JP2014197319A - 搬送システム、画像形成システム及び制御デバイス - Google Patents
搬送システム、画像形成システム及び制御デバイス Download PDFInfo
- Publication number
- JP2014197319A JP2014197319A JP2013072750A JP2013072750A JP2014197319A JP 2014197319 A JP2014197319 A JP 2014197319A JP 2013072750 A JP2013072750 A JP 2013072750A JP 2013072750 A JP2013072750 A JP 2013072750A JP 2014197319 A JP2014197319 A JP 2014197319A
- Authority
- JP
- Japan
- Prior art keywords
- roller
- sheet
- operation amount
- tension
- target
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012546 transfer Methods 0.000 claims description 15
- 230000008859 change Effects 0.000 claims description 14
- 238000005259 measurement Methods 0.000 claims description 10
- 230000007723 transport mechanism Effects 0.000 claims description 3
- 238000007599 discharging Methods 0.000 claims 1
- 238000005516 engineering process Methods 0.000 abstract description 2
- 230000032258 transport Effects 0.000 description 39
- 238000012545 processing Methods 0.000 description 24
- 238000004364 calculation method Methods 0.000 description 23
- 230000006870 function Effects 0.000 description 10
- 238000000034 method Methods 0.000 description 9
- 230000008569 process Effects 0.000 description 8
- 230000007274 generation of a signal involved in cell-cell signaling Effects 0.000 description 6
- 238000011144 upstream manufacturing Methods 0.000 description 6
- 238000004891 communication Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 238000012821 model calculation Methods 0.000 description 4
- 230000001133 acceleration Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/02—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors
- B65H7/06—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles by feelers or detectors responsive to presence of faulty articles or incorrect separation or feed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
- B32B27/322—Layered products comprising a layer of synthetic resin comprising polyolefins comprising halogenated polyolefins, e.g. PTFE
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J13/00—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets
- B41J13/0009—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets control of the transport of the copy material
- B41J13/0027—Devices or arrangements of selective printing mechanisms, e.g. ink-jet printers or thermal printers, specially adapted for supporting or handling copy material in short lengths, e.g. sheets control of the transport of the copy material in the printing section of automatic paper handling systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/06—Feeding articles separated from piles; Feeding articles to machines by rollers or balls, e.g. between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H5/00—Feeding articles separated from piles; Feeding articles to machines
- B65H5/06—Feeding articles separated from piles; Feeding articles to machines by rollers or balls, e.g. between rollers
- B65H5/062—Feeding articles separated from piles; Feeding articles to machines by rollers or balls, e.g. between rollers between rollers or balls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H7/00—Controlling article feeding, separating, pile-advancing, or associated apparatus, to take account of incorrect feeding, absence of articles, or presence of faulty articles
- B65H7/20—Controlling associated apparatus
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/036—Multilayers with layers of different types
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2220/00—Function indicators
- B65H2220/09—Function indicators indicating that several of an entity are present
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4474—Pair of cooperating moving elements as rollers, belts forming nip into which material is transported
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/10—Rollers
- B65H2404/14—Roller pairs
- B65H2404/143—Roller pairs driving roller and idler roller arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
- B65H2515/31—Tensile forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2515/00—Physical entities not provided for in groups B65H2511/00 or B65H2513/00
- B65H2515/30—Forces; Stresses
- B65H2515/32—Torque e.g. braking torque
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2553/00—Sensing or detecting means
- B65H2553/51—Encoders, e.g. linear
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/3154—Of fluorinated addition polymer from unsaturated monomers
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/3154—Of fluorinated addition polymer from unsaturated monomers
- Y10T428/31544—Addition polymer is perhalogenated
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
- Control Of Position Or Direction (AREA)
- Ink Jet (AREA)
- Laminated Bodies (AREA)
Abstract
Description
転駆動する。第一計測デバイスは、第一ローラの回転運動に関する状態量Z1を計測し、第二計測デバイスは、第二ローラの回転運動に関する状態量Z2を計測する。
ニットを設けることができる。
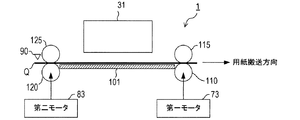
本実施例の画像形成システム1は、インクジェットプリンタとして構成される。この画像形成システム1は、図1に示すように、用紙Qの搬送経路を構成するプラテン101の上方に、インクジェットヘッド31を備える。インクジェットヘッド31は、下面にインク液滴を吐出するノズル群(図示せず)を備え、プラテン101上を通過する用紙Qに向けてインク液滴を吐出する。この吐出動作によって、用紙Qに画像を形成する。
。第二ローラ120は、プラテン101の上流に設けられ、第二従動ローラ125に対向配置される。
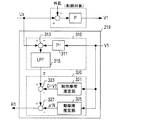
続いて、搬送制御デバイス60の詳細構成を説明する。図4に示すように、搬送制御デバイス60は、目標速度設定部211と、速度算出部212と、速度偏差算出部213と、速度制御器215と、第一操作量算出部217と、第一PWM信号生成部218と、第一反力推定部219と、目標張力設定部221と、張力算出部222と、張力偏差算出部223と、張力制御器225と、第二操作量算出部227と、第二PWM信号生成部228と、第二反力推定部229とを備える。
速度制御器215は、この偏差Evに応じた操作量Uvを、制御対象の伝達モデルに基づく所定の伝達関数Gに従って算出する。操作量Uvは、用紙Qの速度Vaを目標速度Vrに制御するための操作量である。
って用紙Qが搬送されるときには、用紙Qが適当な張力を有した状態で搬送されるように、ゼロではない目標張力Rrを設定する。
張力制御器225は、この偏差Erに応じた操作量Urを、制御対象の伝達モデルに基づく所定の伝達関数Hに従って算出する。操作量Urは、用紙Qの張力Raを目標張力Rrに制御するための操作量である。
張力制御器225は、上記伝達関数Hに従って、用紙Qの張力Raが目標張力Rrに追従するような操作量Urを算出する。具体的には、操作量Urとして、目標張力Rrを実現するために第一モータ73及び第二モータ83に印加すべき駆動電流を算出する。
電流で第一モータ73を駆動するデューティー比のPMW信号を生成し、これを第一駆動回路71に入力する。第一駆動回路71は、このPWM信号に従って、第一操作量Usに対応する駆動電流で第一モータ73を駆動する。
)を、粘性摩擦力推定値に設定する。減算器323は、外乱推定値τを、この粘性摩擦力推定値(D×V1)で減算することにより、粘性摩擦成分除去後の外乱推定値τ1=(τ―D×V1)を算出する。
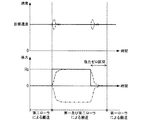
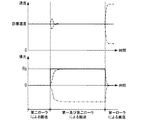
鎖線及び二点鎖線が意味するものは、図6と同じである。
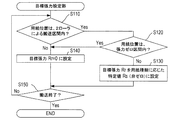
目標張力設定部221は、このようして上述した処理を、用紙Qが搬送終了位置に到達するまで繰り返し実行し、用紙Qを搬送終了位置まで搬送すると(S150でYes)、図7に示す処理を終了する。これにより用紙Qの搬送を終了する。
以上に、本発明の実施例について説明したが、本発明は、上記実施例に限定されるものではなく、種々の態様を採ることができる。例えば、上記実施例では、第一ローラ110及び第二ローラ120の回転運動に関する状態量として、第一ローラ110及び第二ローラ120の回転速度V1,V2を計測した。そして、この計測値に基づき、用紙Qの速度制御を行った。
最後に、用語間の対応関係について説明する。画像形成システム1における第一駆動回路71及び第一モータ73は、第一駆動デバイスの一例に対応し、第二駆動回路81及び第二モータ83は、第二駆動デバイスの一例に対応する。また、第一エンコーダ75及び第一信号処理回路77は、第一計測デバイスの一例に対応し、第二エンコーダ85及び第二信号処理回路87は、第二計測デバイスの一例に対応する。
13…速度偏差算出部、215…速度制御器、217…第一操作量算出部、218…第一PWM信号生成部、219…第一反力推定部、221…目標張力設定部、222…張力算出部、223…張力偏差算出部、225…張力制御器、227…第二操作量算出部、228…第二PWM信号生成部、229…第二反力推定部、310…外乱オブザーバ、311…逆モデル演算部、313…減算器、315…ローパスフィルタ、320…推定部、321…粘性摩擦推定部、323…減算器、325…動摩擦推定部、327…減算器、Q…用紙。
Claims (10)
- シートの搬送経路に沿って互いに離れて配置された、前記シートを搬送する第一ローラ及び第二ローラと、
前記第一ローラを回転駆動する第一駆動デバイスと、
前記第二ローラを回転駆動する第二駆動デバイスと、
前記第一ローラの回転運動に関する状態量Z1を計測する第一計測デバイスと、
前記第二ローラの回転運動に関する状態量Z2を計測する第二計測デバイスと、
前記第一駆動デバイス及び前記第二駆動デバイスを制御することによって、前記第一ローラ及び前記第二ローラの回転による前記シートの搬送動作を制御する制御デバイスと、
を備え、
前記制御デバイスは、
前記第一駆動デバイスによる回転駆動時に前記第一ローラに作用する反力R1を推定する第一推定ユニットと、
前記第二駆動デバイスによる回転駆動時に前記第二ローラに作用する反力R2を推定する第二推定ユニットと、
前記第一計測デバイスより計測された前記状態量Z1と前記第二計測デバイスにより計測された前記状態量Z2との和(Z1+Z2)に対応する前記シートの状態量(Z1+Z2)/2と、目標状態量との偏差に応じた操作量U1を算出する第一演算ユニットと、
前記第一推定ユニットにより推定された反力R1と前記第二推定ユニットにより推定された反力R2との差(R1−R2)に対応する前記シートの張力(R1−R2)/2と、目標張力との偏差に応じた操作量U2を算出する第二演算ユニットと、
前記操作量U1と前記操作量U2との和(U1+U2)に応じた制御信号を前記第一駆動デバイスに入力する第一駆動制御ユニットと、
前記操作量U1と前記操作量U2との差(U1−U2)に応じた制御信号を前記第二駆動デバイスに入力する第二駆動制御ユニットと、
を備えることを特徴とする搬送システム。 - 前記制御デバイスは、
前記目標張力を、前記搬送経路における前記シートの位置に応じた値に設定する設定ユニット
を備えること
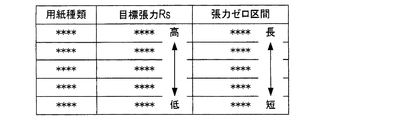
を特徴とする請求項1記載の搬送システム。 - 前記設定ユニットは、前記第一ローラ及び前記第二ローラの両者が前記シートを搬送するときには、前記目標張力をゼロではない特定値に設定し、前記第一ローラ及び前記第二ローラのいずれか一方のみが前記シートを搬送するときには、前記目標張力をゼロに設定すること
を特徴とする請求項2記載の搬送システム。 - 前記設定ユニットは、前記第一ローラ及び前記第二ローラの両者が前記シートを搬送する状態から、前記第一ローラ及び前記第二ローラのいずれか一方のみが前記シートを搬送する状態に変化する前に、前記目標張力を前記特定値からゼロに変更すること
を特徴とする請求項3記載の搬送システム。 - 前記特定値は、前記シートの種類に応じた値であること
を特徴とする請求項3又は請求項4記載の搬送システム。 - 前記特定値は、前記シートの種類に応じた値であり、
前記設定ユニットは、前記特定値が大きい程、早い段階で前記目標張力を前記特定値か
らゼロに変更すること
を特徴とする請求項4記載の搬送システム。 - 前記第一計測デバイスは、前記状態量Z1として前記第一ローラの回転速度を計測し、
前記第二計測デバイスは、前記状態量Z2として前記第二ローラの回転速度を計測し、
前記第一演算ユニットは、前記シートの状態量(Z1+Z2)/2としての前記シートの速度と、前記目標状態量としての前記シートの目標速度との偏差に応じた前記操作量U1を算出すること
を特徴とする請求項1〜請求項6のいずれか一項記載の搬送システム。 - 前記搬送経路の上方には、インク液滴を吐出することにより前記シートに画像を形成する画像形成デバイスが設けられており、
前記第一ローラ及び前記第二ローラは、前記画像形成デバイスが設けられた前記搬送経路内の区間を挟んで配置されていること
を特徴とする請求項1〜請求項7のいずれか一項記載の搬送システム。 - 画像形成システムであって、
シートの搬送経路の上方に設けられて、インク液滴を吐出することにより前記シートに画像を形成する画像形成デバイスと、
前記画像形成デバイスが上方に設けられた前記搬送経路内の区間を挟んで前記搬送経路に配置された、前記シートを搬送する第一ローラ及び第二ローラと、
前記第一ローラを回転駆動する第一駆動デバイスと、
前記第二ローラを回転駆動する第二駆動デバイスと、
前記第一ローラの回転速度Z1を計測する第一計測デバイスと、
前記第二ローラの回転速度Z2を計測する第二計測デバイスと、
前記第一駆動デバイス及び前記第二駆動デバイスを制御することによって、前記第一ローラ及び前記第二ローラの回転による前記シートの搬送動作を制御する制御デバイスと、
を備え、
前記制御デバイスは、
前記第一駆動デバイスによる回転駆動時に前記第一ローラに作用する反力R1を推定する第一推定ユニットと、
前記第二駆動デバイスによる回転駆動時に前記第二ローラに作用する反力R2を推定する第二推定ユニットと、
前記第一計測デバイスより計測された前記回転速度Z1と前記第二計測デバイスにより計測された前記回転速度Z2との和(Z1+Z2)に対応する前記シートの速度(Z1+Z2)/2と、目標速度との偏差に応じた操作量U1を算出する第一演算ユニットと、
前記第一推定ユニットにより推定された反力R1と前記第二推定ユニットにより推定された反力R2との差(R1−R2)に対応する前記シートの張力(R1−R2)/2と、目標張力との偏差に応じた操作量U2を算出する第二演算ユニットと、
前記操作量U1と前記操作量U2との和(U1+U2)に応じた制御信号を前記第一駆動デバイスに入力する第一駆動制御ユニットと、
前記操作量U1と前記操作量U2との差(U1−U2)に応じた制御信号を前記第二駆動デバイスに入力する第二駆動制御ユニットと、
を備えることを特徴とする画像形成システム。 - シートの搬送経路に沿って互いに離れて配置された第一ローラ及び第二ローラの回転により前記シートの搬送動作を実現する搬送機構において、前記第一ローラを回転駆動する第一駆動デバイス及び前記第二ローラを回転駆動する第二駆動デバイスを、制御することにより、前記シートの搬送動作を制御する制御デバイスであって、
前記第一駆動デバイスによる回転駆動時に前記第一ローラに作用する反力R1を推定す
る第一推定ユニットと、
前記第二駆動デバイスによる回転駆動時に前記第二ローラに作用する反力R2を推定する第二推定ユニットと、
計測デバイスにより計測された前記第一ローラの回転運動に関する状態量Z1及び前記第二ローラの回転運動に関する状態量Z2を用いて、前記状態量Z1及び前記状態量Z2の和(Z1+Z2)に対応する前記シートの状態量(Z1+Z2)/2と、目標状態量との偏差に応じた操作量U1を算出する第一演算ユニットと、
前記第一推定ユニットにより推定された反力R1と前記第二推定ユニットにより推定された反力R2との差(R1−R2)に対応する前記シートの張力(R1−R2)/2と、目標張力との偏差に応じた操作量U2を算出する第二演算ユニットと、
前記操作量U1と前記操作量U2との和(U1+U2)に応じた制御信号を前記第一駆動デバイスに入力する第一駆動制御ユニットと、
前記操作量U1と前記操作量U2との差(U1−U2)に応じた制御信号を前記第二駆動デバイスに入力する第二駆動制御ユニットと、
を備えることを特徴とする制御デバイス。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013072750A JP5803969B2 (ja) | 2013-03-29 | 2013-03-29 | 搬送システム、画像形成システム及び制御デバイス |
| US14/069,683 US9382084B2 (en) | 2013-03-29 | 2013-11-01 | Transporting system, image forming system, and controller |
| EP13191289.1A EP2783875B1 (en) | 2013-03-29 | 2013-11-01 | Transporting system, image forming system, and controller |
| US14/230,298 US20140295189A1 (en) | 2013-03-29 | 2014-03-31 | Coverlay for high-frequency circuit substrate |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013072750A JP5803969B2 (ja) | 2013-03-29 | 2013-03-29 | 搬送システム、画像形成システム及び制御デバイス |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014197319A true JP2014197319A (ja) | 2014-10-16 |
| JP5803969B2 JP5803969B2 (ja) | 2015-11-04 |
Family
ID=49515261
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013072750A Active JP5803969B2 (ja) | 2013-03-29 | 2013-03-29 | 搬送システム、画像形成システム及び制御デバイス |
Country Status (3)
| Country | Link |
|---|---|
| US (2) | US9382084B2 (ja) |
| EP (1) | EP2783875B1 (ja) |
| JP (1) | JP5803969B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9039004B2 (en) | 2013-08-30 | 2015-05-26 | Brother Kogyo Kabushiki Kaisha | Transport system, image forming system, and control device |
| US9382084B2 (en) | 2013-03-29 | 2016-07-05 | Brother Kogyo Kabushiki Kaisha | Transporting system, image forming system, and controller |
| WO2016152998A1 (ja) * | 2015-03-25 | 2016-09-29 | 富士フイルム株式会社 | 画像形成装置、及び画像形成方法 |
| JP2017068850A (ja) * | 2015-09-30 | 2017-04-06 | ブラザー工業株式会社 | 搬送システム、シート処理システム、及び制御デバイス |
| JP2018172202A (ja) * | 2017-03-31 | 2018-11-08 | ブラザー工業株式会社 | 搬送システム |
| JP2020087342A (ja) * | 2018-11-30 | 2020-06-04 | ブラザー工業株式会社 | 更新方法、コンピュータプログラム、及び制御システム |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6065801B2 (ja) * | 2013-09-30 | 2017-01-25 | ブラザー工業株式会社 | シート搬送装置及び画像形成システム |
| JP2015082064A (ja) * | 2013-10-24 | 2015-04-27 | キヤノン株式会社 | シート搬送装置及び画像形成装置 |
| JP6390138B2 (ja) * | 2014-03-31 | 2018-09-19 | ブラザー工業株式会社 | 制御装置 |
| JP6639775B2 (ja) * | 2014-10-21 | 2020-02-05 | 住友電工プリントサーキット株式会社 | 樹脂フィルム、プリント配線板用カバーレイ、プリント配線板用基板及びプリント配線板 |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3506526A1 (de) * | 1985-02-25 | 1986-08-28 | Akzo Gmbh, 5600 Wuppertal | Gedrucktes schaltelement mit polyimid enthaltender deckschicht |
| US4634631A (en) * | 1985-07-15 | 1987-01-06 | Rogers Corporation | Flexible circuit laminate and method of making the same |
| EP0397090B1 (en) * | 1989-05-08 | 1996-04-10 | Canon Kabushiki Kaisha | Recording apparatus |
| JP3131103B2 (ja) | 1994-11-07 | 2001-01-31 | キヤノン株式会社 | シート搬送装置 |
| JP3607528B2 (ja) | 1999-04-28 | 2005-01-05 | シャープ株式会社 | 画像形成装置 |
| JP4091020B2 (ja) | 2004-06-25 | 2008-05-28 | 日本リライアンス株式会社 | ロール制御装置 |
| JP4539872B2 (ja) * | 2005-08-02 | 2010-09-08 | セイコーエプソン株式会社 | 被記録材搬送量制御方法、被記録材搬送装置、および記録装置 |
| JP5002489B2 (ja) * | 2008-02-27 | 2012-08-15 | 株式会社リコー | 画像形成装置 |
| US8503853B2 (en) * | 2009-03-31 | 2013-08-06 | Toray Industries, Inc. | Plastic optical fiber and plastic optical fiber code |
| JP5621383B2 (ja) * | 2009-09-11 | 2014-11-12 | 株式会社リコー | 搬送装置、画像形成装置、被搬送媒体搬送方法、プログラム |
| US8616671B2 (en) | 2011-04-27 | 2013-12-31 | Eastman Kodak Company | Printing multi-channel image on web receiver |
| JP2013072749A (ja) | 2011-09-28 | 2013-04-22 | Hitachi Consumer Electronics Co Ltd | 太陽電池パネルを用いた環境情報収集装置 |
| JP5869817B2 (ja) | 2011-09-28 | 2016-02-24 | 株式会社日立ハイテクノロジーズ | 欠陥検査方法および欠陥検査装置 |
| JP5838990B2 (ja) * | 2013-03-29 | 2016-01-06 | ブラザー工業株式会社 | 搬送システム、画像形成システム及び制御デバイス |
| JP5803969B2 (ja) | 2013-03-29 | 2015-11-04 | ブラザー工業株式会社 | 搬送システム、画像形成システム及び制御デバイス |
| JP6136774B2 (ja) * | 2013-08-30 | 2017-05-31 | ブラザー工業株式会社 | 搬送システム、画像形成システム及び制御デバイス |
-
2013
- 2013-03-29 JP JP2013072750A patent/JP5803969B2/ja active Active
- 2013-11-01 EP EP13191289.1A patent/EP2783875B1/en active Active
- 2013-11-01 US US14/069,683 patent/US9382084B2/en active Active
-
2014
- 2014-03-31 US US14/230,298 patent/US20140295189A1/en not_active Abandoned
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9382084B2 (en) | 2013-03-29 | 2016-07-05 | Brother Kogyo Kabushiki Kaisha | Transporting system, image forming system, and controller |
| US9039004B2 (en) | 2013-08-30 | 2015-05-26 | Brother Kogyo Kabushiki Kaisha | Transport system, image forming system, and control device |
| WO2016152998A1 (ja) * | 2015-03-25 | 2016-09-29 | 富士フイルム株式会社 | 画像形成装置、及び画像形成方法 |
| JP2016182689A (ja) * | 2015-03-25 | 2016-10-20 | 富士フイルム株式会社 | 画像形成装置、及び画像形成方法 |
| US10207525B2 (en) | 2015-03-25 | 2019-02-19 | Fujifilm Corporation | Image forming apparatus and image forming method |
| JP2017068850A (ja) * | 2015-09-30 | 2017-04-06 | ブラザー工業株式会社 | 搬送システム、シート処理システム、及び制御デバイス |
| US9925807B2 (en) | 2015-09-30 | 2018-03-27 | Brother Kogyo Kabushiki Kaisha | Conveyance system, sheet processing system, and controller |
| JP2018172202A (ja) * | 2017-03-31 | 2018-11-08 | ブラザー工業株式会社 | 搬送システム |
| US10155403B2 (en) | 2017-03-31 | 2018-12-18 | Brother Kogyo Kabushiki Kaisha | Conveyance system |
| JP2020087342A (ja) * | 2018-11-30 | 2020-06-04 | ブラザー工業株式会社 | 更新方法、コンピュータプログラム、及び制御システム |
| US11586162B2 (en) | 2018-11-30 | 2023-02-21 | Brother Kogyo Kabushiki Kaisha | Method of updating value of parameter in estimator, storage medium storing computer program, and control system |
| JP7305950B2 (ja) | 2018-11-30 | 2023-07-11 | ブラザー工業株式会社 | 更新方法、コンピュータプログラム、及び制御システム |
Also Published As
| Publication number | Publication date |
|---|---|
| US9382084B2 (en) | 2016-07-05 |
| US20140291926A1 (en) | 2014-10-02 |
| JP5803969B2 (ja) | 2015-11-04 |
| US20140295189A1 (en) | 2014-10-02 |
| EP2783875A1 (en) | 2014-10-01 |
| EP2783875B1 (en) | 2020-01-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5803969B2 (ja) | 搬送システム、画像形成システム及び制御デバイス | |
| JP5838990B2 (ja) | 搬送システム、画像形成システム及び制御デバイス | |
| CN102457219B (zh) | 电机控制装置 | |
| JP5488516B2 (ja) | モータ制御装置及び画像形成装置 | |
| US9056503B2 (en) | Recording apparatus | |
| JP6136774B2 (ja) | 搬送システム、画像形成システム及び制御デバイス | |
| JP5891929B2 (ja) | 搬送装置 | |
| EP3212425A1 (en) | Printer and method | |
| JP2013066300A (ja) | モータ制御装置及び画像形成装置 | |
| JP6065801B2 (ja) | シート搬送装置及び画像形成システム | |
| JP6702124B2 (ja) | 搬送システム、シート処理システム、及び制御デバイス | |
| JP6045263B2 (ja) | 記録装置及び制御方法 | |
| JP5834730B2 (ja) | モータ制御装置及び画像形成システム | |
| JP6922346B2 (ja) | 搬送システム | |
| JP2013193307A (ja) | 印刷装置、ロール体の径の測定方法及び印刷方法 | |
| JP6213108B2 (ja) | シート搬送装置及び画像形成システム | |
| JP5963492B2 (ja) | 搬送装置及び記録装置 | |
| JP2007216476A (ja) | 記録装置及び搬送制御方法 | |
| JP2011093318A (ja) | 搬送装置及び該装置を備えた記録装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150708 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150804 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150817 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5803969 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |