JP2013528131A - 延伸装置 - Google Patents
延伸装置 Download PDFInfo
- Publication number
- JP2013528131A JP2013528131A JP2013513637A JP2013513637A JP2013528131A JP 2013528131 A JP2013528131 A JP 2013528131A JP 2013513637 A JP2013513637 A JP 2013513637A JP 2013513637 A JP2013513637 A JP 2013513637A JP 2013528131 A JP2013528131 A JP 2013528131A
- Authority
- JP
- Japan
- Prior art keywords
- tread band
- stretching
- carcass
- tread
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011248 coating agent Substances 0.000 claims abstract description 28
- 238000000576 coating method Methods 0.000 claims abstract description 28
- 238000000034 method Methods 0.000 claims description 30
- 230000008878 coupling Effects 0.000 claims description 29
- 238000010168 coupling process Methods 0.000 claims description 29
- 238000005859 coupling reaction Methods 0.000 claims description 29
- 238000004519 manufacturing process Methods 0.000 claims description 10
- 238000005304 joining Methods 0.000 claims description 8
- 230000005489 elastic deformation Effects 0.000 claims description 3
- 230000001172 regenerating effect Effects 0.000 claims 1
- 238000010586 diagram Methods 0.000 description 10
- 230000008901 benefit Effects 0.000 description 8
- 238000005520 cutting process Methods 0.000 description 8
- 239000000463 material Substances 0.000 description 6
- 230000001419 dependent effect Effects 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000008929 regeneration Effects 0.000 description 4
- 238000011069 regeneration method Methods 0.000 description 4
- 230000007246 mechanism Effects 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 230000006866 deterioration Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 238000012544 monitoring process Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 238000004073 vulcanization Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000004299 exfoliation Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/10—Building tyres on round cores, i.e. the shape of the core is approximately identical with the shape of the completed tyre
- B29D30/16—Applying the layers; Guiding or stretching the layers during application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/08—Building tyres
- B29D30/20—Building tyres by the flat-tyre method, i.e. building on cylindrical drums
- B29D30/30—Applying the layers; Guiding or stretching the layers during application
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D30/54—Retreading
- B29D30/56—Retreading with prevulcanised tread
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/52—Unvulcanised treads, e.g. on used tyres; Retreading
- B29D30/58—Applying bands of rubber treads, i.e. applying camel backs
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Tyre Moulding (AREA)
Abstract
【選択図】図1
Description
この方法によればトレッドストライプが特殊な型内でまずリング形状に製造され延伸装置によってカーカスに供給される。この方法によると、実質的に各タイヤサイズに応じて専用のトレッドストライプを製造するために幅および直径の両方に関して異なった型を形成する必要があるため、リング形状のトレッドストライプバンドの製造に関して極めて高コストなものとなる。
この方法によればトレッドストライプが特殊な型内でまずリング形状に製造され延伸装置によってカーカスに供給される。この方法によると、実質的に各タイヤサイズに応じて専用のトレッドストライプを製造するために幅および直径の両方に関して異なった型を形成する必要があるため、リング形状のトレッドストライプバンドの製造に関して極めて高コストなものとなる。
Claims (14)
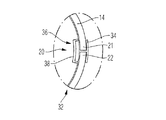
- トレッドバンドの供給装置を備えていてそれを介してカーカスにトレッドバンドを供給することができる被覆装置であって、トレッドバンド(14)の端部(21,22)を相互に結合可能な結合装置を備えるとともに、延伸装置(16)が端部を結合したリング形状のトレッドバンド(14)をそのトレッドバンド(14)の内径がカーカス(48)の外径に相当するかあるいはそれより大きいものに達するまで延伸することを特徴とする被覆装置。
- 延伸装置(16)は結合装置によって把持されるトレッドバンド(14)の端部(21,22)を除いてそのトレッドバンド(14)を均一に延伸することを特徴とする請求項1記載の被覆装置。
- 延伸装置(16)がトレッドバンド(14)をその直径の10%未満相当で延伸するとともに、トレッドバンド(14)は延伸装置上で半径方向内側の圧力をかけながら接合することを特徴とする請求項1または2記載の被覆装置。
- 延伸装置(16)がリング形状のトレッドバンド(14)を弾力性の変形の範囲を超えて延伸するスプレッダ装置を備えるとともに、そのように延伸されたトレッドバンド(14)を隙間なくカーカス表面に整合させることを特徴とする請求項1ないし3のいずれかに記載の被覆装置。
- 延伸装置(16)が多様な直径を有するとともに、リング形状のトレッドバンド(14)を小さな直径を有するシリンダからより大きな直径を有するシリンダへ移送する移送装置を備えることを特徴とする請求項1ないし4のいずれかに記載の被覆装置。
- 延伸装置(16)が中央軸(41)の周りに放射状に配置された複数の延伸フィンガ(50)を有するとともに、リング形状のトレッドバンド(14)を延伸フィンガ(50)上で小さな周囲長を有する位置(52)からより大きな周囲長を有する位置(54)に移送する移送装置を備えることを特徴とする請求項1ないし5のいずれかに記載の被覆装置。
- 中央軸(41)の周りで放射状に配置された複数の延伸フィンガ(50)において中央軸(41)と延伸フィンガ(50)の間の角度が8°を超える場合リング形状のトレッドバンド(14)の延伸フィンガ(50)上の位置(52)から位置(54)への移送を容易化するローラ(56)を設けることを特徴とする請求項6記載の被覆装置。
- 中央軸(41)周りに放射状に配置された延伸フィンガ(50)がその延伸フィンガ(50)と中央軸(41)との間で形成する角度が特に全ての延伸フィンガ(50)について共通で変更可能であることを特徴とする請求項6または7記載の被覆装置。
- 結合装置がトレッドバンド(14)の両端部(21,22)を両側で締め付けて固定することを特徴とする請求項1ないし8のいずれかに記載の被覆装置。
- 結合装置がトレッドバンド(14)の両端部(21,22)を当接部で保持することを特徴とする請求項1ないし9のいずれかに記載の被覆装置。
- 結合装置がトレッドバンド(14)の両端部(21,22)をその厚みの少なくとも30%、特に50%圧縮することを特徴とする請求項1ないし10のいずれかに記載の被覆装置。
- リング形状のトレッドバンド(14)の延伸の間に結合装置が延伸装置(16)上で誘導されることを特徴とする請求項1ないし11のいずれかに記載の被覆装置。
- トレッドバンドを所与の長さでカーカス周囲上に整合させて設けその際前記トレッドバンドをカーカスの周囲上に着合させる、カーカスとトレッドバンドから自動車用タイヤを再生および/または製造する方法であり、ストライプ形状で存在するトレッドバンド(14)を着合の前に湾曲させてその両端部(21,22)を少なくとも相互に固定し、そのようにして形成されたトレッドバンドリング体を延伸してカーカス(48)上に取り付けることを特徴とする方法。
- ストライプ形状に製造されたトレッドバンド(14)がカーカス(48)の周囲長よりも短い長さを有することを特徴とする請求項13記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010017290A DE102010017290A1 (de) | 2010-06-08 | 2010-06-08 | Aufweitvorrichtung |
| DE102010017290.1 | 2010-06-08 | ||
| PCT/EP2011/059218 WO2011154323A1 (de) | 2010-06-08 | 2011-06-03 | Aufweitvorrichtung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013528131A true JP2013528131A (ja) | 2013-07-08 |
Family
ID=44486981
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013513637A Pending JP2013528131A (ja) | 2010-06-08 | 2011-06-03 | 延伸装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20130214451A1 (ja) |
| EP (1) | EP2580051A1 (ja) |
| JP (1) | JP2013528131A (ja) |
| BR (1) | BR112012031152A2 (ja) |
| DE (1) | DE102010017290A1 (ja) |
| WO (1) | WO2011154323A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6881507B2 (ja) * | 2019-06-17 | 2021-06-02 | 横浜ゴム株式会社 | 未加硫の環状ゴム部材の製造装置および方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2521143A (en) * | 1947-12-29 | 1950-09-05 | Us Rubber Co | Tire building apparatus |
