JP2013003156A - レンズ製造方法、及び眼鏡レンズ製造システム - Google Patents
レンズ製造方法、及び眼鏡レンズ製造システム Download PDFInfo
- Publication number
- JP2013003156A JP2013003156A JP2011130455A JP2011130455A JP2013003156A JP 2013003156 A JP2013003156 A JP 2013003156A JP 2011130455 A JP2011130455 A JP 2011130455A JP 2011130455 A JP2011130455 A JP 2011130455A JP 2013003156 A JP2013003156 A JP 2013003156A
- Authority
- JP
- Japan
- Prior art keywords
- pair
- transfer surface
- mold members
- lens
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 95
- 238000012546 transfer Methods 0.000 claims abstract description 101
- 239000000463 material Substances 0.000 claims abstract description 36
- 239000002994 raw material Substances 0.000 claims abstract description 24
- 238000007789 sealing Methods 0.000 claims abstract description 23
- 239000007788 liquid Substances 0.000 claims abstract description 21
- 238000005520 cutting process Methods 0.000 claims abstract description 13
- 238000002347 injection Methods 0.000 claims abstract description 3
- 239000007924 injection Substances 0.000 claims abstract description 3
- 239000011248 coating agent Substances 0.000 claims description 51
- 238000000576 coating method Methods 0.000 claims description 50
- 230000002093 peripheral effect Effects 0.000 claims description 24
- 239000000758 substrate Substances 0.000 claims description 14
- 238000013461 design Methods 0.000 claims description 12
- 238000006243 chemical reaction Methods 0.000 claims description 8
- 238000003780 insertion Methods 0.000 claims description 4
- 230000037431 insertion Effects 0.000 claims description 4
- 238000009499 grossing Methods 0.000 claims description 3
- 238000012545 processing Methods 0.000 abstract description 28
- 239000000243 solution Substances 0.000 abstract description 3
- 238000000926 separation method Methods 0.000 abstract 1
- 238000000034 method Methods 0.000 description 21
- 238000000227 grinding Methods 0.000 description 18
- 230000003287 optical effect Effects 0.000 description 14
- 238000005498 polishing Methods 0.000 description 12
- 239000002390 adhesive tape Substances 0.000 description 9
- 238000006116 polymerization reaction Methods 0.000 description 7
- 230000003746 surface roughness Effects 0.000 description 7
- 229920005989 resin Polymers 0.000 description 6
- 239000011347 resin Substances 0.000 description 6
- 238000001723 curing Methods 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 229920001577 copolymer Polymers 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000003754 machining Methods 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 230000000750 progressive effect Effects 0.000 description 3
- 238000004804 winding Methods 0.000 description 3
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000004043 dyeing Methods 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000007517 polishing process Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 238000011282 treatment Methods 0.000 description 2
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- SYFOAKAXGNMQAX-UHFFFAOYSA-N bis(prop-2-enyl) carbonate;2-(2-hydroxyethoxy)ethanol Chemical compound OCCOCCO.C=CCOC(=O)OCC=C SYFOAKAXGNMQAX-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 238000012938 design process Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 238000013007 heat curing Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- -1 polyethylene terephthalate Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002578 polythiourethane polymer Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920003226 polyurethane urea Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000001179 pupillary effect Effects 0.000 description 1
- 238000004528 spin coating Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
Images



Landscapes
- Eyeglasses (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】一対の対向配置されたモールド部材間を封止部材で封止することによって規定されたキャビティにレンズ原料液を注入する注入工程と、キャビティに注入されたレンズ原料液を硬化反応させて一対のモールド部材の各転写面形状を転写させたレンズ基材を得る硬化反応工程と、各転写面形状が転写されたレンズ基材を一対のモールド部材から離型する離型工程とを含み、一対のモールド部材の少なくとも一方の転写面が、削り加工によって加工された削り加工面上に形成された被膜の表面であるレンズ製造方法を提供する。
【選択図】図3
Description
図1は、本実施形態の眼鏡レンズの製造方法を実現するための眼鏡レンズ製造システム1の構成を示すブロック図である。図1に示されるように、眼鏡レンズ製造システム1は、顧客(装用者)に対する処方に応じた眼鏡レンズを発注する眼鏡店10と、眼鏡店10からの発注を受けて眼鏡レンズを製造する眼鏡レンズ製造工場20を有している。眼鏡レンズ製造工場20への発注は、インターネット等の所定のネットワークやFAX等によるデータ送信を通じて行われる。発注者には眼科医や一般消費者を含めてもよい。
眼鏡店10には、店頭コンピュータ100が設置されている。店頭コンピュータ100は、例えば一般的なPC(Personal Computer)であり、眼鏡レンズ製造工場20への眼鏡レンズの発注を行うためのソフトウェアがインストールされている。店頭コンピュータ100には、眼鏡店スタッフによるマウスやキーボード等の操作を通じてレンズデータ及びフレームデータが入力される。レンズデータには、例えば処方値(球面屈折力、乱視屈折力、乱視軸方向、プリズム屈折力、プリズム基底方向、加入度数、遠用PD(Pupillary Distance)、近用PD等)、眼鏡レンズの種類(単焦点球面、単焦点非球面、多焦点(二重焦点、累進)、コーティング(染色加工、ハードコート、反射防止膜、紫外線カット等))、顧客の要望に応じたレイアウトデータ等が含まれる。フレームデータには、顧客が選択したフレームの形状データが含まれる。フレームデータは、例えばバーコードタグで管理されており、バーコードリーダによるフレームに貼り付けられたバーコードタグの読み取りを通じて入手することができる。店頭コンピュータ100は、発注データ(レンズデータ及びフレームデータ)を例えばインターネット経由で眼鏡レンズ製造工場20に送信する。
眼鏡レンズ製造工場20には、ホストコンピュータ200を中心としたLAN(Local Area Network)が構築されており、一般的なPCであるモールド部材製作用コンピュータ202やモールド部材加工用コンピュータ204をはじめ多数の端末装置が接続されている。ホストコンピュータ200には、店頭コンピュータ100からインターネット経由で送信された発注データが入力する。ホストコンピュータ200は、入力された発注データをモールド部材製作用コンピュータ202に送信する。
本実施形態においては、注型重合による眼鏡レンズの成形を行うため、一対の対向配置されたモールド部材で規定されるキャビティにレンズ原料液を注入して硬化反応させる。レンズコバに対応する一対のモールド部材間は、粘着テープを2つのモールド部材の外周面(側面)に巻き付けることによって閉じられる。粘着テープは、樹脂ガスケットに代えてもよい。モールド部材は、樹脂、金属、ガラス等の材料が想定され、必要に応じてリサイクルや追加工等することができる。図2は、眼鏡レンズの製造工程を示すフローチャートである。図3は、眼鏡レンズの製造工程を概略的に示す図である。
眼鏡レンズ製造工場20では、全製作範囲の度数を複数のグループに区分し、各グループの度数範囲に適合した転写面形状(例えば研磨加工された球面形状)を持つ規定モールド部材40Aを眼鏡レンズの注文に備えて予め用意している。モールド部材製作用コンピュータ202は、受注に応じた眼鏡レンズ製造用のモールド部材を選択及び製作するためのプログラムがインストールされており、規定モールド部材40A群の中から発注データ(レンズデータ)に含まれる処方値に適した規定モールド部材40Aを一つ選択する。規定モールド部材40Aは、転写面が自由曲面等の複雑な面形状でなく球面等の回転対称形状であるため、眼鏡レンズの外観を良くするために眼鏡レンズの外面(凸面)側の転写に用いられる。
眼鏡レンズ製造工場20には、モールド部材40Bの元となるブロックピース30が予め用意されている。ブロックピース30には、樹脂、金属、ガラス等の各種材質のものがある。モールド部材製作用コンピュータ202は、図2のS1の選択工程で選択された規定モールド部材40A、使用するレンズ原料液、発注データ(レンズデータ及びフレームデータ)、コスト、リードタイム等の各種パラメータを総合的に考慮して、適切な材質、寸法のブロックピース30を選択する。使用するブロックピース30が予め定められている又は一種類しかない場合は、ブロックピース30の選択工程を省くことができる。
オペレータは、図2のS2の工程で選択された又は規定のブロックピース30をカーブジェネレータ206にセットして(図3(a)参照)、モールド部材加工用コンピュータ204に対して加工開始の指示入力を行う。モールド部材加工用コンピュータ204は、モールド部材製作用コンピュータ202から転送された転写面形状データ及びフレームデータを読み込み、カーブジェネレータ206を駆動制御する。カーブジェネレータ206は、ブロックピース30の表面を転写面形状データに従って研削し、眼鏡レンズの内面(凹面)の転写面形状(説明の便宜上、「一次転写面形状」と記す。)を創成する(図3(b)参照)。本工程の研削加工は表面粗さ(Rt、Rz等)が2μm〜5μmの範囲であり、一次転写面形状には加工原理上研削痕が残存する。また、カーブジェネレータ206は、ブロックピース30の外周面をフレームデータに従って研削し、玉型形状に対応した周縁形状に加工する。なお、ブロックピース30は、切削加工機器(不図示)による切削によって加工されてもよい。
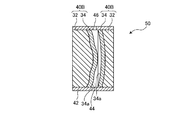
オペレータは、一次転写面形状の創成及び玉型形状加工が施された一次加工部材32をカーブジェネレータ206から取り外して、所定の前処理を一次転写面に施す。ここでいう前処理とは、例えば洗浄、乾燥、汚れ除去、静電気除去等の処理を指す。オペレータは、前処理が施された一次転写面に均一な膜厚の被膜34を形成して最終的な転写面形状(被膜面34a)を持つモールド部材40Bを得る(図3(c)参照)。被膜形成は、例えばスプレー法、スピンコート法、ディップ法等の周知の成膜法を用いて行われる。一次転写面に形成された被膜34には、必要に応じて加熱硬化や紫外線硬化等の処理が施される。
レンズ原料液は、例えば一般的なプラスチックレンズ基材を構成する各種ポリマーの原料モノマー、オリゴマー、プレポリマー、共重合体を形成するための二種類以上の混合物を含む。レンズ原料液には、モノマーの種類に応じて選択された触媒や各種添加剤が添加されてもよい。レンズ原料液は、ウレタン系又はアリル系が好適であるが、例えば、メチルメタクリレート又はジエチレングリコールビスアリルカーボネートと一種類以上の他のモノマーとの共重合体、ポリウレタンとポリウレアの共重合体、ポリカーボネート、ポリスチレン、ポリ塩化ビニル、不飽和ポリエステル、ポリエチレンテレフタレート、ポリウレタン、ポリチオウレタン、エン−チオール反応を利用したスルフィド樹脂、硫黄を含むビニル重合体等を重合可能な原料液が挙げられる。
レンズ基材60は、離型後、重合により発生した残留応力を除去するため、アニール処理が施される。次いで、レンズ基材60の内面又は外面は、発注データに従い、染色加工、ハードコート加工、反射防止膜、紫外線カット等の各種コーティングが施される。これにより、眼鏡レンズが完成して眼鏡店10に納品される。なお、各種コーティング剤は、キャビティ44へのレンズ原料液注入前に規定モールド部材40A又はモールド部材40Bの転写面に予め塗布されてもよい。この場合、モールド50から離型したレンズ基材60の内面又は外面にコーティングが付くため、離型後のコーティング工程を省くことができ、製造工程が効率化する。
10 眼鏡店
20 眼鏡レンズ製造工場
30 ブロックピース
32 一次加工部材
34 被膜
34a 被膜面
40A 規定モールド部材
40B モールド部材
42 粘着テープ
44 キャビティ
46 孔
50 モールド
60 レンズ基材
100 店頭コンピュータ
200 ホストコンピュータ
202 モールド部材製作用コンピュータ
204 モールド部材加工用コンピュータ
206 カーブジェネレータ
208 成形装置
Claims (7)
- 一対の対向配置されたモールド部材間を封止部材で封止することによって規定されたキャビティにレンズ原料液を注入する注入工程と、
前記キャビティに注入されたレンズ原料液を硬化反応させて前記一対のモールド部材の各転写面形状を転写させたレンズ基材を得る硬化反応工程と、
前記各転写面形状が転写されたレンズ基材を前記一対のモールド部材から離型する離型工程と、
を含み、
前記一対のモールド部材の少なくとも一方の転写面は、削り加工によって加工された削り加工面上に形成された被膜の表面であることを特徴とするレンズ製造方法。 - 所定の処方情報に従い、所定の度数区分毎に予め用意された規定の転写面形状を持つ規定モールド部材群の中から前記一対のモールド部材の一方を選択すると共に、該処方情報及び該選択された規定モールド部材に基づいて該一対のモールド部材の他方の転写面形状を設計する転写面形状設計工程と、
前記設計された転写面形状に従い、前記他方の転写面を削り加工した後に被膜材を被膜して該転写面を平滑化するモールド部材製作工程と、
を含むことを特徴とする、請求項1に記載のレンズ製造方法。 - 所定の処方情報に基づいて前記一対のモールド部材の各転写面形状を設計する転写面形状設計工程と、
前記設計された転写面形状に従い、前記一対のモールド部材の各転写面を削り加工した後に被膜材を被膜して該転写面を平滑化するモールド部材製作工程と、
を含むことを特徴とする、請求項1に記載のレンズ製造方法。 - 前記転写面形状設計工程において、眼鏡フレームへの枠入れを考慮して前記一対のモールド部材の各転写面形状を選択又は設計し、
前記モールド部材製作工程において、前記一対のモールド部材の外周面に巻き付けられて該一対のモールド部材間を封止した状態の前記封止部材が前記眼鏡フレームへの枠入れに適合する周縁形状を規定するように該一対のモールド部材の各々の外周面を加工することを特徴とする、請求項2又は請求項3に記載のレンズ製造方法。 - 所定の処方情報を発注データとして送信する発注側端末と、
前記発注データを受信して前記処方に適した眼鏡レンズを製造する製造側端末と、
を有し、
前記製造側端末は、
前記処方情報に従い、所定の度数区分毎に予め用意された規定の転写面形状を持つ規定モールド部材群の中から一対のモールド部材の一方を選択すると共に、該処方情報及び該選択された規定モールド部材に基づいて該一対のモールド部材の他方の転写面形状を設計し、
前記設計された転写面形状に従い、前記他方の転写面を削り加工した後に被膜材を被膜して該転写面を平滑化し、
前記一対のモールド部材を所定の間隔をもって対向配置させて該一対のモールド部材間を封止部材で封止し、
前記封止部材による封止によって規定されたキャビティにレンズ原料液を注入し、
前記キャビティに注入されたレンズ原料液を硬化反応させて前記一対のモールド部材の各転写面形状を転写させたレンズ基材を成形し、
前記各転写面形状が転写されたレンズ基材を前記一対のモールド部材から離型することを特徴とする眼鏡レンズ製造システム。 - 所定の処方情報を発注データとして送信する発注側端末と、
前記発注データを受信して前記処方に適した眼鏡レンズを製造する製造側端末と、
を有し、
前記製造側端末は、
前記処方情報に基づいて前記一対のモールド部材の各転写面形状を設計し、
前記設計された転写面形状に従い、前記一対のモールド部材の各転写面を削り加工した後に被膜材を被膜して該各転写面を平滑化し、
前記一対のモールド部材を所定の間隔をもって対向配置させて該一対のモールド部材間を封止部材で封止し、
前記封止部材による封止によって規定されたキャビティにレンズ原料液を注入し、
前記キャビティに注入されたレンズ原料液を硬化反応させて前記一対のモールド部材の各転写面形状を転写させたレンズ基材を成形し、
前記各転写面形状が転写されたレンズ基材を前記一対のモールド部材から離型することを特徴とする眼鏡レンズ製造システム。 - 前記発注データには眼鏡レンズが枠入れされる眼鏡フレームの情報も含まれており、
前記製造側端末は、
前記眼鏡フレームへの枠入れを考慮して前記一対のモールド部材の各転写面形状を選択又は設計し、
前記一対のモールド部材の外周面に巻き付けられて該一対のモールド部材間を封止した状態の前記封止部材が前記眼鏡フレームへの枠入れに適合する周縁形状を規定するように該一対のモールド部材の各々の外周面を加工することを特徴とする、請求項5又は請求項6に記載の眼鏡レンズ製造システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011130455A JP5788231B2 (ja) | 2011-06-10 | 2011-06-10 | レンズ製造方法、及び眼鏡レンズ製造システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011130455A JP5788231B2 (ja) | 2011-06-10 | 2011-06-10 | レンズ製造方法、及び眼鏡レンズ製造システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013003156A true JP2013003156A (ja) | 2013-01-07 |
| JP5788231B2 JP5788231B2 (ja) | 2015-09-30 |
Family
ID=47671832
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011130455A Expired - Fee Related JP5788231B2 (ja) | 2011-06-10 | 2011-06-10 | レンズ製造方法、及び眼鏡レンズ製造システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5788231B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014188880A (ja) * | 2013-03-27 | 2014-10-06 | Hoya Corp | レンズ成形用型、及びプラスチックレンズの製造方法 |
| CN117103557A (zh) * | 2023-07-13 | 2023-11-24 | 荣谕科技(成都)有限公司 | 眼球追踪眼镜的制备方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01316226A (ja) * | 1988-03-02 | 1989-12-21 | Pilkington Visioncare Holdings Inc | 成形・鋳造物品の製造方法と装置 |
| JPH05104536A (ja) * | 1991-10-18 | 1993-04-27 | Sumitomo Electric Ind Ltd | 被覆型鏡面モールド金型及びその製造方法 |
| JP2001310330A (ja) * | 2000-04-27 | 2001-11-06 | Hitachi Koki Co Ltd | 金型及びその成形品 |
| WO2005118246A1 (ja) * | 2004-06-03 | 2005-12-15 | Hoya Corporation | 成形型の設計方法、成形型及び成形品 |
| WO2010113996A1 (ja) * | 2009-03-31 | 2010-10-07 | Hoya株式会社 | 偏光レンズの製造方法、偏光レンズ、およびレンズの製造方法 |
| JP2010240866A (ja) * | 2009-04-01 | 2010-10-28 | Seiko Epson Corp | プラスチックレンズ成形装置 |
-
2011
- 2011-06-10 JP JP2011130455A patent/JP5788231B2/ja not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01316226A (ja) * | 1988-03-02 | 1989-12-21 | Pilkington Visioncare Holdings Inc | 成形・鋳造物品の製造方法と装置 |
| JPH05104536A (ja) * | 1991-10-18 | 1993-04-27 | Sumitomo Electric Ind Ltd | 被覆型鏡面モールド金型及びその製造方法 |
| JP2001310330A (ja) * | 2000-04-27 | 2001-11-06 | Hitachi Koki Co Ltd | 金型及びその成形品 |
| WO2005118246A1 (ja) * | 2004-06-03 | 2005-12-15 | Hoya Corporation | 成形型の設計方法、成形型及び成形品 |
| WO2010113996A1 (ja) * | 2009-03-31 | 2010-10-07 | Hoya株式会社 | 偏光レンズの製造方法、偏光レンズ、およびレンズの製造方法 |
| JP2010240866A (ja) * | 2009-04-01 | 2010-10-28 | Seiko Epson Corp | プラスチックレンズ成形装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014188880A (ja) * | 2013-03-27 | 2014-10-06 | Hoya Corp | レンズ成形用型、及びプラスチックレンズの製造方法 |
| CN117103557A (zh) * | 2023-07-13 | 2023-11-24 | 荣谕科技(成都)有限公司 | 眼球追踪眼镜的制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5788231B2 (ja) | 2015-09-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10845619B2 (en) | Spectacle lens and method for producing a spectacle lens | |
| US10281738B2 (en) | Method for manufacturing an ophthalmic lens | |
| JP5331874B2 (ja) | 累進屈折力眼鏡レンズの製造方法 | |
| EP2214868B1 (en) | Process for controlling a lens manufacturing process | |
| JP2018532150A (ja) | 3d印刷レンズの平滑化 | |
| JP5788231B2 (ja) | レンズ製造方法、及び眼鏡レンズ製造システム | |
| CN102854639B (zh) | 一种光敏树脂镜片的制作工艺 | |
| JP5567003B2 (ja) | フォトクロミックレンズ製造システム、フォトクロミックレンズの製造プログラム、及び、フォトクロミックレンズの製造プログラムが記録された記録媒体 | |
| JP5567002B2 (ja) | フォトクロミックレンズ製造システム、フォトクロミックレンズの製造プログラム、及び、フォトクロミックレンズの製造プログラムが記録された記録媒体 | |
| JP2014026192A (ja) | レンズの製造方法、及び眼鏡レンズ製造システム | |
| JP5148844B2 (ja) | 眼鏡レンズの製造方法および眼鏡レンズ | |
| CN108472833B (zh) | 镜片成形模的制造方法、眼镜镜片的制造方法及眼镜镜片 | |
| HK40031924A (en) | Spectacle lens and method for producing same | |
| HK40031923B (en) | Spectacle lens and method for producing same | |
| HK40031923A (en) | Spectacle lens and method for producing same | |
| JP2014026193A (ja) | レンズの製造方法、及び眼鏡レンズ製造システム | |
| JP2001225250A (ja) | ポリッシャーとこれを用いた光学レンズ及び光学レンズ成形型の製造方法 | |
| HK40011538B (en) | Spectacle lens and method for producing same | |
| HK40011538A (en) | Spectacle lens and method for producing same | |
| HK40031949B (en) | Spectacle lens and method for producing same | |
| HK40031949A (en) | Spectacle lens and method for producing same | |
| HK40007914A (en) | Spectacle lens and method for producing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130510 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140529 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150303 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150430 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150710 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150729 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5788231 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20170717 |
|
| LAPS | Cancellation because of no payment of annual fees |