JP2012206098A - 樹脂製マイクロ流路チップの製造方法およびマイクロ流路チップ - Google Patents
樹脂製マイクロ流路チップの製造方法およびマイクロ流路チップ Download PDFInfo
- Publication number
- JP2012206098A JP2012206098A JP2011075974A JP2011075974A JP2012206098A JP 2012206098 A JP2012206098 A JP 2012206098A JP 2011075974 A JP2011075974 A JP 2011075974A JP 2011075974 A JP2011075974 A JP 2011075974A JP 2012206098 A JP2012206098 A JP 2012206098A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- microchannel
- protrusion
- microchannel chip
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
【課題】樹脂材料により製造され、一方の面にマイクロ流路を設けた基板と平坦基板や、一方の面に突起部を有する基板との、熱圧着による接合方法において、マイクロ流路の潰れや突起部の破損を防ぐ。
【解決手段】熱圧着による接合方法において、基板の一方の面側にある突起部に対応する位置に凹部または貫通孔を有している熱圧着用冶具を用いる。一方の面にマイクロ流路を設けた第1基板の流路を有する面と、一方の面に突起部を有する第2基板の他方側の面とを接するように積層し、該接する面の他方側の面を押圧する。
【選択図】なし
【解決手段】熱圧着による接合方法において、基板の一方の面側にある突起部に対応する位置に凹部または貫通孔を有している熱圧着用冶具を用いる。一方の面にマイクロ流路を設けた第1基板の流路を有する面と、一方の面に突起部を有する第2基板の他方側の面とを接するように積層し、該接する面の他方側の面を押圧する。
【選択図】なし
Description
本発明は、樹脂製基板であるマイクロ流路チップの製造方法に関する。
最近はマイクロリアクターやマイクロアナリシスシステムと呼ばれる微細加工技術を利用した化学反応や分離システムの微小化の研究が盛んになっており、マイクロ流路を持つマイクロ流路チップ上で行う核酸、タンパク質、糖鎖などの分析や合成、微量化学物質の迅速分析、医薬品・薬物のハイスループットスクリーニングへの応用が期待されている。このようなシステムの微小化の利点としては、検体量が微量あるいは廃液の排出量が軽減され、省スペースで持ち運び可能な安価なシステムの実現が考えられている。また、体積に対する表面積の比率が向上することにより、熱移動・物質移動の高速化が実現でき、その結果、反応や分離の精密な制御、高速・高効率化、副反応の抑制が期待される。
一般的にマイクロチャンネルは少なくとも一方の部材に微細加工を有するマイクロ流路チップ基板の部材の2つを貼り合わせることにより製造されている。これまではマイクロチップの基板材料として、主にガラスが用いられてきた。ガラス基板でマイクロチャンネルを作るためには、例として、基板に金属、フォトレジスト樹脂をコーティングし、マイクロチャンネルのパターンを露光、そして現像した後にエッチング処理を行う方法がある。その後、陽極接合などによりガラス基板を接合する(非特許文献1参照)。しかし、ガラスのエッチング処理にはフッ酸などの非常に危険な薬品を用いたり、1枚ごとに露光、現像、そしてエッチング処理を行うため非常に効率が悪く、高コストである。
これらのマイクロチップは、種々の樹脂原料を使用することができ、射出成形により製造することが可能である。射出成形では、型キャビティ内へ溶融させた熱硬化性樹脂原料を導入し、型キャビティを冷却させて樹脂を硬化させることで、効率良く経済的にマイクロ流路チップを製造することが可能であり、大量生産に適している。一方の面にマイクロ流路を設けた基板と平坦基板や、一方の面に突起部を有する基板の接合方法として、熱プレス機を用いて貼り合わせる熱圧着が、主に行なわれている(例えば特許文献1)。
しかしながら、この接合方法で一方の面にマイクロ流路を設けた基板と平坦基板や、一方の面に突起部を有する基板を接合しようとすると、マイクロ流路の潰れや、該突起部の破損が生じる場合があり、貼り合わせが困難であった。
本田宣昭、化学工学、第66巻、第2号、P71−74(2002)
