JP2014162176A - ガスバリア性積層フィルム - Google Patents
ガスバリア性積層フィルム Download PDFInfo
- Publication number
- JP2014162176A JP2014162176A JP2013036922A JP2013036922A JP2014162176A JP 2014162176 A JP2014162176 A JP 2014162176A JP 2013036922 A JP2013036922 A JP 2013036922A JP 2013036922 A JP2013036922 A JP 2013036922A JP 2014162176 A JP2014162176 A JP 2014162176A
- Authority
- JP
- Japan
- Prior art keywords
- gas barrier
- layer
- organic layer
- thickness
- film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
【課題】食品、日用品、医薬品などの包装分野や電子機器関連部材などの分野において、包装材料としての通常の加工を施してもガスバリア性が劣化しない、特に高いガスバリア性が必要とされる場合に好適に用いることができる透明なガスバリア性積層フィルムを提供する。
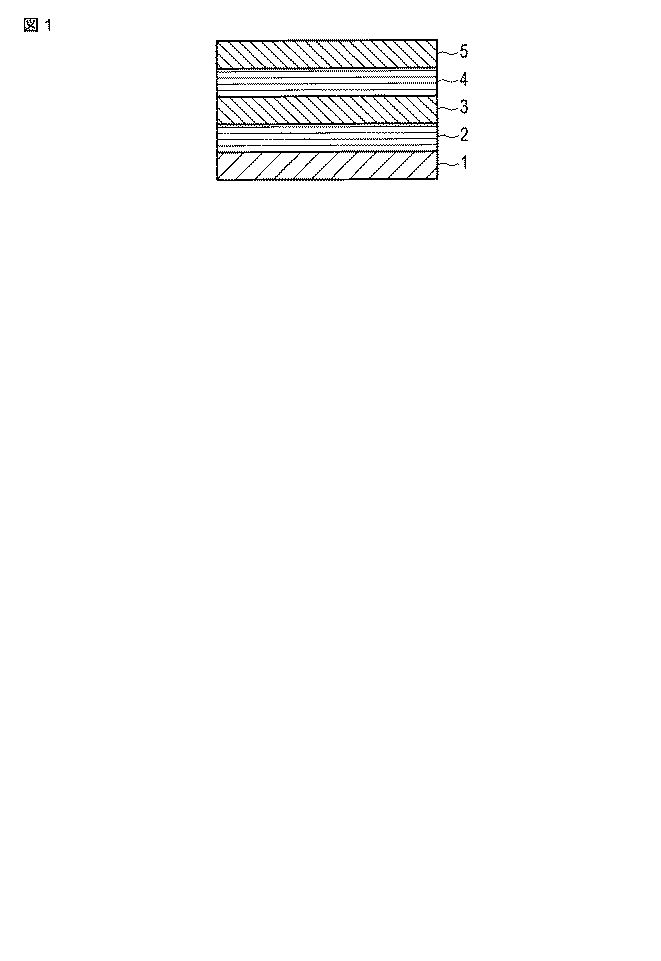
【解決手段】透明なプラスチックフィルムからなる基材層1の片面に、第1の有機層2と、第1のガスバリア層3、更に第1のガスバリア層3上に第2の有機層4と、第2のガスバリア層5とが順次形成されたガスバリア性積層フィルムにおいて、前記第1の有機層2のガラス転移点が70℃以上120℃以下であり、前記第2の有機層4のガラス転移点が50℃以上120℃以下であることを特徴とする。
【選択図】図1
【解決手段】透明なプラスチックフィルムからなる基材層1の片面に、第1の有機層2と、第1のガスバリア層3、更に第1のガスバリア層3上に第2の有機層4と、第2のガスバリア層5とが順次形成されたガスバリア性積層フィルムにおいて、前記第1の有機層2のガラス転移点が70℃以上120℃以下であり、前記第2の有機層4のガラス転移点が50℃以上120℃以下であることを特徴とする。
【選択図】図1
Description
本発明は、食品、日用品、医薬品などの包装分野、および電子機器関連部材などの分野において、特に高いガスバリア性が必要とされる場合に、好適に用いられる透明なガスバリア性積層フィルムに関するものである。
食品、日用品、医薬品などの包装に用いられる包装材料や電子機器関連部材などに用いられる包装材料は、収容物の変質を抑制して、その機能や性質を包装中においても保持できるようにするため、包装材料を透過する酸素、水蒸気など、収容物を変質させる気体による影響を防止する必要があり、これらの気体を遮断するガスバリア性を備えていることが求められている。
通常のガスバリア性を有する包装材料としては、比較的ガスバリア性に優れている塩化ビニリデン樹脂フィルムまたは塩化ビニリデン樹脂をコーティングしたフィルムなどがよく用いられてきたが、これらの包装材料は、高度なガスバリア性が要求される包装に用いることはできない。従って高度なガスバリア性が要求される場合には、アルミニウムなどの金属箔をガスバリア層として積層した包装材料を用いざるを得なかった。アルミニウムなどの金属箔を積層した包装材料は、温度や湿度の影響が殆どなく、高度なガスバリア性を有している。
しかし、こうした包装材料では、
(1)それを透視して収容物を確認することができない。
(2)使用後に不燃物として廃棄処理しなければならない。
(3)収容物の検査に金属探知器が使用できない。
などの多くの欠点を有していた。
(1)それを透視して収容物を確認することができない。
(2)使用後に不燃物として廃棄処理しなければならない。
(3)収容物の検査に金属探知器が使用できない。
などの多くの欠点を有していた。
これらの欠点を克服した包装材料として、従来、透明なプラスチックフィルムからなる基材層に、透明な酸化珪素、酸化アルミニウム、酸化マグネシウムなどの無機酸化物の蒸着薄膜層をガスバリア層とし、その上に適宜のガスバリア性被膜層とを積層してなる積層フィルムが知られている(例えば、特許文献1参照。)。
近年、地球温暖化問題に対する関心が高まるなか、太陽電池市場が急速に拡大している。太陽電池の構造としては、太陽電池素子単体をそのままの状態で使用することはなく、一般的に数枚から数十枚の素子を直列、並列に配線し、素子を長期間保護するためにパッケージが行なわれ、ユニット化されている。このパッケージに組み込まれたユニットを太陽電池モジュールと呼び、一般的に太陽光が当たる面をガラスで覆い、熱可塑性プラスチックからなる充填材で隙間を埋め、裏面を耐熱、耐候性プラスチック材料などからなるシートで保護された構成になっている。
また、この太陽電池モジュールをフレキシブル化させるべく開発も行なわれており、これを達成するためには太陽光が当たる表面のガラス基板もプラスチック材料などからなるシートに置き換える必要がある。太陽電池モジュールは屋外で利用されるため、太陽電池表面保護シートには透明性の他、十分な耐久性や耐候性が要求される。表面保護シートの耐久性を評価する手法として、加速試験が挙げられる。加速試験とは、太陽電池モジュールが屋外で高温・高湿度に長期間曝されたときの、表面保護シートの性質の変化を短時間で評価するための手法で、プレッシャークッカー試験(PCT)などが知られている。
また近年、次世代のFPD(Flat Panel Display)として期待される電子ペーパー、有機ELなどの開発が進むなかで、これらFPDのフレキシブル化を達成するため、ガラス基板をプラスチックフィルムに置き換えたいという要求が高まっている。
ガラス基板は環境由来の酸素や水蒸気による内部素子の劣化を抑制するため必要とされるガスバリア性が備わっている。しかし、上述した包装材料用のガスバリアフィルムはそのバリアレベルには達しておらず、プラスチックフィルムが適用され得る電子ペーパー、有機ELなどでは、食品包材用バリアフィルムの100倍から1万倍のガスバリア性が必要とも言われている。
このような高いガスバリア性を有するプラスチックフィルムを実現するために、電子ビーム蒸着や誘導加熱蒸着を用いた反応性蒸着法、スパッタリング法、プラズマ化学蒸着(CVD)法などのドライコーティング法により成膜された無機酸化物薄膜は、高いガスバリア性の発現が期待できるものとして検討されている。
しかしながら、上記ドライコーティング法を用いたとしても、高いガスバリア性を目指すために緻密な膜を得ようとすると、高温プロセスが必要であったり、緻密であるために膜中の応力が大きくなる傾向がある。そのため、プラスチックフィルムの使用可能な温度範囲では緻密な膜を得ることが困難であったり、プラスチックフィルムと無機酸化物薄膜との熱膨張係数の差が大きいため密着不良やクラックが発生したりする問題が生じ、高いガスバリア性の発現は容易ではない。
その中で、有機シラン化合物を用いたプラズマCVD法による酸化珪素薄膜は、高いガスバリア性を発現するバリア層として検討されており、食品包装分野では実用化されている。また、従来、炭素濃度および酸化珪素薄膜の組成を制御することで、密着性と透明性を改善する透明バリア性フィルムが考えられている(例えば、特許文献2参照。)。しかし、この透明バリア性フィルムは、水蒸気バリア性が若干劣るという問題があり、高いガスバリア性を必要とする電子ペーパーやLCD、有機ELなどのFPD向けとしては、ガスバリア性が不十分である。
上記特許文献1に記載された積層フィルムは、印刷、ラミネート、製袋などの、包装材料としての通常の加工を施したときに、水蒸気透過度などのガスバリア性が劣化してしまうという欠点がある。
本発明は上記の課題を解決するためになされたもので、その目的は、食品、日用品、医薬品などの包装分野や電子機器関連部材などの分野において、包装材料としての通常の加工を施してもガスバリア性が劣化しない、特に高いガスバリア性が必要とされる場合に好適に用いることができる透明なガスバリア性積層フィルムを提供することにある。特に、上述した太陽電池モジュールの表面保護シート、電子ペーパーやLCD、有機ELなどのFPD向けとして、耐久性およびガスバリア性が不十分である問題を解決するものであり、水蒸気バリア性および耐久性に優れた透明なガスバリア性積層フィルムを提供することにある。
上記の課題を解決するための手段として、請求項1に記載の発明においては、透明なプラスチックフィルムからなる基材層の片面に、第1の有機層と、第1のガスバリア層、更にガスバリア層上に第2の有機層と第2のガスバリア層とを順次形成することにより、単層のガスバリア層における微小な欠陥を補完し、上述した太陽電池モジュールの表面保護シートやFPD用途にも適合し得る高度なガスバリア性を有するガスバリア性積層フィルムを得たものである。
請求項1に記載の発明は、透明なプラスチックフィルムからなる基材層の片面に、第1の有機層と、第1のガスバリア層、更に前記第1のガスバリア層上に第2の有機層と、第2のガスバリア層とが順次形成されたガスバリア性積層フィルムにおいて、前記第1の有機層のガラス転移点が70℃以上120℃以下であり、前記第2の有機層のガラス転移点が50℃以上120℃以下であることを特徴とするガスバリア性積層フィルムである。
請求項2に記載の発明は、前記第1の有機層の厚さが50nm以上500nmであり、前記第2の有機層の厚さが50nm以上300nm以下であることを特徴とする請求項1に記載のガスバリア性積層フィルムである。
請求項3に記載の発明は、前記第1のガスバリア層および第2のガスバリア層が、酸化珪素または酸化アルミニウムまたは酸化チタニウムまたはそれらの複合物からなることを特徴とする請求項1または2に記載のガスバリア性積層フィルムである。
請求項4に記載の発明は、前記第1のガスバリア層の厚みが5nm以上200nmであり、前記第2のガスバリア層の厚みが5nm以上100nmであることを特徴とする請求項1〜3のいずれか1項に記載のガスバリア性積層フィルムである。
請求項5に記載の発明は、前記第1の有機層および第2の有機層が、ポリウレタン樹脂またはポリエステル樹脂またはアクリル系樹脂またはそれらの複合物からなり、ウェットコーティングで形成されることを特徴とする請求項1〜4のいずれか1項に記載のガスバリア性積層フィルムである。
本発明によれば、食品、日用品、医薬品などの包装分野や、電子機器関連部材などの分野において、包装材料としての通常の加工を施してもガスバリア性が劣化せず、また包装材料を透視して収容物を確認することができ、また、太陽電池やFPD向けとして特に高いガスバリア性が必要とされる場合に好適に用いることができる透明なガスバリア性積層フィルムを提供することができる。
以下、本発明のガスバリア性積層フィルムを実施するための最良の形態を、図面に沿って説明する。図1は、本発明のガスバリア性積層フィルムの一例を示す概略断面図である。基材層1上に、第1の有機層2と、第1のガスバリア層3と、第2の有機層4と、第2のガスバリア層5と、が順次積層されている。本発明のガスバリア性積層フィルムにおいて、基材層1は透明なプラスチックフィルムからなっている。透明なプラスチックフィルムとしては、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンナフタレート(PEN)などのポリエステルフィルム、ポリエチレン、ポリプロピレンなどのポリオレフィンフィルム、ポリエーテルスルフォン(PES)、ポリスチレンフィルム、ポリアミドフィルム、ポリ塩化ビニルフィルム、ポリカーボネートフィルム、ポリアクリルニトリルフィルム、ポリイミドフィルム、ポリ乳酸などの生分解性プラスチックフィルム、などが用いられる。
これらの透明なプラスチックフィルムは、延伸、未延伸のどちらでもよいが、機械的強度や寸法安定性などが優れたものが好ましい。特に、耐熱性や寸法安定性などの面から、包装材料には二軸方向に延伸したポリエチレンテレフタレートが好ましく用いられており、更に高度な耐熱性や寸法安定性が求められるLCDや有機ELなどのFPD向けにはポリエチレンナフタレートやポリエーテルスルフォン、ポリカーボネートなどが好ましく用いられている。また、透明なプラスチックフィルムは、帯電防止剤、紫外線防止剤、可塑剤、滑剤等などの添加剤を含有してもよい。更に、透明なプラスチックフィルムにおいて、他の層を積層する側の表面には、密着性をよくするために、コロナ処理、低温プラズマ処理、イオンボンバード処理、薬品処理、溶剤処理などを施してもよい。
これらの透明なプラスチックフィルムからなる基材層1の厚さは、特に制限を受けるものではないが、包装材料としての適性や他の層を積層する場合の加工適性などを考慮すると、実用的には3μm以上200μm以下の範囲、特に6μm以上30μm以下の範囲であることが好ましく、太陽電池、電子ペーパーや有機ELなどのFPD向けとしては、加工適正などを考慮すると、実用的には25μm以上200μm以下の範囲であることが好ましい。
本発明のガスバリア性積層フィルムにおいて、第1の有機層2は基材層1上に形成されるものであり、基材層1の表面を平滑化することにより、第1の有機層2上に形成する第1のガスバリア層3が優れたガスバリア性を発現するものである。また第2の有機層4は第1のガスバリア層3上に形成されるものであり、ガスバリア層3の表面を平滑化し更に微小な欠陥を補完することにより、有機層4上に形成する第2のガスバリア層5が優れたガスバリア性を発現するものである。
プラスチックフィルム上に、有機層とガスバリア層を複数積層した場合、積層加工中の熱や応力により、有機層やガスバリア層にクラックが生じ、ガスバリア性やガスバリアフィルムの透明性が低下するという問題が生じる恐れがある。
ガラス転移点(Tg)が小さい有機層上にガスバリア層を形成した場合、積層加工中の熱や応力により有機層が変形し平滑性が失われ、均一なガスバリア層が形成できないため、優れたガスバリア性が発現しない。またガラス転移点(Tg)が大きい有機層上にガスバリア層を形成した場合、積層加工中の熱や応力によりクラックが発生しやすく、ガスバリア層との密着が悪くなるためにガスバリア性が低下する。基材層1の表面を平滑化し、第1のガスバリア層3を加工する際の熱や応力によるクラックを抑制する効果を最大限に得るために、第1の有機層2のガラス転移点(Tg)は70℃以上120℃以下であることが好ましい。また、第1のガスバリア層3の表面を平滑化し、第2のガスバリア層5を加工する際の熱や応力によるクラックを抑制する効果を最大限に得るために、第2の有機層4のガラス転移点(Tg)は50℃以上120℃以下であることが好ましい。第1の有機層2および第2の有機層4のガラス転移点(Tg)を上記の範囲に調整するため、Tgが高い樹脂と低い樹脂を混合したり、フィラーなどの添加物を用いたり、後述する樹脂主剤と樹脂硬化剤の配合比を調整する、あるいは反応性官能基を多く持つ樹脂主剤を用いることが有効である。上述のガラス転移点(Tg)は、例えば示差走査熱量測定装置(DSC)や熱機械分析装置(TMA)を用いて測定することができる。
第1の有機層2の膜厚は、50nm以上500nm以下であることが好ましい。膜厚が50nm未満であると、均一な膜形成が困難であり、基材層1の表面を十分に平滑化できないため、後に形成する第1のガスバリア層3のガスバリア性や密着性が低下する恐れがある。また500nmを超えるとガスバリア性積層フィルムの光学特性を制御することが困難となる他、第1の有機層2の硬化収縮などにより、ガスバリア性積層フィルムが屈曲する可能性がある。
第2の有機層4の膜厚は、50nm以上300nm以下であることが好ましい。膜厚が50nm未満であると、均一な膜形成が困難であり、第1のガスバリア層3の表面を十分に平滑化できないため、後に形成する第2のガスバリア層5のガスバリア性や密着性が低下する恐れがある。また300nmを超えるとガスバリア性積層フィルムの光学特性を制御することが困難となる他、第2の有機層4の硬化収縮などにより、下層である第1のガスバリア層3にクラックや剥離が生じる可能性がある。
第1の有機層2または第2の有機層4には、ポリウレタン樹脂またはポリエステル樹脂またはアクリル系樹脂またはそれらの複合物を用いると、基材層またはガスバリア層との密着が良好で、高い光学特性の膜を得ることができる。また形成方法としては主剤である樹脂および硬化剤を適宜溶媒に分散し、ウェットコーティング法で有機層のコーティング膜を形成する方法が経済的である。主剤と硬化剤を溶媒に分散させる際に、シランカップリング剤などの添加物を加えても構わない。ウェットコーティング法としては周知のコーティング方法、例えばディッピング法、ロールコート法、グラビアコート法、エアナイフコート法、コンマコート法などを用いることができ、基材層1または第1のガスバリア層3の表面にコーティングし、その後溶媒などを除去し、コーティング膜を乾燥・硬化させることで第1の有機層2または第2の有機層4を形成することができる。
本発明のガスバリア性積層フィルムにおいて、第1のガスバリア層および第2のガスバリア層は、光学特性やガスバリア性、耐久性が良好な酸化珪素または酸化アルミニウムまたは酸化チタニウムまたはそれらの複合物で形成されることが好ましい。
第1のガスバリア層3の膜厚は、5nm以上200nm以下であることが好ましい。膜厚が5nm未満であるとガスバリア材としての機能を十分に果たすことができず、また200nmを超えるとガスバリア性積層フィルムの光学特性を制御することが困難となる他、積層加工中の熱や応力により、下層である第1の有機層2との密着が悪化する可能性がある。
第2のガスバリア層5の膜厚は、5nm以上100nm以下であることが好ましい。膜厚が5nm未満であると、ガスバリア性積層フィルムとして高いバリア性を発現させることができず、また100nmを超えるとガスバリア積層フィルムの光学特性を制御することが困難となる他、積層加工中の熱や応力により下層である第2の有機層4、第1のガスバリア層3、第1の有機層2にクラックが生じたり、層間剥離する可能性がある。
第1のガスバリア層3および第2のガスバリア層5の形成方法は特に限定されるものではないが、最低限の膜厚でガスバリア性を発現し、良好な光学特性を得るためにはプラズマ化学蒸着(CVD)法などが好ましく、巻取り式の真空成膜装置を用いると大面積に連続してガスバリア層を形成することができる。
以下、本発明に係るガスバリア性積層フィルムについて、実施例および比較例により更に説明するが、本発明は下記例に制限されるものではない。
以下、本発明を実施例および比較例により更に説明するが、本発明は下記例に制限されるものではない。
<実施例1>
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に、アクリルポリオール(140KOHmg/g)とヘキサメチレンジイソシアネートを1当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ100nmの第1の有機層2を形成した。このとき、有機層2のガラス転移点(Tg)は80℃であった。続いて第1の有機層2上にプラズマCVD法を用い、ヘキサメチルジシロキサン(HMDSO)/酸素=10/100sccmの混合ガスを電極間に導入し、電力を0.5kW印加してプラズマ化し、SiOx(x=1.8)で表される厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に第1のガスバリア層3と同様にして厚さ30nmの第2のガスバリア層5を形成した。こうして、実施例1のガスバリア性積層フィルムを作製した。
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に、アクリルポリオール(140KOHmg/g)とヘキサメチレンジイソシアネートを1当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ100nmの第1の有機層2を形成した。このとき、有機層2のガラス転移点(Tg)は80℃であった。続いて第1の有機層2上にプラズマCVD法を用い、ヘキサメチルジシロキサン(HMDSO)/酸素=10/100sccmの混合ガスを電極間に導入し、電力を0.5kW印加してプラズマ化し、SiOx(x=1.8)で表される厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に第1のガスバリア層3と同様にして厚さ30nmの第2のガスバリア層5を形成した。こうして、実施例1のガスバリア性積層フィルムを作製した。
なお、第1の有機層2および第2の有機層4のガラス転移点(Tg)は、日立ハイテクサイエンス製EXSTAR TMA/SS6100を用い、基材層であるポリエチレンテレフタレートのTgを測定した後、基材層上に有機層を塗布したサンプルのTgを測定し、基材層のTgを差し引くことで有機層のTgを算出した。測定プローブは引張を用い、昇温速度は5℃/minとした。
<実施例2>
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に、アクリルポリオール(140KOHmg/g)とヘキサメチレンジイソシアネートを1当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ250nmの第1の有機層2を形成した。続いて有機層2上に、実施例1と同様にして厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ250nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして厚さ30nmの第2のガスバリア層5を形成した。こうして、実施例2のガスバリア性積層フィルムを作製した。
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に、アクリルポリオール(140KOHmg/g)とヘキサメチレンジイソシアネートを1当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ250nmの第1の有機層2を形成した。続いて有機層2上に、実施例1と同様にして厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ250nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして厚さ30nmの第2のガスバリア層5を形成した。こうして、実施例2のガスバリア性積層フィルムを作製した。
<実施例3>
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に、実施例1と同様にして厚さ100nmの第1の有機層2を形成した。続いて有機層2上に実施例1と同様にして厚さ100nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして厚さ100nmの第2のガスバリア層5を形成した。こうして、実施例3のガスバリア性積層フィルムを作製した。
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に、実施例1と同様にして厚さ100nmの第1の有機層2を形成した。続いて有機層2上に実施例1と同様にして厚さ100nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして厚さ100nmの第2のガスバリア層5を形成した。こうして、実施例3のガスバリア性積層フィルムを作製した。
<比較例1>
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上にアクリルポリオール(30KOHmg/g)とヘキサメチレンジイソシアネートを0.4当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ100nmの第1の有機層2を形成した。このとき、有機層2のガラス転移点(Tg)は50℃であった。続いて第1の有機層2上に実施例1と同様にして、厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ30nmの第2のガスバリア層5を積層した。こうして、比較例1のガスバリア性積層フィルムを作製した。
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上にアクリルポリオール(30KOHmg/g)とヘキサメチレンジイソシアネートを0.4当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ100nmの第1の有機層2を形成した。このとき、有機層2のガラス転移点(Tg)は50℃であった。続いて第1の有機層2上に実施例1と同様にして、厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ30nmの第2のガスバリア層5を積層した。こうして、比較例1のガスバリア性積層フィルムを作製した。
<比較例2>
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上にアクリルポリオール(200KOHmg/g)とヘキサメチレンジイソシアネートを2当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ100nmの第1の有機層2を形成した。このとき、有機層2のガラス転移点(Tg)は150℃であった。続いて第1の有機層2上に実施例1と同様にして、厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ30nmの第2のガスバリア層5を積層した。こうして、比較例2のガスバリア性積層フィルムを作製した。
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上にアクリルポリオール(200KOHmg/g)とヘキサメチレンジイソシアネートを2当量になるように混合した液をグラビアコート法によりコーティングし、乾燥・硬化させ厚さ100nmの第1の有機層2を形成した。このとき、有機層2のガラス転移点(Tg)は150℃であった。続いて第1の有機層2上に実施例1と同様にして、厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ30nmの第2のガスバリア層5を積層した。こうして、比較例2のガスバリア性積層フィルムを作製した。
<比較例3>
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に実施例1と同様にして厚さ800nmの第1の有機層2を形成した。続いて有機層2上に実施例1と同様にして、厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ500nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ30nmの第2のガスバリア層5を積層した。こうして、比較例3のガスバリア性積層フィルムを作製した。
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に実施例1と同様にして厚さ800nmの第1の有機層2を形成した。続いて有機層2上に実施例1と同様にして、厚さ30nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ500nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ30nmの第2のガスバリア層5を積層した。こうして、比較例3のガスバリア性積層フィルムを作製した。
<比較例4>
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に実施例1と同様にして厚さ100nmの第1の有機層2を形成した。続いて有機層2上に実施例1と同様にして厚さ400nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ500nmの第2のガスバリア層5を積層した。こうして、比較例4のガスバリア性積層フィルムを作製した。
基材層1として、厚さ50μmのポリエチレンテレフタレート(PET)フィルムを用意した。基材層1上に実施例1と同様にして厚さ100nmの第1の有機層2を形成した。続いて有機層2上に実施例1と同様にして厚さ400nmの第1のガスバリア層3を積層した。次にガスバリア層3上に、第1の有機層2と同様にして厚さ100nmの第2の有機層4を形成した。最後に、第2の有機層4上に実施例1と同様にして、厚さ500nmの第2のガスバリア層5を積層した。こうして、比較例4のガスバリア性積層フィルムを作製した。
<比較評価>
実施例1、2、3および比較例1、2、3、4のガスバリア性積層フィルムについて、モダンコントロール社製の水蒸気透過率計(MOCON AQUATRAN)により、40℃−90%RH雰囲気下での水蒸気透過率(g/m2/24h)を測定した。この測定結果を表1に示す。
実施例1、2、3および比較例1、2、3、4のガスバリア性積層フィルムについて、モダンコントロール社製の水蒸気透過率計(MOCON AQUATRAN)により、40℃−90%RH雰囲気下での水蒸気透過率(g/m2/24h)を測定した。この測定結果を表1に示す。
実施例1、2のガスバリア性積層フィルムは、低い水蒸気透過率であり、ガスバリア層の厚い実施例3については、特に水蒸気透過率が低かった。一方、比較例1および比較例2のガスバリア性積層フィルムは、実施例1〜3ほどの低い水蒸気透過率ではなく、比較例1に関しては基材層1または第1のガスバリア層3表面の平滑化が十分ではなく、ガスバリア層のガスバリア性が発現しなかったと考えられる。また比較例2に関しては、有機層にクラックが確認されており、ガスバリア層との密着が悪化したために水蒸気透過率が高くなったと考えられる。比較例3に関しては、有機層が厚いために応力によってガスバリア層に微小なクラックが生じ、ガスバリア性が発現しなかったと推測される。比較例4に関しては、ガスバリア性は良好だが、有機層にクラックが確認され、またガスバリア性積層フィルムの黄色味も他に比べて大きかった。
なお、本発明は、上記実施の形態そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できるものである。
1…基材層、2…第1の有機層、3…第1のガスバリア層、4…第2の有機層、5…第2のガスバリア層。
Claims (5)
- 透明なプラスチックフィルムからなる基材層の片面に、第1の有機層と、第1のガスバリア層、更に前記第1のガスバリア層上に第2の有機層と、第2のガスバリア層とが順次形成されたガスバリア性積層フィルムにおいて、前記第1の有機層のガラス転移点が70℃以上120℃以下であり、前記第2の有機層のガラス転移点が50℃以上120℃以下であることを特徴とするガスバリア性積層フィルム。
- 前記第1の有機層の厚さが50nm以上500nm以下であり、前記第2の有機層の厚さが50nm以上300nm以下であることを特徴とする請求項1に記載のガスバリア性積層フィルム。
- 前記第1のガスバリア層および第2のガスバリア層が、酸化珪素または酸化アルミニウムまたは酸化チタニウムまたはそれらの複合物からなることを特徴とする請求項1または2に記載のガスバリア性積層フィルム。
- 前記第1のガスバリア層の厚みが5nm以上200nm以下であり、前記第2のガスバリア層の厚みが5nm以上100nm以下であることを特徴とする請求項1〜3のいずれか1項に記載のガスバリア性積層フィルム。
- 前記第1の有機層および第2の有機層が、ポリウレタン樹脂またはポリエステル樹脂またはアクリル系樹脂またはそれらの複合物からなり、ウェットコーティングで形成されることを特徴とする請求項1〜4のいずれか1項に記載のガスバリア性積層フィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013036922A JP2014162176A (ja) | 2013-02-27 | 2013-02-27 | ガスバリア性積層フィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013036922A JP2014162176A (ja) | 2013-02-27 | 2013-02-27 | ガスバリア性積層フィルム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014162176A true JP2014162176A (ja) | 2014-09-08 |
Family
ID=51613242
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013036922A Pending JP2014162176A (ja) | 2013-02-27 | 2013-02-27 | ガスバリア性積層フィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014162176A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016098504A1 (ja) * | 2014-12-20 | 2016-06-23 | 三菱樹脂株式会社 | 電子部材用封止フィルム |
| JP2016128245A (ja) * | 2015-01-10 | 2016-07-14 | 三菱樹脂株式会社 | 電子部材用封止フィルム |
| WO2018043178A1 (ja) * | 2016-08-31 | 2018-03-08 | 富士フイルム株式会社 | ガスバリアフィルムおよびガスバリアフィルムの製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003103690A (ja) * | 2001-09-28 | 2003-04-09 | Dainippon Printing Co Ltd | ガスバリアフィルム |
| JP2003118046A (ja) * | 2001-10-15 | 2003-04-23 | Toyo Ink Mfg Co Ltd | ガスバリア性積層体用基材、その製造方法、およびそれを用いたガスバリア性積層体 |
| US20090072230A1 (en) * | 2007-09-19 | 2009-03-19 | Shigehide Ito | Gas-barrier film and organic device comprising same |
| JP2009090634A (ja) * | 2007-09-19 | 2009-04-30 | Fujifilm Corp | ガスバリア性フィルムおよびこれを用いた有機デバイス |
| JP2011062977A (ja) * | 2009-09-18 | 2011-03-31 | Toppan Printing Co Ltd | ガスバリア性積層フィルム |
| US20110236660A1 (en) * | 2010-03-25 | 2011-09-29 | Tomoo Murakami | Gas barrier film and device |
| JP2012199379A (ja) * | 2011-03-22 | 2012-10-18 | Toppan Printing Co Ltd | 太陽電池モジュール用裏面保護シート |
| JP2012218377A (ja) * | 2011-04-13 | 2012-11-12 | Fujifilm Corp | 積層フィルムおよび輸液バック |
-
2013
- 2013-02-27 JP JP2013036922A patent/JP2014162176A/ja active Pending
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003103690A (ja) * | 2001-09-28 | 2003-04-09 | Dainippon Printing Co Ltd | ガスバリアフィルム |
| JP2003118046A (ja) * | 2001-10-15 | 2003-04-23 | Toyo Ink Mfg Co Ltd | ガスバリア性積層体用基材、その製造方法、およびそれを用いたガスバリア性積層体 |
| US20090072230A1 (en) * | 2007-09-19 | 2009-03-19 | Shigehide Ito | Gas-barrier film and organic device comprising same |
| JP2009090634A (ja) * | 2007-09-19 | 2009-04-30 | Fujifilm Corp | ガスバリア性フィルムおよびこれを用いた有機デバイス |
| JP2011062977A (ja) * | 2009-09-18 | 2011-03-31 | Toppan Printing Co Ltd | ガスバリア性積層フィルム |
| US20110236660A1 (en) * | 2010-03-25 | 2011-09-29 | Tomoo Murakami | Gas barrier film and device |
| JP2011201135A (ja) * | 2010-03-25 | 2011-10-13 | Fujifilm Corp | ガスバリアフィルムおよびデバイス |
| JP2012199379A (ja) * | 2011-03-22 | 2012-10-18 | Toppan Printing Co Ltd | 太陽電池モジュール用裏面保護シート |
| JP2012218377A (ja) * | 2011-04-13 | 2012-11-12 | Fujifilm Corp | 積層フィルムおよび輸液バック |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016098504A1 (ja) * | 2014-12-20 | 2016-06-23 | 三菱樹脂株式会社 | 電子部材用封止フィルム |
| KR20190086594A (ko) * | 2014-12-20 | 2019-07-22 | 미쯔비시 케미컬 주식회사 | 전자 부재용 밀봉 필름 |
| KR102138756B1 (ko) | 2014-12-20 | 2020-07-28 | 미쯔비시 케미컬 주식회사 | 전자 부재용 밀봉 필름 |
| JP2016128245A (ja) * | 2015-01-10 | 2016-07-14 | 三菱樹脂株式会社 | 電子部材用封止フィルム |
| WO2018043178A1 (ja) * | 2016-08-31 | 2018-03-08 | 富士フイルム株式会社 | ガスバリアフィルムおよびガスバリアフィルムの製造方法 |
| JPWO2018043178A1 (ja) * | 2016-08-31 | 2019-06-24 | 富士フイルム株式会社 | ガスバリアフィルムおよびガスバリアフィルムの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9610753B2 (en) | Gas barrier film and electronic device | |
| JP5446656B2 (ja) | 水蒸気ガスバリア性積層フィルム | |
| JPWO2012133687A1 (ja) | バリア性蒸着フィルム | |
| JP5515861B2 (ja) | ガスバリア性積層フィルム | |
| JP6303350B2 (ja) | ガスバリア性積層フィルム | |
| JP5948928B2 (ja) | ガスバリア性積層フィルム | |
| JP5181977B2 (ja) | ガスバリア性積層フィルム | |
| JP5789938B2 (ja) | ガスバリア性積層フィルム | |
| JP6467867B2 (ja) | 透明ガスバリア性フィルム | |
| JP2010000743A (ja) | ガスバリア積層体 | |
| JP2014162176A (ja) | ガスバリア性積層フィルム | |
| JP2013253319A (ja) | ガスバリア性フィルム及びその製造方法 | |
| JP2012166499A (ja) | ガスバリア性積層フィルム | |
| JP2013202822A (ja) | ガスバリア性積層フィルム | |
| JP6102135B2 (ja) | ガスバリア性積層フィルム | |
| JP2013226773A (ja) | ガスバリア性フィルム | |
| JP2012061651A (ja) | ガスバリア性積層フィルム | |
| JP6547241B2 (ja) | ガスバリア性積層フィルム | |
| JP2011051277A (ja) | ガスバリア性積層フィルム | |
| WO2013168739A1 (ja) | ガスバリア性フィルム及びその製造方法 | |
| JP2013071339A (ja) | ガスバリア性積層フィルム | |
| JP5982904B2 (ja) | ガスバリア性積層フィルムおよびガスバリア性積層フィルムの製造方法 | |
| JP2014168932A (ja) | ガスバリア性積層フィルム | |
| JP2010201888A (ja) | ガスバリア性積層フィルム | |
| JP2013233746A (ja) | ガスバリア性フィルム及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161129 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170606 |