JP2014509956A - 刃先交換式インサート及び刃先交換式インサートホルダ - Google Patents
刃先交換式インサート及び刃先交換式インサートホルダ Download PDFInfo
- Publication number
- JP2014509956A JP2014509956A JP2014503094A JP2014503094A JP2014509956A JP 2014509956 A JP2014509956 A JP 2014509956A JP 2014503094 A JP2014503094 A JP 2014503094A JP 2014503094 A JP2014503094 A JP 2014503094A JP 2014509956 A JP2014509956 A JP 2014509956A
- Authority
- JP
- Japan
- Prior art keywords
- insert
- blade
- cutting
- cutting edge
- replaceable insert
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000002093 peripheral effect Effects 0.000 claims abstract description 15
- 230000007704 transition Effects 0.000 claims abstract description 4
- 230000000149 penetrating effect Effects 0.000 claims description 2
- 230000035515 penetration Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B29/00—Holders for non-rotary cutting tools; Boring bars or boring heads; Accessories for tool holders
- B23B29/04—Tool holders for a single cutting tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
- B23B27/1625—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane
- B23B27/164—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped with plate-like cutting inserts of special shape clamped by a clamping member acting almost perpendicularly on the chip-forming plane characterised by having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/04—Cutting-off tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/08—Cutting tools with blade- or disc-like main parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/16—Cutting tools of which the bits or tips or cutting inserts are of special material with exchangeable cutting bits or cutting inserts, e.g. able to be clamped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/04—Overall shape
- B23B2200/048—Star form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/3627—Indexing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2200/00—Details of cutting inserts
- B23B2200/36—Other features of cutting inserts not covered by B23B2200/04 - B23B2200/32
- B23B2200/369—Mounted tangentially, i.e. where the rake face is not the face with the largest area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2205/00—Fixation of cutting inserts in holders
- B23B2205/12—Seats for cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2260/00—Details of constructional elements
- B23B2260/104—Markings, i.e. symbols or other indicating marks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/22—Cutters, for shaping including holder having seat for inserted tool
- Y10T407/2272—Cutters, for shaping including holder having seat for inserted tool with separate means to fasten tool to holder
- Y10T407/2274—Apertured tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Description
Claims (19)
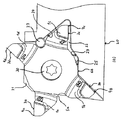
- 溝切りまたは切離しのための刃先交換式インサート(10)であって、2つの平行の主表面(2a、b)と前記2つの主表面を接続しかつ相互に角度を成す複数の区分を備える周囲面(16a〜d)とを持つプレート形本体を備え、前記周囲面(16a〜d)において相互に角度を成す前記周囲面の区分の移行部に前記主表面を横切って延びる4つの切刃(4a〜d)が設置され、かつ前記主表面の平面図において前記切刃の位置が四辺形を形成し、前記四辺形が2つの短辺と2つの長辺(13、14)とを有し、かつ前記切刃(4a〜d)が各場合に周囲方向において前記四辺形の隣り合う角において反対向きであり、かつ前記四辺形の対角において同じ方向を向くことを特徴とする、刃先交換式インサート(10)。
- 前記切刃と連続する隣り合う切刃の切削面(3a〜d)が前記四辺形の前記短辺の逆を向くことを特徴とする、請求項1に記載の刃先交換式インサート。
- 前記切刃(4a、b、c、d)が基本的に前記主表面(2a、2b)に直角に延びることを特徴とする、請求項1または2に記載の刃先交換式インサート。
- 前記切刃が少なくとも一部の区分において湾曲するかまたは前記主表面(2a、2b)に対して角度を成すことを特徴とする、請求項1〜3のいずれか1項に記載の刃先交換式インサート。
- 前記四辺形が平行四辺形、好ましくは長方形であることを特徴とする、請求項1〜4のいずれか1項に記載の刃先交換式インサート。
- 前記四辺形の長辺(13)対短辺(14)のアスペクト比が1.1以上5以下であることを特徴とする、請求項1〜5のいずれか1項に記載の刃先交換式インサート。
- 前記四辺形の長辺対短辺のアスペクト比が1.2以上2以下、好ましくは1.5以下であることを特徴とする、請求項1〜6のいずれか1項に記載の刃先交換式インサート。
- 前記四辺形の短辺(14)対前記刃先交換式インサートの厚み(D)の比が2以上15以下、好ましくは3以上10以下であることを特徴とする、請求項1〜7のいずれか1項に記載の刃先交換式インサート。
- 前記短辺に沿って延びる前記周囲面の前記区分が位置決めノッチ(5a、b)を有することを特徴とする、請求項1〜8のいずれか1項に記載の刃先交換式インサート。
- 前記長辺に沿って延びる前記周囲面の前記区分が、最も近い切刃から所定の距離でかつ相互に所定の距離で配列された2つの位置決め面(6a〜d)を有することを特徴とする、請求項1〜9のいずれか1項に記載の刃先交換式インサート。
- 相互に対向し切刃(4a〜d)にすぐ隣接する前記主表面の区分がフロントフランク(9a、b、c、d)を形成し、前記切刃を起点とし前記切刃から所定の距離におけるその相互の距離が、前記主表面に直角に測定した前記切刃の長さより小さいことを特徴とする、請求項1〜10のいずれか1項に記載の刃先交換式インサート。
- 前記主表面が中央位置決め貫通孔(7)を有することを特徴とする、請求項1〜11のいずれか1項に記載の刃先交換式インサート。
- 前記刃先交換式インサート(10)が、第1プレート厚みと前記中央位置決め孔(7)とを持つ中央主要部(1)と、より小さい厚みの4つの切削先端(1a〜d)とを備え、前記切削先端に、フランク(8a〜d)及び切削面(3a〜d)と一緒に前記切刃(4a〜d)が配置されることを特徴とする、請求項1〜12のいずれか1項に記載の刃先交換式インサート。
- 前記刃先交換式インサート(10)が、第1プレート厚みと前記中央位置決め孔(7)とを持つ中央主要部(1)と、切刃(4a、b、c、d)を持つ4つの切削先端(1a、b、c、d)とを備え、前記主要部(1)が前記切削先端より小さい厚みを持つことを特徴とする、請求項1〜12のいずれか1項に記載の刃先交換式インサート。
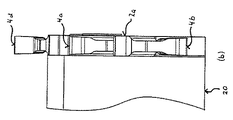
- 側面(21)と、前記側面に隣接し基本的に前記側面に直角に延びかつ相互に角度を成す面(23、24)を持つ陥凹部とを有するインサートポケットを持つ、請求項1〜14のいずれか1項に記載の刃先交換式インサート用の刃先交換式インサートホルダ(20)であって、前記面の一方(23)において、前記角度を成す面(23、24)の想像上の交差点によって形成されたコーナーから離間するストッパ面(25)が設置され、第二面において同様に前記コーナーから所定の距離に凸状、丸味を持つまたは多角形の断面を持つ支持要素(27)が設置されることを特徴とする、刃先交換式インサートホルダ(20)。
- 前記支持要素が円筒形表面を持つピン(27)であることを特徴とする、請求項15に記載の刃先交換式インサートホルダ。
- 前記側面を貫通する固定孔(26)を有し、かつ前記支持要素から最も遠い前記ストッパ面の点から前記支持要素の最も近い点までの距離が同じ点から前記固定孔の中心までの距離より大きいことを特徴とする、請求項15または16に記載の刃先交換式インサートホルダ。
- 前記陥凹部の前記面(23、24)の各々が、相互に角度を成す複数の区分を有し、前記区分の1つが前記ストッパ面を形成し、他方の面において、2つの区分が突出コーナーを形成し、前記突出コーナーに前記支持要素(27)が配置されることを特徴とする、請求項15〜17のいずれか1項に記載の刃先交換式インサートホルダ。
- 前記刃先交換式インサートホルダの前記側面(21)の前記固定孔(26)の中心から前記ストッパ面(25)及び前記支持要素(27)までの距離が前記位置決め孔の中心から前記刃先交換式インサートの前記位置決め面(6a、b、c、d)及び前記位置決めノッチ(5a、5b)までの距離より小さいことを特徴とする、請求項1〜14のいずれか1項に記載の刃先交換式インサートと請求項15〜18のいずれか1項に記載の刃先交換式インサートホルダの組合せ体。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011007076A DE102011007076A1 (de) | 2011-04-08 | 2011-04-08 | Wendeschneidplatte und Wendeschneidplattenhalter |
| DE102011007076.1 | 2011-04-08 | ||
| PCT/EP2012/055884 WO2012136600A1 (de) | 2011-04-08 | 2012-03-30 | Wendeschneidplatte und wendeschneidplattenhalter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014509956A true JP2014509956A (ja) | 2014-04-24 |
| JP2014509956A5 JP2014509956A5 (ja) | 2016-01-21 |
Family
ID=45974279
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014503094A Pending JP2014509956A (ja) | 2011-04-08 | 2012-03-30 | 刃先交換式インサート及び刃先交換式インサートホルダ |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US9457409B2 (ja) |
| EP (1) | EP2694236B1 (ja) |
| JP (1) | JP2014509956A (ja) |
| KR (1) | KR101819786B1 (ja) |
| CN (1) | CN103459069B (ja) |
| DE (1) | DE102011007076A1 (ja) |
| WO (1) | WO2012136600A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017510469A (ja) * | 2014-04-10 | 2017-04-13 | イスカル リミテッド | 切削工具、及び切削工具のためのちょうど4つの刃部を有する切削インサート |
| JP2017113830A (ja) * | 2015-12-24 | 2017-06-29 | 京セラ株式会社 | 切削インサート |
| JP2019005888A (ja) * | 2017-06-23 | 2019-01-17 | 株式会社タンガロイ | 切削工具 |
| WO2022201674A1 (ja) * | 2021-03-23 | 2022-09-29 | イスカル リミテッド | 旋削工具 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2664399B1 (en) * | 2012-05-15 | 2017-01-04 | VARGUS Ltd. | Cutting tool |
| US9421622B2 (en) * | 2014-01-14 | 2016-08-23 | Iscar, Ltd. | Indexable central drill insert and cutting tool therefor |
| JP5988010B2 (ja) * | 2014-03-14 | 2016-09-07 | 株式会社タンガロイ | 切削インサート、工具ボデーおよび切削工具 |
| DE102014006054A1 (de) | 2014-04-25 | 2015-10-29 | Iscar Ltd. | Schneidwerkzeug und Schneideinsatz mit genau vier Schneidabschitten dafür |
| US10160040B2 (en) * | 2015-11-18 | 2018-12-25 | Iscar, Ltd. | Cutting tool and triangular-shaped indexable cutting insert therefor |
| US9901986B2 (en) | 2016-02-15 | 2018-02-27 | Iscar, Ltd. | Swiss turning insert with chip former arrangement comprising upwardly extending ridge |
| DE102016109670A1 (de) * | 2016-05-25 | 2017-11-30 | Hartmetall-Werkzeugfabrik Paul Horn Gmbh | Schneidplatte und Werkzeug zur spanenden Bearbeitung |
| US10010942B2 (en) * | 2016-06-20 | 2018-07-03 | Iscar, Ltd. | Cutting tool and cutting insert having a deep blind opening |
| US10076794B2 (en) | 2016-07-11 | 2018-09-18 | Iscar, Ltd. | Star-shaped cutting insert for a front and back chamfering rotary milling cutter |
| US10363722B2 (en) * | 2017-03-23 | 2019-07-30 | Iscar, Ltd. | Blade-shaped cutting insert and cutting tool therefor |
| WO2018172462A1 (de) * | 2017-03-24 | 2018-09-27 | Ceramtec Gmbh | Stern-wendeschneidplatte und werkzeugsystem |
| CN109570629B (zh) * | 2017-09-28 | 2020-09-25 | 株式会社泰珂洛 | 切削工具 |
| EP3702074A1 (en) * | 2019-03-01 | 2020-09-02 | Whizcut of Sweden AB | Indexable cutting insert |
| KR102377066B1 (ko) | 2020-12-21 | 2022-03-21 | 한국야금 주식회사 | 절삭인서트 및 이를 장착한 공구홀더 |
| JP6882726B1 (ja) * | 2021-01-05 | 2021-06-02 | 株式会社タンガロイ | ホルダ |
| US11806793B2 (en) | 2021-11-03 | 2023-11-07 | Iscar, Ltd. | Cutting insert having laterally spaced apart, longitudinally extending wedge abutment surfaces, tool holder and cutting tool |
| CN116175288B (zh) * | 2023-04-27 | 2023-08-25 | 中国机械总院集团宁波智能机床研究院有限公司 | 一种可转位刀片自动定位装置 |
| CN116571771B (zh) * | 2023-07-12 | 2024-02-02 | 赣州澳克泰工具技术有限公司 | 一种具有多个切削部的镗刀 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2070472A (en) * | 1980-02-26 | 1981-09-09 | Brock & Co Ltd L & Ti | Disposable tool tip for cutting a screw-thread or groove |
| JPS6110241B2 (ja) * | 1978-06-02 | 1986-03-28 | Kennametal Inc | |
| US20010022123A1 (en) * | 2000-03-16 | 2001-09-20 | Norbert Schiffers | Turning assembly including a plurality of turning bits simultaneously engaging a workpiece |
| JP2003245809A (ja) * | 2002-02-21 | 2003-09-02 | Toshiba Tungaloy Co Ltd | 溝削り工具 |
| US20090162154A1 (en) * | 2007-12-20 | 2009-06-25 | Seco Tools Ab | Indexable turning insert and a cutting tool comprising such an insert |
| JP2009531186A (ja) * | 2006-03-30 | 2009-09-03 | イスカーリミテッド | 切削工具 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2130814A1 (de) * | 1971-06-22 | 1972-12-28 | Ambo Stahl Ges Gerhard Sevenic | Schneidwerkzeug zur spanabhebenden Bearbeitung von Werkstuecken |
| US4360297A (en) | 1978-06-02 | 1982-11-23 | Kennametal Inc. | Cutting insert |
| SE454330B (sv) * | 1984-03-28 | 1988-04-25 | Santrade Ltd | Vendsker for spanavskiljande bearbetning |
| JP2531608B2 (ja) | 1984-06-26 | 1996-09-04 | 株式会社東芝 | 半導体装置の製造方法 |
| SE463752B (sv) * | 1989-05-31 | 1991-01-21 | Reinar Schmidt | Utbytbart skaer foer gaengning och spaarstickning |
| US5308197A (en) * | 1990-01-23 | 1994-05-03 | Threading Systems, Inc. | Machining apparatus |
| US5163788A (en) * | 1991-01-10 | 1992-11-17 | Gte Valenite Corporation | Rotary slotting tool having staggered cutting elements |
| SE468630B (sv) * | 1991-05-31 | 1993-02-22 | Sts Komeetstaal Holding Bv | Spaar- och avstickningsskaer med fyra symmetriska skaerhoern |
| PL311082A1 (en) * | 1993-04-14 | 1996-02-05 | Zettl Gmbh Cnc Praezisions Und | Cutting tool |
| JP2001062624A (ja) * | 1999-08-26 | 2001-03-13 | Toshiba Tungaloy Co Ltd | スローアウェイチップ |
| IL152161A (en) * | 2002-02-19 | 2008-03-20 | Jacob Friedman | Metal cutting tool |
| MX2009009195A (es) * | 2007-02-28 | 2009-09-04 | Ceramtec Ag | Adaptador de inserto del asiento. |
| IL185047A (en) * | 2007-08-05 | 2011-09-27 | Iscar Ltd | Cutting Tools |
| US8192114B2 (en) * | 2009-02-09 | 2012-06-05 | Hsin-Tien Chang | Combination of center drill and drill holding tool |
| IL208826A (en) | 2010-10-20 | 2016-02-29 | Iscar Ltd | Cutting tools and cutting tool for him |
| US9174279B2 (en) * | 2011-12-14 | 2015-11-03 | Iscar, Ltd. | Indexable cutting insert and cutting tool therefor |
-
2011
- 2011-04-08 DE DE102011007076A patent/DE102011007076A1/de not_active Withdrawn
-
2012
- 2012-03-30 CN CN201280017398.9A patent/CN103459069B/zh active Active
- 2012-03-30 KR KR1020137025425A patent/KR101819786B1/ko active IP Right Grant
- 2012-03-30 US US13/985,492 patent/US9457409B2/en active Active
- 2012-03-30 WO PCT/EP2012/055884 patent/WO2012136600A1/de active Application Filing
- 2012-03-30 EP EP12714624.9A patent/EP2694236B1/de active Active
- 2012-03-30 JP JP2014503094A patent/JP2014509956A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6110241B2 (ja) * | 1978-06-02 | 1986-03-28 | Kennametal Inc | |
| GB2070472A (en) * | 1980-02-26 | 1981-09-09 | Brock & Co Ltd L & Ti | Disposable tool tip for cutting a screw-thread or groove |
| US20010022123A1 (en) * | 2000-03-16 | 2001-09-20 | Norbert Schiffers | Turning assembly including a plurality of turning bits simultaneously engaging a workpiece |
| JP2003245809A (ja) * | 2002-02-21 | 2003-09-02 | Toshiba Tungaloy Co Ltd | 溝削り工具 |
| JP2009531186A (ja) * | 2006-03-30 | 2009-09-03 | イスカーリミテッド | 切削工具 |
| US20090162154A1 (en) * | 2007-12-20 | 2009-06-25 | Seco Tools Ab | Indexable turning insert and a cutting tool comprising such an insert |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017510469A (ja) * | 2014-04-10 | 2017-04-13 | イスカル リミテッド | 切削工具、及び切削工具のためのちょうど4つの刃部を有する切削インサート |
| JP2017113830A (ja) * | 2015-12-24 | 2017-06-29 | 京セラ株式会社 | 切削インサート |
| JP2019005888A (ja) * | 2017-06-23 | 2019-01-17 | 株式会社タンガロイ | 切削工具 |
| WO2022201674A1 (ja) * | 2021-03-23 | 2022-09-29 | イスカル リミテッド | 旋削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2694236A1 (de) | 2014-02-12 |
| US9457409B2 (en) | 2016-10-04 |
| CN103459069B (zh) | 2016-05-18 |
| DE102011007076A1 (de) | 2012-10-11 |
| EP2694236B1 (de) | 2021-01-27 |
| US20140050542A1 (en) | 2014-02-20 |
| CN103459069A (zh) | 2013-12-18 |
| KR20140013002A (ko) | 2014-02-04 |
| KR101819786B1 (ko) | 2018-01-17 |
| WO2012136600A1 (de) | 2012-10-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2014509956A (ja) | 刃先交換式インサート及び刃先交換式インサートホルダ | |
| JP2014509956A5 (ja) | ||
| JP5248479B2 (ja) | 両面交換自在な切削植刃用の支持プレート | |
| RU2317178C2 (ru) | Металлорежущий инструмент | |
| KR101323558B1 (ko) | 장착 구멍을 갖는 인서트 및 절삭 인서트를 포함하는공구홀더 | |
| WO2012043822A1 (ja) | 刃先交換式切削工具 | |
| JP5665877B2 (ja) | 切削工具及びそれの切削インサート | |
| WO2012173255A1 (ja) | 切削インサート及び回転切削工具 | |
| JP5814046B2 (ja) | ねじフライス削りカッター及びねじフライス削り挿入体 | |
| RU2483843C2 (ru) | Режущий инструмент и режущая пластина для него | |
| KR20040106263A (ko) | 선삭 및 밀링용 절삭 인서트 | |
| CN104968456A (zh) | 单面方形可转位切削镶件以及切削刀具 | |
| EP3311946B1 (en) | Tool body in combination with a cutting insert and cutting tool | |
| CN103282150A (zh) | 具有限定多个支撑面的开槽面的切削刀片 | |
| CN113118484B (zh) | 切削刀片以及使用该切削刀片的车削工具 | |
| KR20030081519A (ko) | 인서트 홀더 | |
| KR101238850B1 (ko) | 인서트 및 사이드 커터 | |
| JP2012179667A (ja) | 切削インサート | |
| JP6560566B2 (ja) | 切削インサート及びギアミリングカッター | |
| JP2021504153A (ja) | スリッティングカッターおよびそれと組み合わされるツールキー | |
| JP2005028502A (ja) | 面取りカッタおよび面取りカッタ用スローアウェイチップ | |
| JP6937987B1 (ja) | 切削インサート | |
| JP2012206210A (ja) | 刃先交換式ラフィングエンドミル | |
| JP2006150491A (ja) | フライスカッター | |
| JP2015229235A (ja) | 刃先交換式切削工具ホルダ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150901 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20151127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160105 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160405 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160518 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160614 |