JP2012199324A - ピン状フィン一体型ヒートシンクの製造方法及び製造装置 - Google Patents
ピン状フィン一体型ヒートシンクの製造方法及び製造装置 Download PDFInfo
- Publication number
- JP2012199324A JP2012199324A JP2011061465A JP2011061465A JP2012199324A JP 2012199324 A JP2012199324 A JP 2012199324A JP 2011061465 A JP2011061465 A JP 2011061465A JP 2011061465 A JP2011061465 A JP 2011061465A JP 2012199324 A JP2012199324 A JP 2012199324A
- Authority
- JP
- Japan
- Prior art keywords
- pin
- fin
- hole
- shaped fin
- manufacturing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 42
- 238000005242 forging Methods 0.000 claims abstract description 39
- 239000007769 metal material Substances 0.000 claims abstract description 38
- 238000000465 moulding Methods 0.000 claims abstract description 32
- 230000002093 peripheral effect Effects 0.000 claims description 23
- 238000000034 method Methods 0.000 claims description 18
- 238000010438 heat treatment Methods 0.000 claims description 12
- 230000003746 surface roughness Effects 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 3
- 230000010354 integration Effects 0.000 claims 1
- 241001481828 Glyptocephalus cynoglossus Species 0.000 abstract 1
- 230000003247 decreasing effect Effects 0.000 abstract 1
- 238000003780 insertion Methods 0.000 abstract 1
- 230000037431 insertion Effects 0.000 abstract 1
- 239000000463 material Substances 0.000 description 10
- 238000000605 extraction Methods 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 229910001315 Tool steel Inorganic materials 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000017525 heat dissipation Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000010273 cold forging Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000001953 recrystallisation Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 235000011121 sodium hydroxide Nutrition 0.000 description 1
Images


Landscapes
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
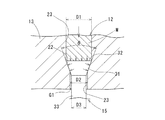
【解決手段】多数の孔12を有する成形ダイ13と、成形ダイ13上で金属材料を鍛造して各孔12によりピン状フィンを成形するパンチと、孔12内に挿入状態に収容され、鍛造時の圧力でピン状フィンの先端面を成形するとともに、成形後にピン状フィンを押して孔12から抜き出すエジェクタ−ピン15とを備え、孔12は、鍛造時の圧力で押込まれる金属材料によりピン状フィンを成形するフィン成形部23と、フィン成形部23の先端で内径を縮小するテーパ部22と、テーパ部22から延びる小径のエジェクタ−ピンスライド部24とからなり、エジェクタ−ピン15の先端部には、テーパ部22に面接触可能な逆円錐部31が形成されている。
【選択図】図1
Description
このようなヒートシンクとして、放熱のためのフィンをピン状に形成し、ベースとなる板状部に多数のピン状フィンを立設状態に設けたものがあり、その製造方法として、例えば特許文献1及び特許文献2に記載の方法が知られている。
10°未満では、鍛造成形時の圧力で逆円錐部がテーパ部に食い込んで、抜き出し工程時に抜き出し難くなる。45°を超えると、逆円錐部の先端周縁部の角度が小さくなって損耗し易くなる。
円柱部を形成することにより、逆円錐部の先端周縁部の厚さを確保して補強することができる。円柱部の長さが0.5mm未満ではその効果が期待できない。この円柱部を設ける場合、フィン成形部の孔の内径と円柱部の外径との差は、0.01mm未満では、隙間が小さ過ぎて円滑なスライドを阻害するおそれがあり、0.05mmを超えると鍛造成形時に金属材料が押し込まれてバリが発生する。ただし、円柱部の長さが1.2mmを超えると、その円滑な上下移動を確保するためには、フィン成形部の孔の内径との隙間を、0.05mmを超えて大きくする必要が生じ、バリ発生の原因となるので好ましくない。
円柱部の外周面の表面粗さを上記の範囲に設定することにより、円柱部と孔との隙間への材料の侵入を確実に阻止することができる。
ピン状フィン一体型ヒートシンク1は、図3に示すように、板状部2の一面側に多数のピン状フィン3が立設されている。図示例では、一列に並べたピン状フィン3が列ごとに半ピッチ分だけずれて千鳥配列となるように形成されている。これらの諸寸法は特に限定されるものではないが、板状部2は、例えば長さ133mm、幅77mm、厚さ5mmに形成され、ピン状フィン3は、外径が1.5mm〜2mm、長さが6mm〜8mm、ピッチが4mm〜5mmに形成される。材料としてはアルミニウム又はアルミニウム合金、銅又は銅合金などの熱伝導性に優れた金属材料が用いられる。
そして、板状部2においてピン状フィン3が形成されていない他面側の平面部に電子部品(図示略)が搭載され、その熱は板状部2を介して各ピン状フィン3に伝達され、これら板状部2及び各ピン状フィン3の外周面から放散される。
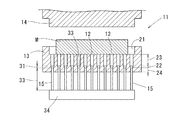
パンチ14は、成形ダイ13の上方から図示略の油圧機構により上下動され、成形ダイ13の凹部21内で金属材料Mを叩くように押圧する。
なお、このエジェクタ−ピン15と成形ダイ13とは例えば工具鋼(SK材)により形成され、同材質によって形成されることにより、鍛造時の熱膨張を相互に阻害しないようにしている。
この製造方法においては、金属材料Mを加熱する加熱工程と、加熱後の金属材料Mを成形ダイ13とパンチ14とにより鍛造して、成形ダイ13の孔12内に金属材料Mの一部を押し込むことによりピン状フィン3を成形する鍛造工程と、成形後に孔12内のピン状フィン3をエジェクタ−ピン15により押して孔12から抜き出す抜き出し工程とを備えている。以下、工程順に説明する。
加熱工程では、金属材料Mの変形抵抗を減少させるため、金属材料の再結晶温度以上の温度まで加熱する。
成形ダイ13の各孔12の中にエジェクタ−ピン15を図1及び図2に示すように挿入状態としておき、エジェクタ−ピン15の逆円錐部31の上端の平坦面32と孔12のフィン成形部23の内周面との間でピン状フィン3を成形するための空間を形成しておく。そして、加熱された金属材料Mを成形ダイ13の凹部21に設置し、パンチ14により叩くように押圧すると、金属材料Mは成形ダイ13とパンチ14とにより押しつぶされて、凹部21内に広がりながら板状部2が成形されるとともに、その一部が孔12内に圧入され、エジェクタ−ピン15の逆円錐部31の上端の平坦面32まで達して押圧されることにより、この逆円錐部32の平坦面32と孔12のフィン成形部23の内周面とに囲まれた空間内に緊密に充填されてピン状フィン3の外形が成形される。このとき、逆円錐部31の上端の平坦面32には図1の矢印で示すように鍛造による圧力が作用し、その圧力が逆円錐部31の円錐面を介して成形ダイ13のテーパ部22に作用する。これら逆円錐部31とテーパ部22とは同じ開き角度θに設定されているので、両者が面接触状態に押圧される。このため、これらの間に隙間が生じることがなく、金属材料Mは逆円錐部31の平坦面32により確実に堰き止められ、逆円錐部31とテーパ部22との間に侵入することはない。
このようにして板状部2及びピン状フィン3を成形した後、パンチ14を上方に退避させ、プレート34を上昇させると、このプレート34に固定された各エジェクタ−ピン15が孔12内を上昇して、フィン成形部23内のピン状フィン3を押し上げ、孔12から抜き出す。エジェクタ−ピン15は、そのストレート部33と孔12のスライド部24との間に比較的大きい隙間G1が形成されているので、この抜き出し工程時の上下移動が妨げられず、円滑に移動する。
この製造装置は、全体構成は図2に示す第1実施形態と共通するが、エジェクタ−ピン15の逆円錐部31の先端に、その周縁から延びる円柱部41が一体に形成されている。この円柱部41は、その長さHが0.5mm〜1.2mmであり、成形ダイ13の孔12のフィン成形部23の内径D1に対して0.01mm〜0.05mm小さい外径D4に形成されている。また、円柱部41の外周面は、表面粗さが最大高さRmaxで6.3μmより大きく、25μm以下とされ、JIS B0031に規定される三角記号二つ(▽▽)に相当する区分に属している。このエジェクタ−ピン15においては、上端の平坦面32は円柱部41の上端に形成される。
成形ダイの孔の内径が1.5mm、テーパ部及びエジェクタ−ピンの逆円錐部の開き角度を表1に示す数種類のものを作製した。比較例として、逆円錐部を有しない従来タイプ(開き角度θ=0°)の金型も作製した。これら金型の材料は工具鋼(SK材)を用いた。
金属材料のブロックを700℃に加熱した後、成形ダイに載せて鍛造した。鍛造時の圧力は100Pa〜150Paとした。同一の条件で繰り返し20回鍛造し、金型の動作確認、耐久性確認も行った。
これらの結果を表1に示す。

例えば、成形ダイのフィン成形部に、その深さに応じて0°〜5°の抜きテーパを付けておき、このフィン成形部により形成されるフィンが、この抜きテーパの範囲で先端に向けてわずかに細くなるテーパ状に形成されるようにしてもよい。
2 板状部
3 ピン状フィン
11 製造装置
12 孔
13 成形ダイ
14 パンチ
15 エジェクタ−ピン
21 凹部
22 テーパ部
23 フィン成形部
24 エジェクタ−ピンスライド部
31 逆円錐部
32 平坦面
33 ストレート部
35 プレート
41 円柱部
Claims (5)
- 板状部の一面側に多数のピン状フィンが立設されたピン状フィン一体型ヒートシンクを製造する装置であって、多数の孔を有する成形ダイと、該成形ダイ上で金属材料を鍛造して各孔により前記ピン状フィンを成形するパンチと、前記孔内に挿入状態に収容され、鍛造時の圧力で前記ピン状フィンの先端面を成形するとともに、成形後に前記ピン状フィンを押して前記孔から抜き出すエジェクタ−ピンとを備え、前記孔は、鍛造時の圧力で押込まれる金属材料により前記ピン状フィンを成形するフィン成形部と、該フィン成形部から延びて内径を縮小するテーパ部と、該テーパ部から延びる小径のエジェクタ−ピンスライド部とからなり、前記エジェクタ−ピンの先端部には、前記テーパ部に面接触可能な逆円錐部が形成されていることを特徴とするピン状フィン一体型ヒートシンクの製造装置。
- 前記逆円錐部は、縦断面の開き角度が10°〜45°であることを特徴とする請求項1記載のピン状フィン一体型ヒートシンクの製造装置。
- 前記逆円錐部の先端に、その周縁から延びる円柱部が一体に形成されており、該円柱部の長さが0.5mm〜1.2mmであり、前記孔のフィン成形部の内径と前記円柱部の外径との差が0.01mm〜0.05mmであることを特徴とする請求項1又は2記載のピン状フィン一体型ヒートシンクの製造装置。
- 前記円柱部の外周面の表面粗さが最大高さRmaxで6.3μmより大きく、25μm以下であることを特徴とする請求項1〜3のいずれか一項に記載のピン状フィン一体型ヒートシンクの製造装置。
- 請求項1〜4のいずれか一項記載のピン状フィン一体型ヒートシンクの製造装置を用いてピン状フィン一体型ヒートシンクを製造する方法であって、金属材料を加熱する加熱工程と、加熱後の金属材料を前記成形ダイとパンチとにより鍛造して、成形ダイの孔内に金属材料の一部を押し込むことにより前記ピン状フィンを成形する鍛造工程と、成形後に前記孔内のピン状フィンをエジェクタ−ピンにより押して前記孔から抜き出す抜き出し工程とを備え、前記鍛造工程時の圧力により、前記エジェクタ−ピンの逆円錐部を前記孔のテーパ部に押し付けることを特徴とするピン状フィン一体型ヒートシンクの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061465A JP5808554B2 (ja) | 2011-03-18 | 2011-03-18 | ピン状フィン一体型ヒートシンクの製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011061465A JP5808554B2 (ja) | 2011-03-18 | 2011-03-18 | ピン状フィン一体型ヒートシンクの製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012199324A true JP2012199324A (ja) | 2012-10-18 |
| JP5808554B2 JP5808554B2 (ja) | 2015-11-10 |
Family
ID=47181278
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011061465A Active JP5808554B2 (ja) | 2011-03-18 | 2011-03-18 | ピン状フィン一体型ヒートシンクの製造方法及び製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5808554B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101446023B1 (ko) | 2013-05-28 | 2014-10-01 | 전북대학교산학협력단 | 히트싱크 |
| KR101478245B1 (ko) * | 2013-09-16 | 2015-01-02 | 대린전자(주) | 어댑터용 평판 히트싱크 제작장치 및 이를 이용한 제작방법 |
| DE102016110419A1 (de) | 2015-06-09 | 2016-12-15 | Toyota Boshoku Kabushiki Kaisha | Verfahren zum herstellen eines metallpresslings und gerät zum herstellen des metallpresslings |
| WO2019007547A1 (de) * | 2017-07-07 | 2019-01-10 | Holzhauer Gmbh & Co. Kg | Verfahren zur herstellung einer kühlplatte |
| CN113661020A (zh) * | 2019-02-26 | 2021-11-16 | 霍尔茨豪厄有限责任两合公司 | 用于制造冷却板的方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05245883A (ja) * | 1992-03-09 | 1993-09-24 | Nippondenso Co Ltd | 離型力測定金型 |
| JP2010129774A (ja) * | 2008-11-27 | 2010-06-10 | Tekku Suzino Kk | 一体型ピンフィンヒートシンクの製造方法 |
-
2011
- 2011-03-18 JP JP2011061465A patent/JP5808554B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05245883A (ja) * | 1992-03-09 | 1993-09-24 | Nippondenso Co Ltd | 離型力測定金型 |
| JP2010129774A (ja) * | 2008-11-27 | 2010-06-10 | Tekku Suzino Kk | 一体型ピンフィンヒートシンクの製造方法 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101446023B1 (ko) | 2013-05-28 | 2014-10-01 | 전북대학교산학협력단 | 히트싱크 |
| KR101478245B1 (ko) * | 2013-09-16 | 2015-01-02 | 대린전자(주) | 어댑터용 평판 히트싱크 제작장치 및 이를 이용한 제작방법 |
| DE102016110419A1 (de) | 2015-06-09 | 2016-12-15 | Toyota Boshoku Kabushiki Kaisha | Verfahren zum herstellen eines metallpresslings und gerät zum herstellen des metallpresslings |
| US10328482B2 (en) | 2015-06-09 | 2019-06-25 | Toyota Boshoku Kabushiki Kaisha | Method for manufacturing metal compact and apparatus for manufacturing metal compact |
| WO2019007547A1 (de) * | 2017-07-07 | 2019-01-10 | Holzhauer Gmbh & Co. Kg | Verfahren zur herstellung einer kühlplatte |
| CN111132774A (zh) * | 2017-07-07 | 2020-05-08 | 霍尔茨豪厄有限责任两合公司 | 用于制造冷却板的方法 |
| JP2020526016A (ja) * | 2017-07-07 | 2020-08-27 | ホルツハウア ゲーエムベーハ ウント コムパニ ケーゲー | 冷却板の製造方法 |
| CN111132774B (zh) * | 2017-07-07 | 2022-06-10 | 霍尔茨豪厄有限责任两合公司 | 用于制造冷却板的方法 |
| US11766708B2 (en) | 2017-07-07 | 2023-09-26 | Holzhauer Gmbh & Co. Kg | Method for the production of a cooling plate |
| CN113661020A (zh) * | 2019-02-26 | 2021-11-16 | 霍尔茨豪厄有限责任两合公司 | 用于制造冷却板的方法 |
| CN113661020B (zh) * | 2019-02-26 | 2024-04-16 | 霍尔茨豪厄有限责任两合公司 | 用于制造冷却板的方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5808554B2 (ja) | 2015-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5808554B2 (ja) | ピン状フィン一体型ヒートシンクの製造方法及び製造装置 | |
| JP2010129774A (ja) | 一体型ピンフィンヒートシンクの製造方法 | |
| EP2204245A1 (en) | Method for assembling heat sink | |
| JP5912282B2 (ja) | ピン状フィン一体型ヒートシンク及びその製造方法 | |
| EP3466559B1 (en) | Forging device and forging method | |
| JP2012248576A (ja) | ピン状フィン一体型ヒートシンク | |
| TW200704461A (en) | Method for manufacturing anode-copper ball for plating, and the ball | |
| JP2017164755A (ja) | プレス成形品の製造方法およびプレス成形品 | |
| WO2017033603A1 (ja) | 放熱基板の製造方法 | |
| US10328482B2 (en) | Method for manufacturing metal compact and apparatus for manufacturing metal compact | |
| JP6045381B2 (ja) | ヒートシンクの製造方法及びヒートシンク | |
| JP6057830B2 (ja) | 熱間鍛造金型 | |
| JP3592758B2 (ja) | 熱交換器用フィンの製造金型 | |
| CN113661020B (zh) | 用于制造冷却板的方法 | |
| CN1522811A (zh) | 散热器的制作方法及其结构 | |
| JPH0557048B2 (ja) | ||
| JP5230389B2 (ja) | 押出用ダイスおよびその製造方法 | |
| JP2021077835A (ja) | ヒートシンクの製造方法及びヒートシンク | |
| JP6448482B2 (ja) | プレス加工品の製造方法 | |
| JPH01266922A (ja) | 放熱用等の金属部材の製造方法 | |
| JP2014138099A (ja) | ヒートシンクの製造方法及びヒートシンク | |
| JP2019107679A (ja) | 鍛造加工装置 | |
| JP2017228618A (ja) | ヒートシンクの製造方法 | |
| JP2011251338A (ja) | エンボス金属板及びその製造方法 | |
| US20230320037A1 (en) | Heatsink, method for manufacturing heatsink, and electronic component package using said heatsink |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150311 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150825 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5808554 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |