JP2014507301A - タイヤ成形装置ならびにタイヤ製造方法 - Google Patents
タイヤ成形装置ならびにタイヤ製造方法 Download PDFInfo
- Publication number
- JP2014507301A JP2014507301A JP2013541285A JP2013541285A JP2014507301A JP 2014507301 A JP2014507301 A JP 2014507301A JP 2013541285 A JP2013541285 A JP 2013541285A JP 2013541285 A JP2013541285 A JP 2013541285A JP 2014507301 A JP2014507301 A JP 2014507301A
- Authority
- JP
- Japan
- Prior art keywords
- tire
- tire cord
- inner liner
- winding
- molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title description 3
- 238000000465 moulding Methods 0.000 claims abstract description 45
- 238000004804 winding Methods 0.000 claims abstract description 43
- 238000000034 method Methods 0.000 claims description 18
- 229920001971 elastomer Polymers 0.000 claims description 9
- 239000011324 bead Substances 0.000 claims description 6
- 239000005060 rubber Substances 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 4
- 230000002093 peripheral effect Effects 0.000 claims description 4
- 229920003051 synthetic elastomer Polymers 0.000 claims description 4
- 239000005061 synthetic rubber Substances 0.000 claims description 4
- 238000003698 laser cutting Methods 0.000 claims 1
- 230000001360 synchronised effect Effects 0.000 claims 1
- 239000002994 raw material Substances 0.000 description 8
- 239000000806 elastomer Substances 0.000 description 4
- 238000006073 displacement reaction Methods 0.000 description 3
- 229920003052 natural elastomer Polymers 0.000 description 3
- 229920001194 natural rubber Polymers 0.000 description 3
- 244000043261 Hevea brasiliensis Species 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/10—Building tyres on round cores, i.e. the shape of the core is approximately identical with the shape of the completed tyre
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/10—Building tyres on round cores, i.e. the shape of the core is approximately identical with the shape of the completed tyre
- B29D30/16—Applying the layers; Guiding or stretching the layers during application
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tyre Moulding (AREA)
Abstract
この発明は、インナーライナ(14)を取り付けるための成型ドラム(12)とタイヤコード(16)の巻き付け装置を備えたタイヤ成形装置(10)に係り、その際成型ドラムがその一方の側面、すなわち駆動軸側の側面上で駆動軸(38)によって支承される。巻き付け装置がタイヤコードを最終的、すなわちタイヤの完成状態でも存在する形態でインナーライナ上に巻き付ける。巻き付け装置は、駆動軸と逆側の露出した側面上において成型ドラムを横断させる形態でかつ駆動軸側の側面上においては前記駆動軸を迂回させるようにして実質的に放射方向にタイヤコードを巻き付ける。
【選択図】図1
【選択図】図1
Description
この発明は、請求項1前段に記載のタイヤ成形装置、ならびに請求項9前段に記載のタイヤ製造方法に関する。
タイヤコードすなわちコード、組織、繊維、ベルトプライ等からなるプライを有するタイヤを内側から成形することが久しい以前から知られており、その際(少なくとも以前から一般的であるチューブレスタイヤの場合)薄壁状の内張り、いわゆるインナーライナが気密である必要があるとともにタイヤコードが内側で完全に被覆される必要がある。
そのため久しい以前から、膨張プロセスあるいは吸引プロセスのいずれかまたはそれらの組み合わせを使用して未加工材の変形が行われている。
比較的旧式な解決方式の例が米国特許第1,588,585号明細書、さらに独国特許第861465号明細書に開示されている。それ以前の時代、例えば前々世紀には通常タイヤが織布とゴムから手作業で作られていて、それらが多様な方法で上下に結合され、その時代にも既に合わせて加硫処理されていた。
しかしながら、以前から知られている変形装置の使用は、軟質のタイヤ成分、すなわち天然あるいは合成ゴムの加工をより硬質のタイヤ成分、すなわち例えばタイヤコードに対抗して行わなければならないという問題点を有する。しかしながら、特に天然ゴムは決して均質ではなく、また合成ゴムの使用に際してもタイヤの高温の領域は柔らかく低温の領域がより硬くなる現象が観察される。
そのことによって、変形の間にタイヤコードの位置が均一でなく制御不能に変化することがもたらされる。
他方、製造されたタイヤの同心性、さらには耐圧性が、タイヤコードがカーカス内に均等に配置されることに大きく依存する。しかしながら、変形が膨張によって実施されるかまたは未加工材外部からの減圧の生成によって実施されるかにかかわらず、埋入されるタイヤコードの位置を変形中に制御することは極めて困難である。
所要の結果を確保するために、タイヤコードの位置を適時、すなわち例えば加硫処理の前または後に非侵襲式の材料検査によって確認することが提案されている。このことは極めて高コストかつ時間を要し、またタイヤコードの位置の変化が所与のレベルを超過したタイヤは廃棄物として除去する必要がある。
半径方向に延伸可能なリングをベルトタイヤ未加工材と結合可能である幾らか新しい解決方式が独国特許第2723505号C3明細書によって開示されている。独国実用新案第6923116号明細書に開示されているように、部分的な延伸のみを実施する解決方式も知られている。それらの全ての解決方式に共通して、タイヤコードの位置は制御不可能であるか、極限定された範囲でしか制御できない。
従って本発明の目的は、低コストな製造方式によって製造されたタイヤの極めて良好な同心性を達成する、請求項1前段に記載のタイヤ成形装置ならびに請求項9前段に記載のタイヤを提供することにある。
前記の課題は、本発明に従って請求項1または請求項9によって解決される。従属請求項によって好適な追加構成が提示される。
本発明によれば、タイヤ成形装置が一定すなわち伸長不可能な直径を有する成型ドラムを備え、前記成型ドラム上に直接インナーライナを気密層として取り付ける。その上に、好適にはそれ自体既にエラストマで被覆されたタイヤコードが装着され、従ってそれが容易にインナーライナのエラストマと強固な結合を形成することができる。インナーライナとタイヤコードとからなる未加工材ユニットの両方の要素間の結合をさらに強力にするために、前記未加工材ユニットを加硫処理することが可能である。
本発明によれば、成型ドラムの周りで放射方向のタイヤコードの巻き付けが実施される。それによって本発明によればラジアルベルトタイヤが製造されるが、追加的に対角方向あるいは周回方向に延在する追加的なタイヤコードプライの提供も排除されない。
精密かつ不変でかつ極めて均等に周囲上に配分されたタイヤコードの配置によって、意外なほど著しく改善された同心性とさらに遠心力に対する高い耐用性がもたらされ、従って本発明に従って製造されるタイヤは高速用タイヤとしても使用可能となる。
本発明によれば、タイヤコードが可能な限り正確に放射方向に延在することが好適である。そのため、成型ドラムが片側で支承されそこにフランジ付けされた駆動軸によって回転することが好適である。しかしながら、両側で支承を行ってタイヤコードを放射方向に誘導するために任意の適宜な処理を使用することも可能である。例えば、駆動のために交互に把持することもでき、従って常に巻き付けに際してタイヤコードが誘導されていない方の側面で支承が実施される。他方、インナーライナに一種のタンブル動作を付加してその間に巻き付けることも可能であり、すなわち実質的に通常の支承を行わない。別の可能性は、両側で支承して半径方向内側の領域に存在するピンあるいはその他の手段によって軸周りのタイヤコードの転向を実施することである。
本発明に係る広範な成形装置を提供するために、巻き付け中あるいは巻き付け後に切断装置によってコア巻線を切断することが重要である。タイヤコードがゴム引きされた後それがインナーライナに充分に接着すれば充分であり、従って巻き付け工程後の半回転で既に切断を実施することができる。他方、全ての回転、すなわち全ての巻き付けの終了後に内側領域の切断を実施することも勿論可能である。
放射方向の巻き付けのためにタイヤコードが成型ドラムの露出側面の中央を介して誘導され、駆動軸側においてタイヤコードを駆動軸に密接して周回させて実質的に放射方向の延在を達成させるか、または駆動軸に隣接して配置された転向ピンまで正確に放射方向の装着を実施して前記転向ピン上で駆動軸周りにタイヤコードを転向させる。
本発明によれば、成型ドラムの露出側面および駆動軸側の両方からタイヤコードを放射方向に延在させる可能性が得られる点が極めて好適である。それによって、最適な対称性ならびにタイヤコードの間隔の均等性を後のタイヤのトレッド面領域においても形成する可能性が達成され、それは考えられる位置変更に際しても従来の技術のように影響を受けることがない。勿論、周知のクラウニングあるいはキャンバリングを排除するものではない。
タイヤコードをエラストマ、天然ゴム、合成ゴム等で被覆することによって、タイヤコード相互間および周囲のタイヤ材料との間に極めて良好な結合が確立される。
タイヤコードエラストマの硬度は任意の適宜な方式で調節することができるが、その硬度は周囲のゴム材料、特にインナーライナの硬度よりも幾らか高いことが好適である。
本発明によれば、本発明に係るタイヤが自動的に成形し得ることが極めて好適である。巻き付け装置はロボットアームによって構成することができ、また露出した側面および駆動軸側の領域の中央における円形断片の切断も自動的に実施することができる。その切断は任意の適宜な方式、例えばレーザあるいは水噴射によって実施することができ、その際タイヤコードの末端の折り返しがゴム化合物と共にビードバンドルおよび場合によってその上に装着されたビードアペックスの周りで容易に可能になるようにタイヤコードの残りの長さを選択することが好適である。
本発明のその他の詳細、特徴ならびに利点は、添付図面を参照しながら以下に記述する複数の実施例の説明によって理解される。
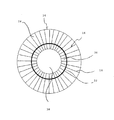
図1に概略的に示されたタイヤ成形装置10は成型ドラム12を備え、それが本発明に従って特別な方式でインナーライナ14によって均一に被覆されている。成型ドラム12とインナーライナ14の組み合わせ体上に図1に示されるような方式でタイヤコード16が巻き付けられている。その巻き付けは、タイヤコード16が露出した側面18を横断して延在、すなわち少なくともその中央領域20近傍を貫通し、その後成型ドラム12のシリンダ外面あるいは外周面22を介して延在し、さらにその後成型ドラム12の駆動軸を介して延在するとともに、続いて最初の位置と向かい合った位置で外周面22を介して回帰するような方式で実施される。
この巻き付け工程の過程において成型ドラム12が所与の回転角で回転し、それがタイヤコード16の巻線ループ26の接線方向の変位につながる。この接線方向の変位がタイヤコード16の各巻線ループ間の角度間隔に相当し、外周面22上の各巻線ループ22の間隔は後のタイヤの外周で見て正確に均等になる。ここには図示されていないが、タイヤコードの末端の間の結合が中央領域20内に位置していて従ってそれを後に切除し得るとともに後の個別のタイヤコード16の延在の均一性に影響を与えないようにし得ることが理解される。
タイヤコード16の巻き付けは、図示されていない巻き付け装置の周回式のロボットアームによって実施することが好適である。所与用の角度変位を達成するために、成型ドラム12は駆動軸上に支承されており、それについては図3に図示されており以下で説明する。
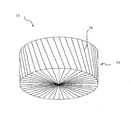
図2には、タイヤコード16が延在する様式が示されている。その延在は露出した側面18で見て放射方向に実施される。図2には円形のセクション30が示されており、それが図1の中央領域20を切り出している。ここで既に、周知の如くタイヤの未加工材34をホイール側で閉鎖するビードバンドル32が設けられている。ビードバンドル32を介したタイヤコード16の剰余長36は、ビードバンドル32を介して外側に向かった(インナーライナ14と共の)タイヤコード16の折り返しが容易に可能になるように選択する。
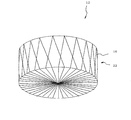
図3には、成型ドラム12が駆動軸38上に支承される態様が示されている。駆動軸38は成型ドラム12の片側から遠方に向かって延在している。駆動軸は、成型ドラム12の中央領域20と反対側の駆動軸側面の領域に固定され、回転ずれしないように結合される。
従って、駆動軸38は放射中心部を貫通しており、そのためその部分は露出した側面18と異なって巻線工程のために開放されていない。
それでもなおタイヤコード16の放射方向の延在を可能にするために、駆動軸38の極近傍に転向ピン40が取り付けられ、しかもタイヤコード16の巻線ループ数に相当する数で取り付けられる。タイヤコード16の各巻線ループがそれぞれ1本の転向ピン40を介して転向され、そこから駆動軸38周りを周回して誘導され、反対側の転向ピン40に向かってさらに延長されてそこで再び転向され、従ってこれにおいても(少なくともいずれにしても後に切除される中央領域20の外部において)正確に放射方向のタイヤコードの延在が実現可能である。
図4には、タイヤコード16がトレッド面22の領域において斜めに延在し得ることが示されている。このタイヤコードパターンは、単にトレッド面22上の巻線工程の間に成型ドラム12を幾らか大きく回転させることによって容易に作成することができる。
複数のタイヤコード16の巻線を形成することも可能である。このことは図5に示されており、それによればトレッド面の領域にタイヤコード16の交差が示されている。この実施形態においては、単に2種類のタイヤコードが装着され、そこで第1のタイヤコードの取り付けに際してある方向に成型ドラム12が回転し、第2のタイヤコード16の取り付けに際しては成型ドラム12が逆方向に回転する。
Claims (15)
- インナーライナを取り付けるための成型ドラムとタイヤコードの巻き付け装置を備えたタイヤ成形装置であり、巻き付け装置がタイヤコード(16)を最終的、すなわちタイヤの完成状態でも存在する形態でインナーライナ(14)上に巻き付け、また巻き付け装置は駆動軸(38)と逆側の露出した側面(18)上において成型ドラム(12)を横断させる形態でかつ駆動軸側の側面(24)上においては前記駆動軸(38)を迂回させるようにして実質的に放射方向にタイヤコード(16)を巻き付け、切断装置が少なくとも1回の巻き付け回転の後、特に全ての巻き付けの終了後に外周および駆動軸から離間した位置でタイヤコードを切断することを特徴とするタイヤ成形装置。
- 成型ドラム(12)が製造するタイヤの内側形状に変形不可能な外形を有し、インナーライナ(14)が前記外形上に直接的に取り付けられることを特徴とする請求項1記載のタイヤ成形装置。
- インナーライナ(14)がゴムシートの形状で成型ドラム(12)の外形上に取り付けられることを特徴とする請求項1または2記載のタイヤ成形装置。
- インナーライナ(14)は第2の巻き付け装置によって成型ドラム(12)の外形上に取り付けられることを特徴とする請求項1または2記載のタイヤ成形装置。
- タイヤコード(16)がゴム、特に合成ゴムによって被覆され、特に押出成形機によって製造されることを特徴とする請求項1ないし4のいずれかに記載のタイヤ成形装置。
- 露出した側面(18)を横断しその後軸に平行に成型ドラム(12)の外周面を通過しさらに駆動軸側の側面(24)を横断し続いて再びに軸に平行かつ逆方向に成型ドラム(12)の外周面を通過するようにして成型ドラム(12)の周りを周回するガイドアームを巻き付け装置が備えることを特徴とする請求項1ないし5のいずれかに記載のタイヤ成形装置。
- タイヤコード(16)が均等な間隔をもってインナーライナ(14)上に巻き付けられるような方式で駆動軸(38)と巻き付け装置を互いに同期させることを特徴とする請求項1ないし6のいずれかに記載のタイヤ成形装置。
- 駆動軸(38)に隣接して成型ドラム(12)上に軸に平行なピンを取り付け、それが駆動軸側の側面(24)上におけるタイヤコード(16)の放射方向の延在を可能にするものであるとともにそのピン上でタイヤコード(16)を転向させることを特徴とする請求項1ないし7のいずれかに記載のタイヤ成形装置。
- 成型ドラムを使用してその上にインナーライナを装着し、さらにタイヤコードの巻き付け装置を使用するタイヤ成形方法であり、成型ドラム上に直接的にインナーライナを巻き付け、その後巻き付け装置によってインナーライナ上にタイヤコードを巻き付け、その際タイヤコードを巻き付け装置によって成型ドラムの露出した側面上で実質的にその中央を介して放射方向に誘導し少なくとも1回の巻き付け周回後に切断することを特徴とする方法。
- タイヤコードを後のタイヤ内に含まれるものと同じ形態で巻き付けることを特徴とする請求項9記載の方法。
- 巻き付け装置による巻き付けの終了後にタイヤコードとインナーライナからなる組み合わせ体の円形の中央部分が特にレーザ切断あるいはその他の切断方法によって除去され、その際にタイヤコードの末端をタイヤのビードバンドルの周りで折り返すために充分な材料を残留させることを特徴とする請求項9または10記載の方法。
- 後のタイヤのトレッド面上でタイヤコードを少なくとも部分的に斜めに誘導し、特にそこで交差させることを特徴とする請求項9ないし11のいずれかに記載の方法。
- 巻き付けに際して巻き付け装置がタイヤコードを制御された圧力に保持し、それによって巻き付けに際してのインナーライナ上の巻き付け支持の圧力を実質的に一定に保持するようにすることを特徴とする請求項9ないし12のいずれかに記載の方法。
- 巻き付け装置がタイヤコードを最終的、すなわちタイヤの完成状態でも存在する形態でインナーライナ上に巻き付けることを特徴とする請求項9ないし13のいずれかに記載の方法。
- 巻き付け装置がタイヤコードを最終的なタイヤの完成状態で存在する形態に比べて小さく、特に30%未満の分だけ小さくなるような形状でインナーライナ上に巻き付け、そのようにして形成されたタイヤ未加工材を最終的な形状に加工、特に膨張させることを特徴とする請求項9ないし13のいずれかに記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010060947.1 | 2010-12-01 | ||
| DE102010060947A DE102010060947A1 (de) | 2010-12-01 | 2010-12-01 | Reifenaufbauvorrichtung sowie Verfahren zur Reifenherstellung |
| PCT/EP2011/070393 WO2012072425A1 (de) | 2010-12-01 | 2011-11-17 | Reifenaufbauvorrichtung sowie verfahren zur reifenherstellung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014507301A true JP2014507301A (ja) | 2014-03-27 |
Family
ID=45002946
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013541285A Pending JP2014507301A (ja) | 2010-12-01 | 2011-11-17 | タイヤ成形装置ならびにタイヤ製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130284348A1 (ja) |
| EP (1) | EP2646231A1 (ja) |
| JP (1) | JP2014507301A (ja) |
| BR (1) | BR112013013528A2 (ja) |
| DE (1) | DE102010060947A1 (ja) |
| WO (1) | WO2012072425A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06155628A (ja) * | 1992-07-21 | 1994-06-03 | Sedepro | 芯型上で1本のコードからカーカス補強材を形成するタイヤの製造方法および機械 |
| JP2004017383A (ja) * | 2002-06-14 | 2004-01-22 | Bridgestone Corp | タイヤ製造方法、及び生タイヤ製造装置 |
| JP2004358955A (ja) * | 2003-05-30 | 2004-12-24 | Goodyear Tire & Rubber Co:The | 融通性に富んだ製造システムでタイヤを製造する方法 |
| JP2005212477A (ja) * | 2003-12-19 | 2005-08-11 | Goodyear Tire & Rubber Co:The | 単一のステーションによるタイヤ硬化方法および装置 |
| JP2009001013A (ja) * | 2007-06-20 | 2009-01-08 | Goodyear Tire & Rubber Co:The | コード切断装置 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1259997A (en) * | 1916-11-06 | 1918-03-19 | Walter Kline | Tire-cording machine. |
| US1588585A (en) | 1923-11-19 | 1926-06-15 | Lee Tire & Rubber Company | Method of and apparatus for building pneumatic cord tires |
| DE861465C (de) | 1940-11-15 | 1953-01-05 | Continental Gummi Werke Ag | Verfahren und Einrichtung zur Herstellung von Fahrzeugluftreifen |
| LU33422A1 (ja) * | 1954-03-02 | |||
| FR1581560A (ja) | 1968-06-12 | 1969-09-19 | ||
| DE2723505C3 (de) | 1977-05-25 | 1981-12-10 | Vmi-Epe-Holland B.V., Epe | Trommel zum Aufbauen und Formen eines Rohlings für Gürtelreifen |
| JPS5993344A (ja) * | 1982-11-19 | 1984-05-29 | Bridgestone Corp | タイヤ成形装置 |
| FR2706805A1 (ja) * | 1993-06-25 | 1994-12-30 | Michelin & Cie | |
| EP0943421B1 (en) * | 1997-11-28 | 2003-05-28 | Pirelli Pneumatici Societa' Per Azioni | A method for making tyres for vehicle wheels |
| JP4315548B2 (ja) * | 1999-11-19 | 2009-08-19 | 株式会社ブリヂストン | タイヤカーカスの形成装置および形成方法 |
| JP4326112B2 (ja) * | 2000-04-10 | 2009-09-02 | 株式会社ブリヂストン | タイヤカーカスの製造方法 |
| EP1463627A1 (fr) * | 2001-12-28 | 2004-10-06 | Société de Technologie Michelin | Methode de pose de fils de structure de renfort pour pneumatique |
| JP4056290B2 (ja) * | 2002-04-30 | 2008-03-05 | 株式会社ブリヂストン | 空気入りタイヤの製造方法および装置 |
| FR2848141A1 (fr) * | 2002-12-04 | 2004-06-11 | Michelin Soc Tech | Appareil de fabrication d'un renforcement pour pneumatique, a bras de pose multiples comportant un mouvement guide par un suiveur de came coulissant dans une lumiere |
| JP4912640B2 (ja) * | 2005-08-23 | 2012-04-11 | 東洋ゴム工業株式会社 | 空気入りタイヤの製造方法及び空気入りタイヤ |
| US20080314524A1 (en) * | 2007-06-20 | 2008-12-25 | Andres Ignacio Delgado | Method for single line tire ply construction |
-
2010
- 2010-12-01 DE DE102010060947A patent/DE102010060947A1/de not_active Withdrawn
-
2011
- 2011-11-17 JP JP2013541285A patent/JP2014507301A/ja active Pending
- 2011-11-17 US US13/991,296 patent/US20130284348A1/en not_active Abandoned
- 2011-11-17 WO PCT/EP2011/070393 patent/WO2012072425A1/de active Application Filing
- 2011-11-17 EP EP11785659.1A patent/EP2646231A1/de not_active Withdrawn
- 2011-11-17 BR BR112013013528A patent/BR112013013528A2/pt not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06155628A (ja) * | 1992-07-21 | 1994-06-03 | Sedepro | 芯型上で1本のコードからカーカス補強材を形成するタイヤの製造方法および機械 |
| JP2004017383A (ja) * | 2002-06-14 | 2004-01-22 | Bridgestone Corp | タイヤ製造方法、及び生タイヤ製造装置 |
| JP2004358955A (ja) * | 2003-05-30 | 2004-12-24 | Goodyear Tire & Rubber Co:The | 融通性に富んだ製造システムでタイヤを製造する方法 |
| JP2005212477A (ja) * | 2003-12-19 | 2005-08-11 | Goodyear Tire & Rubber Co:The | 単一のステーションによるタイヤ硬化方法および装置 |
| JP2009001013A (ja) * | 2007-06-20 | 2009-01-08 | Goodyear Tire & Rubber Co:The | コード切断装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102010060947A1 (de) | 2012-06-06 |
| BR112013013528A2 (pt) | 2016-10-18 |
| US20130284348A1 (en) | 2013-10-31 |
| WO2012072425A1 (de) | 2012-06-07 |
| EP2646231A1 (de) | 2013-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101306580B (zh) | 用于制造充气轮胎的方法 | |
| JP2020093546A (ja) | タイヤにおけるシーラント層の形成方法 | |
| JP2019104168A (ja) | 空気入りタイヤの製造方法 | |
| JP2006347150A (ja) | 回転式アンダーヒール掴み手段を備えたシェーピングドラム | |
| JP4150216B2 (ja) | タイヤ製造方法、及び生タイヤ製造装置 | |
| JP5261499B2 (ja) | 車両の車輪用タイヤを構築する方法およびプラント | |
| JP2007069408A (ja) | 空気入りタイヤの製造方法及び空気入りタイヤ | |
| EP2923827A1 (en) | Method for manufacturing motorcycle tire | |
| RU2634781C2 (ru) | Способ и установка для производства шин для колес транспортного средства | |
| JP4637743B2 (ja) | 車輪用タイヤのエラストマ構成材を製造する方法 | |
| BRPI1014964B1 (pt) | processo para fabricar pneus para rodas de veículo, e, aparelho para reforçar com um laço uma estrutura de ancoragem anular de um pneu para rodas de veículo. | |
| JP4381609B2 (ja) | 自動車用タイヤのカーカス構造体の製造方法、及びそのカーカス構造体 | |
| CN106029352B (zh) | 用于生轮胎的表面处理的方法和设备 | |
| JP2007076233A (ja) | 環状部材およびその成形方法 | |
| JP2014507301A (ja) | タイヤ成形装置ならびにタイヤ製造方法 | |
| US20100193109A1 (en) | Process for manufacturing a reinforcing structure for vehicle tyres | |
| JP2011161677A (ja) | 自動二輪車用の生タイヤの製造方法 | |
| JP4315632B2 (ja) | 空気入りタイヤの製造方法 | |
| JP5906602B2 (ja) | ベルト成形方法及び装置 | |
| JP3425090B2 (ja) | タイヤの製造方法 | |
| JP7209131B2 (ja) | 車両ホイール用タイヤのベルトアセンブリを構築するための方法 | |
| JP4514294B2 (ja) | 空気入りタイヤの製造方法 | |
| JP2015098180A (ja) | 車両の車輪用タイヤを製造するための方法及びプラント | |
| WO2019235328A1 (ja) | 空気入りタイヤ及び空気入りタイヤの製造方法 | |
| EP0894614A1 (en) | A method for making a tyre for vehicle wheels |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140625 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141203 |