本発明の目的は、樹脂材料により製造され、一方の面にマイクロ流路を設けた基板と平坦基板や、一方の面に突起部を有する基板の接合方法において、熱圧着による接合方法では生じていたマイクロ流路の潰れや突起部の破損に対して、より効果的にマイクロ流路チップ基板を接合する方法を提供するものである。
このような目的は、下記(1)〜(6)に記載の本発明により達成される。
(1)一方の面側に流路溝を有する板状の第1基板と、一方の面側に突起部および平坦部を有する第2基板とを接合してマイクロ流路チップを製造する方法であって、
前記第1基板の流路溝を有する面と、前記第2基板の他方側の面とを接するように積層し、
前記第1基板の他方側の面と、前記第2基板の平坦部とを押圧することにより、
前記第1基板と、前記第2基板とを接合することを特徴とするマイクロ流路チップの製造方法。
(2)前記第1基板の他方側の面と前記第2基板の平坦部との押圧は、熱圧着用冶具を用いるものである(1)に記載のマイクロ流路チップの製造方法。
(3)前記熱圧着用冶具は、前記第2基板の突起部に対応する位置に、凹部または貫通孔を有するものである(2)に記載のマイクロ流路チップの製造方法。
(4)(1)ないし(3)いずれか1項に記載の基板のいずれかが、マイクロチャネルを有しているマイクロ流路チップの製造方法。
(5)(1)ないし(4)いずれか1項に記載の基板の材質が、ポリプロピレン、ポリメチルペンテン、ポリスチレン、ポリカーボネート、ポリメチルメタアクリレート、シクロオレフィンコポリマー、シクロオレフィンポリマー、ポリエチレンテレフタレートのいずれかから選択されることを特徴とするマイクロ流路チップの製造方法。
(6)(1)ないし(5)いずれか1項に記載のマイクロ流路チップの製造方法により製造されるマイクロ流路チップ。
(1)一方の面側に流路溝を有する板状の第1基板と、一方の面側に突起部および平坦部を有する第2基板とを接合してマイクロ流路チップを製造する方法であって、
前記第1基板の流路溝を有する面と、前記第2基板の他方側の面とを接するように積層し、
前記第1基板の他方側の面と、前記第2基板の平坦部とを押圧することにより、
前記第1基板と、前記第2基板とを接合することを特徴とするマイクロ流路チップの製造方法。
(2)前記第1基板の他方側の面と前記第2基板の平坦部との押圧は、熱圧着用冶具を用いるものである(1)に記載のマイクロ流路チップの製造方法。
(3)前記熱圧着用冶具は、前記第2基板の突起部に対応する位置に、凹部または貫通孔を有するものである(2)に記載のマイクロ流路チップの製造方法。
(4)(1)ないし(3)いずれか1項に記載の基板のいずれかが、マイクロチャネルを有しているマイクロ流路チップの製造方法。
(5)(1)ないし(4)いずれか1項に記載の基板の材質が、ポリプロピレン、ポリメチルペンテン、ポリスチレン、ポリカーボネート、ポリメチルメタアクリレート、シクロオレフィンコポリマー、シクロオレフィンポリマー、ポリエチレンテレフタレートのいずれかから選択されることを特徴とするマイクロ流路チップの製造方法。
(6)(1)ないし(5)いずれか1項に記載のマイクロ流路チップの製造方法により製造されるマイクロ流路チップ。
本発明によれば、樹脂材料により製造され、一方の面にマイクロ流路を設けた基板と平坦基板や、一方の面に突起部を有する基板の接合方法において、熱圧着による接合方法では生じていたマイクロ流路の潰れや突起部の破損に対して、より効果的にマイクロ流路チップ基板を接合する方法を提供することができる。
以下、本発明のマイクロ流路チップの製造方法について説明する。
本発明では、一方の面側にマイクロ流路溝を有する樹脂製の第1基板と、一方の面側に突起部および平坦部を有する樹脂製の第2基板を、熱プレス機を用いた熱圧着、即ち第1基板と第2基板を重ね合わせた後、一定時間、樹脂のガラス転移温度付近の熱と、圧力をかけることで、一枚に接合することができる。
本発明に述べる突起部とは、板上に設けられる部分が、板の平面部に対して外側、つまり貼り合わせ面の反対側の面部より突出した形で設けられているものであり、突起部は、第1基板と第2基板のいずれかに設けられている。
該突起部は、マイクロ流路内に液体を導入するための導入項口、または排出するための排出口とし、機器やチューブといった外部装置との接続口として機能する場合が多く、その場合は、突起部は、貫通孔を有する例えば煙突状の形状であることが特徴である。
また、単純に、マイクロ流路チップを他の装置などに装着するためのガイドや固定のための爪部としての機能を有する場合は、基板の外側に突出した基板の一部分であることが多い。この場合、突起部の形状は、例えば、円柱、円錐、円錐台、多角柱、多角錘、多角錘台、半球状であるが、これらに限定されるものではない。
本発明では、一方の面側にマイクロ流路溝を有する樹脂製の第1基板と、一方の面側に突起部および平坦部を有する樹脂製の第2基板を、熱プレス機を用いた熱圧着、即ち第1基板と第2基板を重ね合わせた後、一定時間、樹脂のガラス転移温度付近の熱と、圧力をかけることで、一枚に接合することができる。
本発明に述べる突起部とは、板上に設けられる部分が、板の平面部に対して外側、つまり貼り合わせ面の反対側の面部より突出した形で設けられているものであり、突起部は、第1基板と第2基板のいずれかに設けられている。
該突起部は、マイクロ流路内に液体を導入するための導入項口、または排出するための排出口とし、機器やチューブといった外部装置との接続口として機能する場合が多く、その場合は、突起部は、貫通孔を有する例えば煙突状の形状であることが特徴である。
また、単純に、マイクロ流路チップを他の装置などに装着するためのガイドや固定のための爪部としての機能を有する場合は、基板の外側に突出した基板の一部分であることが多い。この場合、突起部の形状は、例えば、円柱、円錐、円錐台、多角柱、多角錘、多角錘台、半球状であるが、これらに限定されるものではない。
本発明における熱プレス機を用いた熱圧着では、前記第2基板の一方の面側にある突起部に対応する位置に凹部または貫通孔を有している熱圧着用冶具を用いる。
本発明における熱圧着用冶具とは、熱圧着時に用いる冶具であり、特に本発明の要になるものである。何故ならば、単純な熱圧着用冶具、つまり前記第2基板の一方の面側にある突起部に対応する位置に凹部や貫通孔を有していない冶具を用いて、前記第1基板と前記第2基板を貼り合わせようとすると、前記第2基板が有する突起部に過剰な圧力がかかり、突起部の破損が生じることがある。また、不均一な加圧による接着のムラが生じてしまい、送液時における液漏れが発生してしまう。つまり圧着面に対する均一な加圧が必要であり、本発明では、圧着面全体に均一な圧力がかかるような工夫を冶具に施した。
本発明において使用する熱圧着用冶具の材質としては、特に限定するものではないが、金属製、中でもステンレスが好適に用いることができる。また、前記第2基板が有する突起部に対応する位置に設ける凹部または貫通孔の深さや孔径としては、突起部が完全に収まる深さや孔径であれば、どのような大きさでもよいが、深さは突起部先端が冶具と接触しない程度、孔径は突起部の外径より1.0mm以上、2.0mm以下の大きさに加工する方が好ましい。また、凹部の深さは、突起部の先端に接触しない深さが必要であり、例えば、突起部の高さプラス1.0mm以上2.0mm以下であることが好ましい。該熱圧着用冶具の外寸法は、第1基板および第2基板の縦横寸法より10mm以上大きく、厚みは第2基板が有する突起部の高さより2mm以上の大きさに加工する方が好ましい。また、該熱圧着用冶具の熱圧着機と接する面、該第2基板と接する面、および該熱圧着用冶具の端面部は、平滑である方がよく、特に該第2基板と接する面については鏡面加工されている方が好ましい。該貫通孔または凹部を有する熱圧着用冶具に、前記第2基板が有する突起部を挿入し、該第2基板の平坦面と、前記第1基板が有するマイクロ流路溝を設けた面を重ね合わせてから、温度100℃以下、圧力4000N以下、時間20分以下の条件にて熱圧着する。
本発明におけるマイクロチャネルとは、試薬が流れるための流路溝や、流した試薬が排出されるための貫通孔、また試薬等を注入するための突起部のことをいい、例えば10μm〜100μmの深さ、100μm〜300μmの幅を有する流路溝や、流路溝につながる0.5mm〜10mmの径を有する貫通孔、5mm〜100mmの高さを有する突起部が、第1基板と第2基板のいずれかに設けられているが、第1基板に流路溝と貫通孔が設けられていれば、突起部は第2基板側に設けられているように、流路溝と貫通孔が一方の基板に設けられていれば、突起部はもう一方の基板側に設けられている必要がある。
