JP2012176453A - ドリルリーマ - Google Patents
ドリルリーマ Download PDFInfo
- Publication number
- JP2012176453A JP2012176453A JP2011040243A JP2011040243A JP2012176453A JP 2012176453 A JP2012176453 A JP 2012176453A JP 2011040243 A JP2011040243 A JP 2011040243A JP 2011040243 A JP2011040243 A JP 2011040243A JP 2012176453 A JP2012176453 A JP 2012176453A
- Authority
- JP
- Japan
- Prior art keywords
- drill
- reamer
- blade
- grooves
- round
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Abstract
【解決手段】ドリルリーマ1は、ドリルボディ11に形成された一対のドリル溝12a,12b及びこれらドリル溝の回転方向後方側の端縁に設けられたドリル刃用のチップ31a,31bと、一対のリーマ溝13a,13b及びこれらリーマ溝の回転方向後方側の端部に設けられたリーマ刃用のチップ32a,32bと、を備える。ドリルボディ11には、ドリル刃用のチップ31a,31bと連設しリーマ用のチップ32a,32bの最大外径と略同径の第1丸ランド35a,35bと、リーマ刃用のチップ32a,32bと連設しこれらチップの最大外径と略同径の第2丸ランド37a,37bと、が形成され、ドリル溝12a,12bは、断面視で略二等辺三角形であり、その回転方向前方側の端縁には、第2丸ランド37a,37bと略同径の第3丸ランド38a,38bが形成されている。
【選択図】図3
Description
また、ドリル溝を断面視で略二等辺三角形としたので、ドリル刃でワークを切削することで生じた切粉を排出するための切粉排出溝として十分な深さを確保することができる。また、ドリル溝を深くする分、溝の幅を狭くすることにより、ドリル溝とリーマ溝との間に区画されるリーマランドを大きくすることができるので、リーマ刃のバックメタルを大きく確保し、ひいては加工精度を向上することができる。またさらに、ドリル溝を断面視で略二等辺三角形とすることにより、十分な断面二次モーメントを確保し、刃先の剛性を向上することができる。また、ドリルボディには、ドリル刃と連設しリーマ刃の最大外径と略同径の第1丸ランドと、リーマ刃と連設しこのリーマ刃の最大外径と略同径の第2丸ランドとを形成し、さらにドリル溝の回転方向前方の端縁すなわちリーマランドの回転方向後方の端部にこれら第2丸ランドと略同径の第3丸ランドを形成した。これにより、第1、第2、第3丸ランドの3種類の丸ランドにより加工時におけるドリルボディをガイドすることができるので、加工精度をさらに向上することができる。
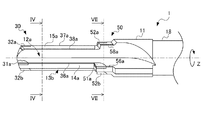
図1及び図2は、本発明の一実施形態に係るドリルリーマ1の構成を示す側面図である。図3は、ドリルリーマ1の構成を示す正面図であり、このドリルリーマ1の回転軸線Z方向に沿って先端側から視た図である。図4は、図1の線IV−IVに沿った断面図である。
図3に示すように、ドリル溝12a,12bを区画する溝側面のうち回転方向後方側の縁部には、それぞれドリル刃用のチップ31a,31b及びこれらチップ31a,31bを支承する台座33a,33bが、ろう付けされている。ドリルボディ11のうちこれらチップ31a,31bの先端側には所定の切刃角のドリル刃16a,16bが形成されている。リーマ溝13a,13bを区画する2つの溝側面のうち回転方向後方側の縁部には、リーマ刃用のチップ32a,32b及びこれらチップ32a,32bを支承する台座34a,34bが、ろう付けされている。これらチップ31a,31b,32a,32bには、例えばダイヤモンドが用いられ、台座33a,33b,34a,34bには、例えば超硬合金が用いられる。
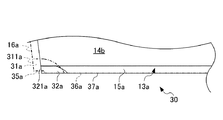
図5に示すように、ドリル刃16a(16b)は、回転軸線Zに対し傾斜するように所定の切刃角で直線状に形成されている。また、ドリル刃用のチップ31a(31b)の先端部311a(311b)は、ドリル刃16a(16b)と同じ切刃角で直線状に形成されており、上記ドリル刃16a(16b)と面一になっている。このドリルリーマ1のうち前段部30においては、ドリル刃16a(16b)及びドリル刃用のチップ31a(31b)の先端部311a(311b)が先行刃を構成する。
