JP2012505306A - 特性勾配を有する超硬合金型の高密度材料のブロックを含む部分を製造するための方法、及び得られた部分 - Google Patents
特性勾配を有する超硬合金型の高密度材料のブロックを含む部分を製造するための方法、及び得られた部分 Download PDFInfo
- Publication number
- JP2012505306A JP2012505306A JP2011529611A JP2011529611A JP2012505306A JP 2012505306 A JP2012505306 A JP 2012505306A JP 2011529611 A JP2011529611 A JP 2011529611A JP 2011529611 A JP2011529611 A JP 2011529611A JP 2012505306 A JP2012505306 A JP 2012505306A
- Authority
- JP
- Japan
- Prior art keywords
- block
- binder phase
- temperature
- density material
- cemented carbide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C29/00—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides
- C22C29/02—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides
- C22C29/06—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds
- C22C29/08—Alloys based on carbides, oxides, nitrides, borides, or silicides, e.g. cermets, or other metal compounds, e.g. oxynitrides, sulfides based on carbides or carbonitrides based on carbides, but not containing other metal compounds based on tungsten carbide
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12014—All metal or with adjacent metals having metal particles
- Y10T428/12028—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, etc.]
- Y10T428/12049—Nonmetal component
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Powder Metallurgy (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
【選択図】図1
Description
高密度ブロックを含む不活性な材料:上記材料は、高密度ブロック中にマクロスケールでバインダー相の任意の局所的な変形形態を生まない材料を必要とする;
高密度ブロックを含む活性な材料:上記材料は、高密度ブロック中にマクロスケールでバインダー相の局所的な変形形態を生む材料を必要とする。このように、「活性な」という用語は、この方法に関して考えるべきであり、すなわち高密度ブロック中のバインダー相の局所的な変形形態をもたらすことである。
追加のバインダー相を供給できるもの、及び
追加のバインダー相を全く供給できないもの。
高密度ブロックを含む、活性な及び非反応性の(又は化学的に反応しにくい)材料:上記材料の化学元素は拡散するが、固相を全く形成しない高密度サーメットの2相(固体又は液体)のうちの1相と反応しないものである;及び
高密度ブロックを含む活性な及び化学的に反応性の材料:少なくとも1つの固相を形成する高密度サーメットの固相又は液相を介して、上記材料のいくつかの化学元素は拡散し、反応するものである。
Claims (17)
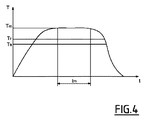
- バインダー相中に分散させた同じ又は異なるタイプの硬質粒子で構成され、前記バインダー相が液体である温度から始まる固相線温度Tsを有する高密度材料のブロック(1)を含む部分を製造するための方法であって、高密度材料の前記ブロック(1)の表面の少なくとも一部分に、全体を最低反応温度Tr超にしたときに前記高密度材料と化学的に反応可能な材料で構成された活性被膜(2)を被着させ、前記活性被膜(2)をコーティングした前記ブロック(1)を、加熱、次いで前記最低反応温度Tr以上の保持温度Tmまでの時間tmの間の保持、続いて大気温度までの冷却を含む熱処理にかけることを特徴とし、外部からのバインダー相を加えることなく、したがって追加のバインダー相中の前記ブロックの全体的な強化を起こさずに実施され、ミリメートルの距離にわたる前記ブロック内の前記バインダー相の変形形態をもたらす、方法。
- 前記高密度材料の前記保持温度Tmが、前記固相線温度Ts以上であることを特徴とする、請求項1に記載の方法。
- 前記保持温度Tmが、Ts+200℃以下であることを特徴とする、請求項2に記載の方法。
- 前記保持時間tmが、1分〜10分であることを特徴とする、請求項1〜3のいずれか一項に記載の方法。
- 前記活性被膜を、前記ブロックの表面の一部分にだけ被着させていることを特徴とする、請求項1〜4のいずれか一項に記載の方法。
- 前記活性被膜を、前記ブロックの表面全体に被着させていることを特徴とする、請求項1〜4のいずれか一項に記載の方法。
- 前記高密度材料が、金属マトリックス中に分散させた金属炭化物粒子で構成された超硬合金であることを特徴とする、請求項1〜6のいずれか一項に記載の方法。
- 前記超硬合金が、さらに、大きさが直径1mm以下の天然又は合成ダイヤモンド粒子を含有することを特徴とする、請求項7に記載の方法。
- 前記超硬合金が、WC−M型であり、Mが、Co、Ni及びFeの中から選ばれる1種又は複数種の金属であり、前記バインダー相中のこれらの金属の含有率の合計が重量で、50%よりも高いことを特徴とする、請求項7又は請求項8に記載の方法。
- 前記ブロックの前記高密度材料と反応できる前記被膜材料が、窒化物、ホウ化物、炭化物、酸化物、水素化物、炭窒化物、ホウ炭化物、グラファイト型の化合物の中から選ばれる少なくとも1種の化合物又はこれらの種々の化合物の任意の混合物で構成されていることを特徴とする、請求項1〜9のいずれか一項に記載の方法。
