JP2007240461A - プラスチック製マイクロチップ、及びその接合方法、及びそれを利用したバイオチップ又はマイクロ分析チップ。 - Google Patents
プラスチック製マイクロチップ、及びその接合方法、及びそれを利用したバイオチップ又はマイクロ分析チップ。 Download PDFInfo
- Publication number
- JP2007240461A JP2007240461A JP2006066725A JP2006066725A JP2007240461A JP 2007240461 A JP2007240461 A JP 2007240461A JP 2006066725 A JP2006066725 A JP 2006066725A JP 2006066725 A JP2006066725 A JP 2006066725A JP 2007240461 A JP2007240461 A JP 2007240461A
- Authority
- JP
- Japan
- Prior art keywords
- plastic
- ultraviolet curable
- curable adhesive
- adhesive
- chip
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/1403—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation characterised by the type of electromagnetic or particle radiation
- B29C65/1406—Ultraviolet [UV] radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/4805—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the type of adhesives
- B29C65/483—Reactive adhesives, e.g. chemically curing adhesives
- B29C65/4845—Radiation curing adhesives, e.g. UV light curing adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/48—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding
- B29C65/52—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive
- B29C65/526—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using adhesives, i.e. using supplementary joining material; solvent bonding characterised by the way of applying the adhesive by printing or by transfer from the surfaces of elements carrying the adhesive, e.g. using brushes, pads, rollers, stencils or silk screens
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/534—Joining single elements to open ends of tubular or hollow articles or to the ends of bars
- B29C66/5346—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat
- B29C66/53461—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat joining substantially flat covers and/or substantially flat bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8341—Roller, cylinder or drum types; Band or belt types; Ball types
- B29C66/83411—Roller, cylinder or drum types
- B29C66/83413—Roller, cylinder or drum types cooperating rollers, cylinders or drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/756—Microarticles, nanoarticles
Abstract
【課題】 比較的低温で、安価簡便に、かつ強固確実に接合されたプラスチック製マイクロチップを提供し、また、そのプロセスを提供し、さらにはそれを利用したプラスチック製バイオチップやマイクロ分析チップを提供することを目的とするものである。
【解決手段】 表面に微細流路を有するプラスチック基板とプラスチックフィルムとを微細流路を有する面側で接着剤を介して接合してなるプラスチック製マイクロチップにおいて、前記接着剤が紫外線硬化型接着剤からなり、前記プラスチックフィルムの厚みが10〜300μmであることを特徴とするプラスチック製マイクロチップ。
【選択図】 図5
【解決手段】 表面に微細流路を有するプラスチック基板とプラスチックフィルムとを微細流路を有する面側で接着剤を介して接合してなるプラスチック製マイクロチップにおいて、前記接着剤が紫外線硬化型接着剤からなり、前記プラスチックフィルムの厚みが10〜300μmであることを特徴とするプラスチック製マイクロチップ。
【選択図】 図5
Description
本発明は表面に微細流路を有するプラスチック基板に蓋用のプラスチックフィルムを、紫外線硬化型接着剤で接合させたプラスチック製マイクロチップに関するものであり、その接合方法に関するものであり、それを利用したバイオチップもしくはマイクロ分析チップに関するものである。
近年、創薬研究や臨床検査のハイスループット化を達成する手段として、生理活性物質を固層基板上に固定化したデバイスであるバイオチップが注目されている。固定化される生理活性物質としては、核酸、たんぱく質、抗体、糖鎖、糖タンパク、アプタマーなどが代表的なものであり、特に核酸を固定化したバイオチップである核酸マイクロアレイはすでに多数の商品が上市されている。チップの形態としては、平板の基板上に各種生理活性物質がスポットされ固定化されている形態であり、主に研究機関における研究分析用に活用されている。
さらに近年、マイクロ分析チップとか、μTAS(micro total analytical system)とか、ラボオンチップと呼ばれる、微細加工技術を利用した化学反応や分離、分析システムの微小化の研究が盛んになっており、マイクロチャネル(微細流路)上で各種の化学反応、特に生理学的反応を行うことが可能となっている。このシステムにおいては、微少量のサンプルを迅速分析できるため、この特長を生かした次期のバイオチップ、特に医療機関における診断用バイオチップとして商品化されることが期待されており、注目されている(これ以降、これらのシステムを、マイクロ分析チップと称する)。
このバイオチップや、マイクロ分析チップは、現在はガラス製のものが主流である。ガラス基板でマイクロ分析チップを作成するためには、たとえば、基板に金属、フォトレジスト樹脂をコートし、マイクロチャネルのパターンを焼いた後にエッチング処理を行う方法がある。しかしガラスは大量生産に向かず非常に高コストであるため、プラスチック化が望まれている。
プラスチック製のバイオチップやマイクロ分析チップは、種々のプラスチックを用いて射出成形等の各種の成形方法で製造することが可能である。射出成形では型キャビティ内へ溶融した熱可塑性プラスチック材料を導入し、キャビティを冷却させて樹脂を硬化させることで、効率よく経済的にチップ基板を製造でき、大量生産に適している。しかしプラスチック製バイオチップもしくはマイクロ分析チップにはまだ技術上の欠点が多数あり、ガラス製に取って代わるだけの認知を得てはいない。特にマイクロフルイデックスと総称されるバイオチップもしくはマイクロ分析チップは、チップの内部に微小の流路が設けられていることを特徴とする分析用チップであるが、プラスチック製はおろかガラス製に関しても現時点では多くの欠点がありいまだ研究段階である。プラスチック製のマイクロフルイデックスにおいて、特に問題なのは、微細流路を加工したプラスチック板の上に別のプラスチックの板を貼り付けて微細流路に蓋をする必要があるのだが、その貼り合わせ方法で安価・簡便・確実な方式がいまだ見つかっていないことがその実用化を妨げている大きな要因のひとつであると思われる。
プラスチック製バイオチップもしくはマイクロ分析チップにおける貼り合わせ工程では、加熱や超音波やレーザーにより熱圧着するなどの方式か、有機接着剤を用いる方式で、主に貼り合わせが行われている(特許文献1参照)。加熱による融着は、後述する過熱による生理活性物質の失活問題発生しやすい。また、抗原抗体反応を利用した免疫分析法の場合には、試料中の微量な分析対象物質の存在やその濃度を熱レンズ顕微鏡法等の方法を利用して測定することにより知ることができるが、加熱により微細流路内の変形や流路面の表面性の悪化が生じやすく、測定が困難になる可能性がある。超音波による熱溶着は、数ミリメートル角の面の接合は可能であるが、数センチ角の面の熱溶着には不向きであり、溶着不足が生じやすい。レーザー照射では、照射面ならともかく、2枚のプラスチックの張り合わせ面などプラスチックの中心部のみの過熱は非常に困難であり、また装置のコストも非常に高額であるなどの問題がある。
有機接着剤での貼り合わせ方法は比較的低温でプラスチック板同士を接合できるので非常に有効であるが、例えば射出成形で得られたプラスチック板には成形時のひけ等により本来平坦であるはずの部分にも数μm〜数十μmレベルの凹凸が発生するため、プラスチック板同士を接着剤で良好に張り合わせる場合にはこの凹凸を埋める必要があり、数十μmオーダーの接着剤厚みが必要になる。厚みが数十μmオーダーの接着剤で貼り合わせを行うと、基板の間より接着剤の余剰分が出やすく、マイクロチャネルの封鎖や内壁の汚染が生じやすくなる。特に熱硬化型接着剤で貼り合わせる場合は、加熱による熱圧着方式同様、生理活性物質の失活問題が発生しやすく、また、熱レンズ顕微鏡法等の測定が困難になる可能性がある。
有機接着剤での貼り合わせ方法は比較的低温でプラスチック板同士を接合できるので非常に有効であるが、例えば射出成形で得られたプラスチック板には成形時のひけ等により本来平坦であるはずの部分にも数μm〜数十μmレベルの凹凸が発生するため、プラスチック板同士を接着剤で良好に張り合わせる場合にはこの凹凸を埋める必要があり、数十μmオーダーの接着剤厚みが必要になる。厚みが数十μmオーダーの接着剤で貼り合わせを行うと、基板の間より接着剤の余剰分が出やすく、マイクロチャネルの封鎖や内壁の汚染が生じやすくなる。特に熱硬化型接着剤で貼り合わせる場合は、加熱による熱圧着方式同様、生理活性物質の失活問題が発生しやすく、また、熱レンズ顕微鏡法等の測定が困難になる可能性がある。
さらにバイオチップやマイクロ分析チップにこだわらず、プラスチック製品の貼り付けについて見てみるならば、上記以外の接合方式として、接合させようと考えている部品の接合面の一部に突起をつけ、それを接合すべき別の面にはめ込んで、なおかつ超音波振動によりその部分を熱融着して接合させる方式の提案がある(特許文献2参照)。しかしこの方式が利用できるのは、あまり微細でない、比較的大きな成形品に対してのみであり、微細な構造を有するバイオチップやマイクロ分析チップについてはその方式は対象となっていない。
さらに、分析用のチップ、特にバイオチップへの応用を考える場合、検出用の部位に各種の物質、特に核酸、たんぱく質、抗体、糖鎖、糖タンパク、アプタマーをコーティングもしくは固定化する場合が多く、これらの生理活性物質は加熱に弱く化学的に失活する可能性があるため、高温にさらされる接合プロセスは、バイオチップ及びマイクロ分析チップの製造には不向きである。
以上より、比較的低温で、接触面同士を完全に接着でき、プラスチック製バイオチップやマイクロ分析チップの張り合わせに使用できる技術は、いまだ見出されていない。プラスチック製バイオチップやマイクロ分析チップの実用化のために、低温接合技術はより重要になると考えられている。
以上より、比較的低温で、接触面同士を完全に接着でき、プラスチック製バイオチップやマイクロ分析チップの張り合わせに使用できる技術は、いまだ見出されていない。プラスチック製バイオチップやマイクロ分析チップの実用化のために、低温接合技術はより重要になると考えられている。
本発明は、比較的低温で、安価簡便に、かつ強固確実に接合されたプラスチック製マイクロチップを提供し、また、そのプロセスを提供し、さらにはそれに接合されたプラスチック製バイオチップやマイクロ分析チップを提供することを目的とするものである。
本発明者らは、上記課題を達成すべく鋭意検討した結果、表面に微細流路を有するプラスチック基板に対し、厚みが10〜300μmのプラスチックフィルムを蓋材として利用し、紫外線硬化型接着剤にて接合する方法を採用することにより、比較的低温で、迅速に、十分な結合強度で、且つ微細流路を封鎖せずに貼り合わせられることを見出した。またそれを利用して加工したプラスチック製バイオチップやプラスチック製マイクロ分析チップが実現可能であることを確認し、本発明に至った。
すなわち本発明は、
(1)表面に微細流路を有するプラスチック基板とプラスチックフィルムとを微細流路を有する面側で接着剤を介して接合してなるプラスチック製マイクロチップにおいて、前記接着剤が紫外線硬化型接着剤からなり、前記プラスチックフィルムの厚みが10〜300μmであることを特徴とするプラスチック製マイクロチップ、
(2)前記プラスチックがアクリル樹脂、飽和環状ポリオレフィン、ポリメチルメタクリレート、ポリカーボネート、ポリスチレンのいずれかである(1)記載のプラスチック製マイクロチップ、
(3)前記プラスチックフィルムの曲げ弾性率が500〜15000MPaである(1)又は(2)記載のプラスチック製マイクロチップ、
(4)前記紫外線硬化型接着剤の厚みが1〜20μmである(1)〜(3)いずれか記載のプラスチック製マイクロチップ、
(5)前記紫外線硬化型接着剤がアクリル樹脂を含むものである(1)〜(4)いずれか記載のプラスチック製マイクロチップ、
(6)前記微細流路部分に300kPaの圧力で水を流した場合に接合部が破損しない(1)〜(5)いずれか記載のプラスチック製マイクロチップ、
(7)(1)〜(6)いずれか記載のプラスチック製マイクロチップにおいて、核酸チップ、プロテインチップ、抗体チップ、アプタマーチップ、及び糖タンパクチップから選ばれる少なくとも1つであるバイオチップ、もしくは各種の化学分析用のマイクロ分析チップ、
(8)表面に微細流路を有するプラスチック基板と、厚みが10〜300μmのプラスチックフィルムとを、微細流路を有する面側で紫外線硬化型接着剤にて接合することを特徴とするプラスチック製マイクロチップの接合方法、
(9)紫外線硬化型接着剤をロールに塗布する工程、ロールに塗布した紫外線硬化型接着剤を表面に微細流路を有するプラスチック基板に転写する工程、紫外線硬化型接着剤を転写したプラスチック基板とプラスチックフィルムとをロールにてラミネートする工程、及び紫外線にて紫外線硬化型接着剤を硬化させる工程、を含む(8)記載のプラスチック製マイクロチップの接合方法、
(10)平坦な面を有する支持体に紫外線硬化型接着剤を塗布する工程、紫外線硬化型接着剤を表面に微細流路を有するプラスチック基板に転写する工程、紫外線硬化型接着剤を転写したプラスチック基板とプラスチックフィルムとをロールにてラミネートする工程、及び紫外線にて紫外線硬化型接着剤を硬化させる工程、を含む(8)記載のプラスチック製マイクロチップの接合方法、
(11)前記紫外線硬化型接着剤の硬化前の25℃における粘度が0.5〜100Pa・sである(8)〜(10)いずれか記載のプラスチック製マイクロチップの接合方法、
(12)紫外線硬化型接着剤を硬化させる工程の前に、微細流路の一部に生理活性物質を固定化する工程を有する(8)〜(11)いずれか記載のプラスチック製マイクロチップの接合方法、
である。
(1)表面に微細流路を有するプラスチック基板とプラスチックフィルムとを微細流路を有する面側で接着剤を介して接合してなるプラスチック製マイクロチップにおいて、前記接着剤が紫外線硬化型接着剤からなり、前記プラスチックフィルムの厚みが10〜300μmであることを特徴とするプラスチック製マイクロチップ、
(2)前記プラスチックがアクリル樹脂、飽和環状ポリオレフィン、ポリメチルメタクリレート、ポリカーボネート、ポリスチレンのいずれかである(1)記載のプラスチック製マイクロチップ、
(3)前記プラスチックフィルムの曲げ弾性率が500〜15000MPaである(1)又は(2)記載のプラスチック製マイクロチップ、
(4)前記紫外線硬化型接着剤の厚みが1〜20μmである(1)〜(3)いずれか記載のプラスチック製マイクロチップ、
(5)前記紫外線硬化型接着剤がアクリル樹脂を含むものである(1)〜(4)いずれか記載のプラスチック製マイクロチップ、
(6)前記微細流路部分に300kPaの圧力で水を流した場合に接合部が破損しない(1)〜(5)いずれか記載のプラスチック製マイクロチップ、
(7)(1)〜(6)いずれか記載のプラスチック製マイクロチップにおいて、核酸チップ、プロテインチップ、抗体チップ、アプタマーチップ、及び糖タンパクチップから選ばれる少なくとも1つであるバイオチップ、もしくは各種の化学分析用のマイクロ分析チップ、
(8)表面に微細流路を有するプラスチック基板と、厚みが10〜300μmのプラスチックフィルムとを、微細流路を有する面側で紫外線硬化型接着剤にて接合することを特徴とするプラスチック製マイクロチップの接合方法、
(9)紫外線硬化型接着剤をロールに塗布する工程、ロールに塗布した紫外線硬化型接着剤を表面に微細流路を有するプラスチック基板に転写する工程、紫外線硬化型接着剤を転写したプラスチック基板とプラスチックフィルムとをロールにてラミネートする工程、及び紫外線にて紫外線硬化型接着剤を硬化させる工程、を含む(8)記載のプラスチック製マイクロチップの接合方法、
(10)平坦な面を有する支持体に紫外線硬化型接着剤を塗布する工程、紫外線硬化型接着剤を表面に微細流路を有するプラスチック基板に転写する工程、紫外線硬化型接着剤を転写したプラスチック基板とプラスチックフィルムとをロールにてラミネートする工程、及び紫外線にて紫外線硬化型接着剤を硬化させる工程、を含む(8)記載のプラスチック製マイクロチップの接合方法、
(11)前記紫外線硬化型接着剤の硬化前の25℃における粘度が0.5〜100Pa・sである(8)〜(10)いずれか記載のプラスチック製マイクロチップの接合方法、
(12)紫外線硬化型接着剤を硬化させる工程の前に、微細流路の一部に生理活性物質を固定化する工程を有する(8)〜(11)いずれか記載のプラスチック製マイクロチップの接合方法、
である。
微細流路を有するプラスチック製バイオチップやマイクロ分析チップを貼り合わせる場合、加熱による樹脂の貼り合わせを行うと、たんぱく質や抗体などは加熱によりその生理活性を失活するため、加熱を伴う接合処理は利用できなかったが、本発明の方法は従来方式と比較して、100℃以下の比較的低温で貼り付け処理が可能である。さらに接着剤でプラスチック板同士を貼り合わせる場合、微細流路を有したプラスチック板には成形時のひけ等により、微細流路間等に数μm〜数十μmレベルの凹凸があり、良好に接合させるためにはその凹凸を埋めるために数十μmオーダーの接着剤厚みが必要になる。その場合、基板の間より接着剤の余剰分が出やすく、微細流路が接着剤により閉塞される可能性が高く精度良く接合することが困難であったが、本発明の方法を利用することでその問題もなくなり、特にプラスチック製バイオチップやマイクロ分析チップの製造技術として有効な技術である。
以下、本発明の実施形態について詳細に説明する。
本発明は、表面に微細流路を有するプラスチック基板に対し、厚みが10〜300μmのプラスチックフィルムを蓋材として使用し、紫外線硬化型樹脂にて接合されていることを特徴とするプラスチック製マイクロチップであり、及びその接合方法、さらにはそれを利用したバイオチップ又はマイクロ分析チップである。
本発明は、表面に微細流路を有するプラスチック基板に対し、厚みが10〜300μmのプラスチックフィルムを蓋材として使用し、紫外線硬化型樹脂にて接合されていることを特徴とするプラスチック製マイクロチップであり、及びその接合方法、さらにはそれを利用したバイオチップ又はマイクロ分析チップである。
本発明に使用するプラスチック基板又はプラスチックフィルムの素材に使用されるプラスチックとは、たとえば高密度ポリエチレン、低密度ポリエチレン、ポリプロピレン、ポリスチレン、各種環状ポリオレフィン、ポリメチルメタクリレート、ポリノルボルネン、ポリフェニレンオキサイド、ポリカーボネート、ポリアミド、ポリエステル、半硬化状態のフェノール樹脂、半硬化状態のエポキシ樹脂、その他各種の熱可塑性プラスチックの様に、融点とTgを有する高分子物質のことを示すが、その種類や重合度、融点、Tg、弾性率などの物性に関して特に限定するものではない。
これらの内、アクリル樹脂、飽和環状ポリオレフィン、ポリメチルメタクリレート、ポリカーボネート、又はポリスチレンが好ましい。
これらの内、アクリル樹脂、飽和環状ポリオレフィン、ポリメチルメタクリレート、ポリカーボネート、又はポリスチレンが好ましい。
なお本発明は、主にプラスチック部材を接合させることを前提としたものであるが、部分的にはプラスチック同士のみならず、プラスチックと非プラスチックに関してもこの手法で接合が可能であると考えられる。なおここでいう非プラスチックとは、銅、アルミ、鉄、シリコン、ニッケルおよびその他の各種金属やその合金や、シリカ、アルミナ、ジルコニア、チタニア等の金属酸化物やその混合物やそのガラス製物質や、炭化珪素、窒化ホウ素などの各種セラミックや、さらにはそれらを材料とした線状の配線や箔状の配線や各種センサ、さらにはその他紙、木など、プラスチックに該当しないものが対象である。あるいは完全硬化したフェノール樹脂や完全硬化したエポキシ樹脂もその範疇に入る。
本発明は、微細流路を有するプラスチック製のマイクロチップまたはマイクロ分析チップを主な対象としているが、微細流路とは、流路の幅が1000μm以下でかつ流路の深さが500μm以下であることが好ましく、水や有機溶剤等の液状物質を流すことを前提に形成された蓋をされた溝、すなわち流路を示す。微細流路の長さや全面に対する割合に関しては限定しない。また微細流路の内壁の表面粗さや表面エネルギーに関しても限定はしない。
本発明に使用するプラスチックフィルムの厚みは10〜300μmであることが好ましい。プラスチックフィルムの厚みが上限値を超えると、プラスチック部材の貼り合わせの際、プラスチックフィルムがプラスチック基板の凹凸に十分に追従せず、プラスチックフィルムが接着剤に密着しないか、あるいは剥がれてしまう恐れがある。下限値未満では、微細流路部分に水などの液状物質を流した際、プラスチックフィルム自体が破壊される恐れがある。また、下限値未満では貼り合わせ時にプラスチックフィルムに皺が発生しやすく十分に流路を密閉できない恐れがある。
また、プラスチックフィルムの曲げ弾性率は500〜15000MPaであることが好ましい。プラスチックフィルムの曲げ弾性率が上限値を超えると、プラスチック部材の貼り合わせの際、プラスチックフィルムがプラスチック基板の凹凸に十分に追従せず、プラスチックフィルムが接着剤に密着しないか、あるいは剥がれてしまう恐れがある。下限値未満では貼り合わせ時にプラスチックフィルムに皺が発生しやすく十分に流路を密閉できない恐れがある。プラスチックフィルムの曲げ弾性率は、例えば試験法ASTM D790により測定することができる。
また、プラスチックフィルムの曲げ弾性率は500〜15000MPaであることが好ましい。プラスチックフィルムの曲げ弾性率が上限値を超えると、プラスチック部材の貼り合わせの際、プラスチックフィルムがプラスチック基板の凹凸に十分に追従せず、プラスチックフィルムが接着剤に密着しないか、あるいは剥がれてしまう恐れがある。下限値未満では貼り合わせ時にプラスチックフィルムに皺が発生しやすく十分に流路を密閉できない恐れがある。プラスチックフィルムの曲げ弾性率は、例えば試験法ASTM D790により測定することができる。
本発明に使用する接着剤は、対象となるプラスチックを良好に接合せしめる紫外線硬化型接着剤であれば特に限定はしない。アクリル系接着剤、エポキシ系接着剤、ウレタン系接着剤などの接着剤の組成に関してはいっさい限定しないが、アクリル樹脂系が好ましい。さらには接着前の接着面の表面処理、例えばプラズマ処理、紫外線処理、コロナ放電処理、エキシマー処理、各種プライマー処理、例えばカップリング剤処理、等に関しても特に限定しない。ただし硬化システムに関しては、接着剤に対応した硬化条件が選択される。
接着剤の粘度に関しては、25℃における粘度が0.5〜100Pa・sの範囲が好ましく、さらに好ましくは1〜50Pa・sである。下限値未満では、プラスチック基板に接着剤を塗布する際、及び貼り合わせる際に微細流路内に樹脂が流れ込みやすく、流路を閉塞しやすい。また、上限値を超えると、接着剤に流動性が無いため、プラスチック基板の凹凸を十分に埋めきれない。また、気泡の巻き込みなどが生じやすいことから、気泡の巻き込みによる流路近傍の接着強度の不均一や審美性の低下などの問題を起こしやすい。なお、接着剤の粘度は一般の粘度計で求めることができる。具体例を挙げるなら、ブルックフィールド製 BH型、あるいはBL型回転粘度計で粘度を求めることができる。
接着剤の粘度に関しては、25℃における粘度が0.5〜100Pa・sの範囲が好ましく、さらに好ましくは1〜50Pa・sである。下限値未満では、プラスチック基板に接着剤を塗布する際、及び貼り合わせる際に微細流路内に樹脂が流れ込みやすく、流路を閉塞しやすい。また、上限値を超えると、接着剤に流動性が無いため、プラスチック基板の凹凸を十分に埋めきれない。また、気泡の巻き込みなどが生じやすいことから、気泡の巻き込みによる流路近傍の接着強度の不均一や審美性の低下などの問題を起こしやすい。なお、接着剤の粘度は一般の粘度計で求めることができる。具体例を挙げるなら、ブルックフィールド製 BH型、あるいはBL型回転粘度計で粘度を求めることができる。
接着剤の塗布の方法に関しても特に限定しないが、バーコーター、スピンコーター、スプレーコーター、ロールコーター、グラビアコーター、ナイフコーター、その他の各種のコーティング装置の使用が可能である。微細流路に接着剤を詰めない方式についても、微細流路部のみをマスクで覆った後にコーティングする方法や、微細流路を加工しないプラスチック板(いわゆる蓋の部分)にのみ均一にコーティングする方法や、他の支持体に接着剤をコーティングした後に微細流路加工を施した構造体をそれに押し付けて必要な部分にのみに接着剤を転写させる方法などが挙げられるが、特に限定しない。
接着剤の厚みは1〜20μmであることが好ましい。接着剤の厚みが下限値未満では、十分な接着強度が得られないだけでなく、貼り合わせ時に気泡が入りやすく好ましくない。また、上限値を超えると、プラスチック基板に接着剤を塗布する際、及び貼り合わせる際に微細流路内に樹脂が流れ込みやすく、流路を閉塞しやすいので好ましくない。
本発明において、微細流路部分に設計外の閉塞が無く、かつ微細流路部分に300kPaの圧力の水を流しても接合部がまったく破損しないことが好ましい。バイオチップもしくはマイクロ分析チップにおいては、微細流路部分に液体や気体を流すが、それらの流体がチップの接合のときに設計した意図とは異なり接着剤による微細流路の閉塞がおきてはいけないことは当然であり、さらに微細流路部分から液体や気体成分が漏れたりしないように実用上十分にシールされている必要があるためである。プランジャポンプ等でバイオチップもしくはマイクロ化学チップの流路に300kPaの水を流し、微細流路部分に設計どおり水が通るか、また微細流路部分が破損して水が漏れないかを顕微鏡観察で観測することにより確認できる。
本発明のプラスチック接合方法を利用したマイクロチップは、比較的低温のプロセスで、強固に、汚染なく、比較的大面積を接合され、性能良好なプラスチック製バイオチップもしくはマイクロ分析チップとして使用できるという特徴がある。特にマイクロフルイデックス等の微細加工を施した製品に好適に使用できる。特にそのなかで核酸チップ、プロテインチップ、抗体チップ、アプタマーチップ、糖タンパクチップ等の生理活性物質をチップ表面又は内部に固定化している製品群が挙げられる。
以下に実施例により本発明を具体的に説明するが、本発明はこれらの例によって何ら限定されるものではない。
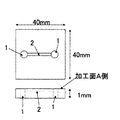
(実施例1)
アクリル樹脂を素材にし、成形加工及び切削加工により、図1に示す成形品を得た。本成形品は、貫通孔1(直径1mm)、微細流路2(長さ25mm、断面形状は矩形、深さ100μm、幅200μm)を有する。またアクリル樹脂を素材とし、押出成形により得たフィルムを図2に示す形状に切り出した。なお、この樹脂フィルムの曲げ弾性率は2940MPaである。図1の成形品の加工面Aの上に、紫外線硬化型接着剤のスリーボンド(株)製3003(アクリル樹脂系、25℃における粘度:1.5Pa・s)をバーコーターにより一面に塗布する。ただし貫通孔1や、微細流路2には、マスキングテープをその形状にあらかじめ切り取ったものを貼り付けてマスキングをすることにより、接着剤が付着しないようにした。塗布厚みは10μmとなるようにし、接合用突起の上面と塗布された接着剤の上面の高さが同じになるようにスキージすることなどにより制御する。貫通孔1と微細流路2のマスキングテープを除去した後、図5に示すように、この成形品とフィルム7をラミネートする。その後、紫外線硬化装置により接着剤を硬化させる。紫外線照射量は3000mJ/cm2であった。評価結果については表1に示した。
アクリル樹脂を素材にし、成形加工及び切削加工により、図1に示す成形品を得た。本成形品は、貫通孔1(直径1mm)、微細流路2(長さ25mm、断面形状は矩形、深さ100μm、幅200μm)を有する。またアクリル樹脂を素材とし、押出成形により得たフィルムを図2に示す形状に切り出した。なお、この樹脂フィルムの曲げ弾性率は2940MPaである。図1の成形品の加工面Aの上に、紫外線硬化型接着剤のスリーボンド(株)製3003(アクリル樹脂系、25℃における粘度:1.5Pa・s)をバーコーターにより一面に塗布する。ただし貫通孔1や、微細流路2には、マスキングテープをその形状にあらかじめ切り取ったものを貼り付けてマスキングをすることにより、接着剤が付着しないようにした。塗布厚みは10μmとなるようにし、接合用突起の上面と塗布された接着剤の上面の高さが同じになるようにスキージすることなどにより制御する。貫通孔1と微細流路2のマスキングテープを除去した後、図5に示すように、この成形品とフィルム7をラミネートする。その後、紫外線硬化装置により接着剤を硬化させる。紫外線照射量は3000mJ/cm2であった。評価結果については表1に示した。
(実施例2)
アクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。図3のゴムロール3上にバーコーター4を用いて紫外線硬化型接着剤5を一面に塗布する。ここでは、紫外線硬化型接着剤としてスリーボンド(株)3003(25℃における粘度:1.5Pa・s)を使用した。次に図4に示すように、ゴムロール3に塗布した紫外線硬化型接着剤5を図1の成形品の加工面Aの上に転写する。その後、図5に示すように、この成形品とフィルム7をラミネートする。その後、紫外線硬化装置により実施例1と同様の条件で接着剤を硬化させた。接着剤の厚みは、得られた貼り合わせサンプルの断面観察により観察した結果、10μmであった。評価結果については表1に示した。
アクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。図3のゴムロール3上にバーコーター4を用いて紫外線硬化型接着剤5を一面に塗布する。ここでは、紫外線硬化型接着剤としてスリーボンド(株)3003(25℃における粘度:1.5Pa・s)を使用した。次に図4に示すように、ゴムロール3に塗布した紫外線硬化型接着剤5を図1の成形品の加工面Aの上に転写する。その後、図5に示すように、この成形品とフィルム7をラミネートする。その後、紫外線硬化装置により実施例1と同様の条件で接着剤を硬化させた。接着剤の厚みは、得られた貼り合わせサンプルの断面観察により観察した結果、10μmであった。評価結果については表1に示した。
(実施例3)
アクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。図6に示すように、平坦な面を有する厚み5mmの支持体(テフロン(登録商標)製)10にバーコーター4を用いて紫外線硬化型接着剤5を一面に塗布する。ここでは、紫外線硬化型接着剤としてスリーボンド(株)3003(アクリル樹脂系、25℃における粘度:1.5Pa・s)を使用した。次に図7に示すように、支持体10に塗布した紫外線硬化型接着剤5を図1の成形品の加工面Aに転写する。その後、図5に示すように、この成形品とフィルム7をラミネートする。その後、紫外線硬化装置により実施例1と同様の条件で接着剤を硬化させた。接着剤の厚みは、得られた貼り合わせサンプルの断面観察により観察した結果、10μmであった。評価結果については表1に示した。
アクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。図6に示すように、平坦な面を有する厚み5mmの支持体(テフロン(登録商標)製)10にバーコーター4を用いて紫外線硬化型接着剤5を一面に塗布する。ここでは、紫外線硬化型接着剤としてスリーボンド(株)3003(アクリル樹脂系、25℃における粘度:1.5Pa・s)を使用した。次に図7に示すように、支持体10に塗布した紫外線硬化型接着剤5を図1の成形品の加工面Aに転写する。その後、図5に示すように、この成形品とフィルム7をラミネートする。その後、紫外線硬化装置により実施例1と同様の条件で接着剤を硬化させた。接着剤の厚みは、得られた貼り合わせサンプルの断面観察により観察した結果、10μmであった。評価結果については表1に示した。
(実施例4)
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、紫外線硬化型接着剤は、東亞合成(株)UX−0110(25℃での粘度:0.4Pa・s)を使用した。評価結果については表1に示した。
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、紫外線硬化型接着剤は、東亞合成(株)UX−0110(25℃での粘度:0.4Pa・s)を使用した。評価結果については表1に示した。
(実施例5)
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、紫外線硬化型接着剤は、東亞合成(株)LCR0305E(25℃での粘度:130Pa・s)を使用した。評価結果については表1に示した。
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、紫外線硬化型接着剤は、東亞合成(株)LCR0305E(25℃での粘度:130Pa・s)を使用した。評価結果については表1に示した。
(実施例6)
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、接着剤の塗布厚みを0.5μmとした。評価結果については表1に示した。
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、接着剤の塗布厚みを0.5μmとした。評価結果については表1に示した。
(実施例7)
実施例1と同様にしてアクリル樹脂を素材とするアクリル樹脂を素材とする図1の成形品と図2のフィルムの接合を行った。ただし、接着剤の塗布厚みを27μmとした。評価結果については表1に示した。
実施例1と同様にしてアクリル樹脂を素材とするアクリル樹脂を素材とする図1の成形品と図2のフィルムの接合を行った。ただし、接着剤の塗布厚みを27μmとした。評価結果については表1に示した。
(比較例1)
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、フィルムは、厚みが1mmのものを使用した。評価結果については表1に示した。
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、フィルムは、厚みが1mmのものを使用した。評価結果については表1に示した。
(比較例2)
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、接着剤を熱硬化型接着剤、東亞合成(株)AP−1130(25℃での粘度:45Pa・s)を使用した。成形品とフィルムをラミネートした後、110℃のオーブン中で60分加熱し、接着剤を硬化させた。評価結果については表1に示した。
実施例1と同様にしてアクリル樹脂を素材とする図1の成形品とアクリル樹脂を素材とする図2のフィルムの接合を行った。ただし、接着剤を熱硬化型接着剤、東亞合成(株)AP−1130(25℃での粘度:45Pa・s)を使用した。成形品とフィルムをラミネートした後、110℃のオーブン中で60分加熱し、接着剤を硬化させた。評価結果については表1に示した。

評価方法
(1)接着剤層の観察
接合後の接着剤層を目視もしくは光学顕微鏡観察を行い、100μm径以上の径を有する気泡の数を数えた。気泡の数が5個を超えたものを不適、超えないものを適すると判断した。
(2)微細流路の強度実験
プランジャーポンプを利用し、微細流路部分を光学顕微鏡で観察しながら、水圧を300kPaに設定した状態で微細流路部分に水を流す。流路からの水の漏れや、流路の閉塞が無いことを、観測により確認する。
(3)熱レンズ顕微鏡法による評価
接合したプラスチック製マイクロチップの微細流路に試料を流し、熱レンズ顕微鏡法により試料中の分析対象物質の存在やその濃度が測定できるかの評価を行った。熱レンズ顕微鏡の詳細内容については、例えば特開2000−356611号公報に詳しい。今回の評価においては、アルゴンレーザーを励起光源とし、ヘリウムネオンレーザーを検出光源とし、スポット径1μmとした。流路に流す試料は水とし、励起及び検出のレーザーが焦点を結ぶか否かを今回の判定基準とした。レーザーが焦点を結び計測に問題ない場合は問題なし、レーザーが焦点を結ばず計測が困難な場合は問題ありとした。
(1)接着剤層の観察
接合後の接着剤層を目視もしくは光学顕微鏡観察を行い、100μm径以上の径を有する気泡の数を数えた。気泡の数が5個を超えたものを不適、超えないものを適すると判断した。
(2)微細流路の強度実験
プランジャーポンプを利用し、微細流路部分を光学顕微鏡で観察しながら、水圧を300kPaに設定した状態で微細流路部分に水を流す。流路からの水の漏れや、流路の閉塞が無いことを、観測により確認する。
(3)熱レンズ顕微鏡法による評価
接合したプラスチック製マイクロチップの微細流路に試料を流し、熱レンズ顕微鏡法により試料中の分析対象物質の存在やその濃度が測定できるかの評価を行った。熱レンズ顕微鏡の詳細内容については、例えば特開2000−356611号公報に詳しい。今回の評価においては、アルゴンレーザーを励起光源とし、ヘリウムネオンレーザーを検出光源とし、スポット径1μmとした。流路に流す試料は水とし、励起及び検出のレーザーが焦点を結ぶか否かを今回の判定基準とした。レーザーが焦点を結び計測に問題ない場合は問題なし、レーザーが焦点を結ばず計測が困難な場合は問題ありとした。
1 貫通孔
2 マイクロ流路
3 ゴムロール
4 バーコーター
5 紫外線硬化型接着剤
6 ロール
7 フィルム
8 ロール
9 ロール
10 支持体
2 マイクロ流路
3 ゴムロール
4 バーコーター
5 紫外線硬化型接着剤
6 ロール