また、ドリルランド14aのうち上記チップ31a(31b)より基端側には、このチップ31a(31b)と連設し後述のリーマ刃用のチップ32a(32b)の最大外径と略同径の円弧状の面が形成されており、第1丸ランド36a(36b)となっている。この第1丸ランド36a,36bは、回転軸線Zと平行に延在する。
また、リーマランド15a(15b)のうち上記チップ32a(32b)より基端側には、チップ32a(32a)と連設しこのチップ32a(32b)の最大外径と略同径の円弧状の面が形成されており、第2丸ランド37aとなっている。この第2丸ランド37aは、回転軸線Zと平行に延在する。
図7は、図1の線VII−VIIに沿った断面図、すなわち後段部50の構成を示す断面図である。
後段部50には、上述の前段部30と同様に、ドリル溝12a,12bを区画する溝側面のうち回転方向後方側の縁部には、それぞれドリル刃用のチップ51a,51b及びこれらチップ51a,51bを支承する台座53a,53bが、ろう付けされている。リーマ溝13a,13bを区画する2つの溝側面のうち回転方向後方側の縁部には、リーマ刃用のチップ52a,52b及びこれらチップ52a,52bを支承する台座54a,54bが、ろう付けされている。これらチップ51a,51b,52a,52bには、例えばダイヤモンドが用いられ、台座53a,53b,54a,54bには、例えば超硬合金が用いられる。
先ず、回転軸線Zを中心軸として回転させつつ、ワークに接近させると、ドリルボディ11の前段部30に設けられたドリル刃16a,16b及びドリル刃用のチップ31a,31bの先端部311a,311bが当接し、ワークを削り取り、下穴を形成する。
さらにドリルリーマ1を前進させると、リーマ刃用のチップ32a,32bの先端部321a,321bが、上記ドリル刃によって形成された下穴の内周面に当接し、この内周面を滑らかに仕上げる。また、このときドリルボディ11は、第1丸ランド36a,36b、第2丸ランド37a,37b及び第3丸ランド38a,38bの6つの円弧状に形成された面を介して加工穴の内周面に摺接するので、加工中における回転軸線Zのぶれを抑制することができる。
ドリルボディ11側部に一対のドリル溝12a,12b及びこれらドリル溝に対し略90度位相の異なるリーマ溝13a,13bを形成し、これらドリル溝及びリーマ溝のそれぞれの回転方向後方側の端部に先行刃としてのドリル刃用のチップ31a,31bと後続刃としてのリーマ刃用のチップ32a,32bとを設けた。これにより、ドリル刃によるドリル加工とリーマ刃によるリーマ加工とを1つの工程で行うことができる。
また、ドリル溝12a,12bを断面視で略二等辺三角形としたので、ドリル刃でワークを切削することで生じた切粉を排出するための切粉排出溝として十分な深さを確保することができる。また、このようにドリル溝12a,12bを深くする分、溝の幅を狭くすることにより、ドリル溝12a,12bとリーマ溝13a,13bとの間に区画されるリーマランド15a,15bを大きくすることができるので、リーマ刃のバックメタルを大きく確保し、ひいては加工精度を向上することができる。またさらに、ドリル溝12a,12bを断面視で略二等辺三角形とすることにより、十分な断面二次モーメントを確保し、刃先の剛性を向上することができる。また、ドリルボディ11には、ドリル刃用のチップ31a,31bと連設しリーマ刃用のチップ32a,32bの最大外径と略同径の第1丸ランド36a,36bと、リーマ刃用のチップ32a,32bと連設しこのリーマ刃用のチップ32a,32bの最大外径と略同径の第2丸ランド37a,37bとを形成し、さらにドリル溝12a,12bの回転方向前方の端縁すなわちリーマランド15a,15bの回転方向後方の端部にこれら丸ランド36a,36b,37a,37bと略同径の第3丸ランド38a,38bを形成した。これにより、第1丸ランド36a,36b、第2丸ランド37a,37b、及び第3丸ランド38a,38bの3種類の丸ランドにより加工時におけるドリルボディ11をガイドすることができるので、加工精度をさらに向上することができる。
11…ドリルボディ
12a,12b…ドリル溝
13a,13b…リーマ溝
30…前段部
31a,31b…ドリル刃用のチップ(ドリル刃)
32a,32b…リーマ刃用のチップ(リーマ刃)
35a,35b…ドリル用丸ランド
36a,36b…第1丸ランド
37a,37b…第2丸ランド
38a,38b…第3丸ランド
50…後段部
51a,51b…ドリル刃用のチップ(ドリル刃)
52a,52b…リーマ刃用のチップ(リーマ刃)
56a,56b…第1丸ランド
57a,57b…第2丸ランド
58a,58b…第3丸ランド
Claims (1)
- 円柱状のドリルボディと、
前記ドリルボディ側部に、回転軸線を対称軸として対称に形成された一対のドリル溝と、
当該ドリル溝の回転方向後方側の端縁に先行刃として設けられたドリル刃と、
前記ドリルボディ側部のうち前記ドリル溝に対し略90度位相の異なる部分に、前記回転軸線を対称軸として対称に形成された一対のリーマ溝と、
当該リーマ溝の回転方向後方側の端部に後続刃として設けられたリーマ刃と、を備えたドリルリーマであって、
前記ドリルボディには、前記ドリル刃と連設し前記リーマ刃の最大外径と略同径の第1丸ランドと、前記リーマ刃と連設し当該リーマ刃の最大外径と略同径の第2丸ランドと、が形成され、
前記ドリル溝は、断面視で略二等辺三角形であり、その回転方向前方側の端縁には、前記第2丸ランドと略同径の第3丸ランドが形成されていることを特徴とするドリルリーマ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040243A JP2012176453A (ja) | 2011-02-25 | 2011-02-25 | ドリルリーマ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011040243A JP2012176453A (ja) | 2011-02-25 | 2011-02-25 | ドリルリーマ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012176453A true JP2012176453A (ja) | 2012-09-13 |
Family
ID=46978689
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011040243A Pending JP2012176453A (ja) | 2011-02-25 | 2011-02-25 | ドリルリーマ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012176453A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922008A (zh) * | 2012-10-31 | 2013-02-13 | 中国北车集团大连机车车辆有限公司 | 钻孔刀具 |
| CN103418845A (zh) * | 2013-08-14 | 2013-12-04 | 重庆长安汽车股份有限公司 | 一种铰挤刀 |
| JP2020203353A (ja) * | 2019-06-18 | 2020-12-24 | 真辺工業株式会社 | 回転切削工具 |
| JP7112584B2 (ja) | 2018-09-25 | 2022-08-03 | 匯専科技集團股▲フン▼有限公司 | 硬脆性難削材加工用ダイヤモンド切削工具 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR764041A (fr) * | 1933-11-18 | 1934-05-14 | Cie De Construction De Forets | Perfectionnements aux forets hélicoïdaux |
| JPS6360514U (ja) * | 1986-10-08 | 1988-04-22 | ||
| JPS6442815U (ja) * | 1987-09-05 | 1989-03-14 | ||
| JPH0253321U (ja) * | 1988-10-08 | 1990-04-17 | ||
| JP2009255209A (ja) * | 2008-04-15 | 2009-11-05 | Sumitomo Electric Hardmetal Corp | ダブルマージン付きドリル |
| JP2010277409A (ja) * | 2009-05-29 | 2010-12-09 | Toshiba Corp | 代表文抽出装置およびプログラム |
| US20130058734A1 (en) * | 2011-02-27 | 2013-03-07 | Vladimir D. Volokh | Combined drill and reamer tool |
-
2011
- 2011-02-25 JP JP2011040243A patent/JP2012176453A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR764041A (fr) * | 1933-11-18 | 1934-05-14 | Cie De Construction De Forets | Perfectionnements aux forets hélicoïdaux |
| JPS6360514U (ja) * | 1986-10-08 | 1988-04-22 | ||
| JPS6442815U (ja) * | 1987-09-05 | 1989-03-14 | ||
| JPH0253321U (ja) * | 1988-10-08 | 1990-04-17 | ||
| JP2009255209A (ja) * | 2008-04-15 | 2009-11-05 | Sumitomo Electric Hardmetal Corp | ダブルマージン付きドリル |
| JP2010277409A (ja) * | 2009-05-29 | 2010-12-09 | Toshiba Corp | 代表文抽出装置およびプログラム |
| US20130058734A1 (en) * | 2011-02-27 | 2013-03-07 | Vladimir D. Volokh | Combined drill and reamer tool |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102922008A (zh) * | 2012-10-31 | 2013-02-13 | 中国北车集团大连机车车辆有限公司 | 钻孔刀具 |
| CN103418845A (zh) * | 2013-08-14 | 2013-12-04 | 重庆长安汽车股份有限公司 | 一种铰挤刀 |
| JP7112584B2 (ja) | 2018-09-25 | 2022-08-03 | 匯専科技集團股▲フン▼有限公司 | 硬脆性難削材加工用ダイヤモンド切削工具 |
| JP2020203353A (ja) * | 2019-06-18 | 2020-12-24 | 真辺工業株式会社 | 回転切削工具 |
| JP7074348B2 (ja) | 2019-06-18 | 2022-05-24 | 真辺工業株式会社 | リーマ |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5909565B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP6343005B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| WO2018079489A1 (ja) | 切削工具及び切削加工物の製造方法 | |
| JP6470307B2 (ja) | ドリル及びそれを用いた切削加工物の製造方法 | |
| JP2012176453A (ja) | ドリルリーマ | |
| US10821526B2 (en) | Rotary tool and method for manufacturing machined product | |
| JP5675524B2 (ja) | 切削加工用工具 | |
| JP2013208692A (ja) | ドリル及びそれを用いた切削加工物の製造方法 | |
| WO2018123937A1 (ja) | ドリル及びそれを用いた切削加工物の製造方法 | |
| JP6462364B2 (ja) | スローアウェイ式ドリル及びそれを用いた切削加工物の製造方法 | |
| JP6110496B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP2005305610A (ja) | ドリル | |
| JP2013035101A (ja) | リーマ | |
| JP2010162643A (ja) | ドリルおよび該ドリルの研削加工方法 | |
| JP6941047B2 (ja) | 回転工具及び切削加工物の製造方法 | |
| JP2009241239A (ja) | ドリルおよび穴あけ加工方法 | |
| JP4979392B2 (ja) | 切削工具ユニット及びその切削工具ユニットに使用される切削工具 | |
| JP6294095B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP6342662B2 (ja) | ドリルおよびそれを用いた切削加工物の製造方法 | |
| JP5882846B2 (ja) | リーマ、切削工具およびそれを用いた切削加工物の製造方法 | |
| JP2010264531A (ja) | 刃先交換式ドリル | |
| JP5259751B2 (ja) | リーマ | |
| JP6410544B2 (ja) | ドリルおよび切削加工物の製造方法 | |
| JP5988353B2 (ja) | ドリル及びそれを用いた切削加工物の製造方法 | |
| JP2010162644A (ja) | ドリルおよび該ドリルの研削加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131127 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140910 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140916 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141117 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150331 |