本発明に使用するマイクロ流路溝を有する基板と、突起部および平坦部を有する基板の材質は、少なくとも一方は、樹脂材料である。用いる樹脂材料として、例えば、ポリカーボネート、ポリメチルメタアクリレート(PMMA)、シクロオレフィンコポリマー(COC)およびシクロオレフィンポリマー(COP)のいずれかから選ぶことができる。また、熱圧着する際に同じ材質の方が密着しやすく、マイクロ流路溝を有する基板と、突起部および平坦部を有する基板の材質は同じ樹脂材料を用いる方が好ましく、マイクロ流路チップの特性および圧着の相性を考慮して材質の選定を実施する。例えば、マイクロ流路溝を有する基板がシクロオレフィンコポリマーであるとき、突起部および平坦部を有する樹脂製基板もシクロオレフィンポリマーであれば良好に圧着することができる。作製されるマイクロ流路チップの用途、処理、使用溶媒、生理活性物質、検出方法の特性に合わせて、成形性、耐熱性、耐薬品性、吸着性等を考慮し適宜選択される。
本発明に使用するマイクロ流路を設けた基板は、樹脂材料で構成されることが流路の加工のしやすさの面から好ましい。流路を加工する方法としては、流路加工した型キャビティを使用した射出成形が大量生産には好ましいが、ドリル等の機械加工、ホットエンボスによる加工、レーザーによる加工、ドライエッチングパターン加工、ウェットエッチングパターン加工等の加工方法が選択できる。
本発明におけるマイクロ流路チップの流路としては、特に限定するものではないが、流路としては、用途によって適宜設計することができ、幅はマイクロ単位でもミリ単位でもよい。また、マイクロチャネルを有するマイクロ流路デバイスの場合は、サンプルや試薬の使用量あるいは廃液の排出量、かつ熱移動・物質移動の高速化の観点から、幅は1μm以上1000μm以下が好ましいが、これらマイクロ流路の設計は検出対象物、利便性を考慮に適宜設計されるため上記に限定はしない。また、流路基板の機能として、膜、ポンプ、バルブ、センサー、モーター、ミキサー、ギア、クラッチ、マイクロレンズ、電気回路等を装備したり、複数本のマイクロチャネルを同一基板上に加工したりすることにより複合化することが可能である。
また、前記流路は、適宜、親水化処理、表面処理官能基の形成処理等の表面処理を施しておいてもよい。該表面処理とは、含酸素官能基を導入する処理をいう。親水化処理によって含酸素官能基を導入することにより、樹脂表面の親水性が向上し、スムーズな水溶液等の送液が可能になる。具体的な処理としては、例えばプラズマ処理、コロナ放電処理、エキシマレーザー処理、フレーム処理などがある。また、含酸素官能基とは、カルボニル基(アルデヒド基、ケトン基などを含む)、カルボキシル基、水酸基、エーテル基、パーオキサイト基、エポキシ基などに代表される極性を有した官能基群であるがこれらに限定されない。
以下、本発明を実施例に基づいて詳細に説明するが、本発明はこれに限定されるものではない。
(実施例)
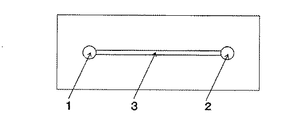
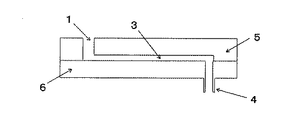
原料にCOCを用いて、80mm×18mm、厚み1mmで、表面に流路を図1に示すように配置した基板を射出成形により成形し、第1基板とした。また、同じ原料を用いて、80mm×18mm、厚み1mmで、表面に高さ5mmの突起部を有する基板を射出成形により成形し、第2基板とした。第1基板の流路を設けた面と、第2基板の平坦面を、図2に示すように重ね合わせて、第2基板外側の突起部に対応する位置に貫通孔を設けた図3に示すような熱圧着用冶具に、第2基板の突起部を挿入した。その後、第1基板と第2基板を、熱プレス機を用いた熱圧着により、温度90℃、圧力2000N、時間20分の条件で接合させた。
以上により作製したマイクロ流路チップの突起部よりマイクロシリンジを用いて、インク水溶液を注入した。このときのマイクロ流路チップの状態を目視により確認したが、液漏れは生じておらず、良好であった。
原料にCOCを用いて、80mm×18mm、厚み1mmで、表面に流路を図1に示すように配置した基板を射出成形により成形し、第1基板とした。また、同じ原料を用いて、80mm×18mm、厚み1mmで、表面に高さ5mmの突起部を有する基板を射出成形により成形し、第2基板とした。第1基板の流路を設けた面と、第2基板の平坦面を、図2に示すように重ね合わせて、第2基板外側の突起部に対応する位置に貫通孔を設けた図3に示すような熱圧着用冶具に、第2基板の突起部を挿入した。その後、第1基板と第2基板を、熱プレス機を用いた熱圧着により、温度90℃、圧力2000N、時間20分の条件で接合させた。
以上により作製したマイクロ流路チップの突起部よりマイクロシリンジを用いて、インク水溶液を注入した。このときのマイクロ流路チップの状態を目視により確認したが、液漏れは生じておらず、良好であった。
本発明により、樹脂材料により製造され、一方の面にマイクロ流路を設けた基板と平坦基板や、一方の面に突起部を有する基板の接合方法において、熱圧着による接合方法では生じていたマイクロ流路の潰れや突起部の破損に対して、より効果的にマイクロ流路チップを接合する方法を提供することができる。
1 排出ポート
2 突起部(注入ポート)に対応する試薬等の溜め池箇所
3 流路
4 突起部(注入ポート)
5 流路を有する第1基板
6 流路を有する基板に対し、外側に突起部(注入ポート)を有する第2基板
7 第2基板が有する突起部に対応する位置に、貫通孔を有する熱圧着用冶具
8 第2基板が有する突起部に対応する位置に、凹部を有する熱圧着用冶具
2 突起部(注入ポート)に対応する試薬等の溜め池箇所
3 流路
4 突起部(注入ポート)
5 流路を有する第1基板
6 流路を有する基板に対し、外側に突起部(注入ポート)を有する第2基板
7 第2基板が有する突起部に対応する位置に、貫通孔を有する熱圧着用冶具
8 第2基板が有する突起部に対応する位置に、凹部を有する熱圧着用冶具
Claims (6)
- 一方の面側に流路溝を有する板状の第1基板と、一方の面側に突起部および平坦部を有する第2基板とを接合してマイクロ流路チップを製造する方法であって、
前記第1基板の流路溝を有する面と、前記第2基板の他方側の面とを接するように積層し、
前記第1基板の他方側の面と、前記第2基板の平坦部とを押圧することにより、
前記第1基板と、前記第2基板とを接合することを特徴とするマイクロ流路チップの製造方法。 - 前記第1基板の他方側の面と前記第2基板の平坦部との押圧は、熱圧着用冶具を用いるものである請求項1に記載のマイクロ流路チップの製造方法。
- 前記熱圧着用冶具は、前記第2基板の突起部に対応する位置に、凹部または貫通孔を有するものである請求項2に記載のマイクロ流路チップの製造方法。
- 請求項1ないし3いずれか1項に記載の基板のいずれかが、マイクロチャネルを有しているマイクロ流路チップの製造方法。
- 請求項1ないし4いずれか1項に記載の基板の材質が、ポリプロピレン、ポリメチルペンテン、ポリスチレン、ポリカーボネート、ポリメチルメタアクリレート、シクロオレフィンコポリマー、シクロオレフィンポリマー、ポリエチレンテレフタレートのいずれかから選択されるマイクロ流路チップの製造方法。
- 請求項1ないし5いずれか1項に記載のマイクロ流路チップの製造方法により製造されるマイクロ流路チップ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011075974A JP2012206098A (ja) | 2011-03-30 | 2011-03-30 | 樹脂製マイクロ流路チップの製造方法およびマイクロ流路チップ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011075974A JP2012206098A (ja) | 2011-03-30 | 2011-03-30 | 樹脂製マイクロ流路チップの製造方法およびマイクロ流路チップ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012206098A true JP2012206098A (ja) | 2012-10-25 |
Family
ID=47186361
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011075974A Pending JP2012206098A (ja) | 2011-03-30 | 2011-03-30 | 樹脂製マイクロ流路チップの製造方法およびマイクロ流路チップ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012206098A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014087923A1 (ja) * | 2012-12-07 | 2014-06-12 | アルプス電気株式会社 | 接合部材及び接合部材の製造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010016399A1 (ja) * | 2008-08-08 | 2010-02-11 | コニカミノルタオプト株式会社 | マイクロチップ、マイクロチップの製造方法及びマイクロチップの製造装置 |
| WO2010131514A1 (ja) * | 2009-05-15 | 2010-11-18 | コニカミノルタオプト株式会社 | マイクロチップ |
-
2011
- 2011-03-30 JP JP2011075974A patent/JP2012206098A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010016399A1 (ja) * | 2008-08-08 | 2010-02-11 | コニカミノルタオプト株式会社 | マイクロチップ、マイクロチップの製造方法及びマイクロチップの製造装置 |
| WO2010131514A1 (ja) * | 2009-05-15 | 2010-11-18 | コニカミノルタオプト株式会社 | マイクロチップ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014087923A1 (ja) * | 2012-12-07 | 2014-06-12 | アルプス電気株式会社 | 接合部材及び接合部材の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Temiz et al. | Lab-on-a-chip devices: How to close and plug the lab? | |
| JP2008008880A (ja) | プラスチック製マイクロチップ、及びその製造方法、並びにそれを利用したバイオチップ又はマイクロ分析チップ | |
| JP5187442B2 (ja) | マイクロチップ | |
| JP2011214838A (ja) | 樹脂製マイクロ流路チップ | |
| JP2007136292A (ja) | マイクロチャネル構造体の製造方法、マイクロチャネル構造体、およびマイクロリアクタ | |
| JP2006234600A (ja) | プラスチック製マイクロチップおよびその製造方法 | |
| JP2008175795A (ja) | プラスチック製マイクロチップ、及びその製造方法、並びにそれを利用したバイオチップ又はマイクロ分析チップ | |
| JP2018047614A (ja) | 構造体の製造方法、電鋳金型、および成形型 | |
| JP2014122831A (ja) | マイクロ流路デバイス | |
| JP2011194379A (ja) | マイクロ流路デバイス | |
| JP2007240461A (ja) | プラスチック製マイクロチップ、及びその接合方法、及びそれを利用したバイオチップ又はマイクロ分析チップ。 | |
| JP5598432B2 (ja) | マイクロ流路デバイスの製造方法及びマイクロ流路チップ | |
| JP2009166416A (ja) | マイクロチップの製造方法、及びマイクロチップ | |
| JP2008216121A (ja) | マイクロチップの製造方法 | |
| JP5834992B2 (ja) | マイクロ流路チップの製造方法およびマイクロ流路チップ | |
| JP2012206098A (ja) | 樹脂製マイクロ流路チップの製造方法およびマイクロ流路チップ | |
| JP2008157644A (ja) | プラスチック製マイクロチップ、及びそれを利用したバイオチップ又はマイクロ分析チップ。 | |
| JP4752364B2 (ja) | プラスチックの接合方法、及びその方法を利用して製造されたバイオチップ又はマイクロ分析チップ | |
| JP5303976B2 (ja) | マイクロチップ基板の接合方法およびマイクロチップ | |
| JP2008304352A (ja) | 流路デバイス用基板の接合方法および流路デバイス | |
| JP2017154349A (ja) | マイクロ流路チップの製造方法 | |
| JP2013076591A (ja) | マイクロ流路デバイスおよびその製造方法 | |
| KR20110102654A (ko) | 마이크로 채널을 가진 구조물의 제조 방법 및 그 구조물 | |
| JP2008224499A (ja) | 試料用チップ | |
| WO2009101850A1 (ja) | マイクロチップの製造方法、及びマイクロチップ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140430 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140902 |