| JPS50158676A (ja) * | 1974-05-14 | 1975-12-22 | ||
| JPS57163321U (ja) * | 1981-04-10 | 1982-10-14 | ||
| JPS59143611A (ja) * | 1983-02-04 | 1984-08-17 | Toyo Chem Co Ltd | 熱収縮チユ−ブの製造方法 |
| JPH02130319U (ja) * | 1989-04-03 | 1990-10-26 | ||
| JP2006069140A (ja) * | 2004-09-06 | 2006-03-16 | Yokohama Rubber Co Ltd:The | 航空機用更生タイヤの製造方法 |
| JP2009529435A (ja) * | 2005-11-23 | 2009-08-20 | シュタインケ、リチャード・エイ | エラストマタイヤを形成するために、プライ、ベルト及びビードのコアを形成し、そのコアをモールドに配置するための改善された方法及び装置 |
| JP2010089262A (ja) * | 2008-10-03 | 2010-04-22 | Sumitomo Rubber Ind Ltd | 生タイヤのトレッドジョイント圧着装置およびトレッドジョイント圧着方法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1887187A (en) * | 1929-08-07 | 1932-11-08 | Seiberling Rubber Co | Apparatus for building tire carcasses |
| US2430630A (en) * | 1944-10-20 | 1947-11-11 | Jr Charles H Davis | Method of joining the ends of rubber tubes |
| DE1127070B (de) | 1954-12-17 | 1962-04-05 | Firestone Tire & Rubber Co | Einrichtung zum Aufbringen eines dehnbaren, endlosen, zylindrischen Bandes auf einenzylindrischen, von einer Aufbautrommel getragenen Grundkoerper |
| DE1089957B (de) | 1955-11-01 | 1960-09-29 | Dunlop Rubber Co | Vorrichtung zum Aufbringen eines ringfoermigen Laufstreifens |
| GB1528274A (en) | 1976-04-23 | 1978-10-11 | Beverley Ltd | Tread bands for use in tyre retreading |
| GB1574263A (en) | 1977-07-27 | 1980-09-03 | Measurex Corp | Measurement of tread length |
| US5475898A (en) * | 1991-05-25 | 1995-12-19 | Holdsworth James & Brothers | Method of fixing card clothing to carrier cylinder |
| JPH0647838A (ja) | 1992-07-31 | 1994-02-22 | Bridgestone Corp | 空気入りタイヤの製造方法 |
| FR2725154A1 (fr) | 1994-09-30 | 1996-04-05 | Recamic Sa | Procede et dispositif d'application d'une bande de roulement premoulee et prevulcanisee sur une carcasse de pneumatique |
| US6841017B2 (en) | 2000-09-14 | 2005-01-11 | Bridgestone Corporation | Re-treading method and apparatus |
| US6521071B2 (en) | 2001-05-17 | 2003-02-18 | The Goodyear Tire & Rubber Company | Tread application apparatus with automated tread centering feature |
| DE10127746B4 (de) | 2001-06-08 | 2006-03-30 | A-Z Formen- Und Maschinenbau Gmbh | Ablängvorrichtung für Laufstreifen |
| US20080216962A1 (en) * | 2007-03-09 | 2008-09-11 | Steinke Richard A | Bead alignment clip and system for its use for locating and maintaining a tire bead positioning onto a tire core build man-drel in forming a core for manufacturing an elastomeric tire |
-
2010
- 2010-06-08 DE DE102010017290A patent/DE102010017290A1/de not_active Withdrawn
-
2011
- 2011-06-03 WO PCT/EP2011/059218 patent/WO2011154323A1/de active Application Filing
- 2011-06-03 JP JP2013513637A patent/JP2013528131A/ja active Pending
- 2011-06-03 US US13/806,053 patent/US20130214451A1/en not_active Abandoned
- 2011-06-03 EP EP11725895.4A patent/EP2580051A1/de not_active Withdrawn
- 2011-06-03 BR BR112012031152A patent/BR112012031152A2/pt not_active IP Right Cessation
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2521143A (en) * | 1947-12-29 | 1950-09-05 | Us Rubber Co | Tire building apparatus |
| JPS50158676A (ja) * | 1974-05-14 | 1975-12-22 | ||
| JPS57163321U (ja) * | 1981-04-10 | 1982-10-14 | ||
| JPS59143611A (ja) * | 1983-02-04 | 1984-08-17 | Toyo Chem Co Ltd | 熱収縮チユ−ブの製造方法 |
| JPH02130319U (ja) * | 1989-04-03 | 1990-10-26 | ||
| JP2006069140A (ja) * | 2004-09-06 | 2006-03-16 | Yokohama Rubber Co Ltd:The | 航空機用更生タイヤの製造方法 |
| JP2009529435A (ja) * | 2005-11-23 | 2009-08-20 | シュタインケ、リチャード・エイ | エラストマタイヤを形成するために、プライ、ベルト及びビードのコアを形成し、そのコアをモールドに配置するための改善された方法及び装置 |
| JP2010089262A (ja) * | 2008-10-03 | 2010-04-22 | Sumitomo Rubber Ind Ltd | 生タイヤのトレッドジョイント圧着装置およびトレッドジョイント圧着方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112012031152A2 (pt) | 2017-05-09 |
| US20130214451A1 (en) | 2013-08-22 |
| EP2580051A1 (de) | 2013-04-17 |
| WO2011154323A1 (de) | 2011-12-15 |
| DE102010017290A1 (de) | 2011-12-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4523601B2 (ja) | タイヤの成型方法及び成型設備 | |
| EP2038110B1 (en) | Process and apparatus for producing pneumatic tyres | |
| JP2004161000A (ja) | 環状のエラストマのタイヤ構成部材を形成する方法 | |
| EP2038109B1 (en) | Process and apparatus for producing pneumatic tyres | |
| CN1792622A (zh) | 使用高胎冠单段式轮胎成型鼓制造轮胎的方法 | |
| KR20090093936A (ko) | 공기 타이어 구조방법 및 기기 | |
| EP1537986A1 (en) | Tire manufacturing method, and green tire manufacturing equipment | |
| KR20160036656A (ko) | 차륜용 타이어 건조 방법 및 장치와 차륜용 타이어 | |
| US20110088832A1 (en) | Process and apparatus for building tyres | |
| JPH07214694A (ja) | タイヤビード組立体の形成方法 | |
| JP2010208198A (ja) | タイヤの製造方法および製造装置 | |
| CN101022944B (zh) | 制造轮胎的方法及设备 | |
| US20200198275A1 (en) | Apparatus for manufacturing green tire and method for manufacturing green tire | |
| US7931768B2 (en) | Method and device for constructing a radial tire | |
| JP2013528131A (ja) | 延伸装置 | |
| JP5090799B2 (ja) | 更生タイヤの製造方法、及び更生タイヤの製造装置 | |
| US20070284029A1 (en) | Method and Apparatus for Manufacturing a Run-Flat Tyre for Vehicle Wheels | |
| JP2548212B2 (ja) | 更正用グリ−ンタイヤとその製造方法及び装置 | |
| JP6970613B2 (ja) | タイヤ構成部材の製造方法及びタイヤ構成部材の製造装置 | |
| JP6262647B2 (ja) | 車両ホイール用のタイヤを構築する方法及びプラント | |
| JP4876324B2 (ja) | 空気入りタイヤの製造方法及びその装置 | |
| EP2043850B1 (en) | Tyre retreading method and system | |
| JP5116011B2 (ja) | タイヤ製造装置及び製造方法 | |
| JP7658743B2 (ja) | ステッチャー装置 | |
| JP4492173B2 (ja) | タイヤの成形方法及びそのタイヤ成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131218 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140317 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140325 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140417 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140910 |