- 前記被膜を、PVD(物理蒸着法)若しくはCVD(化学蒸着)型の方法、又は噴霧による若しくはブラシを用いた若しくは浸漬による若しくは連続撮影による方法によって被着させることを特徴とする、請求項1〜10のいずれか一項に記載の方法。
- 高密度材料の前記ブロックが、刃先、又は穴あけ、破壊若しくは機械加工(岩石/金属)用の工具の刃先のブロック支持体であることを特徴とする、請求項1〜11のいずれか一項に記載の方法。
- さらに、PDC(多結晶ダイヤモンド成形体)又はTSP(熱安定多結晶ダイヤモンド)型のダイヤモンドで被覆されたプレートを、前記ブロック支持体の表面上に被着させることを特徴とする、請求項12に記載の方法。
- 前記ダイヤモンドで被覆されたプレートを、ろう付によって、前記ブロックの処理後に前記ブロックの表面に加えることを特徴とする、請求項13に記載の方法。
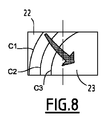
- 0.5mm超の長さにわたってバインダー相中の含有率の連続的な勾配を有し、最も多量な領域と最も少量な領域の間のバインダー相中の含有率の差が体積で1%超であることを特徴とする、請求項1〜14のいずれか一項に記載の方法によって得ることができるバインダー相中に分散させた硬質粒子で構成されたブロックを含む岩石を破砕するための刃先。
- 厚さが0.4mm超のPDC又はTSP型の追加のダイヤモンドで被覆されたプレートを含むことを特徴とする、請求項15に記載の刃先。
- 請求項15若しくは請求項16に記載の、少なくとも1種の刃先又はブレードを含む、岩石を削るための工具。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0856771 | 2008-10-07 | ||
| FR0856771A FR2936817B1 (fr) | 2008-10-07 | 2008-10-07 | Procece pour fabriquer une piece comprenant un bloc en materiau dense du type carbure cemente, presentant un grandient de proprietes et piece obtenue |
| PCT/FR2009/051910 WO2010040953A1 (fr) | 2008-10-07 | 2009-10-07 | Procede de fabrication d'une piece comprenant un bloc en materiau dense constitue de particules dures et de phase liante presentant un grandient de proprietes, et piece ainsi obtenue |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012505306A true JP2012505306A (ja) | 2012-03-01 |
| JP5622731B2 JP5622731B2 (ja) | 2014-11-12 |
Family
ID=40750782
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011529611A Active JP5622731B2 (ja) | 2008-10-07 | 2009-10-07 | 特性勾配を有する超硬合金型の高密度材料のブロックを含む部分を製造するための方法、及び得られた部分 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8602131B2 (ja) |
| EP (1) | EP2347025B1 (ja) |
| JP (1) | JP5622731B2 (ja) |
| CN (1) | CN102282278A (ja) |
| FR (1) | FR2936817B1 (ja) |
| WO (1) | WO2010040953A1 (ja) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9428822B2 (en) | 2004-04-28 | 2016-08-30 | Baker Hughes Incorporated | Earth-boring tools and components thereof including material having hard phase in a metallic binder, and metallic binder compositions for use in forming such tools and components |
| FR2914206B1 (fr) * | 2007-03-27 | 2009-09-04 | Sas Varel Europ Soc Par Action | Procede pour fabriquer une piece comprenant au moins un bloc en materiau dense constitue de particules dures dispersees dans une phase liante : application a des outils de coupe ou de forage. |
| US8858871B2 (en) | 2007-03-27 | 2014-10-14 | Varel International Ind., L.P. | Process for the production of a thermally stable polycrystalline diamond compact |
| FR2936817B1 (fr) * | 2008-10-07 | 2013-07-19 | Varel Europ | Procece pour fabriquer une piece comprenant un bloc en materiau dense du type carbure cemente, presentant un grandient de proprietes et piece obtenue |
| CN102985197A (zh) | 2010-05-20 | 2013-03-20 | 贝克休斯公司 | 形成钻地工具的至少一部分的方法,以及通过此类方法形成的制品 |
| EP2571647A4 (en) | 2010-05-20 | 2017-04-12 | Baker Hughes Incorporated | Methods of forming at least a portion of earth-boring tools, and articles formed by such methods |
| US8522900B2 (en) | 2010-09-17 | 2013-09-03 | Varel Europe S.A.S. | High toughness thermally stable polycrystalline diamond |
| JP6809918B2 (ja) * | 2017-01-31 | 2021-01-06 | 三菱重工業株式会社 | 金属成形品の熱処理方法及び製造方法 |
| TWI652352B (zh) * | 2017-09-21 | 2019-03-01 | 國立清華大學 | 共晶瓷金材料 |
| JP6762331B2 (ja) * | 2018-03-09 | 2020-09-30 | 三菱重工業株式会社 | 金属成形品の製造方法 |
| CA3152285A1 (en) * | 2019-09-26 | 2021-04-01 | J. Evan Greenberg | Backing material for welding |
| TW202146168A (zh) * | 2019-12-11 | 2021-12-16 | 美商戴蒙創新公司 | 多晶鑽石複合片中之鐵梯度;胚料、切刀與包括其之切割工具;及製造方法 |
| CN116324006A (zh) | 2020-11-05 | 2023-06-23 | 戴蒙得创新股份有限公司 | 碳化钨硬质合金体和形成碳化钨硬质合金体的方法 |
| EP4275856A1 (de) * | 2022-05-10 | 2023-11-15 | Hilti Aktiengesellschaft | Meissel mit langer standzeit und verfahren zur herstellung eines solchen meissels |
| CN115786791B (zh) * | 2022-12-22 | 2024-02-13 | 杨冠华 | 一种机械破碎锤片及其制备工艺 |
| CN116408435B (zh) * | 2023-04-12 | 2023-11-03 | 哈尔滨工业大学 | 一种高通量制备金刚石/金属复合材料的方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05171335A (ja) * | 1991-12-16 | 1993-07-09 | Toshiba Tungaloy Co Ltd | 異層表面調質焼結合金及びその製造方法 |
| JP2004060201A (ja) * | 2002-07-26 | 2004-02-26 | Mitsubishi Materials Corp | 高速回転操業条件ですぐれた耐微少欠け性を発揮する掘削工具の切刃片 |
| JP2006188749A (ja) * | 2004-12-09 | 2006-07-20 | Sanalloy Industry Co Ltd | 高強度超硬合金、その製造方法およびそれを用いる工具 |
| EP1975264A1 (fr) * | 2007-03-27 | 2008-10-01 | Varel Europe | Procédé pour fabriquer une pièce comprenant au moins un bloc en matériau dense constitué de particules dures dispersées dans une phase liante : application à des outils de coupe ou de forage. |
Family Cites Families (48)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3745623A (en) | 1971-12-27 | 1973-07-17 | Gen Electric | Diamond tools for machining |
| US4225322A (en) | 1978-01-10 | 1980-09-30 | General Electric Company | Composite compact components fabricated with high temperature brazing filler metal and method for making same |
| EP0073249A1 (en) * | 1981-03-05 | 1983-03-09 | Turbine Metal Technology Inc. | Abrasion and erosion resistant articles and method therefor |
| US4610931A (en) | 1981-03-27 | 1986-09-09 | Kennametal Inc. | Preferentially binder enriched cemented carbide bodies and method of manufacture |
| DE3112460C2 (de) * | 1981-03-28 | 1983-01-20 | Fried. Krupp Gmbh, 4300 Essen | Verfahren zur Herstellung eines Verbundkörpers sowie Anwendung dieses Verfahrens |
| DD203750A1 (de) * | 1982-02-10 | 1983-11-02 | Immelborn Hartmetallwerk | Hartmetallschneidplatte fuer schwerspanbare staehle |
| US4548786A (en) | 1983-04-28 | 1985-10-22 | General Electric Company | Coated carbide cutting tool insert |
| US5028177A (en) | 1984-03-26 | 1991-07-02 | Eastman Christensen Company | Multi-component cutting element using triangular, rectangular and higher order polyhedral-shaped polycrystalline diamond disks |
| US4726718A (en) | 1984-03-26 | 1988-02-23 | Eastman Christensen Co. | Multi-component cutting element using triangular, rectangular and higher order polyhedral-shaped polycrystalline diamond disks |
| US4525178A (en) | 1984-04-16 | 1985-06-25 | Megadiamond Industries, Inc. | Composite polycrystalline diamond |
