JP2014013304A - 賦形シート及びそれを備えたel装置 - Google Patents
賦形シート及びそれを備えたel装置 Download PDFInfo
- Publication number
- JP2014013304A JP2014013304A JP2012150395A JP2012150395A JP2014013304A JP 2014013304 A JP2014013304 A JP 2014013304A JP 2012150395 A JP2012150395 A JP 2012150395A JP 2012150395 A JP2012150395 A JP 2012150395A JP 2014013304 A JP2014013304 A JP 2014013304A
- Authority
- JP
- Japan
- Prior art keywords
- shaped
- shaped sheet
- resin
- cylinder
- protrusion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Electroluminescent Light Sources (AREA)
- Optical Elements Other Than Lenses (AREA)
Abstract
【解決手段】一次元的に配置された第一レンズ部と前記第一レンズ部のレンズ間に配置された第二レンズ部と前記第二レンズ部のレンズ間に前記第一レンズ部及び第二レンズ部の周期または配置が異なる脈状の突起を有する脈状突起形成部を有する賦形部を有し、母型の切削の困難性を解消しる外観ムラが発生しない賦形シート、EL素子、EL照明である。
【選択図】図3
Description
(特許文献1参照)。
また、成形に用いる母型を切削するにあたり、切削溝の間隔を切削形状に比して広くとることができるため、切削時の母型の変形を防止することができる。
また、上述の賦形シートを有機EL素子表面に貼合することにより、レンズ部による拡散効果、また成形補助材として添加した粒子の光散乱により、空気界面での光の全反射による光取り出し効率の低下を抑制することができる。また、レンズ部の間に脈状の突起を形成することによりレンズ間での光取り出し効率の低下も抑制できる。また、このレンズ間の微細な脈状突起により、パネルからの射出光を散乱することにより角度による色の変化を抑制することができる。
また、表面積を広くすることにより、発熱体に貼り合せた際に、放熱性を高めることができ、且つ、賦形部を介して接触したものとの接触面積は小さくすることができるため、賦形部に接触しているものへの伝熱を低減することができる。また、賦形部を介して接触したものとの接触面積が小さいため、粘着シートとの被着体として用いることによりその粘着性を抑制することができる。
第二レンズ部3bに充填された樹脂は、さらに第一レンズ部3aに導かれ、第一レンズ部3aが形成される。
また、0.1MPa<P1<0.2MPaの場合には切り粉203を噴霧させることは可能であるが、切り粉203の重量によって噴霧が不均一となり、シリンダー表面に満遍なく脈状の突起10を付与することが困難となる。0.6MPa>P1>0.5MPaにおいては切り粉203の噴霧が局所的となり場所毎の表面凹凸に偏りが生じ、深く付与された部分が輝線のように視認されてしまう場合があり、外観不良の原因ともなる。0.6MPa≦P1においては、よりその傾向が顕著となるため0.2MPa≦P1≦0.5MPaであることが好ましい。
上述の図7bに図示するような方法によれば、シリンダー100に図4aのような脈状の突起10の頂点部分が丸みを帯びた断面形状の脈状の突起10であれば、樹脂が入り込み易く、好ましい。
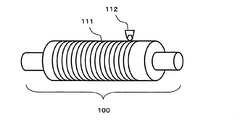
金属製のシリンダー100の表面に、脈状の突起10を形成した際には、脈状の突起10の延在方向は、シリンダー100の円周方向となる。そのため、脈状の突起10と交差するように第二レンズ部3bを形成するには、シリンダーの軸方向に延在させて形成するのが好ましい。
表1に脈状突起形成部4の面積率S1を0%、2%、3%、15%、30%となるように設計した賦形シートの評価結果について示す。第一レンズ部3a及び、第二レンズ部3bの断面形状は、頂角90°のプリズム形状となるように、金属製のシリンダー100の円周方向に延在した第一レンズ部3aと軸方向に延在した第二レンズ部3bを切削バイト112を用いて金属製のシリンダー100に母型を形成した。第一レンズ部3aの高さは60μmであり、第一レンズ部3aの頂点T3aのピッチは、150μm、200μm、300μm、第二レンズ部3bの高さは40μm、第二レンズ部3bの頂点T3bのピッチは、89μm、94μm、128μm、160μmであった。使用した活性線硬化性樹脂は、ウレタンアクリレート系のものを用い、成形補助材として、ポリメタクリル酸メチル樹脂の、円相当径(ヘイウッドHeywood径)により算出した微粒子の平均粒径が4μmの粒子を10wt%添加した。尚、表1中で、S1は賦形部5をレーザー顕微鏡で計測した結果から算出した脈状突起形成部4の面積率、Eは成形補助材を成形用樹脂に添加した後の重量部を1としたときの成形用の樹脂に添加した成形補助材の重量部、r−mは第一レンズ3aと第二レンズ3bの平均高さ、R−h2は接触式の表面粗さ計にて測定した脈状突起形成部の表面粗さ6。また、表1中で、EL照明装置を発光させたときの積分球にて測定した全光量の変化率が、脈状突起形成部4が無い状態と比して、±3%以下のものを○とし、変化率±3%より大きいものを×とした指標の積算光量、EL照明パネル中心部を色彩輝度計にて測定した色温度の変化が1000K以下の際に○とし、1000Kより大きい際には×とした指標の色ずれ、賦形部5の外観を裸眼にて成形不良を検査した結果、良好のものを○、不良のあるものを×としたデラミ痕、賦形部5の外観を裸眼にて観察した際に、虹状の模様が見えるものを×とし、虹状の模様が見えないものを○とした指標の虹模様、賦形シート1をELパネル部301に貼合したEL照明装置300の点灯時に輝線が裸眼にて視認できないものを○、輝線が裸眼にて視認できないものを×とした指標の輝線を表1に示している。

表2に所定量の切削深さを与えた吸引による清掃器具を有した切削試作の結果を示す。
第一レンズ部3a及び、第二レンズ部3bの断面形状は、頂角90°のプリズム形状となるように、金属製のシリンダー100の円周方向に延在した第一レンズ部3aと軸方向に延在した第二レンズ部3bを切削バイト112を用いて金属製のシリンダー100に母型を形成した。第一レンズ部3aの高さは12μmであり、第一レンズ部3aの頂点T3aのピッチは40μm、第二レンズ部3bの高さは8μm、第二レンズ部3bの頂点T3bのピッチは、21μmであった。脈状突起形成部4の面積率S1は10%であった。使用した活性線硬化性樹脂は、ウレタンアクリレート系のものを用い、成形補助材として、ポリメタクリル酸メチル樹脂の平均粒径が4μmの粒子を10wt%添加した。尚、表2中で、R1はマイクロスコープで測定した切削部111と清掃器具200との距離、P2は圧縮空気202の静圧、X1は第一レンズ3aと第二レンズ3bの平均高さ、R−h2は、接触式の表面粗さ計にてRzjisを測定した脈状突起形成部4の表面粗さ6。また、賦形部5に視認される母型のスジ、切り粉203の痕が無いものを○、賦形部5に視認される母型のスジ、切り粉203の痕があるものを×とした指標の切削性、賦形シート1をELパネル部301に貼合したEL照明装置300の点灯時に輝線が裸眼にて視認できないものを○、輝線が裸眼にて視認できないものを×とした指標の輝線を表1に示している。
2・・・透光性基材部
3a・・・第一レンズ部
3b・・・第二レンズ部
4・・・脈状突起形成部
5・・・賦形部
6・・・脈状突起形成部の表面粗さ
7・・・貼合層
10・・・脈状の突起
T3a・・・第一レンズ部の頂部
T3b・・・第二レンズ部の頂部
T10・・・脈状の突起の頂部
100・・・シリンダー
101・・・紫外線露光装置
102・・・透光性基材
103・・・樹脂送液ノズル
104、105・・・フィルム版ロール
106・・・透光性基材ロール
107・・・賦形シートロール
108、109・・・母型圧着用ロール
110・・・フィルム版
111・・・切削部
112・・・切削器具
200、201・・・清掃器具
202・・・圧縮空気
203・・・切り粉
300・・・EL照明装置
301・・・ELパネル部
Claims (8)
- 一次元的に配置された第一レンズ部と前記第一レンズ部のレンズ間に前記第一レンズ部と交差する第二レンズ部と前記第二レンズ部のレンズ間に前記第二レンズ部と交差する脈状の突起を有する脈状突起形成部を有する賦形部を有することを特徴とする賦形シート。
- 前記脈状突起形成部の表面粗さが3μmより大きく、20μmより小さいことを特徴とする請求項1記載の賦形シート。
- 前記脈状突起形成部の面積は賦形部の面積の3%より大きく、30%より小さいことを特徴とする請求項1乃至請求項2記載の賦形シート。
- 前記賦形部が成形補助材としての粒子を含有していることを特徴とする請求項1乃至請求項3記載の賦形シート。
- 前記脈状突起形成部の母型が賦形シートを成形するためのシリンダー表面にシリンダーを回転させながら表面清掃する時に形成されることを特徴とする請求項1乃至請求項4記載の賦形シート。
- 前記表面清掃が清掃器具を直接的にシリンダー表面に接触させ、圧接することにより表面をふき取る方式であることを特徴とする請求項5記載の賦形シート。
- 前記表面清掃が清掃器具が直接的にシリンダー表面には接触せず、空気圧や水圧を用いた方式であることを特徴とする請求項5記載の賦形シート。
- 請求項1乃至請求項7に記載の賦形シートがELパネル表面に貼合層を介して貼り合わされてなるEL装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012150395A JP6051624B2 (ja) | 2012-07-04 | 2012-07-04 | 賦形シート及びそれを備えたel装置及び賦形シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012150395A JP6051624B2 (ja) | 2012-07-04 | 2012-07-04 | 賦形シート及びそれを備えたel装置及び賦形シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014013304A true JP2014013304A (ja) | 2014-01-23 |
| JP6051624B2 JP6051624B2 (ja) | 2016-12-27 |
Family
ID=50109018
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012150395A Expired - Fee Related JP6051624B2 (ja) | 2012-07-04 | 2012-07-04 | 賦形シート及びそれを備えたel装置及び賦形シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6051624B2 (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0819827A (ja) * | 1994-05-02 | 1996-01-23 | Toppan Printing Co Ltd | スタンパの製造方法およびスタンパ |
| JP2000062133A (ja) * | 1998-08-24 | 2000-02-29 | Dainippon Printing Co Ltd | グラビア印刷機 |
| JP2000141383A (ja) * | 1998-11-12 | 2000-05-23 | Hitachi Chem Co Ltd | 金型清掃装置 |
| JP2003167298A (ja) * | 2001-12-03 | 2003-06-13 | Toppan Printing Co Ltd | レンズアレイシートおよび透過型スクリーン |
| JP2003240910A (ja) * | 2002-02-19 | 2003-08-27 | Toppan Printing Co Ltd | マイクロレンズアレイシ−トとそれを用いた背面投写型スクリ−ン |
| WO2006006558A1 (ja) * | 2004-07-12 | 2006-01-19 | Dai Nippon Printing Co., Ltd. | 拡散シート、面光源装置及び透過型表示装置 |
| JP2009075366A (ja) * | 2007-09-20 | 2009-04-09 | Toppan Printing Co Ltd | 光学シート、バックライトユニット及び表示装置 |
-
2012
- 2012-07-04 JP JP2012150395A patent/JP6051624B2/ja not_active Expired - Fee Related
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0819827A (ja) * | 1994-05-02 | 1996-01-23 | Toppan Printing Co Ltd | スタンパの製造方法およびスタンパ |
| JP2000062133A (ja) * | 1998-08-24 | 2000-02-29 | Dainippon Printing Co Ltd | グラビア印刷機 |
| JP2000141383A (ja) * | 1998-11-12 | 2000-05-23 | Hitachi Chem Co Ltd | 金型清掃装置 |
| JP2003167298A (ja) * | 2001-12-03 | 2003-06-13 | Toppan Printing Co Ltd | レンズアレイシートおよび透過型スクリーン |
| JP2003240910A (ja) * | 2002-02-19 | 2003-08-27 | Toppan Printing Co Ltd | マイクロレンズアレイシ−トとそれを用いた背面投写型スクリ−ン |
| WO2006006558A1 (ja) * | 2004-07-12 | 2006-01-19 | Dai Nippon Printing Co., Ltd. | 拡散シート、面光源装置及び透過型表示装置 |
| JP2009075366A (ja) * | 2007-09-20 | 2009-04-09 | Toppan Printing Co Ltd | 光学シート、バックライトユニット及び表示装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6051624B2 (ja) | 2016-12-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102681083B (zh) | 一种具有凹陷微结构的导光片及其制作方法 | |
| JP5006192B2 (ja) | プリズムシート、面光源装置、およびプリズムシートの製造方法 | |
| KR20090089899A (ko) | 방현성 필름과 그것을 이용한 표시 장치, 및 광 확산 필름과 그것을 이용한 면 광원 시스템 | |
| KR20080055840A (ko) | 직하형 백라이트 장치 | |
| CN111443516A (zh) | 一种光学复合膜及其制备方法 | |
| KR101814205B1 (ko) | 확산 시트, 백라이트, 액정 표시 장치 및 확산 시트의 제조 방법 | |
| WO2008069324A1 (ja) | 光拡散性光学フィルム及びその製造方法、プリズムシート、並びに面光源装置 | |
| KR20110025144A (ko) | 방현 필름의 제조 방법 및 방현 필름 제조를 위한 금형의 제조 방법 | |
| JP5772129B2 (ja) | プリズムシートの製造方法 | |
| CN101631986A (zh) | 背光装置及部件 | |
| JP2013171106A (ja) | 光拡散フィルム製造方法 | |
| CN105319761A (zh) | 光学片和边缘光型背光单元 | |
| JP2009075266A (ja) | 光学シート | |
| JP2008309829A (ja) | 光拡散シートの製造方法 | |
| JP5998600B2 (ja) | 光学フィルム及びそれを用いた光学装置 | |
| JP5724527B2 (ja) | 導光板積層体およびその製造方法 | |
| JP5957865B2 (ja) | 賦型シートの製造方法、樹脂被覆賦型シートの製造方法及び光学シートの製造方法 | |
| JP6051624B2 (ja) | 賦形シート及びそれを備えたel装置及び賦形シートの製造方法 | |
| JP6069816B2 (ja) | 光学シート及びその製造方法、光学シートを用いたel素子及びそれを備えた照明装置 | |
| WO2017030101A1 (ja) | 光学積層体、バックライトユニット、液晶表示装置及び光学積層体の製造方法 | |
| CN111443408A (zh) | 一种增亮型扩散膜及其制备方法 | |
| WO2006098127A1 (ja) | 面光源装置及びそれに用いる導光体及びその製造方法 | |
| JP4560890B2 (ja) | 積層光拡散性フィルムの製造方法 | |
| JP4321946B2 (ja) | 光拡散シート用成形型及び光拡散シートの製造方法 | |
| JP2014174276A (ja) | 賦形シートおよびel装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150623 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160311 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160322 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160518 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161114 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6051624 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |