JP2014180831A - 印刷機および印刷方法 - Google Patents
印刷機および印刷方法 Download PDFInfo
- Publication number
- JP2014180831A JP2014180831A JP2013057699A JP2013057699A JP2014180831A JP 2014180831 A JP2014180831 A JP 2014180831A JP 2013057699 A JP2013057699 A JP 2013057699A JP 2013057699 A JP2013057699 A JP 2013057699A JP 2014180831 A JP2014180831 A JP 2014180831A
- Authority
- JP
- Japan
- Prior art keywords
- web
- conveyance speed
- printing
- unit
- acceleration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Printing Methods (AREA)
Abstract
【解決手段】印刷機は、ウェブWを連続的に搬送するための駆動部80、81、82、84と、駆動部の制御を行う制御部90とを備えている。制御部90は、ウェブWの搬送速度を上昇させる際に、ウェブWの搬送速度が上昇し始めるときのウェブWの加速度を時間で微分したときの値の絶対値が、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度を時間で微分したときの値の絶対値よりも大きくなるように、ウェブWの加速度を調整する。
【選択図】図1
Description
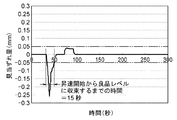
ウェブWの搬送速度が上昇し始めるときのウェブWの加速度を時間で微分したときの値の絶対値(以下、a1とする)が、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度を時間で微分したときの値の絶対値(以下、a2とする)よりも大きくなるように、ウェブWの加速度を調整した。このような実施例1では、ウェブWの搬送速度を上昇させ始めるときには、ウェブWの加速度が上昇し、その後、ウェブWの加速度は一定の大きさ(1m/s2)に維持されるようにした。そして、ウェブWの搬送速度が上昇し終わるときには、ウェブWの加速度を低下させた。ここで、実施例1では、ウェブWの搬送速度が上昇し始めるときのウェブWの加速度が上昇する時間は例えば5秒であり、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度が低下する時間は例えば20秒であった。すなわち、ウェブWの搬送速度が上昇し始めるときのウェブWの加速度を時間で微分したときの値の絶対値は0.2であるのに対し、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度を時間で微分したときの値の絶対値は0.05であり、前者の値が後者の値よりも大きくなった。
ウェブWの搬送速度が上昇し始めるときのウェブWの加速度を時間で微分したときの値の絶対値(a1)が、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度を時間で微分したときの値の絶対値(a2)と同じ大きさとなるように、ウェブWの加速度を調整した。このような比較例1では、ウェブWの搬送速度を上昇させ始めるときには、ウェブWの加速度が上昇し、その後、ウェブWの加速度は一定の大きさ(1m/s2)に維持されるようにした。そして、ウェブWの搬送速度が上昇し終わるときには、ウェブWの加速度を低下させた。ここで、比較例1では、ウェブWの搬送速度が上昇し始めるときのウェブWの加速度が上昇する時間は例えば5秒であり、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度が低下する時間も例えば5秒であった。すなわち、ウェブWの搬送速度が上昇し始めるときのウェブWの加速度を時間で微分したときの値の絶対値、およびウェブWの搬送速度が上昇し終わるときのウェブWの加速度を時間で微分したときの値の絶対値はそれぞれ0.2であり、両者の値は同じ大きさであった。
ウェブWの搬送速度が上昇し始めるときのウェブWの加速度を時間で微分したときの値の絶対値(a1)が、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度を時間で微分したときの値の絶対値(a2)よりも小さくなるように、ウェブWの加速度を調整した。このような比較例2では、ウェブWの搬送速度を上昇させ始めるときには、ウェブWの加速度が上昇し、その後、ウェブWの加速度は一定の大きさ(1m/s2)に維持されるようにした。そして、ウェブWの搬送速度が上昇し終わるときには、ウェブWの加速度を低下させた。ここで、比較例2では、ウェブWの搬送速度が上昇し始めるときのウェブWの加速度が上昇する時間は例えば20秒であり、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度が低下する時間は例えば5秒であった。すなわち、ウェブWの搬送速度が上昇し始めるときのウェブWの加速度を時間で微分したときの値の絶対値は0.05であるのに対し、ウェブWの搬送速度が上昇し終わるときのウェブWの加速度を時間で微分したときの値の絶対値は0.2であり、後者の値が前者の値よりも大きくなった。
11、12 ウェブロール
20 インフィード部
30 印刷ユニット
32 版胴
34 ブランケット胴
40 乾燥部
50 冷却部
60 ウェブパス部
62 コンペンセータローラ
64 コンペンモータ
70 折機
71 三角板
73 ニッピングローラ
74 鋸胴
75 折胴
80、81、82、84 駆動モータ
88 センサ
90 制御部
92 記憶部
W ウェブ
Claims (4)
- 連続的に搬送される帯状のウェブに対して印刷を行う印刷機であって、
ウェブを連続的に搬送するための駆動部と、
前記駆動部により連続的に搬送されるウェブに対して印刷を行う印刷部と、
前記駆動部の制御を行う制御部であって、ウェブの搬送速度を上昇させる際に、ウェブの搬送速度が上昇し始めるときのウェブの加速度を時間で微分したときの値の絶対値が、ウェブの搬送速度が上昇し終わるときのウェブの加速度を時間で微分したときの値の絶対値よりも大きくなるように、ウェブの加速度を調整する制御部と、
を備えた、印刷機。 - 前記印刷部により印刷が行われたウェブを、印刷された絵柄を単位とした大きさに断裁する断裁部と、
前記断裁部によるウェブの断裁位置を調整する断裁位置調整部と、
ウェブの搬送速度と前記断裁部によるウェブの断裁位置のずれ量との関係を記憶する記憶部と、
を更に備え、
前記制御部は、ウェブの搬送速度を上昇させる際に、前記記憶部に記憶された、ウェブの搬送速度と前記断裁部によるウェブの断裁位置のずれ量との関係に基づいて、前記断裁部によるウェブの断裁位置を調整するよう前記断裁位置調整部のフィードフォワード制御を行う、請求項1記載の印刷機。 - 連続的に搬送される帯状のウェブに対して印刷を行う印刷方法であって、
ウェブを連続的に搬送する工程と、
搬送されるウェブに対して印刷を行う工程と、
を備え、
ウェブの搬送速度を上昇させる際に、ウェブの搬送速度が上昇し始めるときのウェブの加速度を時間で微分したときの値の絶対値が、ウェブの搬送速度が上昇し終わるときのウェブの加速度を時間で微分したときの値の絶対値よりも大きくなるように、ウェブの加速度を調整する、印刷方法。 - 印刷が行われたウェブを、印刷された絵柄を単位とした大きさに断裁する工程を更に備え、
ウェブの搬送速度とウェブの断裁位置のずれ量との関係を記憶部に予め記憶させておき、
ウェブの搬送速度を上昇させる際に、前記記憶部に記憶された、ウェブの搬送速度とウェブの断裁位置のずれ量との関係に基づいて、フィードフォワード制御でウェブの断裁位置を調整する、請求項3記載の印刷方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013057699A JP6135994B2 (ja) | 2013-03-21 | 2013-03-21 | 印刷機および印刷方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013057699A JP6135994B2 (ja) | 2013-03-21 | 2013-03-21 | 印刷機および印刷方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014180831A true JP2014180831A (ja) | 2014-09-29 |
| JP6135994B2 JP6135994B2 (ja) | 2017-05-31 |
Family
ID=51699979
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013057699A Expired - Fee Related JP6135994B2 (ja) | 2013-03-21 | 2013-03-21 | 印刷機および印刷方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6135994B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000301700A (ja) * | 1999-04-16 | 2000-10-31 | Mitsubishi Heavy Ind Ltd | 見当修正方法及び印刷機 |
| JP2003291309A (ja) * | 2002-03-29 | 2003-10-14 | Mitsubishi Heavy Ind Ltd | 輪転印刷機の断裁見当制御方法及び輪転印刷機 |
| JP2005178376A (ja) * | 2003-12-18 | 2005-07-07 | Man Roland Druckmas Ag | 印刷機の構成部材を位置調整するための方法及び装置 |
| JP2006321213A (ja) * | 2005-04-19 | 2006-11-30 | Mitsubishi Heavy Ind Ltd | オフセット輪転印刷機における見当制御方法及びオフセット輪転印刷機 |
-
2013
- 2013-03-21 JP JP2013057699A patent/JP6135994B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000301700A (ja) * | 1999-04-16 | 2000-10-31 | Mitsubishi Heavy Ind Ltd | 見当修正方法及び印刷機 |
| JP2003291309A (ja) * | 2002-03-29 | 2003-10-14 | Mitsubishi Heavy Ind Ltd | 輪転印刷機の断裁見当制御方法及び輪転印刷機 |
| JP2005178376A (ja) * | 2003-12-18 | 2005-07-07 | Man Roland Druckmas Ag | 印刷機の構成部材を位置調整するための方法及び装置 |
| JP2006321213A (ja) * | 2005-04-19 | 2006-11-30 | Mitsubishi Heavy Ind Ltd | オフセット輪転印刷機における見当制御方法及びオフセット輪転印刷機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6135994B2 (ja) | 2017-05-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8027747B2 (en) | Method for register correction of a processing machine, and a processing machine | |
| WO2010150849A1 (ja) | 幅見当修正装置、印刷機および幅見当修正方法 | |
| JP6719253B2 (ja) | 搬送装置 | |
| JP2017109872A (ja) | 搬送装置及びそれを備えた印刷装置 | |
| JP6019768B2 (ja) | ウェブ搬送装置、印刷装置及び張力制御方法 | |
| JP5859675B2 (ja) | 長尺帯状体の印刷方法と印刷装置 | |
| JP2004123247A (ja) | 多層逐次塗布装置のウエブ搬送制御方法 | |
| JP6135994B2 (ja) | 印刷機および印刷方法 | |
| JP2011148171A (ja) | ウェブの乾燥装置及び方法並びに印刷機 | |
| JP2007118251A (ja) | 輪転印刷機およびその制御方法 | |
| JP5918917B1 (ja) | オフセット輪転印刷機及びオフセット輪転印刷機の印刷制御方法 | |
| JP6951984B2 (ja) | ローラの隙間調整システム | |
| JP2008105279A (ja) | 見当調整方法および印刷機 | |
| JP4523759B2 (ja) | 印刷部数管理方法及び印刷部数管理装置 | |
| JP4131696B2 (ja) | 印刷機の運転方法及びオフセット輪転印刷機 | |
| WO2019188243A1 (ja) | 画像形成装置 | |
| JP5009587B2 (ja) | 断裁位置見当調整方法および印刷機 | |
| JP2016068384A (ja) | 印刷機および印刷方法 | |
| JP2009208881A (ja) | 折機及び輪転印刷機 | |
| JP2001334695A (ja) | 熱転写プリンタ | |
| JP6128372B2 (ja) | 印刷機および印刷方法 | |
| JP5891677B2 (ja) | オフセット印刷機および印刷方法 | |
| JP2011201138A (ja) | グラビア印刷機およびその制御方法 | |
| JP2005305752A (ja) | オフセット輪転印刷機及び傾斜角設定方法 | |
| JP2019142027A (ja) | 印刷システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161004 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170331 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170413 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6135994 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |