JP2012190836A - ダミーカート並びに電子部品装着装置及び電子部品装着方法 - Google Patents
ダミーカート並びに電子部品装着装置及び電子部品装着方法 Download PDFInfo
- Publication number
- JP2012190836A JP2012190836A JP2011050522A JP2011050522A JP2012190836A JP 2012190836 A JP2012190836 A JP 2012190836A JP 2011050522 A JP2011050522 A JP 2011050522A JP 2011050522 A JP2011050522 A JP 2011050522A JP 2012190836 A JP2012190836 A JP 2012190836A
- Authority
- JP
- Japan
- Prior art keywords
- cart
- dummy
- electronic component
- component supply
- component mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【課題】
本発明は、生産機種変更時に発生する作業により装置の実装作業を停止させることなく、電子部品装着装置の稼働率を向上できる、あるいは次期生産機種の段取りに寄与できるダミーカートを提供し、前記ダミーカートを用い、稼働率の高い電子部品装着装置及び電子部品装着方法を提供することである。
【解決手段】
本発明は、電子部品を供給するフィーダを複数有する部品供給カートを設置する電子部品装着装置の部品供給エリアに設置可能であり、前記部品供給エリアと前記電子部品装着装置の外部と安全上の見地から隔離する隔離手段と、前記部品供給エリアに設置されたことを前記電子部品装着に認識させる接続認識手段と、電子部品の基板への装着に関与しないことを前記電子部品装着装置に認知させるダミーカート認知手段を有することを特徴とする。
【選択図】図4
本発明は、生産機種変更時に発生する作業により装置の実装作業を停止させることなく、電子部品装着装置の稼働率を向上できる、あるいは次期生産機種の段取りに寄与できるダミーカートを提供し、前記ダミーカートを用い、稼働率の高い電子部品装着装置及び電子部品装着方法を提供することである。
【解決手段】
本発明は、電子部品を供給するフィーダを複数有する部品供給カートを設置する電子部品装着装置の部品供給エリアに設置可能であり、前記部品供給エリアと前記電子部品装着装置の外部と安全上の見地から隔離する隔離手段と、前記部品供給エリアに設置されたことを前記電子部品装着に認識させる接続認識手段と、電子部品の基板への装着に関与しないことを前記電子部品装着装置に認知させるダミーカート認知手段を有することを特徴とする。
【選択図】図4
Description
本発明は、フィーダから電子部品を取り出し、電子部品をプリント基板に装着する電子部品装着装置及び電子部品装着方法に係わり、特に稼働率向上に寄与できるダミーカート並びにそれを用いた電子部品装着装置及び電子部品装着方法に関する。
電子部品装着装置は、例えば、複数の吸着ノズルなどの取出ノズル(以下の説明では吸着ノズルで行なう)を有する装着ヘッドによって、フィーダから電子部品を吸着して取り出し、プリント基板などの基板に装着する装置である。
電子装置(電子機器)は多機能化しており基板に装着されて電子装置に組み込まれる電子部品の数も増加している。したがって、一定時間にどの程度の数および種類の部品をプリント基板に装着出来るかが、電子装置のコストに大きく影響し、また電子部品装着装置の性能の指標となる。
電子装置(電子機器)は多機能化しており基板に装着されて電子装置に組み込まれる電子部品の数も増加している。したがって、一定時間にどの程度の数および種類の部品をプリント基板に装着出来るかが、電子装置のコストに大きく影響し、また電子部品装着装置の性能の指標となる。
そのために、従来から稼働率を向上させる試みがなされている。例えば、一台の電子部品装着装置に基板を2つのラインに流すデュアルライン装置がある。デュアルライン装置では安全性の見地から、電子部品装着装置の各部品供給エリアに部品供給カートが設置され、作業員が装置内に近づけなくするための開閉カバーが閉じていないと運転をすることができない。
そのために、次の生産機種(基板)のための一方のラインの段取りが終了するまで、実装作業に使用する部品供給カートを部品供給エリアに設置し、他方のラインの実装作業を継続していた。
しかしながら、昨今の電子装置(電子機器)は多機能化に伴い、生産機種の変更が多くなり、他方のラインの実装作業を継続するためのカートとして高価な部品供給カートを用意することが難しくなり、他方のラインの実装作業を停止せざる負えなくなってきている。
また、一方のライン内の部品供給エリアに設置された本来実装作業に用いられるべき部品供給カートが当該装置の実装作業に用いられずに他方のラインの実装作業を継続するためにのみに用いられていた。
また、一方のライン内の部品供給エリアに設置された本来実装作業に用いられるべき部品供給カートが当該装置の実装作業に用いられずに他方のラインの実装作業を継続するためにのみに用いられていた。
従って、本発明の第1の目的は、生産機種変更時に発生する作業により装置の実装作業を停止させることなく、電子部品装着装置の稼働率を向上できる安価なダミーカートを提供することである。
本発明の第2の目的は、次期生産機種の段取りに寄与できるダミーカートを提供することである。
本発明の第3の目的は、第1または第2の目的を達成するダミーカートを用い、稼働率の高い電子部品装着装置及び電子部品装着方法を提供することである。
本発明は、上記の目的を達成するために、少なくとも以下の特徴を有する。
本発明は、電子部品を供給するフィーダを複数有する部品供給カートを設置する電子部品装着装置の部品供給エリアに設置可能であり、前記部品供給エリアと前記電子部品装着装置の外部と安全上の見地から隔離する隔離手段と、前記部品供給エリアに設置されたことを前記電子部品装着に認識させる接続認識手段と、電子部品の基板への装着に関与しないことを前記電子部品装着装置に認知させるダミーカート認識手段を有することを第1の特徴とする。
本発明は、電子部品を供給するフィーダを複数有する部品供給カートを設置する電子部品装着装置の部品供給エリアに設置可能であり、前記部品供給エリアと前記電子部品装着装置の外部と安全上の見地から隔離する隔離手段と、前記部品供給エリアに設置されたことを前記電子部品装着に認識させる接続認識手段と、電子部品の基板への装着に関与しないことを前記電子部品装着装置に認知させるダミーカート認識手段を有することを第1の特徴とする。
また、本発明は、前記隔離手段は、前記隔離手段を移動可能とする移動手段と、前記隔離手段を安定的な姿勢を維持する姿勢維持手段を備えた平板状に隔離体であることを第2の特徴とする。
さらに、本発明は、前記ダミーカートは、ダミーカートまたは実際の実装に使用するかを切り替える切替手段を備える前記ダミーカート被認知手段を有する実際の実装に使用可能な部品供給カートであることを第3の特徴とする。
さらに、本発明は、前記ダミーカートは、ダミーカートまたは実際の実装に使用するかを切り替える切替手段を備える前記ダミーカート被認知手段を有する実際の実装に使用可能な部品供給カートであることを第3の特徴とする。
また、本発明は、前記隔離体は前記を電子部品を取り出す取出ノズルを補充するノズル補充用ストッカ、バックアップピンを補充するバックアップ補充ストッカのうち少なくとも一方を有することを第4の特徴とする。
さらに、本発明は、前記隔離体は、確実に前記部品供給エリアに設置するために本体側カートガイドにガイドされるとカート側ガイドを有することを第5の特徴とする。
さらに、本発明は、前記隔離体は、確実に前記部品供給エリアに設置するために本体側カートガイドにガイドされるとカート側ガイドを有することを第5の特徴とする。
さらに、本発明は、電子部品をフィーダから取出し基板に装着する本体と、前記電子部品を供給するフィーダを複数有する部品供給カートを部品供給エリアに設置する電子部品装着装置または電子部品装着方法において、第1乃至第5のいずれかに記載されたダミーカートを備え、前記電子部品の実装作業または段取り作業を実施することを第6の特徴とする。
また、本発明は、前記ダミーカートが前記電子部品の基板への装着に関与しないダミーカートであることを認知することを第7の特徴とする。
さらに、本発明は、前記基板を2つのラインに流すデュアルラインを有し、前記ダミーカートが設置されていないラインでは実装作業を継続することを第8の特徴とする。
さらに、本発明は、前記基板を2つのラインに流すデュアルラインを有し、前記ダミーカートが設置されていないラインでは実装作業を継続することを第8の特徴とする。
また、本発明は、次期生産機種に必要な前記取出ノズルを前記ダミーカートに設けられた前記ノズル補充用ストッカから補充することを第9の特徴とする。
本発明によれば、生産機種変更時に発生する作業により装置の実装作業を停止させることなく、電子部品装着装置の稼働率を向上できる安価なダミーカートを提供できる。
また、本発明によれば、次期生産機種の段取りに寄与できるダミーカートを提供できる。
さらに、本発明によれば、上述の効果を達成するダミーカートを用い、稼働率の高い電子部品装着装置及び電子部品装着方法を提供できる。
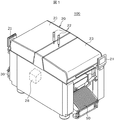
図1は本発明の実施形態である電子部品装着装置100の外観を示す図である。電子部品装着装置100は電子部品装着装置本体(以下、単に本体という)20と、電子部品を供給するフィーダ3Bを複数有する部品供給カート50と、後述するように部品供給カート50が存在するライン側の生産を継続するために設置されるダミーカート30と、作業員からの指示を入力し、或いは作業員への情報を表示するタッチパネル付き表示装置21と、運転状況を示す表示灯22と、後述する電子部品の吸着や装着や段取り等を監視し制御する制御装置28とを有する。また、本体20は作業状況を確認できるように透明な開閉カバー23を有する。
本体20は、2本の装着ヘッドで異なった部品供給カート50から電子部品を取出し、異なった基板に装着する所謂、デュアルラインを有する。そのために、開閉カバー23は鳥の羽のように本体20の中央を中心にして独立して左右に開閉するようになっている。前述したように一般的に、安全性の見地から、2台の部品供給カート50が設置され、開閉カバー23が閉じていないと実装運転を始めることができない。
そこで、本発明では、電子部品の実装には直接的に寄与しないダミーカートを挿入し、安全を確保しながら、当該ラインのフィーダ等の段取りが終了するまで、或いは当該ラインに次期生産機種がなくても、他方のラインの実装作業を継続させることができるようにする。
以下、図面を用いて本体20及びダミーカート30の第1の実施例30Aを含む電子部品装着装置100の構成及び動作を説明する。
図2は本体20に部品供給カート50及びダミーカート30Aが設置された電子部品装着装置100の平面図である。なお、図2における部品供給カート50とダミーカート30Aの位置は図1と紙面上上下反対になっている。
図2は本体20に部品供給カート50及びダミーカート30Aが設置された電子部品装着装置100の平面図である。なお、図2における部品供給カート50とダミーカート30Aの位置は図1と紙面上上下反対になっている。
電子部品装着装置100の紙面の上下両側に、部品供給カート50が設置可能な部品供給エリア3がある。上側の部品供給エリア3には、図3に示す電子部品の実装作業に用いる部品供給カート50が設置され、下側の部品供給エリア3には本実施形態の特徴であり、後述するダミーカート30Aが設置されている。なお、図8は、両側の部品供給エリア3に部品供給カート50を設けて生産している状態を示し、その他の構成は図2と全く同じである。
本体20は、一点鎖線で示す中央ラインCLの図面上側ラインと図面下側ラインを有し、それぞれ独立して搬送装置2の基板コンベア7で搬送されてきた基板Pに電子部品を実装する。
電子部品を実装する装着ヘッド6には、電子部品を吸着するための吸着ノズル5が円周上に12本取り付けられている。装着ヘッド6は部品供給エリア3に設置されている部品供給カート50のフィーダ固定部52(図3参照)に複数載置されているフィーダ3Bから電子部品を吸着し、基板Pの所定に位置に移動し装着する。
その移動の際に、装着ヘッド6は内部に有する基板認識カメラ8で、基板Pの所定に位置にある基板Pの基準点を認識し、この基板Pの基準点を基に電子部品を基板Pに装着する位置は決められる。また、装着ヘッド6は、その移動の途中に、部品認識カメラ10の上部を通り撮像され、電子部品の吸着状態を検査され、吸着異常が発見された場合は、排出箱12に電子部品を排出する。
本体20は、装着ヘッド6を上記のように移動させるために、例えば、リニアモータで構成されたX、Y移動機構を有する。X移動機構は、Xビーム4Aまたは4B上に設けられたX固定子(図示せず)と、装着ヘッドが有するX可動子11とで構成され、装着ヘッド6のX方向移動は装着ヘッド6がXビーム4Aまたは4B上を自在に動くことによって実現される。一方、Y移動機構は、両側に設けられYビーム1A、1B上に設けられたY固定子(図示せず)と、Xビーム4Aまたは4B上のそれぞれ両端に設けられた可動子9とで構成され、装着ヘッド6のY方向移動は、Xビーム4A及び4BがYビーム1A、1B上を自在に動くことによって実現される。
図3は、本実施形態における部品供給カート50の構成を示す斜視図である。部品供給カート50は、大別してベース部51、図1に示すフィーダ3Bを固定するフィーダ固定部52、ハンドル部53、部品供給リール61(図7参照)を格納している部品供給リール格納部54から構成されている。ベース部51には、移動用車輪(図示せず)を固定する車輪固定部51aが四隅に4箇所あり、また、部品供給カート50が電子部品装着装置1の本体に固定された時に部品供給カート50を床面に固定する固定部51bを有する。フィーダ固定部52は、部品供給カート50の上部にあり、図2に示すフィーダ3Bのフィーダ固定部(図示せず)をフィーダ固定部ガイド52cに案内させて、フィーダ3Bをフィーダベース52aに載置する。前記フィーダ固定部ガイド52cはフィーダベース52aに規則正しく配列され、多数のフィーダが搭載できるようになっている。各フィーダ3Bには供給リール格納部54の供給リール61(図7参照)から電子部品が搭載した供給テープ60(図7参照)が供給される。
また、フィーダベース52aの両端は、本体20に部品供給カート50を挿入する際に、部品供給カート50が部品供給エリア3の所定の位置に設置されるようにガイドするカート側ガイド52eがある。また、カート側ガイド52eには、部品供給カート50を本体20に固定する位置決め孔52bがある。最後に、部品供給カート50を移動操作できるようにハンドル部53があり、取手53aにより本体20の方向であるY方向に移動させて部品供給カート50を本体に挿入する。この時、ハンドル部53の側板53bの先端53cは、図4に示す認知手段26に接触し、部品供給カート50がこれ以上挿入できないようにするストッパの役目を果たす。
(実施例1)
次に、本発明の実施形態である電子部品装着装置100に適した本発明の特徴であるダミーカート30の第1の実施例30Aを図4を用いて説明する。
ダミーカート30Aは、安全上の観点から作業員が部品供給エリア3内部にアクセスできないように部品供給エリア3を覆う隔離体31と、ダミーカートが部品供給エリア3に接続されたことを本体20に認知させるために、本体20に設けられた近接感知部24aと共にと接続認識手段である近接スイッチ24を構成するダミーカート側の接続認識手段であり隔離体31の側部に設けられたマグネット34と、ダミーカートであることを本体20に認知させるためのダミーカート側のダミーカート被認知手段である突起体36とを有する。突起体36は本体20に設けられた認知孔26hと共にダミーカートの認知手段26を構成し、認知孔26hと係合する。なお、ダミーカートの認知手段26は、ダミーカート30Aが所定の位置に設けられたときのストッパの役目を果たす。
次に、本発明の実施形態である電子部品装着装置100に適した本発明の特徴であるダミーカート30の第1の実施例30Aを図4を用いて説明する。
ダミーカート30Aは、安全上の観点から作業員が部品供給エリア3内部にアクセスできないように部品供給エリア3を覆う隔離体31と、ダミーカートが部品供給エリア3に接続されたことを本体20に認知させるために、本体20に設けられた近接感知部24aと共にと接続認識手段である近接スイッチ24を構成するダミーカート側の接続認識手段であり隔離体31の側部に設けられたマグネット34と、ダミーカートであることを本体20に認知させるためのダミーカート側のダミーカート被認知手段である突起体36とを有する。突起体36は本体20に設けられた認知孔26hと共にダミーカートの認知手段26を構成し、認知孔26hと係合する。なお、ダミーカートの認知手段26は、ダミーカート30Aが所定の位置に設けられたときのストッパの役目を果たす。
さらに、ダミーカート30Aは、ダミーカートを移動させる車輪33と、作業員の手押し用にハンドル32と、部品供給エリア3に確実に設置するために本体20に設けられた板状の本体側カートガイド25上を摺動する隔離体31の側部両側に設けられたコの状のカート側ガイド35と、部品供給エリア3に設置されたときダミーカート30Aを安定姿勢に維持する姿勢維持手段であるロック部39とを有する。なお、本体20上の表示灯22a、22bは、各ライン作業状態を示し、例えば各ラインで実装作業を実施しているときは赤を、ダミーカートが設置されているときは青を、停止しているときは点灯していない。
片方のラインがある基板(生産機種)の実装作業が終了しとき、フィーダ3B、場合によっては、吸着ノズル5などの生産機種の段取り替えが発生する。そのために、使用済みの部品供給カート50を取り除き、その使用済み部品供給カート50に段取り用装置(図示せず)に接続し、フィーダ3Bや供給テープ60等の段取り替えを行なう。
このとき、実施例1によれば、ダミーカート30Aを部品供給エリア3に設置すると、本体20はダミーカート30Aが設置されたことを認知し、また開閉カバー23bが閉じられたことを確認し、部品供給カート50を有する他方のラインで実装作業を継続することができる。
また、実施例1によれば、次機種の段取り作業の間、高価な部品供給カート50を用いることなく、安価なダミーカート30Aを部品供給エリア3に設置することで、実装を継続すべき他方のラインの実装作業を継続できる。
また、部品供給カート50をダミーカートして使用する余裕がない場合においても、専用の安価なダミーカート30Aを用意し用いることによって、確実に継続すべきラインの実装作業を継続でき、電子部品実装装置の稼働率を向上させることができる。
(実施例2)
次に、本発明の実施形態である電子部品装着装置100に適した本発明の特徴であるダミーカート30の第2の実施例30Bを図5及び図6を用いて説明する。
次に、本発明の実施形態である電子部品装着装置100に適した本発明の特徴であるダミーカート30の第2の実施例30Bを図5及び図6を用いて説明する。
図5は、ダミーカート30Bを図4で示す実施例1の30Aで言えば矢印Bに示す裏面から見た図である。図6はダミーカート30Bを本体20に設置したときの電子部品装着装置100の平面図である。なお、図6において、煩わしさを避けるために直接関係ない符号を省略している。
実施例2のダミーカート30Bが実施例1と異なる点は次の点であり、その他の点は基本的に実施例1と同様である。第1に、次期生産機種の実装に必要な吸着ノズル5を補給する、あるいはノズルストッカ13に保持できない吸着ノズル5を取り除くためのノズル補充用ストッカ37を有する点である。また、基板Pが位置決めされる位置には、基板の撓みを抑えるために基板下側に図6に示すようにバックアップピン15が設置されている。次期生産機種でバックアップピン15が不足しているときはバックアップピン15を補充する必要がある。そのために、第2の点は、バックアップピン補充用ストッカ38を有する点である。
ノズル補充用ストッカ37及びバックアップピン補充用ストッカ38の固定位置は、図6に示すように平面上で互いに干渉しない位置である。また高さ方向については、図5に示すように、ノズル補充用ストッカ37はノズルストッカ13と同レベル位置、即ちフィーダ3Bと同レベル位置に、バックアップピン補充用ストッカ38は、装着ヘッド5の上方向の可動範囲が小さいので、バックアップピン15を固定するバックアップピンベース16と同一レベル位置にするのが望ましい。
上述した実施例2の構成によれば、一方のレーンで機種変更が必要になったとき、ダミーカート30Bを部品供給エリア3に設置すると、本体20はダミーカート30Bが設置されたこと及び開閉カバーが閉じられたことを認識し、次期生産機種に必要な吸着ノズル5を当該レーンのノズルストッカ13に自動的に補給でき、及びノズルストッカ13に保持できない吸着ノズル5を当該レーンのノズルストッカ13から自動的に除去できる。
また、バックアップピン15については、自動的に補充すると共に、次期生産機種に必要なバックアップピンの段取りを自動的に行なうことができる。さらに、バックアップピン15の補充が不必要な場合でも、バックアップピンの配置換えによる段取りを自動的に行うことができる。なお、バックアップピンの段取りを行う場合には、図6に示すように当該ラインに基板が搬入されないよう搬送装置2を制御する。吸着ノズル5やバックアップピンの補給や段取りは、本体20の制御装置28(図1参照)が行う。
また、実施例2おいても、次機種の段取り作業の間、高価な部品供給カート50を用いることなく、安価なダミーカート30Bを部品供給エリア3に設置することで、実装を継続すべき他方のラインの実装作業を継続できる。
さらに、実施例2おいても、部品供給カート50をダミーカートして使用する余裕がない場合においても、専用の安価なダミーカート30Bを用意し用いることによって、確実に継続すべきラインの実装作業を継続でき、電子部品実装装置の稼働率を向上させることができる。
以上実施例2では、デュアルラインについて説明したが、単一ラインにおいても、当該ラインのフィーダ等の段取り作業が終了する間、吸着ノズルやバックアップピンの補給や、段取りを行うことできる。
以上の説明した実施例2では、必要な吸着ノズル5をノズル補充用ストッカ37からノズルストッカ13に補給したが、作業員が開閉カバー23を開き、ノズルストッカ13自体を交換し、その後開閉カバーを閉じて、実施例1のダミーカート30Aを設置しても、他方のラインでは実装作業を継続できる。同様に、作業員が開閉カバー23を開き、バックアップピン15の補充し、その後開閉カバーを閉じて、実施例1のダミーカート30Aを設置しても、バックアップピンの段取りを自動的に行うことができ、他方のラインの実装作業も継続できる。この場合、作業員がバックアップピン15の交換用ノズル(図示せず)を直接装着ヘッド6に取り付けてもよい。
(実施例3)
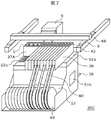
次に、本発明の実施形態である電子部品装着装置100に適した本発明の特徴であるダミーカート30の第3の実施例30Cを図7を用いて説明する。
図7は、図3に示す部品供給カート50のうちベース部51、フィーダ固定部52及び部品供給リール格納部54を示し、部品供給カート50が部品供給エリア3に設置されている状態を示している。なお、部品供給リール格納部54には使用済みまたはまだ使用可能な供給テープ60を巻回した供給リール61がある。
次に、本発明の実施形態である電子部品装着装置100に適した本発明の特徴であるダミーカート30の第3の実施例30Cを図7を用いて説明する。
図7は、図3に示す部品供給カート50のうちベース部51、フィーダ固定部52及び部品供給リール格納部54を示し、部品供給カート50が部品供給エリア3に設置されている状態を示している。なお、部品供給リール格納部54には使用済みまたはまだ使用可能な供給テープ60を巻回した供給リール61がある。
実施例3では、吸着ノズル5の点検又はバックアップピン15の交換等の段取りに寄与できるダミーカート30Cを使用し、吸着ノズル5の補給またはバックアップピン15の補給及び段取りを行う。
そのために、部品供給カート30Cにはダミーカートであることを示すダミーカート被認知手段である突起体36を有する。この突起体36はダミーカート30Cを通常の部品供給カートとして使用する場合は収納されるようになっており、本体20の認知孔26hとは係合しないようになっている。即ち、ダミーカート30Cのダミーカート被認知手段はダミーカート30Cをダミーカートまたは実際の実装に使用するかを切り替える切替手段を備えている。
また、実施例3におけるノズル補充用ストッカ37Aは、フィーダ3Bと同様にフィーダ固定部ガイド52cを移動し、フィーダ3Bの電子部品取出口3Bkの位置に相当する位置に吸着ノズル5の先端がくるようにセットされる。このために、フィーダベース52aのどの位置でもいいが、使用済みフィーダ3Bを複数個取り除きフィーダベース52aをセットする。
また、実施例3をバックアップピン15の段取り用と使用する場合には、ベース51の側部にバックアップピン補充用ストッカ38Aを搬入できる開口部51kを設け、実施例2で示した位置に載置できるようにする。このような構成によって、実施例3においても、バックアップピンの補給と段取りを実施例2と同様に実施できる。
実施例3では、電子部品の供給に使用していたダミーカート30Cをダミーカートとして使用すると共に段取りに使用するときは、部品供給エリア3から一旦取り出し、突起物36を取出し、ノズル補充用ストッカ37A、バックアップピン補充用ストッカ38Aの少なくとも一方を配置し、再びダミーカート30Cを部品供給エリア3に載置する。
以上、説明した実施例3においても、一方のレーンで機種変更が必要になったとき、ダミーカート30Cを部品供給エリア3に設置すると、本体20はダミーカート30Cが設置されたこと及び開閉カバーが閉じられたことを認識し、次期生産機種に必要な吸着ノズル5を当該レーンのノズルストッカ13に自動的に補給でき、及びノズルストッカ13に保持できない吸着ノズル5を当該レーンのノズルストッカ13から自動的に除去できる、また、バックアップピン15については、自動的に補充すると共に、次期生産機種に必要なバックアップピンの段取りを自動的に行なうことができる。さらに、バックアップピン15の補充が不必要な場合でも、バックアップピンの配置換えによる段取りを自動的に行うことができる。
また、実施例3おいても、ダミーカート30Cを部品供給エリア3に設置することで、実装を継続すべき他方のラインの実装作業を継続できる。
以上説明した実施例1乃至3において、ダミーカートであることを示すダミーカート被認知手段として、ダミーカートに突起物を設けたが、ダミーカートが部品供給エリア3に接続されたことを認知するのに用いた近接スイッチでもその他の方法でもよく、また作業員がダミーカートである旨をタッチパネル付き表示装置21から入力しても良い。その場合は、実施例3においては部品供給カート50を部品供給エリア3から一旦取り出す必要もない。
以上本発明の実施態様について説明したが、上述の説明に基づいて当業者にとって種々
の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々
の代替例、修正又は変形を包含するものである。
の代替例、修正又は変形が可能であり、本発明はその趣旨を逸脱しない範囲で前述の種々
の代替例、修正又は変形を包含するものである。
2:搬送装置 3:部品供給装置
3B:フィーダ 5:吸着ノズル
6:装着ヘッド 13:ノズルストッカ
15:バックアップピン 16:バックアップピンベース
20:本体 21:タッチパネル付き表示装置
22、22a、22b:表示灯 23、23b:開閉カバー
24:近接スイッチ 24a:近接感知部
25:本体側カートガイド 26:ダミーカート認知手段
26h:認知孔 28:制御装置
30、30A、30B、30C:ダミーカート
31:隔離体 32:ハンドル
33:車輪 34:マグネット
35:カート側ガイド 36:突起体
37、37A:ノズル補充用ストッカ
38、38A:バックアップピン補充用ストッカ
50:部品供給カート 51:ベース部
52:フィーダ固定部 52a:フィーダベース
52c:フィーダ固定部ガイド 52e:カート側ガイド
54:部品供給リール格納部 100:電子部品供給装置
P:基板
3B:フィーダ 5:吸着ノズル
6:装着ヘッド 13:ノズルストッカ
15:バックアップピン 16:バックアップピンベース
20:本体 21:タッチパネル付き表示装置
22、22a、22b:表示灯 23、23b:開閉カバー
24:近接スイッチ 24a:近接感知部
25:本体側カートガイド 26:ダミーカート認知手段
26h:認知孔 28:制御装置
30、30A、30B、30C:ダミーカート
31:隔離体 32:ハンドル
33:車輪 34:マグネット
35:カート側ガイド 36:突起体
37、37A:ノズル補充用ストッカ
38、38A:バックアップピン補充用ストッカ
50:部品供給カート 51:ベース部
52:フィーダ固定部 52a:フィーダベース
52c:フィーダ固定部ガイド 52e:カート側ガイド
54:部品供給リール格納部 100:電子部品供給装置
P:基板
Claims (15)
- 電子部品を供給するフィーダを複数有する部品供給カートを設置する電子部品装着装置の部品供給エリアに設置可能であり、前記部品供給エリアと前記電子部品装着装置の外部とを隔離する隔離手段と、前記部品供給エリアに設置されたことを前記電子部品装着に認識させる接続認識手段と、電子部品の基板への装着に関与しないことを前記電子部品装着装置に認知させるダミーカート被認知手段を有することを特徴とするダミーカート。
- 前記隔離手段は、前記隔離手段を移動可能とする移動手段と、前記隔離手段を安定的な姿勢を維持する姿勢維持手段を備えた平板状の隔離体であることを特徴とする請求項1に記載のダミーカート。
- 前記ダミーカートは、ダミーカートまたは実際の実装に使用するかを切り替える切替手段を備える前記ダミーカート被認知手段を有する実際の実装に使用可能な部品供給カートであることを特徴とする請求項1に記載のダミーカート。
- 前記隔離体は前記電子部品を取り出す取出ノズルを補充するノズル補充用ストッカ、
バックアップピンを補充するバックアップ補充ストッカのうち少なくとも一方を有することを特徴とする請求項2または3に記載のダミーカート。 - 前記隔離体は、確実に前記部品供給エリアに設置するために本体側カートガイドにガイドされるとカート側ガイドを有することを特徴とする請求項2に記載のダミーカート。
- 電子部品をフィーダから取出し基板に装着する本体と、前記電子部品を供給するフィーダを複数有する部品供給カートを設置可能な部品供給エリアと、これ等を制御する制御装置とを有する電子部品装着装置において、
請求項1乃至5のいずれかに記載されたダミーカートを備え、前記電子部品の実装作業または段取り作業を実施することを特徴とする電子部品装着装置。 - 前記ダミーカートが有する前記ダミーカート被認知手段と共に前記電子部品の基板への装着に関与しないダミーカートと認知する前記本体側のダミーカートの認知手段を有することを特徴とする請求項6に記載の電子部品装着装置。
- 前記基板を2つのラインに流すデュアルラインを有し、前記ダミーカートが設置されていないラインでは実装作業を継続することを特徴とする請求項6に記載の電子部品装着装置。
- 次期生産機種に必要な前記取出ノズルを前記ダミーカートに設けられた前記ノズル補充用ストッカから補充することを特徴とする請求項6に記載の電子部品装着装置。
- 前記ダミーカートが前記部品供給エリアに設置されたときに、次期生産機種のバックアップピンの段取りを行なうことを特徴とする請求項6に記載の電子部品装着装置。
- 前記バックアップピンの段取りは前記バックアップ補充ストッカを用いて行なわれることを特徴とする請求項10に記載の電子部品装着装置。
- 本体が電子部品をフィーダから取出し基板に装着し、前記電子部品を供給するフィーダを複数有する部品供給カートを部品供給エリアに設置する電子部品装着方法において、
請求項1乃至5のいずれかに記載されたダミーカートを備え、前記電子部品の実装作業または段取り作業を実施することを特徴とする電子部品装着方法。 - 前記ダミーカートが前記電子部品の基板への装着に関与しないダミーカートであることを認知することを特徴とする請求項12に記載の電子部品装着方法。
- 前記基板を2つのラインに流すデュアルラインを有し、前記ダミーカートが設置されていないラインで実装作業を継続することを特徴とする請求項12に記載の電子部品装着方法。
- 次期生産機種に必要な前記取出ノズルを前記ダミーカートに設けられた前記ノズル補充用ストッカから補充することを特徴とする請求項12に記載の電子部品装着方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011050522A JP2012190836A (ja) | 2011-03-08 | 2011-03-08 | ダミーカート並びに電子部品装着装置及び電子部品装着方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011050522A JP2012190836A (ja) | 2011-03-08 | 2011-03-08 | ダミーカート並びに電子部品装着装置及び電子部品装着方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012190836A true JP2012190836A (ja) | 2012-10-04 |
Family
ID=47083727
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011050522A Withdrawn JP2012190836A (ja) | 2011-03-08 | 2011-03-08 | ダミーカート並びに電子部品装着装置及び電子部品装着方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012190836A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015173192A (ja) * | 2014-03-12 | 2015-10-01 | パナソニックIpマネジメント株式会社 | 部品実装装置における吸着ノズルの交換方法、部品実装装置及び吸着ノズル供給ユニット |
| JP2017157688A (ja) * | 2016-03-02 | 2017-09-07 | ヤマハ発動機株式会社 | 部品実装装置および部品実装方法 |
| JP2020123627A (ja) * | 2019-01-29 | 2020-08-13 | パナソニックIpマネジメント株式会社 | 部品装着装置 |
-
2011
- 2011-03-08 JP JP2011050522A patent/JP2012190836A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015173192A (ja) * | 2014-03-12 | 2015-10-01 | パナソニックIpマネジメント株式会社 | 部品実装装置における吸着ノズルの交換方法、部品実装装置及び吸着ノズル供給ユニット |
| JP2017157688A (ja) * | 2016-03-02 | 2017-09-07 | ヤマハ発動機株式会社 | 部品実装装置および部品実装方法 |
| JP2020123627A (ja) * | 2019-01-29 | 2020-08-13 | パナソニックIpマネジメント株式会社 | 部品装着装置 |
| JP7394308B2 (ja) | 2019-01-29 | 2023-12-08 | パナソニックIpマネジメント株式会社 | 部品装着装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3007537B1 (en) | Nozzle management system | |
| US10561050B2 (en) | Component mounting system and component mounting method | |
| JP6945721B2 (ja) | 実装関連装置及び実装システム | |
| JP6348687B2 (ja) | ノズル収容装置 | |
| JP2022040553A (ja) | フィーダ、収容体、及び、実装システム | |
| JP2012190836A (ja) | ダミーカート並びに電子部品装着装置及び電子部品装着方法 | |
| JP2025036677A (ja) | 実装システム | |
| JP7475490B2 (ja) | 実装関連システム | |
| JP5872203B2 (ja) | 電子部品装着装置及び電子部品装着方法 | |
| JP2010157623A (ja) | 電子部品装着装置及び電子部品装着方法 | |
| JP7620865B2 (ja) | 部品搭載装置 | |
| JP2012033832A (ja) | 電子部品実装方法 | |
| JP2012033831A (ja) | 電子部品実装方法 | |
| CN104247589B (zh) | 嘴取出装置、嘴取出装置载置台、嘴更换系统、元件安装系统 | |
| WO2022044563A1 (ja) | 実装方法、及び、実装システム | |
| JP5722123B2 (ja) | 対基板作業機 | |
| WO2017187612A1 (ja) | 部品供給装置及びこれを備えた部品実装機 | |
| JP6793050B2 (ja) | 表面実装機 | |
| JP5687948B2 (ja) | 電子部品実装機 | |
| JP2010109193A (ja) | 電子部品装着装置 | |
| JP2012182266A (ja) | 電子部品装着装置及び電子部品装着装置の段取り方法 | |
| JP7716928B2 (ja) | 生産支援装置 | |
| JP2016018793A (ja) | ツール割当方法およびツール割当装置並びに対基板作業機 | |
| JP7213410B2 (ja) | 部品実装装置および部品装着方法 | |
| CN103369949A (zh) | 电子元件安装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |