前に脱ガス処理をしたアルミニウムの溶湯Mの容量に応じた成形数(最大成形数)のコンプレッサインペラ1を石膏鋳造によって成形する一連の過程のことをいう。
特に、第1ガス処理工程及び石膏鋳造工程等で用いるアルゴンガスが不活性ガスの中でも不活性度の高いガスであって、供給ポート25から加圧ガスとしてアルゴンガスを坩堝15内の空間に供給する前に、ドライヤーによって乾燥させているため、アルミニウムの溶湯Mの雰囲気中の水分量を極力減らして、全鋳造過程に亘ってアルミニウムの溶湯M中における水素量の増加をより十分に抑えることができる。
従って、本発明の実施形態によれば、全鋳造過程に亘ってコンプレッサインペラ1の内部欠陥(内部空隙)の発生を抑え、コンプレッサインペラ1の更なる強度向上を図ることができる。
なお、本発明は、前述の実施形態の説明に限られるものではなく、例えば、石膏型11のキャビティ13と坩堝15内の空間との圧力差を利用する代わりに、アルミニウムの溶湯Mの重量を利用して、石膏型11のキャビティ13内にアルミニウムの溶湯Mを充填する等、その他、適宜の変更を行うことにより、種々の態様で実施可能である。また、本発明に包含される権利範囲は、前述の実施形態に限定されないものである。
M:溶湯、1:コンプレッサインペラ、3:ディスク、3h:ハブ面、5:フルブレード、7:スプリッタブレード、9:コンプレッサインペラの成形装置、11:石膏型、11f:成形面、13:キャビティ、15:坩堝、17:坩堝本体、19:蓋部材、21:ヒータ、23:ストーク、25:供給ポート(加圧ガス供給部)、27:供給配管、29:加圧ガス供給源、31:供給バルブ、33:ドライヤー、35:排出ポート(加圧ガス排出部)、37:排出配管、39:排出バルブ、41:ランスパイプ(脱ガス処理器)、43:供給配管、45:不活性ガス供給源、47:供給バルブ、49:排出ポート、51:排出配管、53:排出バルブ
Claims (4)
- コンプレッサインペラを成形するための成形面を有した石膏型を用い、アルミニウムからなる複数の前記コンプレッサインペラを連続的に成形するコンプレッサインペラの成形装置であって、
アルミニウムの溶湯を高温保持した状態で収容する坩堝と、
前記坩堝に設けられ、前記坩堝の上側の所定位置にセットした前記石膏型の前記成形面によって区画されるキャビティへアルミニウムの溶湯を導入するためのストークと、
前記坩堝に設けられ、加圧ガス供給源に接続され、前記坩堝内の空間に加圧ガスを供給するための加圧ガス供給部と、
前記加圧ガス供給部と前記加圧ガス供給源との間に配設され、加圧ガスを乾燥させるドライヤーと、
前記坩堝に設けられ、前記坩堝の空間から加圧ガスを前記坩堝の外側へ排出するための加圧ガス排出部と、
前記坩堝に設けられ、不活性ガス供給源に接続され、アルミニウムの溶湯中において不活性ガスを噴出する脱ガス処理器と、を具備したことを特徴とするコンプレッサインペラの成形装置。 - アルミニウムからなる複数のコンプレッサインペラを連続的に成形するコンプレッサインペラの成形方法であって、
坩堝に収容したアルミニウムの溶湯中において不活性ガスを噴出させることにより、アルミニウムの溶湯に対して脱ガス処理を行う第1脱ガス処理工程と、
前記第1脱ガス処理工程の終了後に、前記コンプレッサインペラを成形するための成形面を有した石膏型を用い、前記石膏型の前記成形面によって区画されるキャビティ内にアルミニウムの溶湯を充填することにより、石膏鋳造によって前記コンプレッサインペラを成形する石膏鋳造工程と、
前記石膏鋳造工程の終了後に、前記石膏鋳造工程を繰り返して行うことにより、石膏鋳造によって複数の前記コンプレッサインペラを連続的に成形する繰り返し工程と、
前記繰り返し工程の途中に、所定の処理間隔の下で、アルミニウムの溶湯に対して複数回の脱ガス処理を行う第2脱ガス処理工程と、を具備したことを特徴とするコンプレッサインペラの成形方法。 - 前記石膏鋳造工程は、ドライヤーによって乾燥された不活性ガスを加圧ガスとして前記坩堝内の空間に供給して、前記石膏型の前記キャビティと前記坩堝内の空間との圧力差を利用して前記石膏型の前記キャビティ内にアルミニウムの溶湯を充填することを特徴とする請求項2に記載のコンプレッサインペラの成形方法。
- 前記第1脱ガス処理工程、前記石膏鋳造工程、前記繰り返し工程、及び前記第2脱ガス処理工程で用いる不活性ガスは、アルゴンガスであることを特徴とする請求項3に記載のコンプレッサインペラの成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013140713A JP2015013301A (ja) | 2013-07-04 | 2013-07-04 | コンプレッサインペラの成形装置及び成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013140713A JP2015013301A (ja) | 2013-07-04 | 2013-07-04 | コンプレッサインペラの成形装置及び成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015013301A true JP2015013301A (ja) | 2015-01-22 |
Family
ID=52435501
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013140713A Pending JP2015013301A (ja) | 2013-07-04 | 2013-07-04 | コンプレッサインペラの成形装置及び成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015013301A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015141191A1 (ja) * | 2014-03-15 | 2015-09-24 | 株式会社Uacj | Al合金鋳物製コンプレッサーインペラー及びその製造方法 |
| CN106040990A (zh) * | 2016-08-11 | 2016-10-26 | 山东豪迈机械科技股份有限公司 | 一种大型叶轮铸造使用的石膏型芯制作方法以及系统 |
| CN106041032A (zh) * | 2016-08-11 | 2016-10-26 | 山东豪迈机械科技股份有限公司 | 大型叶轮精密铸造模具及系统及大型叶轮低压铸造系统 |
| CN111468700A (zh) * | 2020-03-25 | 2020-07-31 | 浙江元鼎船舶设备有限公司 | 长江内河船用定距桨铸造设备及专用方法 |
| JP2021186852A (ja) * | 2020-06-04 | 2021-12-13 | 昭和電工株式会社 | アルミニウム溶湯処理方法 |
| JP2022039255A (ja) * | 2020-08-28 | 2022-03-10 | トヨタ自動車株式会社 | アルミニウムまたはアルミニウム合金からなる金属細線の製造方法 |
-
2013
- 2013-07-04 JP JP2013140713A patent/JP2015013301A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015141191A1 (ja) * | 2014-03-15 | 2015-09-24 | 株式会社Uacj | Al合金鋳物製コンプレッサーインペラー及びその製造方法 |
| CN106040990A (zh) * | 2016-08-11 | 2016-10-26 | 山东豪迈机械科技股份有限公司 | 一种大型叶轮铸造使用的石膏型芯制作方法以及系统 |
| CN106041032A (zh) * | 2016-08-11 | 2016-10-26 | 山东豪迈机械科技股份有限公司 | 大型叶轮精密铸造模具及系统及大型叶轮低压铸造系统 |
| CN111468700A (zh) * | 2020-03-25 | 2020-07-31 | 浙江元鼎船舶设备有限公司 | 长江内河船用定距桨铸造设备及专用方法 |
| JP2021186852A (ja) * | 2020-06-04 | 2021-12-13 | 昭和電工株式会社 | アルミニウム溶湯処理方法 |
| JP7223725B2 (ja) | 2020-06-04 | 2023-02-16 | 堺アルミ株式会社 | アルミニウム溶湯処理方法 |
| JP2022039255A (ja) * | 2020-08-28 | 2022-03-10 | トヨタ自動車株式会社 | アルミニウムまたはアルミニウム合金からなる金属細線の製造方法 |
| JP7400665B2 (ja) | 2020-08-28 | 2023-12-19 | トヨタ自動車株式会社 | アルミニウムまたはアルミニウム合金からなる金属細線の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015013301A (ja) | コンプレッサインペラの成形装置及び成形方法 | |
| CN105855468A (zh) | 陶瓷型壳制备方法及制备透平叶片的陶瓷型壳的制造方法 | |
| CN107812888A (zh) | 石膏型精密铸造工艺 | |
| JP5638062B2 (ja) | キャビティを有する物品を製造する方法 | |
| JP2002200563A (ja) | ロータ上へ羽根を固定する軸方向空洞の超音波ショットピーニング方法および装置 | |
| US10870147B2 (en) | Method for knocking out a foundry core and method for manufacturing by casting comprising such a method | |
| CN108555248A (zh) | 一种汽车发动机水泵壳的铸造方法及铸造模具 | |
| US6923240B2 (en) | Process and apparatus for producing casting cores | |
| JP6481696B2 (ja) | 低圧鋳造方法及び低圧鋳造装置 | |
| CN103028715B (zh) | 双吸式叶轮的离心浇注铸造方法 | |
| CN110039033A (zh) | 铸件起模工艺及工装 | |
| JP2004174861A (ja) | 有底セラミックス管用成形型およびその製造方法 | |
| JP2009541063A (ja) | 鋳造品を製造する方法 | |
| JP2008224149A (ja) | 乾燥装置 | |
| CN202655603U (zh) | 真空铸锭装置 | |
| JP2007015133A (ja) | 2成分形シリコーンの混合吐出装置およびこれを用いた2成分形シリコーンの混合吐出方法 | |
| CN109290519A (zh) | 一种局部减薄模壳的方法 | |
| JP2004306044A (ja) | 精密鋳造装置およびこれを用いる精密鋳造方法 | |
| KR100921805B1 (ko) | 조형용 벤트 가공장치 | |
| RU2490115C1 (ru) | Способ изготовления абразивного инструмента на органической термореактивной связке | |
| JP2006347177A (ja) | コアの冷却装置及び方法 | |
| CN215902669U (zh) | 一种金属连接配件蜡模铸造用脱蜡釜 | |
| CN107335792A (zh) | 一种铝合金车轮低压铸造模具 | |
| CN116117076A (zh) | 一种减少砂型铸造铸件表面气孔的制作工艺 | |
| KR102394866B1 (ko) | 원심가압주조장치 및 원심가압주조방법 |