| DE3574738D1 (de) | 1984-11-13 | 1990-01-18 | Santrade Ltd | Gesinterte hartmetallegierung zum gesteinsbohren und zum schneiden von mineralien. |
| JPS6274076A (ja) * | 1985-09-27 | 1987-04-04 | Sumitomo Electric Ind Ltd | 多重層被覆硬質合金の製造法 |
| SE456428B (sv) | 1986-05-12 | 1988-10-03 | Santrade Ltd | Hardmetallkropp for bergborrning med bindefasgradient och sett att framstella densamma |
| US4943488A (en) | 1986-10-20 | 1990-07-24 | Norton Company | Low pressure bonding of PCD bodies and method for drill bits and the like |
| US5111895A (en) | 1988-03-11 | 1992-05-12 | Griffin Nigel D | Cutting elements for rotary drill bits |
| US5011514A (en) | 1988-07-29 | 1991-04-30 | Norton Company | Cemented and cemented/sintered superabrasive polycrystalline bodies and methods of manufacture thereof |
| US6413589B1 (en) * | 1988-11-29 | 2002-07-02 | Chou H. Li | Ceramic coating method |
| JPH0349834A (ja) | 1989-07-14 | 1991-03-04 | Sumitomo Electric Ind Ltd | 金を接合材とする工具及びその製造方法 |
| JP3191878B2 (ja) | 1991-02-21 | 2001-07-23 | 三菱マテリアル株式会社 | 気相合成ダイヤモンド被覆切削工具の製造法 |
| WO1993008952A1 (en) * | 1991-10-28 | 1993-05-13 | Alcan International Limited | Method for modifying the surface of an aluminum substrate |
| US5441817A (en) | 1992-10-21 | 1995-08-15 | Smith International, Inc. | Diamond and CBN cutting tools |
| US5839329A (en) | 1994-03-16 | 1998-11-24 | Baker Hughes Incorporated | Method for infiltrating preformed components and component assemblies |
| US5560839A (en) | 1994-06-27 | 1996-10-01 | Valenite Inc. | Methods of preparing cemented metal carbide substrates for deposition of adherent diamond coatings and products made therefrom |
| US7396501B2 (en) | 1994-08-12 | 2008-07-08 | Diamicron, Inc. | Use of gradient layers and stress modifiers to fabricate composite constructs |
| US5726718A (en) * | 1994-09-30 | 1998-03-10 | Texas Instruments Incorporated | Error diffusion filter for DMD display |
| JP3309897B2 (ja) | 1995-11-15 | 2002-07-29 | 住友電気工業株式会社 | 超硬質複合部材およびその製造方法 |
| US5880382A (en) | 1996-08-01 | 1999-03-09 | Smith International, Inc. | Double cemented carbide composites |
| AU5960698A (en) | 1997-01-17 | 1998-08-07 | California Institute Of Technology | Microwave technique for brazing materials |
| US6679243B2 (en) | 1997-04-04 | 2004-01-20 | Chien-Min Sung | Brazed diamond tools and methods for making |
| AU3389699A (en) | 1998-04-22 | 1999-11-08 | De Beers Industrial Diamond Division (Proprietary) Limited | Diamond compact |
| US6592985B2 (en) | 2000-09-20 | 2003-07-15 | Camco International (Uk) Limited | Polycrystalline diamond partially depleted of catalyzing material |
| KR101021461B1 (ko) | 2002-07-26 | 2011-03-16 | 미쓰비시 마테리알 가부시키가이샤 | 초경합금제 부재와 다이아몬드제 부재의 접합 구조 및접합 방법, 굴삭 공구의 절단편, 절단 부재, 및 굴삭 공구 |
| US7261752B2 (en) | 2002-09-24 | 2007-08-28 | Chien-Min Sung | Molten braze-coated superabrasive particles and associated methods |
| US6869460B1 (en) | 2003-09-22 | 2005-03-22 | Valenite, Llc | Cemented carbide article having binder gradient and process for producing the same |
| US7699904B2 (en) | 2004-06-14 | 2010-04-20 | University Of Utah Research Foundation | Functionally graded cemented tungsten carbide |
| GB2454122B (en) | 2005-02-08 | 2009-07-08 | Smith International | Thermally stable polycrystalline diamond cutting elements and bits incorporating the same |
| US7487849B2 (en) * | 2005-05-16 | 2009-02-10 | Radtke Robert P | Thermally stable diamond brazing |
| US7377341B2 (en) | 2005-05-26 | 2008-05-27 | Smith International, Inc. | Thermally stable ultra-hard material compact construction |
| US7887747B2 (en) | 2005-09-12 | 2011-02-15 | Sanalloy Industry Co., Ltd. | High strength hard alloy and method of preparing the same |
| US7757793B2 (en) | 2005-11-01 | 2010-07-20 | Smith International, Inc. | Thermally stable polycrystalline ultra-hard constructions |
| US8066087B2 (en) | 2006-05-09 | 2011-11-29 | Smith International, Inc. | Thermally stable ultra-hard material compact constructions |
| US8028771B2 (en) | 2007-02-06 | 2011-10-04 | Smith International, Inc. | Polycrystalline diamond constructions having improved thermal stability |
| US7942219B2 (en) | 2007-03-21 | 2011-05-17 | Smith International, Inc. | Polycrystalline diamond constructions having improved thermal stability |
| US8061454B2 (en) | 2008-01-09 | 2011-11-22 | Smith International, Inc. | Ultra-hard and metallic constructions comprising improved braze joint |
| WO2009111749A1 (en) | 2008-03-07 | 2009-09-11 | University Of Utah | Thermal degradation and crack resistant functionally graded cemented tungsten carbide and polycrystalline diamond |
| FR2936817B1 (fr) * | 2008-10-07 | 2013-07-19 | Varel Europ | Procece pour fabriquer une piece comprenant un bloc en materiau dense du type carbure cemente, presentant un grandient de proprietes et piece obtenue |
| EP2184122A1 (en) | 2008-11-11 | 2010-05-12 | Sandvik Intellectual Property AB | Cemented carbide body and method |
| CA2770306A1 (en) | 2009-08-07 | 2011-02-10 | Smith International, Inc. | Functionally graded polycrystalline diamond insert |
-
2008
- 2008-10-07 FR FR0856771A patent/FR2936817B1/fr active Active
-
2009
- 2009-10-07 EP EP09755981A patent/EP2347025B1/fr active Active
- 2009-10-07 US US13/121,366 patent/US8602131B2/en active Active
- 2009-10-07 JP JP2011529611A patent/JP5622731B2/ja active Active
- 2009-10-07 WO PCT/FR2009/051910 patent/WO2010040953A1/fr active Application Filing
- 2009-10-07 CN CN2009801392426A patent/CN102282278A/zh active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05171335A (ja) * | 1991-12-16 | 1993-07-09 | Toshiba Tungaloy Co Ltd | 異層表面調質焼結合金及びその製造方法 |
| JP2004060201A (ja) * | 2002-07-26 | 2004-02-26 | Mitsubishi Materials Corp | 高速回転操業条件ですぐれた耐微少欠け性を発揮する掘削工具の切刃片 |
| JP2006188749A (ja) * | 2004-12-09 | 2006-07-20 | Sanalloy Industry Co Ltd | 高強度超硬合金、その製造方法およびそれを用いる工具 |
| EP1975264A1 (fr) * | 2007-03-27 | 2008-10-01 | Varel Europe | Procédé pour fabriquer une pièce comprenant au moins un bloc en matériau dense constitué de particules dures dispersées dans une phase liante : application à des outils de coupe ou de forage. |
| US20080240879A1 (en) * | 2007-03-27 | 2008-10-02 | Varel International, Ind., L.P. | Process for the production of an element comprising at least one block of dense material constituted by hard particles dispersed in a binder phase: application to cutting or drilling tools |
| JP2009030157A (ja) * | 2007-03-27 | 2009-02-12 | Varel Europe | 切削工具又は穴開け工具に使用するための部材であって、バインダ相内に分散された硬質粒子を構成要素とする稠密材料の少なくとも1つのブロックを含む部材の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110174550A1 (en) | 2011-07-21 |
| FR2936817A1 (fr) | 2010-04-09 |
| JP5622731B2 (ja) | 2014-11-12 |
| US8602131B2 (en) | 2013-12-10 |
| WO2010040953A1 (fr) | 2010-04-15 |
| EP2347025B1 (fr) | 2013-01-16 |
| EP2347025A1 (fr) | 2011-07-27 |
| FR2936817B1 (fr) | 2013-07-19 |
| CN102282278A (zh) | 2011-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5622731B2 (ja) | 特性勾配を有する超硬合金型の高密度材料のブロックを含む部分を製造するための方法、及び得られた部分 | |
| US8647562B2 (en) | Process for the production of an element comprising at least one block of dense material constituted by hard particles dispersed in a binder phase: application to cutting or drilling tools | |
| US4548786A (en) | Coated carbide cutting tool insert | |
| US8858871B2 (en) | Process for the production of a thermally stable polycrystalline diamond compact | |
| CA2603458C (en) | Atomic layer deposition nanocoatings on cutting tool powder materials | |
| US8968834B2 (en) | Wear part with hard facing | |
| US4497874A (en) | Coated carbide cutting tool insert | |
| RU2521937C2 (ru) | Твердосплавное тело | |
| US20020095875A1 (en) | Abrasive diamond composite and method of making thereof | |
| US9346148B2 (en) | Superabrasive material with protective adhesive coating and method for producing said coating | |
| US20120040157A1 (en) | Superhard element, a tool comprising same and methods for making such superhard element | |
| JP4653922B2 (ja) | ダイアモンドまたはダイアモンド含有材料で構成されている基質に被膜を付着させる方法 | |
| RU2510823C2 (ru) | Термостойкий поликристаллический алмазный композит | |
| JPS6026624A (ja) | ダイヤモンド焼結体の製造方法 | |
| US20140215925A1 (en) | Thick Cubic Boron Nitride (cBN) Layer and Manufacturing Process Therefor | |
| JP2000144298A (ja) | ダイヤモンド含有硬質部材およびその製造方法 | |
| JP2011051890A (ja) | ダイアモンド用およびダイアモンド含有材料用の接着性複合被膜および前記被膜の製造方法 | |
| JP2819648B2 (ja) | 耐摩工具用被覆超硬合金 | |
| UA34175C2 (uk) | Алмазно-твердосплавна пластина | |
| JPS63111105A (ja) | 複合焼結体及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120910 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140218 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140311 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20140709 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140730 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140806 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140826 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140922 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5622731 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: R3D02 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |