WO2012173255A1 - 切削インサート及び回転切削工具 - Google Patents
切削インサート及び回転切削工具 Download PDFInfo
- Publication number
- WO2012173255A1 WO2012173255A1 PCT/JP2012/065426 JP2012065426W WO2012173255A1 WO 2012173255 A1 WO2012173255 A1 WO 2012173255A1 JP 2012065426 W JP2012065426 W JP 2012065426W WO 2012173255 A1 WO2012173255 A1 WO 2012173255A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- insert
- cutting
- protrusion
- body part
- cutting insert
- Prior art date
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/08—Disc-type cutters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
- B23C5/205—Plate-like cutting inserts with special form characterised by chip-breakers of special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/04—Overall shape
- B23C2200/0466—Star form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/36—Other features of the milling insert not covered by B23C2200/04 - B23C2200/32
- B23C2200/367—Mounted tangentially, i.e. where the rake face is not the face with largest area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/168—Seats for cutting inserts, supports for replacable cutting bits
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/66—Markings, i.e. symbols or indicating marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2220/00—Details of milling processes
- B23C2220/36—Production of grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1942—Peripherally spaced tools
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
- Y10T407/235—Cutters, for shaping including tool having plural alternatively usable cutting edges with integral chip breaker, guide or deflector
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
Description
Claims (9)
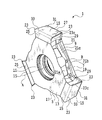
- インサート体部(13)であって、体部上面(17)と、該体部上面(17)の反対側にある体部下面(19)と、該体部上面(17)と該体部下面(19)との間に延在する体部側面(21)とを備え、該体部上面(17)および該体部下面(19)を通過する軸線(A)が定められる、インサート体部(13)と、
複数の突出部(15)であって、各々が切れ刃(23)を有して、各々が該軸線(A)に直交する方向における該インサート体部(13)の外側位置に該インサート体部(13)と一体的に設けられた、複数の突出部(15)と
を備え、
該突出部(15)は、該体部上面(17)につながる突出部上面(25)と、該体部下面(19)につながる突出部下面(27)と、各々が対応する体部側面(21)につながる2つの突出部側面(29)と、これらの間に延在する突出部側端面(31)とを有し、該突出部(15)には、該突出部上面と該突出部側端面との間に延在するコーナR面(33)が形成され、
前記切れ刃(23)は、前記コーナR面(33)の縁部に沿って形成されるコーナ(23c)を有すると共に前記突出部側面(29)がすくい面となるように、前記突出部上面、前記コーナR面および前記突出部側端面と前記突出部側面との交差稜線部に沿って形成され、
2つの前記突出部側面(29)間の長さが前記体部上面において定められる内接円の直径(IC)よりも短いように、前記突出部(15)は設計されている、
切削インサート(1、101)。 - 2つの前記突出部側面(29)間の長さは、前記インサート体部(13)の厚みよりも大きい、請求項1に記載の切削インサート(1、101)。
- 前記インサート体部(13)の体部側面(21)には、隆起部(R)が形成されている、請求項1又は2に記載の切削インサート(1、101)。
- 前記体部上面(17)に対向する側から切削インサートを見たとき、前記隆起部(R)が隠されるように、該隆起部(R)は形成されている、請求項3に記載の切削インサート(1、101)。
- 前記突出部(15)は、前記インサート体部の前記体部上面(17)を多角形の形状とみなしたとき、該多角形の頂部に位置するように、形成されている、請求項1から4のいずれかに記載の切削インサート。
- 前記突出部(15)は、前記インサート体部の前記体部上面(17)を多角形の形状とみなしたとき、該多角形の辺部に位置するように、形成されている、請求項1から4のいずれかに記載の切削インサート。
- 前記インサート体部(13)の前記体部上面(17)は、略三角形状をなしていることを特徴とする請求項5または6に記載の切削インサート。
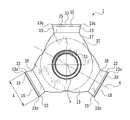
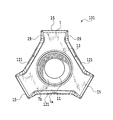
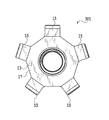
- 互いに対して反対側に位置する略円形の2つの端面(43、45)と、該端面間に延在する外周面(47)と、前記端面間を貫通しているボア穴(49)とを備える工具本体(41)を備える回転切削工具(3、103)であって、
該工具本体に設けられて、請求項1から7のいずれかに記載の切削インサート(1、101)が取り付けられるように構成されたインサート取付座(53)を備える、回転切削工具。 - 前記2つの端面の一方に開く第1インサート取付座(53a)と、
前記2つの端面の他方に開く第2インサート取付座(53b)と
を備える、請求項8に記載の回転切削工具。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013520611A JP5672380B2 (ja) | 2011-06-17 | 2012-06-15 | 切削インサート及び回転切削工具 |
| CN201280029773.1A CN103608142B (zh) | 2011-06-17 | 2012-06-15 | 切削刀片以及旋转切削工具 |
| BR112013032386A BR112013032386A2 (pt) | 2011-06-17 | 2012-06-15 | Inserto de corte, e, ferramenta de corte rotatória |
| EP12800349.8A EP2722122B1 (en) | 2011-06-17 | 2012-06-15 | Cutting insert and rotary cutting tool |
| US13/739,766 US9457413B2 (en) | 2011-06-17 | 2013-01-11 | Cutting insert and rotary cutting tool |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011134911 | 2011-06-17 | ||
| JP2011-134911 | 2011-06-17 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US13/739,766 Continuation-In-Part US9457413B2 (en) | 2011-06-17 | 2013-01-11 | Cutting insert and rotary cutting tool |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2012173255A1 true WO2012173255A1 (ja) | 2012-12-20 |
Family
ID=47357233
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/065426 WO2012173255A1 (ja) | 2011-06-17 | 2012-06-15 | 切削インサート及び回転切削工具 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9457413B2 (ja) |
| EP (1) | EP2722122B1 (ja) |
| JP (1) | JP5672380B2 (ja) |
| CN (1) | CN103608142B (ja) |
| BR (1) | BR112013032386A2 (ja) |
| WO (1) | WO2012173255A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103212725A (zh) * | 2013-04-08 | 2013-07-24 | 株洲钻石切削刀具股份有限公司 | 一种切削刀片及切削刀具 |
| WO2015030183A1 (ja) * | 2013-08-30 | 2015-03-05 | 株式会社タンガロイ | 切削インサート及び刃先交換式切削工具 |
| RU2584625C1 (ru) * | 2014-12-04 | 2016-05-20 | Общество с ограниченной ответственностью "Сборные конструкции инструмента, фрезы Москвитина" | Дисковая фреза для обработки узких пазов и пластина для нее (варианты) |
| WO2017170403A1 (ja) * | 2016-03-28 | 2017-10-05 | 京セラ株式会社 | 切削工具用インサート |
| JP2017177307A (ja) * | 2016-03-31 | 2017-10-05 | 日本特殊陶業株式会社 | 切削インサート及び切削工具 |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5525613B2 (ja) * | 2010-07-29 | 2014-06-18 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 |
| JP5589244B2 (ja) * | 2010-10-06 | 2014-09-17 | 大昭和精機株式会社 | インサート |
| US9527142B2 (en) * | 2013-02-19 | 2016-12-27 | Iscar, Ltd. | High speed milling tool and tangential ramping milling insert therefor |
| US9296054B2 (en) * | 2013-05-23 | 2016-03-29 | Kennametal Inc. | Indexable cutting insert with a triangular shape |
| US9381583B2 (en) * | 2014-02-12 | 2016-07-05 | Kennametal Inc. | Prismatic and cylindrical cutting inserts |
| USD744557S1 (en) * | 2014-05-12 | 2015-12-01 | Sumitomo Electric Hardmetal Corp. | Cutting insert |
| US10183347B2 (en) * | 2015-09-08 | 2019-01-22 | Iscar, Ltd. | Rotary cutting tool having axial position adjustment arrangement |
| US10160040B2 (en) | 2015-11-18 | 2018-12-25 | Iscar, Ltd. | Cutting tool and triangular-shaped indexable cutting insert therefor |
| US10035199B2 (en) * | 2016-06-30 | 2018-07-31 | Iscar, Ltd. | Cutting tool and triangular-shaped indexable cutting insert therefor |
| US10632548B2 (en) * | 2017-11-20 | 2020-04-28 | Iscar, Ltd. | Triangular-shaped indexable cutting insert having recessed side surfaces and rotary cutting tool |
| CN111906361A (zh) * | 2019-05-07 | 2020-11-10 | 肯纳金属印度有限公司 | 切割嵌件和旋转切割工具 |
| US11534838B1 (en) * | 2021-06-08 | 2022-12-27 | Iscar, Ltd. | Indexable lay-down cutting insert having a central body portion and three circumferentially spaced cutting portions, and cutting tool |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03117503U (ja) * | 1990-03-16 | 1991-12-04 | ||
| JPH06218626A (ja) * | 1990-01-23 | 1994-08-09 | Roger W Little | ねじ切する装置およびねじ切するインサート装置 |
| JPH06262422A (ja) | 1993-03-11 | 1994-09-20 | Dijet Ind Co Ltd | 転削工具のスローアウエイチップ |
| EP0850715A1 (de) * | 1996-12-31 | 1998-07-01 | Gebr. Heller Maschinenfabrik GmbH | Wendeschneidwerkzeug |
| JP2005528230A (ja) * | 2002-06-04 | 2005-09-22 | イスカーリミテッド | タンジェンシャル切削インサート及びフライス |
| JP2008105115A (ja) * | 2006-10-24 | 2008-05-08 | Mitsubishi Materials Corp | 切削工具 |
Family Cites Families (46)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2315044A1 (de) * | 1973-03-26 | 1974-10-10 | Hans Heinlein | Wendeplatte fuer spanabhebende werkzeuge |
| US4169690A (en) * | 1977-07-26 | 1979-10-02 | Kennametal Inc. | Cutting insert |
| JPS5830091B2 (ja) * | 1978-02-09 | 1983-06-27 | 株式会社神戸製鋼所 | 仕上用スロ−アウェイエンドミル |
| US4832541A (en) * | 1987-05-20 | 1989-05-23 | Sumitomo Electric Industries, Ltd. | Grooving insert |
| US5032050A (en) * | 1987-09-04 | 1991-07-16 | Kennametal Inc. | On-edge cutting insert with chip control |
| US5088861A (en) | 1990-01-23 | 1992-02-18 | Threading Systems, Inc. | Threadmilling tool |
| US5004379A (en) * | 1990-01-23 | 1991-04-02 | Little Roger W | Threading insert |
| US5308197A (en) * | 1990-01-23 | 1994-05-03 | Threading Systems, Inc. | Machining apparatus |
| SE470093B (sv) * | 1992-04-02 | 1993-11-08 | Sandvik Ab | Skär för skiv- eller planfräsar, samt fräsverktyg för sådana skär |
| US5725334A (en) * | 1993-03-29 | 1998-03-10 | Widia Gmbh | Cutting insert |
| WO1996008331A1 (de) * | 1994-09-13 | 1996-03-21 | Widia Gmbh | Schneideinsatz |
| IL111976A (en) * | 1994-12-14 | 1997-11-20 | Iscar Ltd | Parting or grooving insert |
| SE505538C2 (sv) * | 1995-01-19 | 1997-09-15 | Seco Tools Ab | Metod och skär för gängning |
| SE505157C2 (sv) * | 1995-10-31 | 1997-07-07 | Seco Tools Ab | Metod och skär för gängning |
| DE19709436C2 (de) * | 1997-03-07 | 1999-03-04 | Felix Leeb | Zirkularbohrfräser |
| IL120422A0 (en) * | 1997-03-11 | 1997-07-13 | Iscar Ltd | A cutting insert |
| DE19738456A1 (de) * | 1997-09-03 | 1999-03-11 | Kennametal Inc | Gewindeschneidplatte |
| DE29810969U1 (de) * | 1998-06-19 | 1998-10-08 | Sandvik Ab | Schneideinsatz, Schneidwerkzeug zur spanenden Bearbeitung, insbesondere von rotationssymmetrischen Werkstückflächen |
| AT410770B (de) * | 1999-05-03 | 2003-07-25 | Boehlerit Gmbh & Co Kg | Verfahren, werkzeug und einrichtung zur spanabhebenden bearbeitung |
| DE10006381A1 (de) * | 2000-02-12 | 2001-08-16 | Sandvik Ab | Schneideinsatz und zugehöriges Fräswerkzeug |
| IL152161A (en) * | 2002-02-19 | 2008-03-20 | Jacob Friedman | Metal cutting tool |
| DE10218630A1 (de) * | 2002-04-25 | 2003-11-06 | Sandvik Ab | Fräser mit Feineinstellung |
| US7052214B2 (en) * | 2002-07-02 | 2006-05-30 | Janness Daniel L | Cutting insert and tool holder |
| AT6618U1 (de) * | 2002-08-16 | 2004-01-26 | Plansee Tizit Ag | Schneidwerkzeug zum drehen und bohren ins volle |
| IL154649A (en) * | 2003-02-27 | 2007-10-31 | Uzi Gati | Cutting placement for diligent operations |
| IL155288A (en) * | 2003-04-08 | 2007-09-20 | Amir Satran | Tangential cutting insert and milling cutter |
| JP4383129B2 (ja) * | 2003-08-28 | 2009-12-16 | 京セラ株式会社 | スローアウェイ式切削工具 |
| DE102006028062B4 (de) * | 2006-06-12 | 2008-09-18 | Vargus Ltd. | Wendeschneidplatte |
| US20080226403A1 (en) * | 2006-06-20 | 2008-09-18 | Kennametal Inc. | Indexable cutting insert with positive axial rake angle and multiple cutting edges |
| DE112007002584B4 (de) * | 2006-10-31 | 2016-05-19 | Kyocera Corp. | Schneideinsatz, Schneidwerkzeug und Verfahren zur spanenden Bearbeitung eines Werkstücks |
| CN101626860B (zh) * | 2007-03-12 | 2012-08-22 | 三菱麻铁里亚尔株式会社 | 螺纹切削用刀片 |
| SE531850C2 (sv) * | 2007-12-13 | 2009-08-25 | Seco Tools Ab | Skär och verktyg för spånavskiljande bearbetning |
| SE531855C2 (sv) * | 2007-12-20 | 2009-08-25 | Seco Tools Ab | Indexerbart svarvskär och ett skärverktyg som innefattar ett sådan skär |
| US8454277B2 (en) * | 2008-12-18 | 2013-06-04 | Kennametal Inc. | Toolholder and toolholder assembly with elongated seating pads |
| US8465233B2 (en) | 2009-03-05 | 2013-06-18 | Seco Tools Ab | Slot-milling tool and slot-milling insert for a slot-milling tool |
| IL198407A (en) * | 2009-04-23 | 2014-01-30 | Iscar Ltd | Cutting tools and cutting tool |
| SE534512C2 (sv) * | 2009-06-24 | 2011-09-13 | Sandvik Intellectual Property | Verktyg för spånavskiljande bearbetning samt solitt indexerbart skär och solid grundkropp härför |
| KR101482929B1 (ko) * | 2009-10-15 | 2015-01-15 | 산드빅 인코퍼레이티드 | 배치 수단을 갖춘 다중 치아 인덱서블 인서트와 그 인서트를 갖춘 물질 제거 공구 |
| KR101154704B1 (ko) * | 2010-02-19 | 2012-06-08 | 대구텍 유한회사 | 홈에 의해 분할된 절삭날을 갖는 절삭 인서트 및 이를 구비한 밀링 커터 |
| JP5525613B2 (ja) * | 2010-07-29 | 2014-06-18 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれらを用いた切削加工物の製造方法 |
| IL210966A (en) * | 2011-01-31 | 2015-06-30 | Iscar Ltd | Tangential and milling |
| US8573904B2 (en) * | 2011-06-14 | 2013-11-05 | Kennametal Inc. | Grooving insert |
| JP5707653B2 (ja) * | 2011-06-17 | 2015-04-30 | 住友電工ハードメタル株式会社 | インサート及びインサートを備えたカッタ |
| US8734064B2 (en) * | 2011-08-24 | 2014-05-27 | Century Tool & Design, Inc. | Cutting insert for a machine tool |
| US8939684B2 (en) * | 2012-05-15 | 2015-01-27 | Iscar, Ltd. | Cutting insert with chip-control arrangement having recess depths and projection heights which increase with distance from cutting edge |
| US8714886B2 (en) * | 2012-06-19 | 2014-05-06 | Iscar, Ltd. | Threading cutting tool and double-sided indexable threading cutting insert therefor |
-
2012
- 2012-06-15 CN CN201280029773.1A patent/CN103608142B/zh active Active
- 2012-06-15 WO PCT/JP2012/065426 patent/WO2012173255A1/ja unknown
- 2012-06-15 JP JP2013520611A patent/JP5672380B2/ja active Active
- 2012-06-15 EP EP12800349.8A patent/EP2722122B1/en active Active
- 2012-06-15 BR BR112013032386A patent/BR112013032386A2/pt not_active IP Right Cessation
-
2013
- 2013-01-11 US US13/739,766 patent/US9457413B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06218626A (ja) * | 1990-01-23 | 1994-08-09 | Roger W Little | ねじ切する装置およびねじ切するインサート装置 |
| JPH03117503U (ja) * | 1990-03-16 | 1991-12-04 | ||
| JPH06262422A (ja) | 1993-03-11 | 1994-09-20 | Dijet Ind Co Ltd | 転削工具のスローアウエイチップ |
| EP0850715A1 (de) * | 1996-12-31 | 1998-07-01 | Gebr. Heller Maschinenfabrik GmbH | Wendeschneidwerkzeug |
| JP2005528230A (ja) * | 2002-06-04 | 2005-09-22 | イスカーリミテッド | タンジェンシャル切削インサート及びフライス |
| JP2008105115A (ja) * | 2006-10-24 | 2008-05-08 | Mitsubishi Materials Corp | 切削工具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2722122A4 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103212725A (zh) * | 2013-04-08 | 2013-07-24 | 株洲钻石切削刀具股份有限公司 | 一种切削刀片及切削刀具 |
| CN103212725B (zh) * | 2013-04-08 | 2015-12-02 | 株洲钻石切削刀具股份有限公司 | 一种切削刀片及切削刀具 |
| WO2015030183A1 (ja) * | 2013-08-30 | 2015-03-05 | 株式会社タンガロイ | 切削インサート及び刃先交換式切削工具 |
| RU2584625C1 (ru) * | 2014-12-04 | 2016-05-20 | Общество с ограниченной ответственностью "Сборные конструкции инструмента, фрезы Москвитина" | Дисковая фреза для обработки узких пазов и пластина для нее (варианты) |
| WO2017170403A1 (ja) * | 2016-03-28 | 2017-10-05 | 京セラ株式会社 | 切削工具用インサート |
| JPWO2017170403A1 (ja) * | 2016-03-28 | 2018-10-11 | 京セラ株式会社 | 切削工具用インサート |
| CN108698143A (zh) * | 2016-03-28 | 2018-10-23 | 京瓷株式会社 | 切削工具用刀具 |
| JP2017177307A (ja) * | 2016-03-31 | 2017-10-05 | 日本特殊陶業株式会社 | 切削インサート及び切削工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20130129433A1 (en) | 2013-05-23 |
| US9457413B2 (en) | 2016-10-04 |
| BR112013032386A2 (pt) | 2017-01-03 |
| CN103608142A (zh) | 2014-02-26 |
| CN103608142B (zh) | 2016-08-24 |
| EP2722122B1 (en) | 2020-10-14 |
| JPWO2012173255A1 (ja) | 2015-02-23 |
| EP2722122A4 (en) | 2015-06-24 |
| EP2722122A1 (en) | 2014-04-23 |
| JP5672380B2 (ja) | 2015-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5672380B2 (ja) | 切削インサート及び回転切削工具 | |
| JP5988186B1 (ja) | 切削インサート及び刃先交換式回転切削工具 | |
| JP6334515B2 (ja) | ショルダーミーリングカッター用の刃先割出し可能インサート及び刃先割出し可能インサートのための取付け切欠きを有するショルダーミーリングカッター | |
| JP5654212B2 (ja) | フライス加工用インサート | |
| EP3403751B1 (en) | Cutting insert and blade-tip-replaceable cutting tool | |
| JP6241636B2 (ja) | 切削インサートおよび刃先交換式切削工具 | |
| CN107000082B (zh) | 切削刀片以及刀尖更换式旋转切削刀具 | |
| JP2005518949A (ja) | 金属切削用工具 | |
| JP2008229744A (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP2010089250A (ja) | 切削インサートおよびインサート着脱式転削工具 | |
| JP2019042816A (ja) | 切削インサート及び切削工具 | |
| JP5988010B2 (ja) | 切削インサート、工具ボデーおよび切削工具 | |
| JP2017164849A (ja) | 切削インサート、切削インサート群、および刃先交換式切削工具 | |
| JP2005028502A (ja) | 面取りカッタおよび面取りカッタ用スローアウェイチップ | |
| JP2015196203A (ja) | 刃先交換式メタルソー | |
| WO2015030183A1 (ja) | 切削インサート及び刃先交換式切削工具 | |
| WO2016171201A1 (ja) | 切削インサートおよび切削工具 | |
| JP2016165797A (ja) | 切削インサート、工具ボデー及び刃先交換式回転切削工具 | |
| JP6292425B2 (ja) | 刃先交換式回転切削工具 | |
| JP5664409B2 (ja) | 刃先交換式ラフィングエンドミル | |
| JP2006224278A (ja) | フライスカッター用インサート | |
| JP6318558B2 (ja) | 切削インサートおよび刃先交換式穴加工工具 | |
| JP2015229235A (ja) | 刃先交換式切削工具ホルダ | |
| JP2020127990A (ja) | 切削インサート、刃先交換式ボールエンドミルおよびエンドミル本体 | |
| JP2014046435A (ja) | 切削インサート及びそれを用いた切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12800349 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013520611 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2013155900 Country of ref document: RU Kind code of ref document: A |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112013032386 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 112013032386 Country of ref document: BR Kind code of ref document: A2 Effective date: 20131216 |