7 フィルム
8 ロール
9 ロール
10 支持体
Claims (12)
- 表面に微細流路を有するプラスチック基板とプラスチックフィルムとを微細流路を有する面側で接着剤を介して接合してなるプラスチック製マイクロチップにおいて、前記接着剤が紫外線硬化型接着剤からなり、前記プラスチックフィルムの厚みが10〜300μmであることを特徴とするプラスチック製マイクロチップ。
- 前記プラスチックがアクリル樹脂、飽和環状ポリオレフィン、ポリメチルメタクリレート、ポリカーボネート、ポリスチレンのいずれかである請求項1記載のプラスチック製マイクロチップ。
- 前記プラスチックフィルムの曲げ弾性率が500〜15000MPaである請求項1又は2記載のプラスチック製マイクロチップ。
- 前記紫外線硬化型接着剤の厚みが1〜20μmである請求項1〜3いずれか記載のプラスチック製マイクロチップ。
- 前記紫外線硬化型接着剤がアクリル樹脂を含むものである請求項1〜4いずれか記載のプラスチック製マイクロチップ。
- 前記微細流路部分に300kPaの圧力で水を流した場合に接合部が破損しない請求項1〜5いずれか記載のプラスチック製マイクロチップ。
- 請求項1〜6いずれか記載のプラスチック製マイクロチップにおいて、核酸チップ、プロテインチップ、抗体チップ、アプタマーチップ、及び糖タンパクチップから選ばれる少なくとも1つであるバイオチップ、もしくは各種の化学分析用のマイクロ分析チップ。
- 表面に微細流路を有するプラスチック基板と、厚みが10〜300μmのプラスチックフィルムとを、微細流路を有する面側で紫外線硬化型接着剤にて接合することを特徴とするプラスチック製マイクロチップの接合方法。
- 紫外線硬化型接着剤をロールに塗布する工程、ロールに塗布した紫外線硬化型接着剤を表面に微細流路を有するプラスチック基板に転写する工程、紫外線硬化型接着剤を転写したプラスチック基板とプラスチックフィルムとをロールにてラミネートする工程、及び紫外線にて紫外線硬化型接着剤を硬化させる工程、を含む請求項8記載のプラスチック製マイクロチップの接合方法。
- 平坦な面を有する支持体に紫外線硬化型接着剤を塗布する工程、紫外線硬化型接着剤を表面に微細流路を有するプラスチック基板に転写する工程、紫外線硬化型接着剤を転写したプラスチック基板とプラスチックフィルムとをロールにてラミネートする工程、及び紫外線にて紫外線硬化型接着剤を硬化させる工程、を含む請求項8記載のプラスチック製マイクロチップの接合方法。
- 前記紫外線硬化型接着剤の硬化前の25℃における粘度が0.5〜100Pa・sである請求項8〜10いずれか記載のプラスチック製マイクロチップの接合方法。
- 紫外線硬化型接着剤を硬化させる工程の前に、微細流路の一部に生理活性物質を固定化する工程を有する請求項8〜11いずれか記載のプラスチック製マイクロチップの接合方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006066725A JP2007240461A (ja) | 2006-03-10 | 2006-03-10 | プラスチック製マイクロチップ、及びその接合方法、及びそれを利用したバイオチップ又はマイクロ分析チップ。 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006066725A JP2007240461A (ja) | 2006-03-10 | 2006-03-10 | プラスチック製マイクロチップ、及びその接合方法、及びそれを利用したバイオチップ又はマイクロ分析チップ。 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007240461A true JP2007240461A (ja) | 2007-09-20 |
Family
ID=38586132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006066725A Pending JP2007240461A (ja) | 2006-03-10 | 2006-03-10 | プラスチック製マイクロチップ、及びその接合方法、及びそれを利用したバイオチップ又はマイクロ分析チップ。 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007240461A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009139407A1 (ja) | 2008-05-16 | 2009-11-19 | 日本化薬株式会社 | マイクロ分析チップ用粘着シート及びマイクロ分析チップ並びにその製造方法 |
| EP2366453A2 (en) | 2010-03-17 | 2011-09-21 | Omron Corporation | Channel chip and jig |
| KR101272261B1 (ko) * | 2012-08-10 | 2013-06-13 | 유승국 | 시료보관기구의 제조방법 및 시료보관기구 |
| WO2018117242A1 (ja) * | 2016-12-22 | 2018-06-28 | 日本ゼオン株式会社 | オリゴペプチドの探索方法、オリゴペプチド、修飾ペプチド、及び免疫測定方法 |
| JP2022003333A (ja) * | 2016-12-22 | 2022-01-11 | リンテック株式会社 | 検査部材、検査部材の製造方法、および検査用カバーフィルム |
| WO2022080077A1 (ja) * | 2020-10-16 | 2022-04-21 | 住友ベークライト株式会社 | マイクロ流路チップ |
| WO2023163225A1 (ja) * | 2022-02-28 | 2023-08-31 | 藤森工業株式会社 | 液体試料分析用マイクロチップおよびその製造方法 |
-
2006
- 2006-03-10 JP JP2006066725A patent/JP2007240461A/ja active Pending
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2009139407A1 (ja) | 2008-05-16 | 2009-11-19 | 日本化薬株式会社 | マイクロ分析チップ用粘着シート及びマイクロ分析チップ並びにその製造方法 |
| EP2366453A2 (en) | 2010-03-17 | 2011-09-21 | Omron Corporation | Channel chip and jig |
| US10479000B2 (en) | 2012-08-10 | 2019-11-19 | Seung Kook Yu | Method for manufacturing sample storage device and sample storage device |
| KR101272261B1 (ko) * | 2012-08-10 | 2013-06-13 | 유승국 | 시료보관기구의 제조방법 및 시료보관기구 |
| CN104520688A (zh) * | 2012-08-10 | 2015-04-15 | 柳承局 | 试样保管器具的制造方法及试样保管器具 |
| WO2014025144A1 (ko) * | 2012-08-10 | 2014-02-13 | Yu Seung Kook | 시료보관기구의 제조방법 및 시료보관기구 |
| JP2022003333A (ja) * | 2016-12-22 | 2022-01-11 | リンテック株式会社 | 検査部材、検査部材の製造方法、および検査用カバーフィルム |
| JPWO2018117242A1 (ja) * | 2016-12-22 | 2019-10-31 | 日本ゼオン株式会社 | オリゴペプチドの探索方法、オリゴペプチド、修飾ペプチド、及び免疫測定方法 |
| KR20190099401A (ko) * | 2016-12-22 | 2019-08-27 | 니폰 제온 가부시키가이샤 | 올리고펩타이드의 탐색 방법, 올리고펩타이드, 수식 펩타이드, 및 면역 측정 방법 |
| WO2018117242A1 (ja) * | 2016-12-22 | 2018-06-28 | 日本ゼオン株式会社 | オリゴペプチドの探索方法、オリゴペプチド、修飾ペプチド、及び免疫測定方法 |
| JP7024730B2 (ja) | 2016-12-22 | 2022-02-24 | 日本ゼオン株式会社 | オリゴペプチドの探索方法、オリゴペプチド、修飾ペプチド、及び免疫測定方法 |
| US11485757B2 (en) | 2016-12-22 | 2022-11-01 | Zeon Corporation | Oligopeptide search method, oligopeptide, modified peptide, and immunoassay method |
| KR102497769B1 (ko) | 2016-12-22 | 2023-02-07 | 니폰 제온 가부시키가이샤 | 올리고펩타이드의 탐색 방법, 올리고펩타이드, 수식 펩타이드, 및 면역 측정 방법 |
| JP7344941B2 (ja) | 2016-12-22 | 2023-09-14 | リンテック株式会社 | 検査部材および検査部材の製造方法 |
| US11926679B2 (en) | 2016-12-22 | 2024-03-12 | Zeon Corporation | Oligopeptide search method, oligopeptide, modified peptide, and immunoassay method |
| WO2022080077A1 (ja) * | 2020-10-16 | 2022-04-21 | 住友ベークライト株式会社 | マイクロ流路チップ |
| WO2023163225A1 (ja) * | 2022-02-28 | 2023-08-31 | 藤森工業株式会社 | 液体試料分析用マイクロチップおよびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008008880A (ja) | プラスチック製マイクロチップ、及びその製造方法、並びにそれを利用したバイオチップ又はマイクロ分析チップ | |
| JP4969449B2 (ja) | 二つのプレートから構成される流体容器 | |
| JP4998462B2 (ja) | 樹脂複合成形体の製造方法 | |
| JP2007240461A (ja) | プラスチック製マイクロチップ、及びその接合方法、及びそれを利用したバイオチップ又はマイクロ分析チップ。 | |
| JP2008518225A5 (ja) | ||
| JP2008175795A (ja) | プラスチック製マイクロチップ、及びその製造方法、並びにそれを利用したバイオチップ又はマイクロ分析チップ | |
| US20090060782A1 (en) | Method for bonding substrates, method for forming chip, and chip | |
| JP4367055B2 (ja) | マイクロチップ基板の接合方法およびマイクロチップ | |
| JP2010043928A (ja) | バイオチップの製造方法およびバイオチップ | |
| JP5410419B2 (ja) | マイクロ分析チップ用粘着シート及びマイクロ分析チップ並びにその製造方法 | |
| JP2008157644A (ja) | プラスチック製マイクロチップ、及びそれを利用したバイオチップ又はマイクロ分析チップ。 | |
| CN102422164A (zh) | 微芯片 | |
| JP4752364B2 (ja) | プラスチックの接合方法、及びその方法を利用して製造されたバイオチップ又はマイクロ分析チップ | |
| JP2008076208A (ja) | プラスチック製マイクロチップ、及びそれを利用したバイオチップ又はマイクロ分析チップ。 | |
| JPWO2007055151A1 (ja) | マイクロリアクタおよびマイクロ分析システム | |
| JP2005077239A (ja) | マイクロチップ基板の接合方法およびマイクロチップ | |
| US20040031558A1 (en) | Method for the connection of plastic pieces | |
| JP4595457B2 (ja) | ポリメラーゼ連鎖反応用流路を有するマイクロ流体デバイス | |
| JP2006258508A (ja) | プラスチック部材の接合方法、及びその方法を使用して製造されたバイオチップ及びマイクロ分析チップ | |
| JP4072175B2 (ja) | 基板の貼り合わせ方法、チップ形成方法及びチップ | |
| JP2005224688A (ja) | マイクロリアクターチップの作製方法 | |
| KR100545581B1 (ko) | X선 조사를 이용한 플라스틱 부재의 저온 접합방법 | |
| KR20110102654A (ko) | 마이크로 채널을 가진 구조물의 제조 방법 및 그 구조물 | |
| JP4513626B2 (ja) | マイクロチャネル基板作製用鋳型の作製方法 | |
| JP2006133003A (ja) | マイクロケミカルデバイス及びマイクロケミカルデバイスの製造方法 |