JP2012153894A - 生分解性樹脂製管状成形体 - Google Patents
生分解性樹脂製管状成形体 Download PDFInfo
- Publication number
- JP2012153894A JP2012153894A JP2012053959A JP2012053959A JP2012153894A JP 2012153894 A JP2012153894 A JP 2012153894A JP 2012053959 A JP2012053959 A JP 2012053959A JP 2012053959 A JP2012053959 A JP 2012053959A JP 2012153894 A JP2012153894 A JP 2012153894A
- Authority
- JP
- Japan
- Prior art keywords
- lactic acid
- mass
- less
- acid polymer
- resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
Abstract
【解決手段】D−乳酸からなる構成単位とL−乳酸からなる構成単位とで構成され、D−乳酸からなる構成単位が占める割合が5質量%以下又は95質量%以上で、結晶性が高い乳酸重合体を主成分とする樹脂組成物を含有する特定の一つの成形用材料のみを成形し、両外表面部の結晶化を抑制するように冷却することで相対結晶化度が比較的低い部分を外表面部に有し、結晶化度が比較的高い部分を管壁内部に有する、厚みが1mm以上15mm以下の生分解性樹脂製管状成形体を製造する。
【選択図】なし
Description
この発明は、乳酸重合体成分(A)を主成分とする樹脂組成物を含有する成形用材料を成形した、厚みが1mm以上15mm以下である生分解性樹脂製管状成形体である。なお、主成分とする、とは、50質量%を超えて含有していることをいい、60質量%以上であるとより好ましい。
ただし、加工性、耐久性の面から乳酸系樹脂とジオール・ジカルボン酸の共重合体の重量平均分子量は5万以上が好ましく、10万以上であるとより好ましい。一方で30万以下であると好ましく、25万以下であるとより好ましい。
テート、トリブチルトリメリテート、トリ(2−エチルヘキシル)トリメリテート、グリセリントリアセテート、ポリエチレングリコールなどが挙げられる。
(nは1以上の整数、Rは有機系結合単位を示し、脂肪族、脂環族、芳香族のいずれでもよい。なお、nは1以上50以下であると好ましい。)
ンカルボジイミド)、ポリ(m−フェニレンカルボジイミド)、ポリ(トリルカルボジイミド)、ポリ(ジイソプロピルフェニレンカルボジイミド)、ポリ(メチル−ジイソプロピルフェニレンカルボジイミド)、ポリ(トリイソプロピルフェニレンカルボジイミド)等、及び、これらの単量体が挙げられる。これらのカルボジイミド化合物は、単独、または、2種以上組み合わせて用いることができる。
(ΔHmは乳酸重合体成分(A)の結晶融解熱量、ΔHcは乳酸重合体成分(A)の結晶化熱量)
材料のみを用いてパイプを成形する。成形にあたっては特定の一つの配合比で構成した上記成形用材料のみを用い、他の配合比や他の構成成分からなる成形用材料を併用することはない。
上記の乳酸重合体成分(A)、柔軟性樹脂成分(B)及び無機充填剤(C)からなる樹脂組成物を主成分としその他の添加剤を加えた成形用材料を、ドライブレンドで直接混ぜ合わせ、同一の射出成形機にそれぞれの原料を投入して行うことができる。具体的には、射出成形機を用いて原料を直接混合して射出成形する方法、あるいは、ドライブレンドした成形用原料を、二軸押出機を用いてストランド形状に押出してペレットを作成した後、再度射出成形機を用いて射出成形体を作成する方法がある。これらの方法でも、成形にあたっては特定の一つの配合比で構成した上記成形用材料のみを用い、他の配合比や他の構成成分からなる成形用材料を併用することはない。
JIS K−7121に基づき、管状成形体の外表面部、及び、管状内部から約10mgのサンプルを削り出し、パーキンエルマー社製:DSC−7を用い、10℃/分の速度にて30℃から200℃まで昇温測定を行い、得られたサーモグラムより乳酸重合体成分(A)の結晶化熱量ΔHc、及び、乳酸重合体成分(A)の結晶融解熱量ΔHmを読み取り、上記(1)式により、相対結晶化度χcを算出した。
耐熱性の評価として、内径50mm、長さ150mm、厚さ4mmの管継ぎ手を射出成形し、管継ぎ手内に50℃の温水を10L/分の速度で1時間流した後、管継ぎ手内径の変化量を測定した。内径変化が1mm未満のものを○、2mm未満のものを△、2mm以上のものを×とした。
JIS K−7110に基づいて2号A試験片(ノッチ付き、長さ64mm×幅12.7mm×厚さ4mm)を射出成形にて作製し、(株)東洋精機製作所製:JISL−Dを用いて23℃におけるアイゾット衝撃強度の測定を行った。アイゾット衝撃強度が3kJ/m2以上のものを○、3kJ/m2未満のものを×とした。
接着強度の評価として、長さ180mm、幅20mm、厚さ4mmの試験片を射出成形し、接着面に三菱樹脂(株)製:ヒシボンドAを塗布し合わせた後、0.049MPaの錘を1時間乗せて加圧し、規定時間経過後、せん断引張強度の測定を行った。せん断引張強度が1.3MPa以上のものを○、1.0MPa以上のものを△、1.0MPa未満であるものを×とした。
・乳酸重合体(A1)……Nature Works社製:Nature Works 4032D(ポリ乳酸、D−乳酸の割合:1.3%)以下、「PLA1」と表記する。
・乳酸重合体(A2)……Nature Works社製:Nature Works 4050D(ポリ乳酸、D−乳酸の割合:5.5%)以下、「PLA2a」と表記する。・乳酸重合体(A2)……Nature Works社製:Nature Works 4060D(ポリ乳酸、D−乳酸の割合:12.0%)以下、「PLA2b」と表記する。
・柔軟性樹脂成分(B)(乳酸系樹脂以外の脂肪族ポリエステルであるもの)……三菱化学(株)製:GS Pla AD92W(ポリブチレンサクシネート・アジペート)以下、「AD92W」と表記する。
・柔軟性樹脂成分(B)(芳香族脂肪族ポリエスエル)……BASF社製:エコフレックスF(ポリブチレンアジペート・テレフタレート)以下、「エコフレックス」と表記する。
・柔軟性樹脂成分(B)(乳酸とジオール・ジカルボン酸とのポリエステル)……大日本インキ化学工業(株)製:プラメートPD−150、以下、「プラメート」と表記する。・無機充填剤(C)……日本タルク(株)製:ミクロエースL1(タルク、平均粒径:2.5μm)以下、「タルク1」と表記する。
・エステル化合物(D)……田岡化学工業(株)製:DOZ(ジオクチルアゼレート)以下、「DOZ」と表記する。
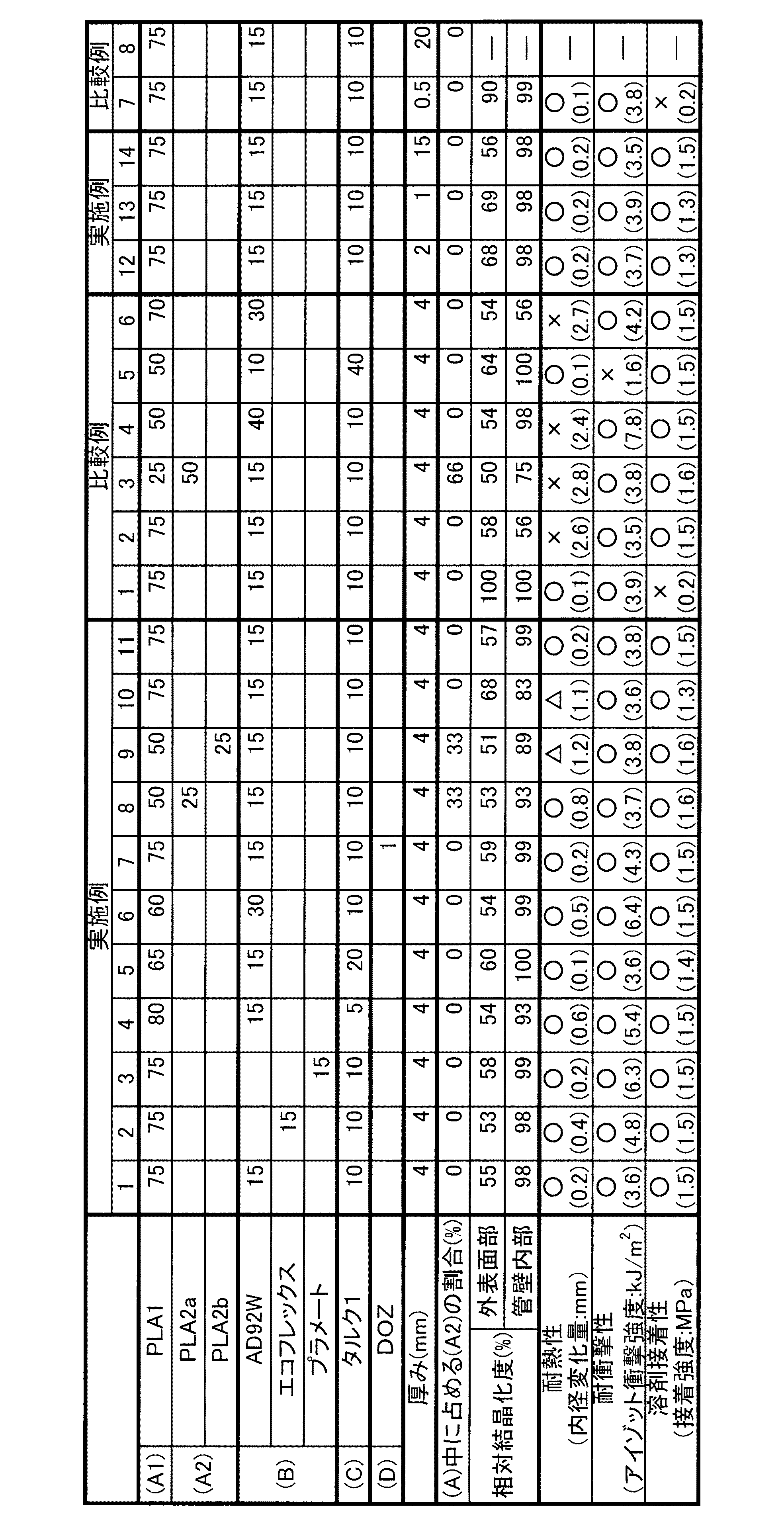
D−乳酸の割合が5質量%未満の乳酸重合体(A1)としてPLA1を用い、乳酸系樹脂以外の脂肪族ポリエステルである柔軟性樹脂成分(B)としてAD92Wを用い、無機充填剤(C)としてタルク1を用い、PLA1とAD92Wとタルク1とを、表1に記載の割合でドライブレンドした後、この樹脂組成物を三菱重工業(株)製:40mmφ小型同方向二軸押出機を用いて180℃でコンパウンドし、ペレット形状の成形用材料にした。得られたペレットのみを、東芝機械(株)製:射出成形機 IS50E(スクリュー径25mm)を用いて、耐熱性の評価用に内径50mm、長さ150mm、厚さ4mmの管継ぎ手、耐衝撃性の評価用に長さ64mm×幅12.7mm×厚さ4mmの試験片、及び、接着性の評価用に長さ180mm、幅20mm、厚さ4mmの試験片を射出成形し、金型中に冷却媒体として20℃の水を流通させて金型ごと管継ぎ手及び試験片の両外表面部を冷却した。得られた管継ぎ手、及び試験片を用いて相対結晶化度、耐熱性、耐衝撃性、接着強度の評価を行った。結果を表1に示す。なお、主な成形条件は以下の通りであり、シリンダー温度とは射出成形する樹脂の温度である。
1)温度条件:シリンダー温度(200℃)、金型冷却温度(20℃)、冷却時間(50秒)
2)射出条件:射出圧力(115MPa)、保持圧力(55MPa)
3)計量条件:スクリュー回転数(65rpm)、背圧(15MPa)
柔軟性樹脂成分(B)に用いる芳香族脂肪族ポリエステルとしてエコフレックスを用い、それ以外は実施例1と同様の成分で、表1に記載の割合でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
柔軟性樹脂成分(B)に用いる、乳酸とジオール・ジカルボン酸とのポリエステルとして、プラメートを用い、それ以外は実施例1と同様の成分で表1に記載の割合でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
実施例1において、それぞれ表1に記載の比率でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
分子量200以上、2000以下のエステル化合物(D)としてDOZを用い、PLA1、AD92W、タルク1、及びDOZを、表1に記載の割合でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。
D−乳酸の割合が5%以上の乳酸重合体(A2)として、PLA2aを用い、PLA1、PLA2a、AD92W、及び、タルク1を表1に記載の割合、すなわち(A)/(B)/(C)=75/15/10の割合でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
実施例8において、D−乳酸の割合が5%以上の乳酸重合体(A2)として、PLA2bを用いた以外は実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
実施例1と同様の配合にて、冷却時間を30秒とした以外は同様の条件で管継ぎ手、及び試験片の作製、評価を行った。結果を表1に示す。
実施例1と同様の配合を、三菱重工業(株)製:40mmφ小型同方向二軸押出機を用いてコンパウンドを行い、この樹脂組成物をペレットに成形した成形用材料を得た。次に、得られたペレットのみを、25mmφの口金と、Batten社製のDISKタイプフォーマーとを備えた、クラウスマッファイ社製の45mmφ単軸押出機に供給し、押出樹脂温度190℃、スクリュー回転数70rpmで、外径60mmφ、肉厚4mmのパイプを成形した。この際、フォーマーでの冷却温度は40℃、通過時間は150秒となるように調節した。得られたパイプから、相対結晶化度、耐熱性、耐衝撃性、接着強度の評価用試験片を切り出し、評価を行った。結果を表1に示す。
実施例1と同様の配合にて、冷却温度を70℃、冷却時間を120秒とした以外は同様の条件で管継ぎ手、及び試験片の作製、評価を行った。結果を表1に示す。
実施例1と同様の配合にて、冷却温度を10℃、冷却時間を200秒とした以外は同様の条件で管継ぎ手、及び試験片の作製、評価を行った。結果を表1に示す。
実施例8と同じ樹脂を用い、乳酸重合体(A1)と乳酸重合体(A2)の比率を入れ替えて、表1に記載の割合でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
実施例1と同じ成形用材料を、表1に記載の割合でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
実施例1と同じ成形用材料を、表1に記載の割合でドライブレンドした後、実施例1と同様の方法で継手、及び、試験片の作製、評価を行った。結果を表1に示す。
実施例1において、無機充填剤(C)を添加せず、乳酸重合体(A1)と柔軟性樹脂成分(B)のみを表1に記載の割合でドライブレンドした後、実施例1と同様の方法で管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
(実施例12)
実施例1と同じ成形用材料を、同じ割合で、同様の方法で、厚さ2mmである管継ぎ手、及び試験片の作製、評価を行った。結果を表1に示す。
実施例1と同じ成形用材料を、同じ割合で、同様の方法で、厚さ1mmである管継ぎ手、及び試験片の作製、評価を行った。結果を表1に示す。
実施例1と同じ成形用材料を、同じ割合で、同様の方法で、厚さ15mmである管継ぎ手、及び試験片の作製、評価を行った。結果を表1に示す。
実施例1と同じ成形用材料を、同じ割合で、同様の方法で、厚さ0.5mmである管継ぎ手、及び、試験片の作製、評価を行った。結果を表1に示す。
実施例1と同じ成形用材料を、同じ割合で、同様の方法で、厚さ20mmである管継ぎ手、及び、試験片の作製を行ったところ、管壁内部の結晶化が遅く、成形体の成形が出来なかった。
実施例はいずれも条件を満たしたが、乳酸重合体成分(A)が乳酸重合体(A2)を含む実施例8及び9では、若干耐熱性の低下が見られた。また、冷却時間が短かった実施例10は外表面部と管壁内部との相対結晶化度の差が小さくなり、耐熱性もやや低下していた。
Claims (6)
- D−乳酸からなる構成単位とL−乳酸からなる構成単位とで構成され、D−乳酸からなる構成単位が占める割合が5質量%以下、又は95質量%以上である乳酸重合体(A1)を主成分とする乳酸重合体成分(A)、
乳酸重合体以外の脂肪族ポリエステル、芳香族脂肪族ポリエステル、乳酸とジオール・ジカルボン酸とのポリエステル、及び乳酸系樹脂とジオール・ジカルボン酸とのポリエステルから選ばれる少なくとも一種類の柔軟性樹脂成分(B)、及び無機充填剤(C)を含有し、乳酸重合体成分(A)を主成分とする樹脂組成物を含有する成形用材料を成形した管状成形体であって、
上記の管状成形体は、上記成形用材料のみを用いて成形したものであり、
乳酸重合体成分(A)の下記式(1)で表される相対結晶化度χcが40%以上70%以下となる部分を両外表面部に有し、
乳酸重合体成分(A)の相対結晶化度χcが80%以上100%以下となる部分を管壁内部に有し、
厚みが1mm以上15mm以下である生分解性樹脂製管状成形体。
χc={(ΔHm−ΔHc)/ΔHm}×100……(1)
(ΔHmは乳酸重合体成分(A)の結晶融解熱量、ΔHcは乳酸重合体成分(A)の結晶化熱量) - 上記の乳酸重合体成分(A)が、D−乳酸からなる構成単位とL−乳酸からなる構成単位とで構成されそのうちD−乳酸からなる構成単位が占める割合が5質量%を上回り95質量%未満である乳酸重合体(A2)を含み、乳酸重合体成分(A)のうち乳酸重合体(A2)の占める割合が1質量%以上50質量%未満である、請求項1に記載の生分解性樹脂製管状成形体。
- 上記樹脂組成物が上記の柔軟性樹脂成分(B)及び無機充填剤(C)を含有し、上記の乳酸重合体成分(A)、柔軟性樹脂成分(B)及び無機充填剤(C)を合わせた三成分のうち、上記柔軟性樹脂成分(B)の割合が5質量%以上30質量%以下であり、上記無機充填剤(C)の割合が1質量%以上30質量%以下である、請求項1に記載の生分解性樹脂製管状成形体。
- 上記乳酸重合体成分(A)、柔軟性樹脂成分(B)及び無機充填剤(C)の合計量100重量部に対して、分子量が200以上2000以下であるエステル化合物(D)を0.1質量部以上5質量部以下配合した混合物を上記の成形用材料として用いた、請求項1乃至3のいずれかに記載の生分解性樹脂製管状成形体。
- 上記樹脂組成物を、押出成形により成形した後、冷却媒体で冷却した、請求項1乃至4のいずれかに記載の生分解性樹脂製管状成形体。
- 乳酸を主成分とする構成単位のうちの乳酸全量に対するD−乳酸の割合が5質量%以下又は95質量%以上である乳酸重合体(A1)を含む乳酸重合体成分(A)を主成分とし、全体に対して1質量%以上30質量%以下となる無機充填剤(C)を含む樹脂組成物を含有する成形用材料を、溶融し、厚みが1mm以上15mm以下の管状成形体を成形した後、
温度が20℃以上50℃以下であり、冷却前の樹脂との温度差が140℃以上180℃以下である冷却媒体により表面を冷却する、
前記乳酸重合体成分(A)の下記式(1)で表される相対結晶化度χcが40%以上70%未満となる部分を両外表面に有し、前記乳酸重合体成分(A)の相対結晶化度χcが80%以上100%以下となる部分を管壁内部に有する生分解性樹脂製管状成形体の製造方法。
χc={(ΔHm−ΔHc)/ΔHm}×100……(1)
(ΔHmは乳酸重合体成分(A)の結晶融解熱量、ΔHcは前記乳酸重合体成分(A)の結晶化熱量)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012053959A JP2012153894A (ja) | 2006-07-05 | 2012-03-12 | 生分解性樹脂製管状成形体 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006185296 | 2006-07-05 | ||
| JP2006185296 | 2006-07-05 | ||
| JP2012053959A JP2012153894A (ja) | 2006-07-05 | 2012-03-12 | 生分解性樹脂製管状成形体 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007177106A Division JP5060848B2 (ja) | 2006-07-05 | 2007-07-05 | 生分解性樹脂製管状成形体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012153894A true JP2012153894A (ja) | 2012-08-16 |
Family
ID=46835945
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012053959A Pending JP2012153894A (ja) | 2006-07-05 | 2012-03-12 | 生分解性樹脂製管状成形体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012153894A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018519111A (ja) * | 2015-07-01 | 2018-07-19 | コーニンクラケ ダウ エグバート ビー.ブイ. | 泡立て棒 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11116784A (ja) * | 1997-10-09 | 1999-04-27 | Mitsui Chem Inc | 成形体及びその製造方法 |
| JP2002295740A (ja) * | 2001-03-28 | 2002-10-09 | Mitsubishi Plastics Ind Ltd | 生分解性パイプ、生分解性パイプを用いた肥料供給装置、生分解性パイプを用いた配管構造体、ならびに生分解性パイプを用いた配管方法と工事方法および肥料供給方法 |
| JP2004143203A (ja) * | 2002-10-22 | 2004-05-20 | Mitsubishi Plastics Ind Ltd | 射出成形体 |
-
2012
- 2012-03-12 JP JP2012053959A patent/JP2012153894A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11116784A (ja) * | 1997-10-09 | 1999-04-27 | Mitsui Chem Inc | 成形体及びその製造方法 |
| JP2002295740A (ja) * | 2001-03-28 | 2002-10-09 | Mitsubishi Plastics Ind Ltd | 生分解性パイプ、生分解性パイプを用いた肥料供給装置、生分解性パイプを用いた配管構造体、ならびに生分解性パイプを用いた配管方法と工事方法および肥料供給方法 |
| JP2004143203A (ja) * | 2002-10-22 | 2004-05-20 | Mitsubishi Plastics Ind Ltd | 射出成形体 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018519111A (ja) * | 2015-07-01 | 2018-07-19 | コーニンクラケ ダウ エグバート ビー.ブイ. | 泡立て棒 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4585749B2 (ja) | 黄変を抑えたカルボジイミド組成物、耐加水分解安定剤及び熱可塑性樹脂組成物 | |
| CN102070880B (zh) | 一种生物降解树脂组合物及其制品 | |
| KR100875104B1 (ko) | 지류에 라미네이팅 코팅을 위한 생분해성 수지조성물과 그를 이용한 음식물 포장용지 | |
| WO2011024693A1 (ja) | ポリ乳酸ステレオコンプレックス、その製造方法およびポリ乳酸樹脂用核剤 | |
| JP5060848B2 (ja) | 生分解性樹脂製管状成形体 | |
| JPWO2017138392A1 (ja) | 生分解性ポリエステル樹脂組成物および該樹脂組成物から成る成形体 | |
| WO2013038770A1 (ja) | フィルム | |
| JP2009185244A (ja) | 樹脂組成物およびそれを成形してなる成形体 | |
| KR20030011358A (ko) | 생분해속도가 제어된 생분해성 수지 조성물, 필름 및농업용 멀티필름 | |
| JP4996668B2 (ja) | ポリ乳酸樹脂組成物、ポリ乳酸樹脂組成物の製造方法、成形品、携帯電話機用卓上ホルダー、携帯電話機の内部シャーシ部品、電子機器用筐体及び電子機器用内部部品 | |
| JP4493993B2 (ja) | 生分解性ポリエステル樹脂組成物、成形物及び農業用マルチフィルム | |
| JP2004269720A (ja) | 熱可塑性樹脂組成物 | |
| JP2005298617A (ja) | 射出成形体 | |
| JP2012153894A (ja) | 生分解性樹脂製管状成形体 | |
| JP4117147B2 (ja) | 射出成形体 | |
| JP2010089268A (ja) | 管状の成形体 | |
| JP2010126643A (ja) | 耐衝撃性ポリ乳酸系樹脂組成物 | |
| JP2002295740A (ja) | 生分解性パイプ、生分解性パイプを用いた肥料供給装置、生分解性パイプを用いた配管構造体、ならびに生分解性パイプを用いた配管方法と工事方法および肥料供給方法 | |
| JP4186477B2 (ja) | 樹脂組成物ならびにそれからなる成形品 | |
| JP2004323791A (ja) | 射出成形体 | |
| JP5128750B2 (ja) | 生分解性樹脂組成物 | |
| CN103627029A (zh) | 酯化合物的组合物、增塑剂以及树脂组合物 | |
| KR100255116B1 (ko) | 생분해성 고분자의 제조방법 | |
| JP2005126498A (ja) | 樹脂組成物及びこの樹脂組成物を用いて形成された成形体 | |
| JP2010143995A (ja) | ポリエステル樹脂組成物およびその成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20121210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20121210 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130108 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20130108 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130709 |