JP2012509402A - Pvd法のための基材前処理方法 - Google Patents
Pvd法のための基材前処理方法 Download PDFInfo
- Publication number
- JP2012509402A JP2012509402A JP2011536809A JP2011536809A JP2012509402A JP 2012509402 A JP2012509402 A JP 2012509402A JP 2011536809 A JP2011536809 A JP 2011536809A JP 2011536809 A JP2011536809 A JP 2011536809A JP 2012509402 A JP2012509402 A JP 2012509402A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- current
- arc
- target
- electrode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
- C23C14/325—Electric arc evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/021—Cleaning or etching treatments
- C23C14/022—Cleaning or etching treatments by means of bombardment with energetic particles or radiation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/024—Deposition of sublayers, e.g. to promote adhesion of the coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/02—Pretreatment of the material to be coated
- C23C14/024—Deposition of sublayers, e.g. to promote adhesion of the coating
- C23C14/025—Metallic sublayers
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0635—Carbides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/0641—Nitrides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/06—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the coating material
- C23C14/08—Oxides
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/228—Gas flow assisted PVD deposition
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/24—Vacuum evaporation
- C23C14/32—Vacuum evaporation by explosion; by evaporation and subsequent ionisation of the vapours, e.g. ion-plating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C14/00—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material
- C23C14/22—Coating by vacuum evaporation, by sputtering or by ion implantation of the coating forming material characterised by the process of coating
- C23C14/34—Sputtering
- C23C14/35—Sputtering by application of a magnetic field, e.g. magnetron sputtering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32009—Arrangements for generation of plasma specially adapted for examination or treatment of objects, e.g. plasma sources
- H01J37/32055—Arc discharge
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J37/00—Discharge tubes with provision for introducing objects or material to be exposed to the discharge, e.g. for the purpose of examination or processing thereof
- H01J37/32—Gas-filled discharge tubes
- H01J37/32009—Arrangements for generation of plasma specially adapted for examination or treatment of objects, e.g. plasma sources
- H01J37/32055—Arc discharge
- H01J37/32064—Circuits specially adapted for controlling the arc discharge
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Analytical Chemistry (AREA)
- Physical Vapour Deposition (AREA)
- Formation Of Insulating Films (AREA)
Abstract
Description
1.ターゲット材料に依存して、アークソースがフィルタリングされていない場合に大量の溶滴が生じ、それらの溶滴のいくつかは大径を有する。これらの溶滴は、基材表面の成分と完全に化学反応できる、または基材表面に組み込まれるのに十分なほどのエネルギーを有しない。
2.融点のより高いターゲット材料を使用することによって、溶滴発生を低減させると、材料費用が増大し、また、アーク発生に必要となる動作がより複雑になる。
融点のより高い材料に必要となるより高いソース電流および放電電圧を実現するために、アークソースの設計がより複雑になり、また、電気供給部も同様により高価になる。
3.融点のより高い材料は一般に、化学的により不活性であるため、これらの高融点材料と基材表面の成分との所望の化学反応(例えば炭化物形成)は、通常より高い温度でしか起こらない。
4.アークソースと、溶滴を減少させるための電磁式および/または機械式フィルタとの組合せによって、基材のイオン電流が損なわれる。さらに重要なことに、かかる処理の均一性は、製造システムで通常見受けられる種類の広い基材領域上では保証することができない。
5.基材のイオン電流の損失に加えて、フィルタの使用によってもまた、多価イオンの比率が低減することになる。多価イオンは、(熱誘導)化学反応の確率を増大させるものであり、多価イオンは、対応して増大したエネルギーで基材に衝突し、したがって高温安定結合の形成に重要な役割を果たすからである。実際には、基材バイアスを増大させることによって、多価イオンの損失を補償することが考えられるが、アーク発生を低減させるためだけでなく、安全面の理由からも、一般に1,000Vよりも高い電圧は避けることが賢明である。
6.工程ガス圧力を高くすると、溶滴は減少することになるが、基材電流もやはり大幅に低減することになり、したがって多価金属イオンの比率も主に低減することになる。しかし、工程適合性の理由で、反応性ガス内でアークを生じるためにもやはり十分に高い基材イオン電流を実現することが望ましい。
1.堆積速度が低すぎるため、アーク層堆積ソースと適合性がなく、すなわちスパッタソースの動作用に特別なソースおよび電気供給部が必要となる。
2.基材イオン電流は、パルス中にしか生成されない。イオンの大部分は、マグネトロン磁場によって捕捉され、基材には到達しない(メンツ、W.D.他、Vacuum in Research and Practice,19(2007)12)。
3.スパッタソースの動作には作動ガスが常に必要となり、この作動ガスは基材表面に組み込まれ、ほとんどの場合、望ましくない応力を生じ、基材表面が不安定になる。
4.スパッタ動作における反応性ガスを用いた加工は、制御が困難である。
アークソースに関して重要な課題は、問題を引き起こす大きな溶滴であり、これらの溶滴は、基材表面に衝突した後、基材中にさらに拡散できるのに十分なほどのエネルギー、または基材表面の成分と化学反応するのに十分なほどのエネルギーを有しないからである。上記以外の点では、アーク蒸発は、多価イオンを生成する潜在能力を備え、金属イオンエッチングによる基材前処理を実施するのに最適である。
アーク電流のパルス化によって、基材電流が増大する。
パルス電流と休止電流との差が大きいほど、パルス中の基材電流、および時間平均基材電流のどちらもより大きくなる。
反応性ガス窒素中でも、アークソースのパルス化動作によって、基材イオン電流が増大する。
基材電流の増大は、ランダムアークよりも、制御アークの場合の方が遙かに顕著である。
制御アークでは、パルス化によって、蒸発速度および基材イオン電流のどちらも増大するが、基材イオン電流の増大の方が比較的大きい。
ランダムアークでは、蒸発速度の変化はほんのわずかであるが、基材イオン電流はかなり増大している。
要約すると、ここでもやはり、パルス化動作によって、基材バイアスが低くても、基材イオン電流を増大させることが可能であるので、パルス化動作は層成長ゼロの実現に寄与すると言える。
・制御アークでは、ターゲット材料の蒸発速度は低くなるが、溶滴形成の頻度が激減する。
・制御アークのパルス化によって、ターゲット材料の蒸発速度は確かに増大するが、それよりも基材イオン電流の方が遙かに増大する。
特に、ねじ切りインサートまたはある種のHSSなどの硬金属基材の通常のウェット化学前処理では、特定の材料成分が基材表面で欠乏する(例えば、硬金属の結合剤の欠乏、硬金属では結合剤にコバルトが多用される)結果となることがある。これは、特に、その後付着させる硬材料層(TiC、TiCN、Al2O3)をより良く支持するために刃先により高い強度を与えるように、基材表面に向けてコバルト濃度を増大させているねじ切りインサートでは重大である(米国特許第04497874号参照)。本発明者は、本発明による上述の方法が、コバルトの基材表面に向けた拡散を引き起こし、したがって、ウェット化学前処理によって生じた損傷をほぼ補償することができる一助となることを見出すことができた。これまでは、層の接着性を保証するために、堆積チャンバ内でより長いエッチング段階によって損傷層を除去しなければならなかった。本発明者はまた、この修復工程は、特に刃先、特にねじ切りインサートの場合、基材の刃先でイオン衝撃が増大するため、非常に有効であることを確証することができた。これは、1つには、イオン衝撃の増大は、縁部半径が小さい幾何形状にバイアスを印加したときに生じる電界強化によって引き起こされることから説明できる。本明細書ではコバルト拡散の例で説明してきたが、上記は、基材表面を熱的に制御する他のタイプの「修復工程」にも本質的に関連する。
Claims (17)
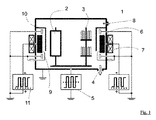
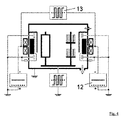
- ターゲットとして実施され、アーク蒸発ソースの一部である第1の電極を有する真空処理システム内でワークピースを表面処理する方法であって、
前記第1の電極によって、アーク電流を用いてアークを動作させ、
前記ターゲットから、前記ワークピース上に少なくとも部分的に、かつ断続的に堆積させる材料を蒸発させ、
ワークピースホルダとして実施され、前記ワークピースと共にバイアス電極を構成する第2の電極を有し、
電圧供給部によって、前記バイアス電極に前記アーク電流と整合するようにバイアス電圧を印加し、
したがって本質的に、前記表面上に材料が正味で蓄積されない方法において、前記第1の電極を、パルス化電流を用いて動作させ、
前記パルス化によって、非パルス化動作に比べて、前記ワークピース表面を流れる基材電流が増大し、
その結果、前記第1の電極の非パルス化動作に比べてより低いバイアス電圧で、前記表面上に材料が正味で蓄積されないことを特徴とする方法。 - 請求項1に記載の方法であって、作動ガスおよび/または反応性ガスなしで実施することを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、前記基材バイアス電圧を、パルス状に動作させることを特徴とする方法。
- 請求項3に記載の方法であって、前記基材バイアス電圧の現在存在するパルス周波数が、1の乗算を含めて、前記アーク電流のパルス周波数の整数倍であることを特徴とする方法。
- 請求項4に記載の方法であって、前記アーク電流の前記パルス化に対して、前記バイアス電圧の前記パルス化を、前記イオンが前記ターゲットから前記基材に至る平均飛翔時間に本質的に対応した時間間隔によって位相シフトさせることを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、基材として硬金属を使用し、前記基材表面がねじ切りインサートなどの刃先であり、前記方法を、前記表面の脱コバルト化を修復するために実施することを特徴とする方法。
- 請求項1から5のうち一項に記載の方法であって、前記ターゲット材料および/またはおそらくは前記反応性ガスが、前記基材の材料成分と化学的に反応し、好ましくはそれによってより安定した成分が生成されることを特徴とする方法。
- 請求項7に記載の方法であって、前記ターゲットとして金属ターゲットを使用し、前記基材が炭素を含み、前記化学反応によって炭化物が形成されることを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、前記アーク電流の前記パルスを、電流上昇値が少なくとも1,000A/ms、好ましくは少なくとも10,000A/msとなるように選択することを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、前記ターゲットから蒸発する前記材料に関して(アーク電流単位当たり時間単位当たりの質量)、平均基材イオン電流が、同じ時間平均の(DCおよびパルス化)アーク電流について、10%超、好ましくは30%超増大することを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、前記基材上で、成長がゼロ、または5nm/s未満の成長速度を実現することを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、前記アークターゲットの前でバッフル板を用いて、また用いずに、前記表面処理を実施することが可能であることを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、好ましくは500A/ms超、好ましくは1,000A/ms超のパルス勾配を使用することを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、100Hz超、好ましくは1,000Hz超のパルス周波数を使用することを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、前記基材表面における、一方のターゲット材料および反応性ガスと、他方の基材材料との間の化学結合の形成結果が検出可能であることを特徴とする方法。
- 前記請求項のうち一項に記載の方法であって、前記反応性ガス中で、層が蓄積されずに実施することを特徴とする方法。
- 前記基材内部よりも前記表面上で、不足した材料濃度を少なくとも部分的に修復するための、前記請求項のうち一項に記載の方法の使用。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11556908P | 2008-11-18 | 2008-11-18 | |
| US61/115,569 | 2008-11-18 | ||
| EP09004581.6 | 2009-03-30 | ||
| EP09004581A EP2236641B1 (de) | 2009-03-30 | 2009-03-30 | Verfahren zur Vorbehandlung von Substraten fuer PVD Verfahren |
| PCT/EP2009/064137 WO2010057747A1 (de) | 2008-11-18 | 2009-10-27 | Verfahren zur vorbehandlung von substraten für pvd verfahren |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012090972A Division JP2012177198A (ja) | 2008-11-18 | 2012-04-12 | Pvd法のための基材前処理方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012509402A true JP2012509402A (ja) | 2012-04-19 |
Family
ID=40887095
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011536809A Pending JP2012509402A (ja) | 2008-11-18 | 2009-10-27 | Pvd法のための基材前処理方法 |
| JP2012090972A Pending JP2012177198A (ja) | 2008-11-18 | 2012-04-12 | Pvd法のための基材前処理方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012090972A Pending JP2012177198A (ja) | 2008-11-18 | 2012-04-12 | Pvd法のための基材前処理方法 |
Country Status (16)
| Country | Link |
|---|---|
| US (2) | US20110278157A1 (ja) |
| EP (1) | EP2236641B1 (ja) |
| JP (2) | JP2012509402A (ja) |
| KR (2) | KR101640415B1 (ja) |
| CN (2) | CN102216486B (ja) |
| AT (1) | ATE527390T1 (ja) |
| AU (1) | AU2009317432B2 (ja) |
| BR (2) | BR122012006619B1 (ja) |
| CA (1) | CA2743988A1 (ja) |
| ES (1) | ES2374864T3 (ja) |
| MX (1) | MX2011005039A (ja) |
| PL (1) | PL2236641T3 (ja) |
| PT (1) | PT2236641E (ja) |
| RU (2) | RU2519709C2 (ja) |
| SG (2) | SG172251A1 (ja) |
| WO (1) | WO2010057747A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015224348A (ja) * | 2014-05-26 | 2015-12-14 | 株式会社神戸製鋼所 | ダイヤモンドライクカーボン膜の成膜方法 |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8652589B2 (en) * | 2008-01-25 | 2014-02-18 | Oerlikon Trading Ag, Truebbach | Permeation barrier layer |
| EP2236641B1 (de) | 2009-03-30 | 2011-10-05 | Oerlikon Trading AG, Trübbach | Verfahren zur Vorbehandlung von Substraten fuer PVD Verfahren |
| US8815317B2 (en) | 2009-01-12 | 2014-08-26 | Graphic Packaging International, Inc. | Elevated microwave heating construct |
| DE102011016681A1 (de) * | 2011-04-11 | 2012-10-11 | Oerlikon Trading Ag, Trübbach | Kohlenstofffunkenverdampfung |
| EP2607517A1 (en) * | 2011-12-22 | 2013-06-26 | Oerlikon Trading AG, Trübbach | Low temperature arc ion plating coating |
| US20130266473A1 (en) * | 2012-04-05 | 2013-10-10 | GM Global Technology Operations LLC | Method of Producing Sintered Magnets with Controlled Structures and Composition Distribution |
| EA026984B1 (ru) * | 2015-02-26 | 2017-06-30 | Артур Игоревич Покровский | Способ нанесения упрочняющего покрытия на изделие из чугуна |
| RU2599073C1 (ru) * | 2015-05-05 | 2016-10-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Уфимский государственный авиационный технический университет" | Способ ионно-плазменного нанесения многослойного покрытия на изделия из алюминиевых сплавов |
| AT15412U1 (de) * | 2016-06-27 | 2017-08-15 | Ceratizit Austria Gmbh | Verfahren zur mechanischen Ausheilung funktionaler Hartmetall- oder Cermet-Oberflächen |
| CZ307842B6 (cs) * | 2018-05-02 | 2019-06-12 | Fyzikální Ústav Av Čr, V. V. I. | Způsob generování nízkoteplotního plazmatu, způsob povlakování vnitřního povrchu dutých elektricky vodivých nebo feromagnetických trubic a zařízení pro provádění těchto způsobů |
| JP6846387B2 (ja) * | 2018-06-22 | 2021-03-24 | 東京エレクトロン株式会社 | プラズマ処理方法及びプラズマ処理装置 |
| CN115637418A (zh) * | 2022-10-12 | 2023-01-24 | 中微半导体设备(上海)股份有限公司 | 形成涂层的方法、涂覆装置、零部件及等离子体反应装置 |
| CN116949410B (zh) * | 2023-09-20 | 2023-12-19 | 西安聚能医工科技有限公司 | 一种合金基体表面磁控溅射涂层的方法及其产品与应用 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08222177A (ja) * | 1995-02-15 | 1996-08-30 | Nissin Electric Co Ltd | 金属イオン注入装置 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6040507B2 (ja) * | 1978-07-08 | 1985-09-11 | テルマク・アンラ−ゲンバウ・アクチエンゲゼルシャフト | 誘電性の被加工材料上に金属層或いは合金層を積層させる方法およびこの方法を実施するための装置 |
| US4497874A (en) | 1983-04-28 | 1985-02-05 | General Electric Company | Coated carbide cutting tool insert |
| CH666054A5 (de) * | 1983-08-25 | 1988-06-30 | Vni Instrument Inst | Verfahren zum beschichten eines werkzeuges, insbesondere eines spanenden werkzeuges. |
| CH671238A5 (ja) | 1986-11-06 | 1989-08-15 | Vni Instrument Inst | |
| JPS6442574A (en) | 1987-08-07 | 1989-02-14 | Nissin Electric Co Ltd | Arc power source device for vacuum arc discharge type pvd device |
| US4830886A (en) | 1988-03-07 | 1989-05-16 | Gte Valenite Corporation | Process for making cutting insert with titanium carbide coating |
| FR2670218B1 (fr) | 1990-12-06 | 1993-02-05 | Innovatique Sa | Procede de traitement de metaux par depot de matiere, et pour la mise en óoeuvre dudit procede. |
| DE69227313T2 (de) | 1991-04-29 | 1999-04-08 | Scient Ind Enterprise Novatech | Verfahren und vorrichtung zur behandlung von bauteilen in einem gasentladungsplasma |
| DE4238784C1 (de) * | 1992-11-17 | 1994-01-20 | Multi Arc Oberflaechentechnik | Verfahren zur Verringerung der Korrosionsanfälligkeit und Erhöhung der Verschleißbeständigkeit von Gegenständen aus niedrig legierten Stählen |
| DE19546826C1 (de) * | 1995-12-15 | 1997-04-03 | Fraunhofer Ges Forschung | Verfahren und Einrichtung zur Vorbehandlung von Substraten |
| US6503373B2 (en) * | 2000-01-13 | 2003-01-07 | Ingersoll-Rand Company | Method of applying a coating by physical vapor deposition |
| DE10124749A1 (de) | 2001-05-21 | 2002-11-28 | Wolf-Dieter Muenz | Kombiniertes Beschichtungs Verfahren magnetfeldunterstützte Hochleistungs-Impuls-Kathodenzerstäubung und Unbalanziertes Magnetron |
| RU2238999C1 (ru) * | 2003-02-19 | 2004-10-27 | Государственное научное учреждение "Научно-исследовательский институт ядерной физики при Томском политехническом университете" | Способ импульсно-периодической имплантации ионов и плазменного осаждения покрытий |
| US9997338B2 (en) * | 2005-03-24 | 2018-06-12 | Oerlikon Surface Solutions Ag, Pfäffikon | Method for operating a pulsed arc source |
| KR101361224B1 (ko) * | 2005-03-24 | 2014-02-10 | 오를리콘 트레이딩 아크티엔게젤샤프트, 트뤼프바흐 | 경질 재료층 |
| RU2294395C2 (ru) * | 2005-04-29 | 2007-02-27 | Открытое акционерное общество "Национальный институт авиационных технологий" (ОАО "НИАТ") | Установка для вакуумной ионно-плазменной обработки поверхностей |
| RU2296180C2 (ru) * | 2005-05-04 | 2007-03-27 | Открытое акционерное общество "Наро-Фоминский машиностроительный завод" | Способ нанесения покрытия на изделия в вакуумной камере |
| WO2007131944A2 (de) | 2006-05-16 | 2007-11-22 | Oerlikon Trading Ag, Trübbach | Arcquelle und magnetanordnung |
| EP2236641B1 (de) | 2009-03-30 | 2011-10-05 | Oerlikon Trading AG, Trübbach | Verfahren zur Vorbehandlung von Substraten fuer PVD Verfahren |
-
2009
- 2009-03-30 EP EP09004581A patent/EP2236641B1/de active Active
- 2009-03-30 ES ES09004581T patent/ES2374864T3/es active Active
- 2009-03-30 PL PL09004581T patent/PL2236641T3/pl unknown
- 2009-03-30 AT AT09004581T patent/ATE527390T1/de active
- 2009-03-30 PT PT09004581T patent/PT2236641E/pt unknown
- 2009-10-27 MX MX2011005039A patent/MX2011005039A/es active IP Right Grant
- 2009-10-27 WO PCT/EP2009/064137 patent/WO2010057747A1/de active Application Filing
- 2009-10-27 CN CN2009801458404A patent/CN102216486B/zh not_active Expired - Fee Related
- 2009-10-27 KR KR1020117014110A patent/KR101640415B1/ko active IP Right Grant
- 2009-10-27 JP JP2011536809A patent/JP2012509402A/ja active Pending
- 2009-10-27 SG SG2011044757A patent/SG172251A1/en unknown
- 2009-10-27 RU RU2011124154/02A patent/RU2519709C2/ru not_active IP Right Cessation
- 2009-10-27 CN CN201210096960.3A patent/CN102605330B/zh not_active Expired - Fee Related
- 2009-10-27 CA CA2743988A patent/CA2743988A1/en not_active Abandoned
- 2009-10-27 AU AU2009317432A patent/AU2009317432B2/en not_active Ceased
- 2009-10-27 SG SG2012018578A patent/SG179493A1/en unknown
- 2009-10-27 KR KR1020127007632A patent/KR20120033360A/ko not_active Application Discontinuation
- 2009-10-27 BR BR122012006619-2A patent/BR122012006619B1/pt not_active IP Right Cessation
- 2009-10-27 US US13/130,050 patent/US20110278157A1/en not_active Abandoned
- 2009-10-27 BR BRPI0914364-5A patent/BRPI0914364B1/pt not_active IP Right Cessation
-
2012
- 2012-04-05 RU RU2012113242/02A patent/RU2543575C2/ru not_active IP Right Cessation
- 2012-04-12 JP JP2012090972A patent/JP2012177198A/ja active Pending
-
2013
- 2013-11-08 US US14/075,085 patent/US9845527B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08222177A (ja) * | 1995-02-15 | 1996-08-30 | Nissin Electric Co Ltd | 金属イオン注入装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015224348A (ja) * | 2014-05-26 | 2015-12-14 | 株式会社神戸製鋼所 | ダイヤモンドライクカーボン膜の成膜方法 |
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101640415B1 (ko) | Pvd 방법을 통한 기판을 전처리 하는 방법 | |
| JP5296525B2 (ja) | パルスアーク蒸着ソースの操作方法ならびにパルスアーク蒸着ソースを有する真空処理装置 | |
| CA2601729C (en) | Method for operating a pulsed arc vaporizer source as well as a vacuum process installation with pulsed arc vaporization source | |
| JPH02285072A (ja) | 加工物表面のコーティング方法及びその加工物 | |
| Spalvins | Survey of ion plating sources | |
| Serra et al. | HiPIMS pulse shape influence on the deposition of diamond-like carbon films | |
| Kuo et al. | Hot hollow cathode and its applications in vacuum coating: A concise review | |
| US20030077401A1 (en) | System and method for deposition of coatings on a substrate | |
| JP2939251B1 (ja) | 窒化ホウ素膜の成膜装置 | |
| JPH02236274A (ja) | イオンプレーティング装置 | |
| JP2007533853A (ja) | 高融点の金属の炭化物層を析出するための方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120904 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140122 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140401 |