JP2013123733A - ピンチロールギャップの制御装置及び制御方法 - Google Patents
ピンチロールギャップの制御装置及び制御方法 Download PDFInfo
- Publication number
- JP2013123733A JP2013123733A JP2011273590A JP2011273590A JP2013123733A JP 2013123733 A JP2013123733 A JP 2013123733A JP 2011273590 A JP2011273590 A JP 2011273590A JP 2011273590 A JP2011273590 A JP 2011273590A JP 2013123733 A JP2013123733 A JP 2013123733A
- Authority
- JP
- Japan
- Prior art keywords
- gap
- pinch roll
- tail end
- steel strip
- pair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Winding, Rewinding, Material Storage Devices (AREA)
Abstract
【課題】歩留りや製造効率の低下を抑制することが可能なピンチロールギャップの制御装置及び制御方法を提供する。
【解決手段】圧延及び巻き取りが完了した鋼帯Sにおける尾端から予め設定した長さまでの尾端側部分のうちコイル6の側面からの突出量が予め設定した突出量閾値未満である部分の板厚を仕上圧延機8とピンチロール2との間で検出した合格部分板厚と、上記の突出量が突出量閾値未満である尾端側部分を挟持した一対のピンチロール2のギャップである合格部分挟持ギャップとを対応させたデータテーブルであるギャップ制御テーブルを予め記憶し、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロール2のギャップの変化度合いを制御する。
【選択図】図1
【解決手段】圧延及び巻き取りが完了した鋼帯Sにおける尾端から予め設定した長さまでの尾端側部分のうちコイル6の側面からの突出量が予め設定した突出量閾値未満である部分の板厚を仕上圧延機8とピンチロール2との間で検出した合格部分板厚と、上記の突出量が突出量閾値未満である尾端側部分を挟持した一対のピンチロール2のギャップである合格部分挟持ギャップとを対応させたデータテーブルであるギャップ制御テーブルを予め記憶し、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロール2のギャップの変化度合いを制御する。
【選択図】図1
Description
本発明は、例えば、熱間圧延ライン等の圧延ラインにおいて、コイラー(巻取り装置)の上流側に配置されて鋼帯を厚さ方向で挟持する一対のピンチロールのギャップを制御し、コイラーで巻き取られた鋼帯からなるコイルの巻き形状の乱れを抑制するための制御装置及び制御方法に関する。
製鉄所等において、熱間圧延ライン等の圧延ラインでは、鋼帯を厚さ方向で挟持する一対のピンチロールのギャップを目標の板厚に対して一定値に設定した状態で、コイラーにより鋼帯を最後まで巻き取る場合が多い。ここで、一対のピンチロールは、鋼帯を圧延する仕上圧延機と、鋼帯をコイル状に巻き取るコイラーとの間に配置されている。
そして、コイラーに巻き取られた鋼帯に対し、その巻き形状の乱れを抑制するための技術としては、例えば、特許文献1に開示されている技術がある。
特許文献1に開示されている技術は、鋼帯の尾端が仕上圧延機から抜けた(圧延が終了した)後、ピンチロールを回転させる電動機の回転速度を、コイラーにより巻き取られつつある鋼帯の搬送速度よりも遅い速度に速度制御するとともに、電動機の電流の実績値に基づいて、ピンチロールのギャップを制御する技術である。
そして、コイラーに巻き取られた鋼帯に対し、その巻き形状の乱れを抑制するための技術としては、例えば、特許文献1に開示されている技術がある。
特許文献1に開示されている技術は、鋼帯の尾端が仕上圧延機から抜けた(圧延が終了した)後、ピンチロールを回転させる電動機の回転速度を、コイラーにより巻き取られつつある鋼帯の搬送速度よりも遅い速度に速度制御するとともに、電動機の電流の実績値に基づいて、ピンチロールのギャップを制御する技術である。
上記のような巻き形状の乱れは、鋼帯が仕上圧延機を抜けた際に、ピンチロールのギャップが適切な値となっておらず、適切な後方張力(バックテンション)を鋼帯に付与することができないために、鋼帯が幅方向(左右方向)に振られて蛇行することにより発生する。
巻き形状に乱れが発生すると、コイル状に巻き取られた鋼帯(以下、「コイル」と記載する場合がある)の搬送方法がアップエンド搬送である場合や、コイル搬送時等のクレーンにおけるハンドリング時等において、巻きが乱れてコイルの側面から飛び出した部分に、耳折れ(鋼帯の折れ)や耳切れ(鋼帯の切れ)が発生することとなる。このような耳折れや耳切れの発生は、特に、鋼帯が薄物(板厚が薄い鋼帯)である場合に顕著となる。
このため、鋼帯のうち、巻き形状が乱れた部分だけでなく、鋼帯が仕上圧延機を抜けた時点で仕上圧延機とコイラーとの間に存在する部分(例えば、約100[m]前後の健全な部分)も、製品として不合格の品質となり、歩留りが低下するという問題が発生するおそれがある。
巻き形状に乱れが発生すると、コイル状に巻き取られた鋼帯(以下、「コイル」と記載する場合がある)の搬送方法がアップエンド搬送である場合や、コイル搬送時等のクレーンにおけるハンドリング時等において、巻きが乱れてコイルの側面から飛び出した部分に、耳折れ(鋼帯の折れ)や耳切れ(鋼帯の切れ)が発生することとなる。このような耳折れや耳切れの発生は、特に、鋼帯が薄物(板厚が薄い鋼帯)である場合に顕著となる。
このため、鋼帯のうち、巻き形状が乱れた部分だけでなく、鋼帯が仕上圧延機を抜けた時点で仕上圧延機とコイラーとの間に存在する部分(例えば、約100[m]前後の健全な部分)も、製品として不合格の品質となり、歩留りが低下するという問題が発生するおそれがある。
また、耳折れや耳切れが発生すると、コイルのうち、巻きが乱れた部分を切り捨てるための工程として余分な工程が発生するため、製造効率が低下するという問題が発生するおそれがある。
しかしながら、上述した特許文献1に開示されている技術を含め、従来の技術には、鋼帯が仕上圧延機を抜けた際に、ピンチロールのギャップを適切な値に制御して、適切な後方張力を鋼帯に付与することにより、コイルの巻き形状の乱れを抑制するための技術は提案されていない。
本発明は、上記のような問題点に着目してなされたもので、鋼帯が仕上圧延機を抜けた際のピンチロールのギャップを制御して、コイルの巻き形状の乱れを抑制することが可能な、ピンチロールギャップの制御装置及び制御方法を提供することを課題とする。
しかしながら、上述した特許文献1に開示されている技術を含め、従来の技術には、鋼帯が仕上圧延機を抜けた際に、ピンチロールのギャップを適切な値に制御して、適切な後方張力を鋼帯に付与することにより、コイルの巻き形状の乱れを抑制するための技術は提案されていない。
本発明は、上記のような問題点に着目してなされたもので、鋼帯が仕上圧延機を抜けた際のピンチロールのギャップを制御して、コイルの巻き形状の乱れを抑制することが可能な、ピンチロールギャップの制御装置及び制御方法を提供することを課題とする。
上記課題を解決するために、本発明のうち、請求項1に記載した発明は、搬送されてくる鋼帯を圧延する仕上圧延機とコイラーとの間に配置され、且つ前記コイラーに巻き取られる前の鋼帯を挟持する一対のピンチロールのギャップを制御するピンチロールギャップの制御装置であって、
前記一対のピンチロールのギャップを変化させるロールギャップ変化機構と、
前記ロールギャップ変化機構による前記ギャップの変化度合いを制御する変化度合制御部と、
前記仕上圧延機と前記ピンチロールとの間で前記鋼帯の板厚を検出する圧延後板厚検出部と、
前記圧延及び巻き取りが完了した鋼帯における尾端から予め設定した長さまでの尾端側部分のうち前記コイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分の少なくとも一部を前記圧延後板厚検出部で検出した合格部分板厚と、前記突出量が前記突出量閾値未満である前記尾端側部分を挟持した前記一対のピンチロールのギャップである合格部分挟持ギャップと、を対応させたデータテーブルであるギャップ制御テーブルを予め記憶するギャップ制御テーブル記憶部と、を備え、
前記変化度合制御部は、前記尾端側部分を挟持する前記一対のピンチロールのギャップが、前記仕上圧延機が前記尾端側部分を圧延している状態で前記圧延後板厚検出部が検出した尾端側部分の板厚と等しい前記合格部分板厚に対応した前記合格部分挟持ギャップとなるように、前記変化度合いを制御することを特徴とするものである。
前記一対のピンチロールのギャップを変化させるロールギャップ変化機構と、
前記ロールギャップ変化機構による前記ギャップの変化度合いを制御する変化度合制御部と、
前記仕上圧延機と前記ピンチロールとの間で前記鋼帯の板厚を検出する圧延後板厚検出部と、
前記圧延及び巻き取りが完了した鋼帯における尾端から予め設定した長さまでの尾端側部分のうち前記コイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分の少なくとも一部を前記圧延後板厚検出部で検出した合格部分板厚と、前記突出量が前記突出量閾値未満である前記尾端側部分を挟持した前記一対のピンチロールのギャップである合格部分挟持ギャップと、を対応させたデータテーブルであるギャップ制御テーブルを予め記憶するギャップ制御テーブル記憶部と、を備え、
前記変化度合制御部は、前記尾端側部分を挟持する前記一対のピンチロールのギャップが、前記仕上圧延機が前記尾端側部分を圧延している状態で前記圧延後板厚検出部が検出した尾端側部分の板厚と等しい前記合格部分板厚に対応した前記合格部分挟持ギャップとなるように、前記変化度合いを制御することを特徴とするものである。
本発明によると、変化度合制御部が、尾端側部分を挟持する一対のピンチロールのギャップが、仕上圧延機が尾端側部分を圧延している状態で圧延後板厚検出部が検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロールのギャップの変化度合いを制御する。
このため、尾端側部分が仕上圧延機から抜けた際の、一対のピンチロールのギャップを、尾端側部分の突出量が予め設定した突出量閾値未満である場合の、合格部分板厚に応じたギャップに制御することが可能となる。
このため、尾端側部分が仕上圧延機から抜けた際の、一対のピンチロールのギャップを、尾端側部分の突出量が予め設定した突出量閾値未満である場合の、合格部分板厚に応じたギャップに制御することが可能となる。
次に、本発明のうち、請求項2に記載した発明は、請求項1に従属する発明であって、前記ピンチロールを回転させるピンチロール回転部がピンチロールの回転速度を前記鋼帯の搬送速度よりも減速させた状態で、前記ピンチロール回転部に発生する抵抗電流値を検出する抵抗電流値検出部と、
前記突出量が前記突出量閾値未満である前記尾端側部分を前記一対のピンチロールが挟持している状態で前記抵抗電流値検出部が検出した抵抗電流値に基づいて前記ギャップを検出するギャップ検出部と、を備えることを特徴とするものである。
前記突出量が前記突出量閾値未満である前記尾端側部分を前記一対のピンチロールが挟持している状態で前記抵抗電流値検出部が検出した抵抗電流値に基づいて前記ギャップを検出するギャップ検出部と、を備えることを特徴とするものである。
本発明によると、ギャップ検出部が、尾端側部分のうちコイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分を一対のピンチロールが挟持している状態で、抵抗電流値検出部が検出した抵抗電流値に基づいて、一対のピンチロールのギャップを検出する。
このため、継続的な使用等によりピンチロールの磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロールのギャップを検出することが可能となる。
このため、継続的な使用等によりピンチロールの磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロールのギャップを検出することが可能となる。
次に、本発明のうち、請求項3に記載した発明は、請求項2に従属する発明であって、前記抵抗電流値検出部は、前記ピンチロール回転部が前記ピンチロールの回転速度を前記鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で前記抵抗電流値を検出することを特徴とするものである。
本発明によると、抵抗電流値検出部が、ピンチロール回転部がピンチロールの回転速度を鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する。
本発明によると、抵抗電流値検出部が、ピンチロール回転部がピンチロールの回転速度を鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する。
このため、ピンチロールの回転速度を鋼帯の搬送速度に対して20%未満で減速させた状態で抵抗電流値を検出する場合と比較して、抵抗電流値の検出精度を安定させることが可能となる。これに加え、ピンチロールの回転速度を鋼帯の搬送速度に対して35%を超えて減速させた状態で抵抗電流値を検出する場合と比較して、一対のピンチロールで挟持された鋼帯に擦り傷等の欠陥が発生する可能性や、コイル全体に対して、巻き形状の乱れが発生する可能性を低減させることが可能となる。
次に、本発明のうち、請求項4に記載した発明は、搬送されてくる鋼帯を圧延する仕上圧延機とコイラーとの間に配置され、且つ前記コイラーに巻き取られる前の鋼帯を挟持する一対のピンチロールのギャップを制御するピンチロールギャップの制御方法であって、
前記圧延及び巻き取りが完了した鋼帯における尾端から予め設定した長さまでの尾端側部分のうち前記コイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分の少なくとも一部の板厚を前記仕上圧延機と前記ピンチロールとの間で検出した合格部分板厚と、前記突出量が前記突出量閾値未満である前記尾端側部分を挟持した前記一対のピンチロールのギャップである合格部分挟持ギャップと、を対応させたデータテーブルであるギャップ制御テーブルを予め記憶するギャップ制御テーブル記憶ステップと、
前記仕上圧延機と前記ピンチロールとの間で前記鋼帯の板厚を検出する圧延後板厚検出ステップと、
前記尾端側部分を挟持する前記一対のピンチロールのギャップが、前記仕上圧延機が前記尾端側部分を圧延している状態で前記圧延後板厚検出ステップにおいて検出した尾端側部分の板厚と等しい前記合格部分板厚に対応した前記合格部分挟持ギャップとなるように、前記ギャップの変化度合いを制御する変化度合制御ステップと、を有することを特徴とするものである。
前記圧延及び巻き取りが完了した鋼帯における尾端から予め設定した長さまでの尾端側部分のうち前記コイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分の少なくとも一部の板厚を前記仕上圧延機と前記ピンチロールとの間で検出した合格部分板厚と、前記突出量が前記突出量閾値未満である前記尾端側部分を挟持した前記一対のピンチロールのギャップである合格部分挟持ギャップと、を対応させたデータテーブルであるギャップ制御テーブルを予め記憶するギャップ制御テーブル記憶ステップと、
前記仕上圧延機と前記ピンチロールとの間で前記鋼帯の板厚を検出する圧延後板厚検出ステップと、
前記尾端側部分を挟持する前記一対のピンチロールのギャップが、前記仕上圧延機が前記尾端側部分を圧延している状態で前記圧延後板厚検出ステップにおいて検出した尾端側部分の板厚と等しい前記合格部分板厚に対応した前記合格部分挟持ギャップとなるように、前記ギャップの変化度合いを制御する変化度合制御ステップと、を有することを特徴とするものである。
本発明によると、変化度合制御ステップにおいて、尾端側部分を挟持する一対のピンチロールのギャップが、仕上圧延機が尾端側部分を圧延している状態で圧延後板厚検出ステップにおいて検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロールのギャップの変化度合いを制御する。
このため、尾端側部分が仕上圧延機から抜けた際の、一対のピンチロールのギャップを、尾端側部分の突出量が予め設定した突出量閾値未満である場合の、合格部分板厚に応じたギャップに制御することが可能となる。
このため、尾端側部分が仕上圧延機から抜けた際の、一対のピンチロールのギャップを、尾端側部分の突出量が予め設定した突出量閾値未満である場合の、合格部分板厚に応じたギャップに制御することが可能となる。
次に、本発明のうち、請求項5に記載した発明は、請求項4に従属する発明であって、前記ピンチロールを回転させるピンチロール回転部がピンチロールの回転速度を前記鋼帯の搬送速度よりも減速させた状態で、前記ピンチロール回転部に発生する抵抗電流値を検出する抵抗電流値検出ステップと、
前記突出量が前記突出量閾値未満である前記尾端側部分を前記一対のピンチロールが挟持している状態で前記抵抗電流値検出ステップにおいて検出した抵抗電流値に基づいて、前記ギャップを検出するギャップ検出ステップと、を有することを特徴とするものである。
前記突出量が前記突出量閾値未満である前記尾端側部分を前記一対のピンチロールが挟持している状態で前記抵抗電流値検出ステップにおいて検出した抵抗電流値に基づいて、前記ギャップを検出するギャップ検出ステップと、を有することを特徴とするものである。
本発明によると、ギャップ検出ステップにおいて、尾端側部分のうちコイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分を一対のピンチロールが挟持している状態で、抵抗電流値検出ステップにおいて検出した抵抗電流値に基づいて、一対のピンチロールのギャップを検出する。
このため、継続的な使用等によりピンチロールの磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロールのギャップを検出することが可能となる。
このため、継続的な使用等によりピンチロールの磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロールのギャップを検出することが可能となる。
次に、本発明のうち、請求項6に記載した発明は、請求項5に従属する発明であって、前記抵抗電流値検出ステップでは、前記ピンチロール回転部が前記ピンチロールの回転速度を前記鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で前記抵抗電流値を検出することを特徴とするものである。
本発明によると、抵抗電流値検出ステップにおいて、ピンチロール回転部がピンチロールの回転速度を鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する。
本発明によると、抵抗電流値検出ステップにおいて、ピンチロール回転部がピンチロールの回転速度を鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する。
このため、ピンチロールの回転速度を鋼帯の搬送速度に対して20%未満で減速させた状態で抵抗電流値を検出する場合と比較して、抵抗電流値の検出精度を安定させることが可能となる。これに加え、ピンチロールの回転速度を鋼帯の搬送速度に対して35%を超えて減速させた状態で抵抗電流値を検出する場合と比較して、一対のピンチロールで挟持された鋼帯に擦り傷等の欠陥が発生する可能性や、コイル全体に対して、巻き形状の乱れが発生する可能性を低減させることが可能となる。
本発明によれば、尾端側部分が仕上圧延機から抜けた際の、一対のピンチロールのギャップを、尾端側部分の突出量が予め設定した突出量閾値未満である場合の、合格部分板厚に応じたギャップに制御して、尾端側部分が仕上圧延機から抜けた際に、適切な後方張力を鋼帯に付与することが可能となる。
これにより、仕上圧延機を抜けた後の、尾端側部分の蛇行を抑制することが可能となるため、コイルの巻き形状の乱れを抑制して耳折れや耳切れの発生を抑制し、歩留りや製造効率の低下を抑制することが可能となる。
これにより、仕上圧延機を抜けた後の、尾端側部分の蛇行を抑制することが可能となるため、コイルの巻き形状の乱れを抑制して耳折れや耳切れの発生を抑制し、歩留りや製造効率の低下を抑制することが可能となる。
(第一実施形態)
以下、本発明の第一実施形態(以下、「本実施形態」と記載する)について、図面を参照しつつ説明する。
(構成)
まず、図1及び図2を用いて、本実施形態のピンチロールギャップの制御装置(以降の説明では、「ギャップ制御装置」と記載する場合がある)の構成を説明する。
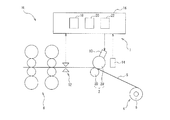
図1は、本実施形態のギャップ制御装置1を備えた熱間圧延ラインHLの概略構成を示す図である。
ギャップ制御装置1は、熱間圧延ライン等、スラブを圧延する圧延ラインに適用する装置であり、一対のピンチロール2に対し、そのギャップ(一対のピンチロール2間の隙間)を制御する装置である。
以下、本発明の第一実施形態(以下、「本実施形態」と記載する)について、図面を参照しつつ説明する。
(構成)
まず、図1及び図2を用いて、本実施形態のピンチロールギャップの制御装置(以降の説明では、「ギャップ制御装置」と記載する場合がある)の構成を説明する。
図1は、本実施形態のギャップ制御装置1を備えた熱間圧延ラインHLの概略構成を示す図である。
ギャップ制御装置1は、熱間圧延ライン等、スラブを圧延する圧延ラインに適用する装置であり、一対のピンチロール2に対し、そのギャップ(一対のピンチロール2間の隙間)を制御する装置である。
本実施形態では、圧延ラインの構成を、一例として、スラブを熱間圧延して板厚が3[mm]程度の鋼帯Sを形成し、この鋼帯Sをコイラー4でコイル状に巻き取って、コイル6を形成する構成とした場合を説明する。
ここで、一対のピンチロール2は、仕上圧延機8とコイラー4との間に配置されて、仕上圧延機8よりも、鋼帯Sの搬送方向下流側に配置されており、コイラー4に巻き取られる前の鋼帯Sを厚さ方向から挟持している。
ここで、一対のピンチロール2は、仕上圧延機8とコイラー4との間に配置されて、仕上圧延機8よりも、鋼帯Sの搬送方向下流側に配置されており、コイラー4に巻き取られる前の鋼帯Sを厚さ方向から挟持している。
また、仕上圧延機8は、仕上圧延機8よりも鋼帯Sの搬送方向上流側に配置された図示しない設備(例えば、加熱炉等)から搬送されてくる鋼帯Sを圧延する設備であり、複数の仕上スタンド(図1中には、二つの仕上スタンドのみを図示)を備えている。
また、一対のピンチロール2は、鋼帯Sの上方に配置した上側ピンチロール2Uと、鋼帯Sの下方に配置した下側ピンチロール2Dを備えている。
また、一対のピンチロール2は、鋼帯Sの上方に配置した上側ピンチロール2Uと、鋼帯Sの下方に配置した下側ピンチロール2Dを備えている。
また、上側ピンチロール2Uには、上側ピンチロール2Uを回転させる上側ロール用モータ(図示せず)が接続されており、下側ピンチロール2Dには、下側ピンチロール2Dを回転させる下側ロール用モータ(図示せず)が接続されている。
なお、仕上圧延機8とピンチロール2との間には、仕上圧延機8で圧延した鋼帯Sを冷却しながら搬送するランナウトテーブル(図示せず)等が配置されている。
なお、仕上圧延機8とピンチロール2との間には、仕上圧延機8で圧延した鋼帯Sを冷却しながら搬送するランナウトテーブル(図示せず)等が配置されている。
また、図1中に示すように、ギャップ制御装置1は、ロールギャップ変化機構10と、圧延後板厚検出部12と、抵抗電流値検出部14と、ギャップ制御部16を備えている。
ロールギャップ変化機構10は、一対のピンチロール2のうち少なくとも一方の位置を変化可能なアクチュエータ(図示せず)を用いて形成されている。
なお、本実施形態では、一例として、ロールギャップ変化機構10の構成を、一対のピンチロール2のうち、上側ピンチロール2Uの位置を変化可能なアクチュエータを用いて形成した場合を説明する。
ロールギャップ変化機構10は、一対のピンチロール2のうち少なくとも一方の位置を変化可能なアクチュエータ(図示せず)を用いて形成されている。
なお、本実施形態では、一例として、ロールギャップ変化機構10の構成を、一対のピンチロール2のうち、上側ピンチロール2Uの位置を変化可能なアクチュエータを用いて形成した場合を説明する。
また、ロールギャップ変化機構10は、上側ピンチロール2Uの位置を変化させることにより、一対のピンチロール2の相対位置を変化させて、一対のピンチロール2のギャップを変化させる。
圧延後板厚検出部12は、例えば、非接触で鋼帯Sの厚さ(板厚)を計測可能なX線厚さ計(X線センサ)等を用いて形成されており、仕上圧延機8よりも鋼帯Sの搬送方向下流側に配置されている。すなわち、圧延後板厚検出部12は、仕上圧延機8で圧延された後の鋼帯Sの板厚を検出する。
圧延後板厚検出部12は、例えば、非接触で鋼帯Sの厚さ(板厚)を計測可能なX線厚さ計(X線センサ)等を用いて形成されており、仕上圧延機8よりも鋼帯Sの搬送方向下流側に配置されている。すなわち、圧延後板厚検出部12は、仕上圧延機8で圧延された後の鋼帯Sの板厚を検出する。
また、圧延後板厚検出部12は、仕上圧延機8で圧延された後の鋼帯Sの板厚を検出すると、この検出した板厚を含む情報信号を、ギャップ制御部16へ出力する。
本実施形態では、一例として、圧延後板厚検出部12を、仕上圧延機8よりも、鋼帯Sの搬送方向で、1.5〜2.0[m]下流側へ配置した場合について説明する。
抵抗電流値検出部14は、鋼帯Sを搬送する方向へピンチロール2を回転させるピンチロール回転部(上側ロール用モータ、下側ロール用モータ)が、ピンチロール2の回転速度を鋼帯Sの搬送速度よりも減速させた状態で、ピンチロール回転部に発生する抵抗電流値を検出する。
本実施形態では、一例として、圧延後板厚検出部12を、仕上圧延機8よりも、鋼帯Sの搬送方向で、1.5〜2.0[m]下流側へ配置した場合について説明する。
抵抗電流値検出部14は、鋼帯Sを搬送する方向へピンチロール2を回転させるピンチロール回転部(上側ロール用モータ、下側ロール用モータ)が、ピンチロール2の回転速度を鋼帯Sの搬送速度よりも減速させた状態で、ピンチロール回転部に発生する抵抗電流値を検出する。
また、抵抗電流値検出部14は、ピンチロール回転部がピンチロール2の回転速度を鋼帯Sの搬送速度よりも減速させた状態で、ピンチロール回転部に発生する抵抗電流値を検出すると、この検出した抵抗電流値を含む情報信号を、ギャップ制御部16へ出力する。
ここで、上記の抵抗電流は、ピンチロール2の回転速度を鋼帯Sの搬送速度よりも減速させたことによりピンチロール2に対して加わる、鋼帯Sを搬送する回転方向とは逆方向への応力により、ピンチロール回転部(上側ロール用モータ、下側ロール用モータ)に発生する電流である。
ここで、上記の抵抗電流は、ピンチロール2の回転速度を鋼帯Sの搬送速度よりも減速させたことによりピンチロール2に対して加わる、鋼帯Sを搬送する回転方向とは逆方向への応力により、ピンチロール回転部(上側ロール用モータ、下側ロール用モータ)に発生する電流である。
なお、本実施形態では、一例として、抵抗電流値検出部14の構成を、ピンチロール回転部が、一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する構成とした場合を説明する。その理由は、後述する。
具体的には、搬送されている鋼帯Sの先端が、一対のピンチロール2間を挟持されながら通過してコイラー4に巻きついた後に、上側ロール用モータ及び下側ロール用モータの駆動状態を制御して、上側ピンチロール2U及び下側ピンチロール2Dの回転速度を、鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させる。これにより、上側ロール用モータ及び下側ロール用モータ(ピンチロール回転部)で抵抗電流値を発生させた状態で、抵抗電流値検出部14により、上側ロール用モータ及び下側ロール用モータで発生させた抵抗電流値を検出する。
具体的には、搬送されている鋼帯Sの先端が、一対のピンチロール2間を挟持されながら通過してコイラー4に巻きついた後に、上側ロール用モータ及び下側ロール用モータの駆動状態を制御して、上側ピンチロール2U及び下側ピンチロール2Dの回転速度を、鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させる。これにより、上側ロール用モータ及び下側ロール用モータ(ピンチロール回転部)で抵抗電流値を発生させた状態で、抵抗電流値検出部14により、上側ロール用モータ及び下側ロール用モータで発生させた抵抗電流値を検出する。
ギャップ制御部16は、例えば、PC(Personal Computer)等を用いて形成されており、ギャップ制御テーブル記憶部18と、変化度合制御部20と、ギャップ検出部22を備えている。
ギャップ制御テーブル記憶部18は、圧延後板厚検出部12から入力された情報信号に基づき、仕上圧延機8で圧延された後の鋼帯Sの板厚を参照する。これに加え、ギャップ制御テーブル記憶部18は、例えば、熱間圧延ラインのオペレータ等により外部から入力された情報や、カメラ等の撮像機構を用いて取得した情報を参照する。さらに、ギャップ制御テーブル記憶部18は、ギャップ検出部22から入力された情報信号に基づき、一対のピンチロール2のギャップを参照する。
ギャップ制御テーブル記憶部18は、圧延後板厚検出部12から入力された情報信号に基づき、仕上圧延機8で圧延された後の鋼帯Sの板厚を参照する。これに加え、ギャップ制御テーブル記憶部18は、例えば、熱間圧延ラインのオペレータ等により外部から入力された情報や、カメラ等の撮像機構を用いて取得した情報を参照する。さらに、ギャップ制御テーブル記憶部18は、ギャップ検出部22から入力された情報信号に基づき、一対のピンチロール2のギャップを参照する。
そして、ギャップ制御テーブル記憶部18は、上記の参照した情報に基づいて、合格部分板厚と合格部分挟持ギャップとを対応させたデータテーブルであるギャップ制御テーブルを、予め記憶する。
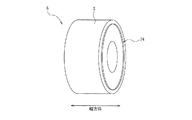
合格部分板厚は、鋼帯Sのうち、図2中に示すように、圧延及び巻き取りが完了した鋼帯Sにおける尾端から予め設定した長さまでの尾端側部分のうち、コイラー4で巻き取られたコイル6の側面からの突出量(鋼帯Sの幅方向への突出量)が、予め設定した突出量閾値未満である部分の少なくとも一部を、圧延後板厚検出部12で検出した板厚である。なお、図2は、尾端側部分が側面から突出した状態のコイル6を示す斜視図である。また、図2中では、コイル6の側面から突出した尾端側部分(以降の説明では、「巻き乱れ部」と記載する場合がある)を、符合24を付して示している。また、図2中では、鋼帯Sの幅方向を、双方向矢印を付して「幅方向」と示している。
合格部分板厚は、鋼帯Sのうち、図2中に示すように、圧延及び巻き取りが完了した鋼帯Sにおける尾端から予め設定した長さまでの尾端側部分のうち、コイラー4で巻き取られたコイル6の側面からの突出量(鋼帯Sの幅方向への突出量)が、予め設定した突出量閾値未満である部分の少なくとも一部を、圧延後板厚検出部12で検出した板厚である。なお、図2は、尾端側部分が側面から突出した状態のコイル6を示す斜視図である。また、図2中では、コイル6の側面から突出した尾端側部分(以降の説明では、「巻き乱れ部」と記載する場合がある)を、符合24を付して示している。また、図2中では、鋼帯Sの幅方向を、双方向矢印を付して「幅方向」と示している。
また、合格部分板厚は、例えば、上限値と下限値で0.1[mm]の範囲を有する値としてもよい。
合格部分挟持ギャップは、尾端側部分のうち、コイラー4で巻き取られたコイル6の側面からの突出量が突出量閾値未満である部分を挟持した状態における、一対のピンチロール2のギャップである。
ここで、コイラー4でコイル状に巻き取られた鋼帯Sの側面から突出した部分の突出量は、熱間圧延ラインのオペレータ等が計測してもよく、カメラ等の撮像機構を用いて計測してもよい。
本実施形態では、一例として、尾端側部分の長さを、約100[m]とした場合を説明する。すなわち、本実施形態では、上記の予め設定した長さを、約100[m]とする。
合格部分挟持ギャップは、尾端側部分のうち、コイラー4で巻き取られたコイル6の側面からの突出量が突出量閾値未満である部分を挟持した状態における、一対のピンチロール2のギャップである。
ここで、コイラー4でコイル状に巻き取られた鋼帯Sの側面から突出した部分の突出量は、熱間圧延ラインのオペレータ等が計測してもよく、カメラ等の撮像機構を用いて計測してもよい。
本実施形態では、一例として、尾端側部分の長さを、約100[m]とした場合を説明する。すなわち、本実施形態では、上記の予め設定した長さを、約100[m]とする。
また、本実施形態では、一例として、突出量閾値を、10[mm]とした場合を説明する。
変化度合制御部20は、圧延後板厚検出部12から入力された情報信号に基づき、仕上圧延機8で圧延された後の鋼帯Sの板厚を参照するとともに、ギャップ制御テーブル記憶部18に予め記憶されているギャップ制御テーブルを参照する。これにより、変化度合制御部20は、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出部12が検出した尾端側部分の板厚である現在板厚と、合格部分板厚とを比較する。
なお、仕上圧延機8が尾端側部分を圧延している状態は、例えば、鋼帯Sの全長と搬送速度に基づいて検出する。
変化度合制御部20は、圧延後板厚検出部12から入力された情報信号に基づき、仕上圧延機8で圧延された後の鋼帯Sの板厚を参照するとともに、ギャップ制御テーブル記憶部18に予め記憶されているギャップ制御テーブルを参照する。これにより、変化度合制御部20は、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出部12が検出した尾端側部分の板厚である現在板厚と、合格部分板厚とを比較する。
なお、仕上圧延機8が尾端側部分を圧延している状態は、例えば、鋼帯Sの全長と搬送速度に基づいて検出する。
そして、変化度合制御部20は、尾端側部分を挟持する一対のピンチロール2のギャップが、現在板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、上側ピンチロール2Uの変位量を演算する。さらに、演算した上側ピンチロール2Uの変位量に基づいて、一対のピンチロール2の相対位置の変化度合いを制御する指令信号を生成し、この生成した指令信号を、ロールギャップ変化機構10へ出力する。
これにより、変化度合制御部20は、一対のピンチロール2の相対位置を変化させて、一対のピンチロール2のギャップを、現在板厚と等しい合格部分板厚に応じた合格部分挟持ギャップとなるように変化させる。
これにより、変化度合制御部20は、一対のピンチロール2の相対位置を変化させて、一対のピンチロール2のギャップを、現在板厚と等しい合格部分板厚に応じた合格部分挟持ギャップとなるように変化させる。
また、変化度合制御部20が、上記の指令信号をロールギャップ変化機構10へ出力するタイミングは、尾端側部分のうち、仕上圧延機8が尾端側部分を圧延している状態で現在板厚を検出した部分が、一対のピンチロール2間に挟持されるまでに、一対のピンチロール2のギャップを現在板厚と等しい合格部分板厚に応じた合格部分挟持ギャップとなるように変化させるタイミングとする。すなわち、一対のピンチロール2のギャップを、一対のピンチロール2よりも鋼帯Sの搬送方向上流側において、圧延後板厚検出部12が検出した現在板厚を用いて制御(フィードフォワード制御)可能なタイミングとする。
ギャップ検出部22は、抵抗電流値検出部14から入力された情報信号を参照し、コイル6の側面からの突出量が突出量閾値未満である尾端側部分を一対のピンチロール2が挟持している状態で抵抗電流値検出部12が検出した抵抗電流値に基づいて、一対のピンチロール2のギャップを検出する。
ギャップ検出部22は、抵抗電流値検出部14から入力された情報信号を参照し、コイル6の側面からの突出量が突出量閾値未満である尾端側部分を一対のピンチロール2が挟持している状態で抵抗電流値検出部12が検出した抵抗電流値に基づいて、一対のピンチロール2のギャップを検出する。
また、ギャップ検出部22は、検出した一対のピンチロール2のギャップを含む情報信号を、ギャップ制御テーブル記憶部18へ出力する。
ここで、コイル6の側面からの突出量が突出量閾値未満である尾端側部分を一対のピンチロール2が挟持している状態で抵抗電流値検出部12が検出した抵抗電流値は、鋼帯Sの搬送速度に対するピンチロール2の回転速度の減速度合いを同一条件とした場合であっても、ピンチロール2の磨耗の進行度合いに応じて変化する。
ここで、コイル6の側面からの突出量が突出量閾値未満である尾端側部分を一対のピンチロール2が挟持している状態で抵抗電流値検出部12が検出した抵抗電流値は、鋼帯Sの搬送速度に対するピンチロール2の回転速度の減速度合いを同一条件とした場合であっても、ピンチロール2の磨耗の進行度合いに応じて変化する。
このため、ギャップ検出部22が検出した一対のピンチロール2のギャップは、鋼帯Sの搬送速度に対するピンチロール2の回転速度の減速度合いを同一条件とした場合であっても、ピンチロール2の磨耗の進行度合いに応じて変化することとなる。
(ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値検出部14が抵抗電流値を検出する理由)
(ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値検出部14が抵抗電流値を検出する理由)
以下、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値検出部14が抵抗電流値を検出する理由を説明する。
本発明の発明者等が、本実施形態と同様の構成である熱間圧延ラインを用いて、上側ロール用モータ及び下側ロール用モータで発生させた抵抗電流値を検出したところ、以下の状態が確認された。
すなわち、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%未満で減速させた状態では、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上で減速させた状態と比較して、上側ロール用モータ及び下側ロール用モータで発生させた抵抗電流値が低く、また、安定しないことが確認された。
本発明の発明者等が、本実施形態と同様の構成である熱間圧延ラインを用いて、上側ロール用モータ及び下側ロール用モータで発生させた抵抗電流値を検出したところ、以下の状態が確認された。
すなわち、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%未満で減速させた状態では、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上で減速させた状態と比較して、上側ロール用モータ及び下側ロール用モータで発生させた抵抗電流値が低く、また、安定しないことが確認された。
このため、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%未満で減速させた状態では、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上で減速させた状態と比較して、抵抗電流値検出部14による抵抗電流値の検出値を、各種制御のパラメータとすることが困難となることが確認された。
一方、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して35%を超えて減速させた状態では、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以下で減速させた状態と比較して、一対のピンチロール2で挟持された鋼帯Sに擦り傷等の欠陥が発生する可能性や、コイル6全体に対して、巻き形状の乱れが発生する可能性が増加することが確認された。
以上の理由により、本実施形態では、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値検出部14が抵抗電流値を検出する。
以上の理由により、本実施形態では、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値検出部14が抵抗電流値を検出する。
(ピンチロールギャップの制御方法)
以下、図1及び図2を参照して、上記の構成を備えたギャップ制御装置1で行うピンチロールギャップの制御方法(以降の説明では、「ギャップ制御方法」と記載する場合がある)について説明する。
本実施形態のギャップ制御方法は、ギャップ制御テーブル記憶ステップと、圧延後板厚検出ステップと、変化度合制御ステップと、抵抗電流値検出ステップと、ギャップ検出ステップを有している。
ギャップ制御テーブル記憶ステップでは、ギャップ制御テーブルを予め記憶する。
ギャップ制御テーブルは、上述した合格部分板厚と合格部分挟持ギャップとを対応させたデータテーブルである。
以下、図1及び図2を参照して、上記の構成を備えたギャップ制御装置1で行うピンチロールギャップの制御方法(以降の説明では、「ギャップ制御方法」と記載する場合がある)について説明する。
本実施形態のギャップ制御方法は、ギャップ制御テーブル記憶ステップと、圧延後板厚検出ステップと、変化度合制御ステップと、抵抗電流値検出ステップと、ギャップ検出ステップを有している。
ギャップ制御テーブル記憶ステップでは、ギャップ制御テーブルを予め記憶する。
ギャップ制御テーブルは、上述した合格部分板厚と合格部分挟持ギャップとを対応させたデータテーブルである。
圧延後板厚検出ステップでは、仕上圧延機8とピンチロール2との間における鋼帯Sの板厚を検出する。
変化度合制御ステップでは、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出ステップにおいて検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロール2のギャップの変化度合いを制御する。
変化度合制御ステップでは、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出ステップにおいて検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロール2のギャップの変化度合いを制御する。
本実施形態では、変化度合制御ステップにおいて、上側ピンチロール2Uの位置の変化度合いを制御することにより、一対のピンチロール2のギャップの変化度合いを制御する場合を説明する。
抵抗電流値検出ステップでは、ピンチロール回転部がピンチロール2の回転速度を鋼帯Sの搬送速度よりも減速させた状態で、ピンチロール回転部に発生する抵抗電流値を検出する。
抵抗電流値検出ステップでは、ピンチロール回転部がピンチロール2の回転速度を鋼帯Sの搬送速度よりも減速させた状態で、ピンチロール回転部に発生する抵抗電流値を検出する。
本実施形態では、一例として、抵抗電流値検出ステップにおいて、ピンチロール回転部がピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する場合を説明する。
ギャップ検出ステップでは、コイル6の側面からの突出量が突出量閾値未満である尾端側部分を一対のピンチロール2が挟持している状態で、抵抗電流値検出ステップにおいて検出した抵抗電流値に基づいて、一対のピンチロール2のギャップを検出する。
ギャップ検出ステップでは、コイル6の側面からの突出量が突出量閾値未満である尾端側部分を一対のピンチロール2が挟持している状態で、抵抗電流値検出ステップにおいて検出した抵抗電流値に基づいて、一対のピンチロール2のギャップを検出する。
(動作・作用)
以下、図1及び図2を参照して、上記の構成を備えたギャップ制御装置1と、このギャップ制御装置1で行うギャップ制御方法の動作・作用を説明する。
本実施形態のギャップ制御装置1を備えた熱間圧延ラインHLにおいて、圧延した鋼帯Sによりコイル6を製造する際には、まず、仕上圧延機8によりスラブを熱間圧延して板厚が3[mm]程度の鋼帯Sを形成し、この圧延した鋼帯Sを、一対のピンチロール2により、厚さ方向から挟持して、コイラー4へ誘導する。
以下、図1及び図2を参照して、上記の構成を備えたギャップ制御装置1と、このギャップ制御装置1で行うギャップ制御方法の動作・作用を説明する。
本実施形態のギャップ制御装置1を備えた熱間圧延ラインHLにおいて、圧延した鋼帯Sによりコイル6を製造する際には、まず、仕上圧延機8によりスラブを熱間圧延して板厚が3[mm]程度の鋼帯Sを形成し、この圧延した鋼帯Sを、一対のピンチロール2により、厚さ方向から挟持して、コイラー4へ誘導する。
一般的に、熱間圧延ラインHLでは、鋼帯Sの板厚が、鋼帯Sへ加わる荷重、鋼帯Sの搬送速度、鋼帯Sの温度、鋼帯Sの張力等により、鋼帯Sの全長内で変動する場合が多い。
ここで、圧延後板厚検出部12が検出した板厚が、所望の板厚(3[mm]程度)から離れた値である場合、一対のピンチロール2を通過した鋼帯Sの板厚が所望の板厚となるように、一対のピンチロール2のギャップや、ピンチロール2の回転速度を変化させる。
ここで、圧延後板厚検出部12が検出した板厚が、所望の板厚(3[mm]程度)から離れた値である場合、一対のピンチロール2を通過した鋼帯Sの板厚が所望の板厚となるように、一対のピンチロール2のギャップや、ピンチロール2の回転速度を変化させる。
また、本実施形態では、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出部12が検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、変化度合制御部20が、一対のピンチロール2のギャップの変化度合いを制御する(変化度合制御ステップ)。
これにより、尾端側部分が仕上圧延機8から抜けた際のピンチロール2のギャップが、巻き乱れ部24の突出量が予め設定した突出量閾値(10[mm])未満である場合の、合格部分板厚に応じたギャップとなる。
これにより、尾端側部分が仕上圧延機8から抜けた際のピンチロール2のギャップが、巻き乱れ部24の突出量が予め設定した突出量閾値(10[mm])未満である場合の、合格部分板厚に応じたギャップとなる。
このため、尾端側部分が仕上圧延機8から抜けた際には、合格部分板厚に応じたギャップとなっている一対のピンチロール2により、尾端側部分が仕上圧延機8から抜けた鋼帯Sが保持されることとなる。
したがって、尾端側部分が仕上圧延機8から抜けた際には、尾端側部分に付与される後方張力が適切な値となり、仕上圧延機8とピンチロール2との間において、尾端側部分の蛇行を抑制することが可能となるため、コイル6の巻き形状の乱れを抑制することが可能となる。
したがって、尾端側部分が仕上圧延機8から抜けた際には、尾端側部分に付与される後方張力が適切な値となり、仕上圧延機8とピンチロール2との間において、尾端側部分の蛇行を抑制することが可能となるため、コイル6の巻き形状の乱れを抑制することが可能となる。
また、本実施形態では、ギャップ検出部22が、尾端側部分のうち上記の突出量が突出量閾値未満である部分を、一対のピンチロール2が挟持している状態で、抵抗電流値検出部14が検出した抵抗電流値に基づいて、一対のピンチロール2のギャップを検出する(ギャップ検出ステップ)。
このため、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロール2のギャップを検出することが可能となる。
以上により、本実施形態では、定常状態、すなわち、搬送されている鋼帯Sの先端が一対のピンチロール2間を挟持されながら通過してコイラー4に巻きついた後から、鋼帯Sが仕上圧延機8で圧延されている状態に加え、尾端側部分が仕上圧延機8から抜けた際においても、一対のピンチロール2のギャップを適切な値とすることが可能となる。
このため、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロール2のギャップを検出することが可能となる。
以上により、本実施形態では、定常状態、すなわち、搬送されている鋼帯Sの先端が一対のピンチロール2間を挟持されながら通過してコイラー4に巻きついた後から、鋼帯Sが仕上圧延機8で圧延されている状態に加え、尾端側部分が仕上圧延機8から抜けた際においても、一対のピンチロール2のギャップを適切な値とすることが可能となる。
これにより、鋼帯Sには、全体に亘って適切な値の後方張力が付与されることとなり、鋼帯Sの全体に亘って、仕上圧延機8とピンチロール2との間における蛇行を抑制することが可能となる。
このため、鋼帯Sの全体に亘って、コイル6の巻き形状の乱れを抑制することが可能となる。
なお、尾端側部分が仕上圧延機8から抜けた後は、例えば、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して5%以上30%以下の範囲内で減速させた状態で、鋼帯Sの搬送及びコイラー4による鋼帯Sの巻取りを行うことにより、鋼帯Sに対する後方張力の付与を継続する。
このため、鋼帯Sの全体に亘って、コイル6の巻き形状の乱れを抑制することが可能となる。
なお、尾端側部分が仕上圧延機8から抜けた後は、例えば、ピンチロール回転部が一対のピンチロール2の回転速度を鋼帯Sの搬送速度に対して5%以上30%以下の範囲内で減速させた状態で、鋼帯Sの搬送及びコイラー4による鋼帯Sの巻取りを行うことにより、鋼帯Sに対する後方張力の付与を継続する。
(第一実施形態の効果)
以下、本実施形態の効果を列挙する。
(1)本実施形態のギャップ制御装置1では、変化度合制御部20が、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出部12が検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロール2のギャップの変化度合いを制御する。
以下、本実施形態の効果を列挙する。
(1)本実施形態のギャップ制御装置1では、変化度合制御部20が、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出部12が検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロール2のギャップの変化度合いを制御する。
このため、尾端側部分が仕上圧延機8から抜けた際の、一対のピンチロール2のギャップを、尾端側部分の突出量が予め設定した突出量閾値未満である場合の、合格部分板厚に応じたギャップに制御することが可能となる。
その結果、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を抑制することが可能となる。
これにより、コイル6の巻き形状の乱れを抑制して、耳折れや耳切れの発生を抑制し、歩留りや製造効率の低下を抑制することが可能となる。
その結果、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を抑制することが可能となる。
これにより、コイル6の巻き形状の乱れを抑制して、耳折れや耳切れの発生を抑制し、歩留りや製造効率の低下を抑制することが可能となる。
(2)本実施形態のギャップ制御装置1では、ギャップ検出部22が、尾端側部分のうちコイラー4で巻き取られたコイル6の側面からの突出量が予め設定した突出量閾値未満である部分を一対のピンチロール2が挟持している状態で、抵抗電流値検出部12が検出した抵抗電流値に基づいて、一対のピンチロール2のギャップを検出する。
このため、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロール2のギャップを検出することが可能となる。
その結果、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を安定して鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を、長期に亘って抑制することが可能となる。
このため、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、磨耗の進行度合いに応じて変化する抵抗電流値に基づいて、一対のピンチロール2のギャップを検出することが可能となる。
その結果、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を安定して鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を、長期に亘って抑制することが可能となる。
(3)本実施形態のギャップ制御装置1では、抵抗電流値検出部14が、ピンチロール回転部がピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する。
このため、ピンチロール回転部がピンチロール2の回転速度を鋼帯の搬送速度に対して20%未満で減速させた状態で抵抗電流値を検出する場合と比較して、抵抗電流値の検出精度を安定させることが可能となる。
このため、ピンチロール回転部がピンチロール2の回転速度を鋼帯の搬送速度に対して20%未満で減速させた状態で抵抗電流値を検出する場合と比較して、抵抗電流値の検出精度を安定させることが可能となる。
これに加え、ピンチロール回転部がピンチロール2の回転速度を鋼帯の搬送速度に対して35%を超えて減速させた状態で抵抗電流値を検出する場合と比較して、一対のピンチロール2で挟持された鋼帯Sに擦り傷等の欠陥が発生する可能性や、コイル6全体に対して、巻き形状の乱れが発生する可能性を低減させることが可能となる。
その結果、ピンチロール回転部がピンチロール2の回転速度を鋼帯の搬送速度に対して20%未満及び35%を超えて減速させた状態で、抵抗電流値を検出する場合と比較して、ピンチロール2の磨耗に応じて適切な後方張力を鋼帯Sに付与することが可能となるとともに、コイル6の品質低下を抑制することが可能となる。
その結果、ピンチロール回転部がピンチロール2の回転速度を鋼帯の搬送速度に対して20%未満及び35%を超えて減速させた状態で、抵抗電流値を検出する場合と比較して、ピンチロール2の磨耗に応じて適切な後方張力を鋼帯Sに付与することが可能となるとともに、コイル6の品質低下を抑制することが可能となる。
(4)本実施形態のギャップ制御方法では、変化度合制御ステップにおいて、尾端側部分を挟持する一対のピンチロール2のギャップが、仕上圧延機8が尾端側部分を圧延している状態で圧延後板厚検出ステップにおいて検出した尾端側部分の板厚と等しい合格部分板厚に対応した合格部分挟持ギャップとなるように、一対のピンチロール2のギャップの変化度合いを制御する。
その結果、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を抑制することが可能となり、コイル6の巻き形状の乱れを抑制して、耳折れや耳切れの発生を抑制し、歩留りや製造効率の低下を抑制することが可能となる。
その結果、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を抑制することが可能となり、コイル6の巻き形状の乱れを抑制して、耳折れや耳切れの発生を抑制し、歩留りや製造効率の低下を抑制することが可能となる。
(5)本実施形態のギャップ制御方法では、ギャップ検出ステップにおいて、尾端側部分のうちコイラー4で巻き取られたコイル6の側面からの突出量が予め設定した突出量閾値未満である部分を一対のピンチロール2が挟持している状態で、抵抗電流値検出ステップにおいて検出した抵抗電流値に基づいて、一対のピンチロール2のギャップを検出する。
その結果、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を安定して鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を、長期に亘って抑制することが可能となる。
その結果、継続的な使用等によりピンチロール2の磨耗が進行した場合であっても、尾端側部分が仕上圧延機8から抜けた際に、適切な後方張力を安定して鋼帯Sに付与することが可能となるため、仕上圧延機8を抜けた後の、尾端側部分の蛇行を、長期に亘って抑制することが可能となる。
(6)本実施形態のギャップ制御方法では、抵抗電流値検出ステップにおいて、ピンチロール回転部がピンチロール2の回転速度を鋼帯Sの搬送速度に対して20%以上35%以下の範囲内で減速させた状態で、抵抗電流値を検出する。
その結果、ピンチロール回転部がピンチロール2の回転速度を鋼帯の搬送速度に対して20%未満及び35%を超えて減速させた状態で、抵抗電流値を検出する場合と比較して、ピンチロール2の磨耗に応じて適切な後方張力を鋼帯Sに付与することが可能となるとともに、コイル6の品質低下を抑制することが可能となる。
その結果、ピンチロール回転部がピンチロール2の回転速度を鋼帯の搬送速度に対して20%未満及び35%を超えて減速させた状態で、抵抗電流値を検出する場合と比較して、ピンチロール2の磨耗に応じて適切な後方張力を鋼帯Sに付与することが可能となるとともに、コイル6の品質低下を抑制することが可能となる。
(変形例)
以下、本実施形態の変形例を列挙する。
(1)本実施形態では、尾端側部分の長さを約100[m]としたが、尾端側部分の長さは、これに限定するものではなく、製品に要求される仕様に応じて、適宜変更可能である。
(2)本実施形態では、突出量閾値を10[mm]としたが、突出量閾値は、これに限定するものではなく、製品に要求される仕様に応じて、例えば、5[mm]と設定するなど、適宜変更可能である。
以下、本実施形態の変形例を列挙する。
(1)本実施形態では、尾端側部分の長さを約100[m]としたが、尾端側部分の長さは、これに限定するものではなく、製品に要求される仕様に応じて、適宜変更可能である。
(2)本実施形態では、突出量閾値を10[mm]としたが、突出量閾値は、これに限定するものではなく、製品に要求される仕様に応じて、例えば、5[mm]と設定するなど、適宜変更可能である。
(実施例1)
以下、図1及び図2を参照しつつ、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて、圧延した鋼帯S(板厚2[mm])により製造したコイル6に対し、歩留りを比較した結果について説明する。
なお、本発明例のギャップ制御装置1及び熱間圧延ラインHLの構成は、上述した第一実施形態と同様である。
以下、図1及び図2を参照しつつ、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて、圧延した鋼帯S(板厚2[mm])により製造したコイル6に対し、歩留りを比較した結果について説明する。
なお、本発明例のギャップ制御装置1及び熱間圧延ラインHLの構成は、上述した第一実施形態と同様である。
一方、比較例のギャップ制御装置及び熱間圧延ラインの構成は、ギャップ制御テーブル記憶部18及び変化度合制御部20を備えていない点を除き、第一実施形態のギャップ制御装置及び熱間圧延ラインと同様の構成である。
本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6は、耳折れや耳切れが発生していなかったため、尾端側部分(約100[m])を切り捨てる必要が無かった。
本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6は、耳折れや耳切れが発生していなかったため、尾端側部分(約100[m])を切り捨てる必要が無かった。
一方、比較例のギャップ制御装置を備えた熱間圧延ラインで製造したコイルは、20コイル中のうち1コイルで、尾端側部分(約100[m])に耳折れや耳切れが発生していたため、尾端側部分を切り捨てることとなった。
これに対し、本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6には、不良部分が発生していない。
このため、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて製造したコイル6に対し、歩留りを比較した結果は、本発明例で製造したコイル6の歩留りが、比較例で製造したコイル6の歩留りと比較して、約0.49[%]向上したことが確認された。
これに対し、本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6には、不良部分が発生していない。
このため、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて製造したコイル6に対し、歩留りを比較した結果は、本発明例で製造したコイル6の歩留りが、比較例で製造したコイル6の歩留りと比較して、約0.49[%]向上したことが確認された。
(実施例2)
以下、図1及び図2を参照しつつ、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて、圧延した鋼帯S(板厚3[mm]以下)により製造したコイル6に対し、歩留りを比較した結果について説明する。
なお、本発明例のギャップ制御装置1及び熱間圧延ラインHLの構成は、上述した第一実施形態と同様である。
以下、図1及び図2を参照しつつ、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて、圧延した鋼帯S(板厚3[mm]以下)により製造したコイル6に対し、歩留りを比較した結果について説明する。
なお、本発明例のギャップ制御装置1及び熱間圧延ラインHLの構成は、上述した第一実施形態と同様である。
一方、比較例のギャップ制御装置及び熱間圧延ラインの構成は、ギャップ制御テーブル記憶部18及び変化度合制御部20を備えていない点を除き、第一実施形態のギャップ制御装置及び熱間圧延ラインと同様の構成である。
なお、本実施例では、尾端側部分が仕上圧延機8から抜けた際の、鋼帯Sの搬送速度(通板速度)を、約600[mpm]とした。
本本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6は、耳折れや耳切れが発生していなかったため、尾端側部分(約100[m])を切り捨てる必要が無かった。
なお、本実施例では、尾端側部分が仕上圧延機8から抜けた際の、鋼帯Sの搬送速度(通板速度)を、約600[mpm]とした。
本本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6は、耳折れや耳切れが発生していなかったため、尾端側部分(約100[m])を切り捨てる必要が無かった。
一方、比較例のギャップ制御装置を備えた熱間圧延ラインで製造したコイルは、尾端側部分(約100[m])に耳折れや耳切れが発生していたため、尾端側部分を切り捨てることとなった。
これに対し、本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6には、不良部分が発生していない。
このため、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて製造したコイル6に対し、歩留りを比較した結果は、本発明例で製造したコイル6の歩留りが、比較例で製造したコイル6の歩留りと比較して、約0.12[%]向上したことが確認された。
これに対し、本発明例のギャップ制御装置1を備えた熱間圧延ラインHLで製造したコイル6には、不良部分が発生していない。
このため、比較例及び本発明例のギャップ制御装置1を備えた熱間圧延ラインHLにおいて製造したコイル6に対し、歩留りを比較した結果は、本発明例で製造したコイル6の歩留りが、比較例で製造したコイル6の歩留りと比較して、約0.12[%]向上したことが確認された。
1 ギャップ制御装置
2 ピンチロール
2U 上側ピンチロール
2D 下側ピンチロール
4 コイラー
6 コイル
8 仕上圧延機
10 ロールギャップ変化機構
12 圧延後板厚検出部
14 抵抗電流値検出部
16 ギャップ制御部
18 ギャップ制御テーブル記憶部
20 変化度合制御部
22 ギャップ検出部
24 巻き乱れ部
HL 熱間圧延ライン
S 鋼帯
2 ピンチロール
2U 上側ピンチロール
2D 下側ピンチロール
4 コイラー
6 コイル
8 仕上圧延機
10 ロールギャップ変化機構
12 圧延後板厚検出部
14 抵抗電流値検出部
16 ギャップ制御部
18 ギャップ制御テーブル記憶部
20 変化度合制御部
22 ギャップ検出部
24 巻き乱れ部
HL 熱間圧延ライン
S 鋼帯
Claims (6)
- 搬送されてくる鋼帯を圧延する仕上圧延機とコイラーとの間に配置され、且つ前記コイラーに巻き取られる前の鋼帯を挟持する一対のピンチロールのギャップを制御するピンチロールギャップの制御装置であって、
前記一対のピンチロールのギャップを変化させるロールギャップ変化機構と、
前記ロールギャップ変化機構による前記ギャップの変化度合いを制御する変化度合制御部と、
前記仕上圧延機と前記ピンチロールとの間で前記鋼帯の板厚を検出する圧延後板厚検出部と、
前記圧延及び巻き取りが完了した鋼帯における尾端から予め設定した長さまでの尾端側部分のうち前記コイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分の少なくとも一部を前記圧延後板厚検出部で検出した合格部分板厚と、前記突出量が前記突出量閾値未満である前記尾端側部分を挟持した前記一対のピンチロールのギャップである合格部分挟持ギャップと、を対応させたデータテーブルであるギャップ制御テーブルを予め記憶するギャップ制御テーブル記憶部と、を備え、
前記変化度合制御部は、前記尾端側部分を挟持する前記一対のピンチロールのギャップが、前記仕上圧延機が前記尾端側部分を圧延している状態で前記圧延後板厚検出部が検出した尾端側部分の板厚と等しい前記合格部分板厚に対応した前記合格部分挟持ギャップとなるように、前記変化度合いを制御することを特徴とするピンチロールギャップの制御装置。 - 前記ピンチロールを回転させるピンチロール回転部がピンチロールの回転速度を前記鋼帯の搬送速度よりも減速させた状態で、前記ピンチロール回転部に発生する抵抗電流値を検出する抵抗電流値検出部と、
前記突出量が前記突出量閾値未満である前記尾端側部分を前記一対のピンチロールが挟持している状態で前記抵抗電流値検出部が検出した抵抗電流値に基づいて前記ギャップを検出するギャップ検出部と、を備えることを特徴とする請求項1に記載したピンチロールギャップの制御装置。 - 前記抵抗電流値検出部は、前記ピンチロール回転部が前記ピンチロールの回転速度を前記鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で前記抵抗電流値を検出することを特徴とする請求項2に記載したピンチロールギャップの制御装置。
- 搬送されてくる鋼帯を圧延する仕上圧延機とコイラーとの間に配置され、且つ前記コイラーに巻き取られる前の鋼帯を挟持する一対のピンチロールのギャップを制御するピンチロールギャップの制御方法であって、
前記圧延及び巻き取りが完了した鋼帯における尾端から予め設定した長さまでの尾端側部分のうち前記コイラーで巻き取られたコイルの側面からの突出量が予め設定した突出量閾値未満である部分の少なくとも一部の板厚を前記仕上圧延機と前記ピンチロールとの間で検出した合格部分板厚と、前記突出量が前記突出量閾値未満である前記尾端側部分を挟持した前記一対のピンチロールのギャップである合格部分挟持ギャップと、を対応させたデータテーブルであるギャップ制御テーブルを予め記憶するギャップ制御テーブル記憶ステップと、
前記仕上圧延機と前記ピンチロールとの間で前記鋼帯の板厚を検出する圧延後板厚検出ステップと、
前記尾端側部分を挟持する前記一対のピンチロールのギャップが、前記仕上圧延機が前記尾端側部分を圧延している状態で前記圧延後板厚検出ステップにおいて検出した尾端側部分の板厚と等しい前記合格部分板厚に対応した前記合格部分挟持ギャップとなるように、前記ギャップの変化度合いを制御する変化度合制御ステップと、を有することを特徴とするピンチロールギャップの制御方法。 - 前記ピンチロールを回転させるピンチロール回転部がピンチロールの回転速度を前記鋼帯の搬送速度よりも減速させた状態で、前記ピンチロール回転部に発生する抵抗電流値を検出する抵抗電流値検出ステップと、
前記突出量が前記突出量閾値未満である前記尾端側部分を前記一対のピンチロールが挟持している状態で前記抵抗電流値検出ステップにおいて検出した抵抗電流値に基づいて、前記ギャップを検出するギャップ検出ステップと、を有することを特徴とする請求項4に記載したピンチロールギャップの制御方法。 - 前記抵抗電流値検出ステップでは、前記ピンチロール回転部が前記ピンチロールの回転速度を前記鋼帯の搬送速度に対して20%以上35%以下の範囲内で減速させた状態で前記抵抗電流値を検出することを特徴とする請求項5に記載したピンチロールギャップの制御方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011273590A JP2013123733A (ja) | 2011-12-14 | 2011-12-14 | ピンチロールギャップの制御装置及び制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011273590A JP2013123733A (ja) | 2011-12-14 | 2011-12-14 | ピンチロールギャップの制御装置及び制御方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013123733A true JP2013123733A (ja) | 2013-06-24 |
Family
ID=48775312
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011273590A Pending JP2013123733A (ja) | 2011-12-14 | 2011-12-14 | ピンチロールギャップの制御装置及び制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013123733A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104624723A (zh) * | 2015-01-30 | 2015-05-20 | 广西柳州银海铝业股份有限公司 | 带材卷取过程中活动夹送辊的控制方法 |
| JP2015147227A (ja) * | 2014-02-05 | 2015-08-20 | Jfeスチール株式会社 | 熱延鋼板の巻取り制御方法および巻取り制御装置 |
| CN105583237A (zh) * | 2016-01-15 | 2016-05-18 | 山西太钢不锈钢股份有限公司 | 热连轧厚规格碳钢卷取夹送辊变压力控制方法 |
| JP2017011023A (ja) * | 2015-06-18 | 2017-01-12 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
| CN106694623A (zh) * | 2016-12-27 | 2017-05-24 | 振石集团东方特钢有限公司 | 一种卷取机epc系统纠偏控制方法 |
| CN113305177A (zh) * | 2021-05-12 | 2021-08-27 | 首钢京唐钢铁联合有限责任公司 | 卷取机及其板卷跟踪信息的清除方法、装置和存储介质 |
| CN113388936A (zh) * | 2021-05-28 | 2021-09-14 | 杭州余杭区闯洲丝绸厂 | 超柔超薄击剑布及制作方法 |
| CN117324402A (zh) * | 2023-09-19 | 2024-01-02 | 首钢股份公司迁安钢铁公司 | 一种热轧卷取缺陷的检测方法、装置、电子设备及介质 |
-
2011
- 2011-12-14 JP JP2011273590A patent/JP2013123733A/ja active Pending
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015147227A (ja) * | 2014-02-05 | 2015-08-20 | Jfeスチール株式会社 | 熱延鋼板の巻取り制御方法および巻取り制御装置 |
| CN104624723A (zh) * | 2015-01-30 | 2015-05-20 | 广西柳州银海铝业股份有限公司 | 带材卷取过程中活动夹送辊的控制方法 |
| JP2017011023A (ja) * | 2015-06-18 | 2017-01-12 | 株式会社Screenホールディングス | 基板処理装置および基板処理方法 |
| CN105583237A (zh) * | 2016-01-15 | 2016-05-18 | 山西太钢不锈钢股份有限公司 | 热连轧厚规格碳钢卷取夹送辊变压力控制方法 |
| CN106694623A (zh) * | 2016-12-27 | 2017-05-24 | 振石集团东方特钢有限公司 | 一种卷取机epc系统纠偏控制方法 |
| CN106694623B (zh) * | 2016-12-27 | 2018-08-07 | 振石集团东方特钢有限公司 | 一种卷取机epc系统纠偏控制方法 |
| CN113305177A (zh) * | 2021-05-12 | 2021-08-27 | 首钢京唐钢铁联合有限责任公司 | 卷取机及其板卷跟踪信息的清除方法、装置和存储介质 |
| CN113388936A (zh) * | 2021-05-28 | 2021-09-14 | 杭州余杭区闯洲丝绸厂 | 超柔超薄击剑布及制作方法 |
| CN113388936B (zh) * | 2021-05-28 | 2023-11-03 | 杭州余杭区闯洲丝绸厂 | 超柔超薄击剑布及制作方法 |
| CN117324402A (zh) * | 2023-09-19 | 2024-01-02 | 首钢股份公司迁安钢铁公司 | 一种热轧卷取缺陷的检测方法、装置、电子设备及介质 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013123733A (ja) | ピンチロールギャップの制御装置及び制御方法 | |
| JP5780118B2 (ja) | 熱間圧延鋼帯の巻取制御方法および巻取制御装置 | |
| JP4735769B2 (ja) | スリット帯板の蛇行防止装置 | |
| JP6028496B2 (ja) | 巻取装置及び鋼板尾端停止位置の制御方法 | |
| JP2013111609A (ja) | スリット帯板の巻取り方法 | |
| JP4585628B2 (ja) | 鋼板ストリップの圧延方法及び鋼板の製造方法 | |
| JP2011240461A (ja) | ガングスリッタ装置 | |
| JP5376330B2 (ja) | 熱延板の形状制御方法、製造方法及び製造装置 | |
| JP6200843B2 (ja) | 巻取制御方法 | |
| JP2013006187A (ja) | 短尺材の圧延装置及び短尺材の圧延方法 | |
| JP4780246B2 (ja) | スリット帯板の蛇行防止装置 | |
| JP2021079411A (ja) | 巻取制御装置、コイラー、巻取制御方法および熱間圧延金属帯の製造方法 | |
| JP6008142B2 (ja) | 熱延鋼板の巻取り制御方法および巻取り制御装置 | |
| JP5618075B2 (ja) | スリット帯板の蛇行防止装置 | |
| JP2023096777A (ja) | 巻取制御装置、巻取実績蓄積装置、巻取制御方法、巻取実績蓄積方法、およびプログラム | |
| JP2011167708A (ja) | スリット帯板の蛇行防止装置 | |
| JP2020157318A (ja) | 巻取装置の尾端停止位置制御方法、尾端停止位置制御装置及び巻取装置 | |
| JP2003211214A (ja) | 熱間エンドレス圧延における被圧延材の冷却方法 | |
| JP2014069236A (ja) | 巻取装置および巻取方法 | |
| JP3276279B2 (ja) | ピンチロールの制御装置 | |
| JP2650549B2 (ja) | 鋼ストリップの巻取り方法 | |
| JP5201624B2 (ja) | 溶接部の圧延方法 | |
| JP6036150B2 (ja) | 可逆式圧延装置および可逆式圧延方法 | |
| CN120187539A (zh) | 卷绕方法和卷绕系统 | |
| JP2012206146A (ja) | 熱間圧延鋼板のループ検知方法および装置並びに巻取制御方法および巻取制御装置 |