JP2012178196A - ディスク駆動装置のベースプレートの製造方法、ディスク駆動装置のベースプレートおよびディスク駆動装置 - Google Patents
ディスク駆動装置のベースプレートの製造方法、ディスク駆動装置のベースプレートおよびディスク駆動装置 Download PDFInfo
- Publication number
- JP2012178196A JP2012178196A JP2011040359A JP2011040359A JP2012178196A JP 2012178196 A JP2012178196 A JP 2012178196A JP 2011040359 A JP2011040359 A JP 2011040359A JP 2011040359 A JP2011040359 A JP 2011040359A JP 2012178196 A JP2012178196 A JP 2012178196A
- Authority
- JP
- Japan
- Prior art keywords
- base plate
- disk drive
- base material
- plating
- drive device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D25/00—Special casting characterised by the nature of the product
- B22D25/02—Special casting characterised by the nature of the product by its peculiarity of shape; of works of art
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04B—TRANSMISSION
- H04B7/00—Radio transmission systems, i.e. using radiation field
- H04B7/02—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas
- H04B7/04—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas
- H04B7/06—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas at the transmitting station
- H04B7/0686—Hybrid systems, i.e. switching and simultaneous transmission
- H04B7/0691—Hybrid systems, i.e. switching and simultaneous transmission using subgroups of transmit antennas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1603—Process or apparatus coating on selected surface areas
- C23C18/1605—Process or apparatus coating on selected surface areas by masking
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/1601—Process or apparatus
- C23C18/1633—Process of electroless plating
- C23C18/1646—Characteristics of the product obtained
- C23C18/165—Multilayered product
- C23C18/1651—Two or more layers only obtained by electroless plating
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/18—Pretreatment of the material to be coated
- C23C18/1803—Pretreatment of the material to be coated of metallic material surfaces or of a non-specific material surfaces
- C23C18/1824—Pretreatment of the material to be coated of metallic material surfaces or of a non-specific material surfaces by chemical pretreatment
- C23C18/1837—Multistep pretreatment
- C23C18/1844—Multistep pretreatment with use of organic or inorganic compounds other than metals, first
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/31—Coating with metals
- C23C18/32—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron
- C23C18/34—Coating with nickel, cobalt or mixtures thereof with phosphorus or boron using reducing agents
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/16—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating by reduction or substitution, e.g. electroless plating
- C23C18/31—Coating with metals
- C23C18/38—Coating with copper
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C18/00—Chemical coating by decomposition of either liquid compounds or solutions of the coating forming compounds, without leaving reaction products of surface material in the coating; Contact plating
- C23C18/54—Contact plating, i.e. electroless electrochemical plating
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B19/00—Driving, starting, stopping record carriers not specifically of filamentary or web form, or of supports therefor; Control thereof; Control of operating function ; Driving both disc and head
- G11B19/20—Driving; Starting; Stopping; Control thereof
- G11B19/2009—Turntables, hubs and motors for disk drives; Mounting of motors in the drive
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/48—Disposition or mounting of heads or head supports relative to record carriers ; arrangements of heads, e.g. for scanning the record carrier to increase the relative speed
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B5/00—Recording by magnetisation or demagnetisation of a record carrier; Reproducing by magnetic means; Record carriers therefor
- G11B5/84—Processes or apparatus specially adapted for manufacturing record carriers
- G11B5/8404—Processes or apparatus specially adapted for manufacturing record carriers manufacturing base layers
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04B—TRANSMISSION
- H04B7/00—Radio transmission systems, i.e. using radiation field
- H04B7/02—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas
- H04B7/04—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas
- H04B7/08—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas at the receiving station
- H04B7/0868—Hybrid systems, i.e. switching and combining
- H04B7/0874—Hybrid systems, i.e. switching and combining using subgroups of receive antennas
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04B—TRANSMISSION
- H04B7/00—Radio transmission systems, i.e. using radiation field
- H04B7/02—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas
- H04B7/04—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas
- H04B7/0413—MIMO systems
- H04B7/0452—Multi-user MIMO systems
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04B—TRANSMISSION
- H04B7/00—Radio transmission systems, i.e. using radiation field
- H04B7/02—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas
- H04B7/04—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas
- H04B7/08—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas at the receiving station
- H04B7/0802—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas at the receiving station using antenna selection
- H04B7/0834—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas at the receiving station using antenna selection based on external parameters, e.g. subscriber speed or location
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04B—TRANSMISSION
- H04B7/00—Radio transmission systems, i.e. using radiation field
- H04B7/02—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas
- H04B7/04—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas
- H04B7/08—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas using two or more spaced independent antennas at the receiving station
- H04B7/0868—Hybrid systems, i.e. switching and combining
- H04B7/0874—Hybrid systems, i.e. switching and combining using subgroups of receive antennas
- H04B7/0877—Hybrid systems, i.e. switching and combining using subgroups of receive antennas switching off a diversity branch, e.g. to save power
-
- H—ELECTRICITY
- H04—ELECTRIC COMMUNICATION TECHNIQUE
- H04B—TRANSMISSION
- H04B7/00—Radio transmission systems, i.e. using radiation field
- H04B7/02—Diversity systems; Multi-antenna system, i.e. transmission or reception using multiple antennas
- H04B7/10—Polarisation diversity; Directional diversity
Abstract
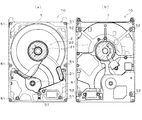
【解決手段】アルミニウムダイキャスト製の基材1を成形する成形工程と、基材を樹脂被膜で被覆する塗装工程と、樹脂皮膜の一部と基材の表層部を除去して基材が露出した部分を形成する機械加工工程と、フッ化物を含有しない前処理液に基材を浸漬する前処理工程と、基材が露出した部分を金属皮膜で被覆する金属被膜形成工程と、を備えるディスク駆動装置用ベースプレート10の製造方法。
【選択図】図1
Description

Claims (9)
- アルミニウムダイキャスト製の基材を成形する成形工程と、
前記基材を樹脂被膜で被覆する塗装工程と、
前記樹脂皮膜の一部と前記基材の表層部を除去して基材が露出した部分を形成する機械加工工程と、
前記基材をフッ化物を含有しない前処理液に浸漬する前処理工程と、
前記基材が露出した部分を金属皮膜で被覆する金属被膜形成工程と、
を備えることを特徴とするディスク駆動装置用ベースプレートの製造方法。 - 前記金属被膜はメッキにより形成することを特徴とする請求項1に記載のディスク駆動装置用ベースプレートの製造方法。
- 前記メッキが無電解メッキであることを特徴とする請求項2に記載のディスク駆動装置用ベースプレートの製造方法。
- 前記無電解メッキが無電解ニッケルメッキであることを特徴とする請求項3に記載のディスク駆動装置用ベースプレートの製造方法。
- アルミニウムダイキャスト製の基材と、
前記基材を覆う樹脂皮膜と、
機械加工により前記樹脂皮膜の一部と前記基材の表層部が除去され、基材が露出された部分を覆う金属皮膜と、
を備えることを特徴とするディスク駆動装置用ベースプレート。 - 前記金属皮膜がメッキによって形成されていることを特徴とする請求項5に記載のベースプレート。
- 前記メッキが無電解メッキであることを特徴とする請求項6に記載のベースプレート。
- 前記無電解メッキが無電解ニッケルメッキであることを特徴とする請求項7に記載のベースプレート。
- 請求項5〜8のいずれかに記載のベースプレートを備えたディスク駆動装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040359A JP2012178196A (ja) | 2011-02-25 | 2011-02-25 | ディスク駆動装置のベースプレートの製造方法、ディスク駆動装置のベースプレートおよびディスク駆動装置 |
| US13/402,249 US20120219828A1 (en) | 2011-02-25 | 2012-02-22 | Production method of base plate for disk drive, base plate for disk drive, and disk drive therewith |
| CN2012100446051A CN102651219A (zh) | 2011-02-25 | 2012-02-23 | 磁盘驱动装置的底板的制造方法、磁盘驱动装置的底板以及磁盘驱动装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040359A JP2012178196A (ja) | 2011-02-25 | 2011-02-25 | ディスク駆動装置のベースプレートの製造方法、ディスク駆動装置のベースプレートおよびディスク駆動装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012178196A true JP2012178196A (ja) | 2012-09-13 |
| JP2012178196A5 JP2012178196A5 (ja) | 2014-07-17 |
Family
ID=46719183
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011040359A Pending JP2012178196A (ja) | 2011-02-25 | 2011-02-25 | ディスク駆動装置のベースプレートの製造方法、ディスク駆動装置のベースプレートおよびディスク駆動装置 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20120219828A1 (ja) |
| JP (1) | JP2012178196A (ja) |
| CN (1) | CN102651219A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015035945A (ja) * | 2013-07-12 | 2015-02-19 | ミネベア株式会社 | スピンドルモータ及びハードディスク装置 |
| JP2017041297A (ja) * | 2014-08-27 | 2017-02-23 | チェン ウォー テクノロジーズ リミテッド | 延長高さを含むハードディスクドライブ底板の形成方法及び装置 |
| US10123744B2 (en) | 2013-05-30 | 2018-11-13 | Murata Manufacturing Co., Ltd. | Biosensor |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0364491A (ja) * | 1989-08-02 | 1991-03-19 | Hitachi Ltd | 磁気ディスク装置における構成部品の表面処理方法 |
| JPH0953182A (ja) * | 1995-08-15 | 1997-02-25 | Nippon Parkerizing Co Ltd | アルミニウム合金材料のめっき前処理方法 |
| JP2001316831A (ja) * | 2000-05-02 | 2001-11-16 | Meltex Inc | 亜鉛置換処理液 |
| JP2007254866A (ja) * | 2006-03-24 | 2007-10-04 | Dowa Holdings Co Ltd | アルミニウムまたはアルミニウム合金素材のめっき前処理方法 |
| JP2010285652A (ja) * | 2009-06-11 | 2010-12-24 | Yokohama Precision Kk | ブスバーのメッキ方法及びその装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8182868B2 (en) * | 2003-01-09 | 2012-05-22 | Maxtor Corporation | Encapsulation of particulate contamination |
| SG155080A1 (en) * | 2008-02-25 | 2009-09-30 | Cal Comp Technology Pte Ltd | Surface coating for hard disk drive cavity |
| JP2010218612A (ja) * | 2009-03-16 | 2010-09-30 | Alphana Technology Co Ltd | ディスク駆動装置 |
-
2011
- 2011-02-25 JP JP2011040359A patent/JP2012178196A/ja active Pending
-
2012
- 2012-02-22 US US13/402,249 patent/US20120219828A1/en active Granted
- 2012-02-23 CN CN2012100446051A patent/CN102651219A/zh active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0364491A (ja) * | 1989-08-02 | 1991-03-19 | Hitachi Ltd | 磁気ディスク装置における構成部品の表面処理方法 |
| JPH0953182A (ja) * | 1995-08-15 | 1997-02-25 | Nippon Parkerizing Co Ltd | アルミニウム合金材料のめっき前処理方法 |
| JP2001316831A (ja) * | 2000-05-02 | 2001-11-16 | Meltex Inc | 亜鉛置換処理液 |
| JP2007254866A (ja) * | 2006-03-24 | 2007-10-04 | Dowa Holdings Co Ltd | アルミニウムまたはアルミニウム合金素材のめっき前処理方法 |
| JP2010285652A (ja) * | 2009-06-11 | 2010-12-24 | Yokohama Precision Kk | ブスバーのメッキ方法及びその装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10123744B2 (en) | 2013-05-30 | 2018-11-13 | Murata Manufacturing Co., Ltd. | Biosensor |
| JP2015035945A (ja) * | 2013-07-12 | 2015-02-19 | ミネベア株式会社 | スピンドルモータ及びハードディスク装置 |
| JP2017041297A (ja) * | 2014-08-27 | 2017-02-23 | チェン ウォー テクノロジーズ リミテッド | 延長高さを含むハードディスクドライブ底板の形成方法及び装置 |
| US10022826B2 (en) | 2014-08-27 | 2018-07-17 | Cheung Woh Technologies Ltd. | Method and apparatus for forming a hard disk drive base plate with an extended height |
Also Published As
| Publication number | Publication date |
|---|---|
| US20120219828A1 (en) | 2012-08-30 |
| CN102651219A (zh) | 2012-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110234794B (zh) | 铝合金制的磁盘基板及其制造方法 | |
| KR101330878B1 (ko) | 비스무트 피막 부착 금속재료 및 그의 제조방법, 그것에 사용하는 표면처리액 및 양이온 전착도장 금속재료 및 그의 제조방법 | |
| US11211088B2 (en) | Magnetic disc, aluminum alloy substrate for magnetic disc, and production method for aluminum alloy substrate | |
| JP2012178196A (ja) | ディスク駆動装置のベースプレートの製造方法、ディスク駆動装置のベースプレートおよびディスク駆動装置 | |
| JP2009293122A (ja) | 表面処理アルミニウム材及びその製造方法並びにアルミニウム材の表面処理方法 | |
| JP2012505970A (ja) | 金属めっき添加剤並びに基板のめっき方法およびこの方法により得られる製品 | |
| JP2013206499A (ja) | ベースプレート、スピンドルモータおよびディスク駆動装置 | |
| US9127170B2 (en) | Plating pretreatment solution and method for producing aluminum substrate for hard disk devices using same | |
| KR101137493B1 (ko) | 알루미늄 휠의 전기도금방법 | |
| JP4856106B2 (ja) | 合金金属部材表面の黒化処理方法 | |
| JP4994719B2 (ja) | 陽極酸化被膜剥離液及び陽極酸化被膜の剥離方法 | |
| JP3151843B2 (ja) | 合金磁石のめっき法 | |
| WO2020110544A1 (ja) | 磁気ディスク用アルミニウム合金基板及びその製造方法、磁気ディスク用アルミニウム合金基盤及びその製造方法、ならびに、磁気ディスク及びその製造方法 | |
| JP2001209925A (ja) | 磁気記録媒体用アルミニウム基板およびその製造方法 | |
| JP6078022B2 (ja) | スピンドルモータ及びハードディスク装置 | |
| JP2006523774A (ja) | 成形ツールとしての物品の使用 | |
| JP3724739B2 (ja) | 希土類磁石の製造方法 | |
| JP5478209B2 (ja) | 研磨用具及び研磨用具の製造方法 | |
| JP4210193B2 (ja) | 金属部品の製造方法 | |
| POTECAȘU et al. | The Influence of the Steel's Surface Quality on the Electroless Ni-P Coatings | |
| JP2002350611A (ja) | 高反射性銀鏡及び反射型光学部品 | |
| JPH05247659A (ja) | 磁気ディスク用アルミニウム基板の前処理用エッチング液及びそれを用いる前記基板の前処理方法 | |
| JP2003226994A (ja) | めっき方法およびめっき製品 | |
| JP2003193269A (ja) | アルミニウム又はアルミニウム合金製リール | |
| JPH06145703A (ja) | Ti−Ag系合金部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140530 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20140530 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20140626 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140829 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140930 |