JP2012144015A - 易開封性共押出多層フィルム及びこれを用いた包装体 - Google Patents
易開封性共押出多層フィルム及びこれを用いた包装体 Download PDFInfo
- Publication number
- JP2012144015A JP2012144015A JP2011005840A JP2011005840A JP2012144015A JP 2012144015 A JP2012144015 A JP 2012144015A JP 2011005840 A JP2011005840 A JP 2011005840A JP 2011005840 A JP2011005840 A JP 2011005840A JP 2012144015 A JP2012144015 A JP 2012144015A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- film
- layer
- resin layer
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Landscapes
- Packages (AREA)
- Wrappers (AREA)
- Laminated Bodies (AREA)
Abstract
【解決手段】 190℃でのMFRが2.0〜12g/10min、密度が0.930〜0.950g/cm3の直鎖状低密度ポリエチレンを60〜85質量%と、230℃でのMFRが5.0〜12g/10minのポリプロピレンを15〜40質量%とを混合してなる樹脂層と、190℃でのMFRが10〜50g/10min、密度が0.915〜0.935g/cm3の低密度ポリエチレン50〜65質量%と、230℃でのMFRが2〜15g/10minのプロピレン系樹脂を35〜50質量%とを混合してなるヒートシール層とが隣接して積層され、全厚が20〜50μm、ヒートシール層が全厚の5〜15%である易開封性共押出多層フィルム。
【選択図】 なし
Description
得られたフィルムの樹脂層(A)側にウレタン系接着剤を使用して膜厚12μmの2軸延伸ポリエステルフィルムをラミネートして、ラミネートフィルムを作成した。得られたラミネートフィルムのヒートシール層を厚さ0.3mmのポリプロピレンシートに合わせ、精密ヒートシーラー(テスター産業製)も用いて温度130〜190℃(10℃刻み)、圧力0.2MPaで幅10mmのシールバーにより、1.0秒間ヒートシールした後、放冷し、次いでヒートシールしたサンプルから15mm幅の試験片を切り取り、23℃、50%RHの恒温室において引張速度300mm/分の条件で、万能型引張試験機(株式会社エー・アンド・ディー製)で180度方向に剥離して最大荷重を測定した。(単位:N/15mm)
上記シートに上記ラミネートフィルムのヒートシール層を重ね合わせ、88角、1.2mmピッチのローレットシールを包装機を使用して行い、温度180℃、時間1.0秒間、荷重100kgの条件でヒートシールサンプルを得た。このヒートシールサンプルから15mm幅の試験片を切り取り、23℃、50%RHの恒温室において引張速度300mm/分の条件で、万能型引張試験機(株式会社エー・アンド・ディー製)で180度方向に剥離して最大荷重を測定(単位:N/15mm)するとともに、ヒートシールサンプルの角から容器の蓋を剥がすようにしてフィルムを勢いよく剥がし高速剥離させ、フィルムの裂け、材破の有無を確認し、裂けの発生が無いものを○、裂けが発生したものを×して表中に結果を記載した。
ASTM D882に従って、1%Secant Modulusを23℃、相対湿度50%雰囲気で測定した。
樹脂層(A)を二層構成とした。最外層の樹脂層(A1)用の樹脂として直鎖状低密度ポリエチレン〔密度0.94g/cm3、MFR(190℃)4g/10min;以下LLDPEという〕85部と、マルチサイト触媒を用いて合成されたプロピレン単独重合体〔MFR(230℃)8g/10min、融点164℃;以下HOPP(1)という〕15部との混合物を用い、これと積層する中間層の樹脂層(A2)用の樹脂としてLLDPE85部とHOPP(1)15部の混合物を用い、ヒートシール層(B)用の樹脂としてプロピレン−エチレンランダム共重合体〔MFR(230℃)5g/10min;以下COPPという〕50部と、低密度ポリエチレン〔密度0.92g/cm3、MFR(190℃)35g/10min;以下LDPEという〕50部との混合物を用い、樹脂層(A1)用押出機(口径30mm)と樹脂層(A2)用押出機(口径40mm)とヒートシール層(B)用押出機(口径30mm)のそれぞれに樹脂を供給し、共押出法により押出温度230℃でTダイから(A1)/(A2)/(B)の各層の厚さが12μm/15μm/3μmになるように押出し、30℃の水冷金属冷却ロールで冷却し、樹脂層(A1)の濡れ張力が40mN/mとなるようにコロナ放電処理を施した後、ロールに巻き取り、35℃の熟成室で48時間熟成させて、全厚が30μmの共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE70部とHOPP(1)30部の混合物を用いた以外は実施例1と同様にして実施例2の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE60部とHOPP(1)40部の混合物を用いた以外は実施例1と同様にして実施例3の共押出積層フィルムを得た。
ヒートシール層(B)用の樹脂としてCOPP35部とLDPE65部との混合物を用いた以外は実施例1と同様にして実施例4の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE70部とHOPP(1)30部の混合物を用い、ヒートシール層(B)用の樹脂としてCOPP35部とLDPE65部との混合物を用いた以外は実施例1と同様にして実施例5の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE60部とHOPP(1)40部の混合物を用い、ヒートシール層(B)用の樹脂としてCOPP35部とLDPE65部との混合物を用いた以外は実施例1と同様にして実施例6の共押出積層フィルムを得た。
(A1)/(A2)/(B)の各層の厚さが10.5μm/15μm/4.5μmになるように押出した以外は実施例1と同様にして実施例7の共押出積層フィルムを得た。
(A1)/(A2)/(B)の各層の厚さが16μm/20μm/4μmになるように押出した以外は実施例1と同様にして実施例8の共押出積層フィルムを得た。
(A1)/(A2)/(B)の各層の厚さが14μm/20μm/6μmになるように押出した以外は実施例1と同様にして実施例9の共押出積層フィルムを得た。
ヒートシール層(B)用の樹脂としてプロピレン−エチレン−ブテン−1ランダム共重合体〔MFR(230℃)6g/10min;以下PEBという〕50部とLDPE50部との混合物を用いた以外は実施例1と同様にして実施例10の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE60部とHOPP(1)40部の混合物を用い、ヒートシール層(B)用の樹脂としてPEB50部とLDPE50部との混合物を用いた以外は実施例1と同様にして実施例11の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPEを用い、ヒートシール層(B)用の樹脂としてCOPP60部とLDPE40部との混合物を用いた以外は実施例1と同様にして比較例1の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPEを用い、ヒートシール層(B)用の樹脂としてCOPP50部とLDPE50部との混合物を用いた以外は実施例1と同様にして比較例2の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPEを用い、ヒートシール層(B)用の樹脂としてCOPP40部とLDPE60部との混合物を用いた以外は実施例1と同様にして比較例3の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE90部とHOPP(1)10部の混合物を用いた以外は実施例1と同様にして比較例4の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE80部とマルチサイト触媒を用いて合成されたプロピレン単独重合体〔MFR(230℃)2g/10min、融点164℃;以下HOPP(2)という〕20部の混合物を用いた以外は実施例1と同様にして比較例5の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE70部とHOPP(2)30部の混合物を用いた以外は実施例1と同様にして比較例6の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE50部とHOPP(1)50部の混合物を用いた以外は実施例1と同様にして比較例7の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてHOPP(1)を用いた以外は実施例1と同様にして比較例8の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてCOPPを用いた以外は実施例1と同様にして比較例9の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂として高密度ポリエチレン〔密度0.960g/cm3、MFR(190℃)7g/10min;以下HDPEという〕を用いた以外は実施例1と同様にして比較例10の共押出積層フィルムを得た。
ヒートシール層(B)用の樹脂としてCOPP60部とLDPE40部との混合物を用いた以外は実施例1と同様にして比較例11の共押出積層フィルムを得た。
ヒートシール層(B)用の樹脂としてCOPP30部とLDPE70部との混合物を用いた以外は実施例1と同様にして比較例12の共押出積層フィルムを得た。
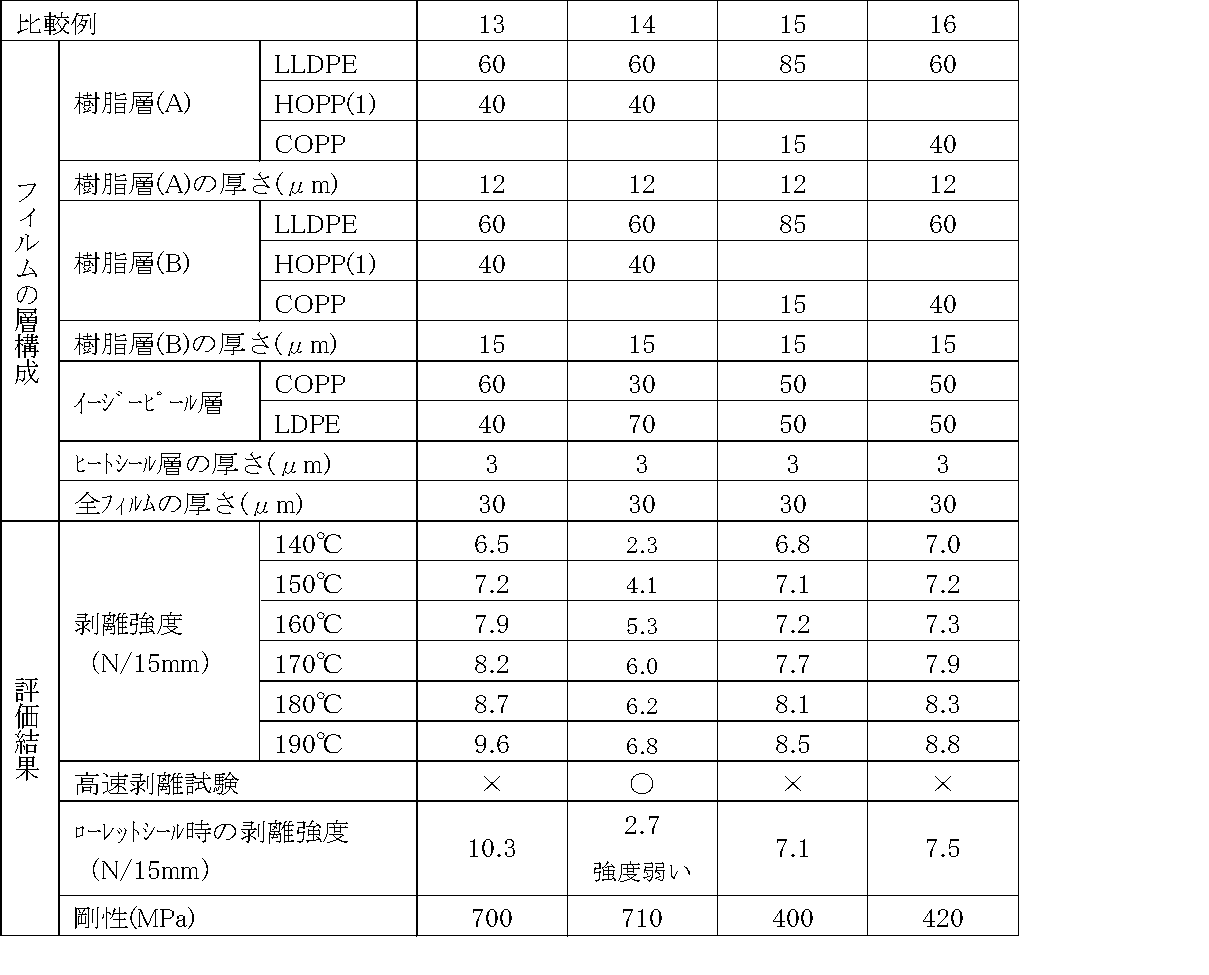
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE60部とHOPP(1)40部の混合物を用い、ヒートシール層(B)用の樹脂としてCOPP60部とLDPE40部との混合物を用いた以外は実施例1と同様にして比較例13の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE60部とHOPP(1)40部の混合物を用い、ヒートシール層(B)用の樹脂としてCOPP30部とLDPE70部との混合物を用いた以外は実施例1と同様にして比較例14の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE85部とCOPP15部の混合物を用いた以外は実施例1と同様にして比較例15の共押出積層フィルムを得た。
樹脂層(A1)、樹脂層(A2)用の樹脂としてLLDPE60部とCOPP40部の混合物を用いた以外は実施例1と同様にして比較例16の共押出積層フィルムを得た。
Claims (6)
- 190℃でのメルトフローレートが2.0〜12g/10minであり、密度が0.930〜0.950g/cm3である直鎖状低密度ポリエチレン(a1)を60〜85質量%と、230℃でのメルトフローレートが5.0〜12g/10minのポリプロピレン(a2)を15〜40質量%とを混合してなる樹脂混合物を主成分とする樹脂層(A)と、
190℃でのメルトフローレートが10〜50g/10minであり、密度が0.915〜0.935g/cm3である低密度ポリエチレン(b1)50〜65質量%と、230℃でのメルトフローレートが2〜15g/10minのプロピレン系樹脂(b2)を35〜50質量%とを混合してなる樹脂混合物を主成分とするヒートシール層(B)と、
が隣接して積層されてなる共押出多層フィルムであって、
フィルムの全厚が20〜50μmであり、且つ前記ヒートシール層(B)の厚さがフィルム全厚の5〜15%の範囲であることを特徴とする易開封性共押出多層フィルム。 - 前記プロピレン系樹脂(b2)が、プロピレン−エチレン−ブテン−1ランダム共重合体、又はプロピレン−エチレンランダム共重合体である請求項1記載の易開封性共押出多層フィルム。
- 樹脂層(A)が2層以上の多層構成である請求項1又は2記載の易開封性共押出多層フィルム。
- 請求項1〜3の何れか1項記載の易開封性共押出多層フィルムの樹脂層(A)上に基材をラミネートしてなることを特徴とする包装体。
- プロピレン系樹脂を最外層に有する容器の蓋材である請求項4記載の包装体。
- ローレットシール用である請求項5記載の包装体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011005840A JP5737560B2 (ja) | 2011-01-14 | 2011-01-14 | 易開封性共押出多層フィルム及びこれを用いた包装体 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011005840A JP5737560B2 (ja) | 2011-01-14 | 2011-01-14 | 易開封性共押出多層フィルム及びこれを用いた包装体 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012144015A true JP2012144015A (ja) | 2012-08-02 |
| JP5737560B2 JP5737560B2 (ja) | 2015-06-17 |
Family
ID=46788093
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011005840A Active JP5737560B2 (ja) | 2011-01-14 | 2011-01-14 | 易開封性共押出多層フィルム及びこれを用いた包装体 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5737560B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017132134A (ja) * | 2016-01-28 | 2017-08-03 | 株式会社プライムポリマー | 積層体、その製造方法及び液体包装袋 |
| WO2019069759A1 (ja) * | 2017-10-03 | 2019-04-11 | 住友ベークライト株式会社 | 多層フィルム及び包装体 |
| JP2020059258A (ja) * | 2018-10-12 | 2020-04-16 | ジェイフィルム株式会社 | 易開封性シーラントフィルムおよび包装体 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001219518A (ja) * | 2000-02-08 | 2001-08-14 | Showa Denko Plastic Products Co Ltd | 積層フィルム |
| JP2001310431A (ja) * | 2000-04-28 | 2001-11-06 | Dainippon Ink & Chem Inc | 易開封性複合フィルム及び包装容器 |
| JP2002241716A (ja) * | 2001-02-16 | 2002-08-28 | Tohcello Co Ltd | 熱融着フィルム及びそれからなる包装体 |
| JP2003136586A (ja) * | 2001-11-02 | 2003-05-14 | Shigemichi Hiraoka | ポリエチレン樹脂製ブロー成形容器用インモールドラベル、ポリエチレン樹脂製ブロー成形容器およびその製造方法 |
| JP2005153324A (ja) * | 2003-11-26 | 2005-06-16 | Dainippon Ink & Chem Inc | 共押出多層フィルムおよびラミネートフィルム |
-
2011
- 2011-01-14 JP JP2011005840A patent/JP5737560B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001219518A (ja) * | 2000-02-08 | 2001-08-14 | Showa Denko Plastic Products Co Ltd | 積層フィルム |
| JP2001310431A (ja) * | 2000-04-28 | 2001-11-06 | Dainippon Ink & Chem Inc | 易開封性複合フィルム及び包装容器 |
| JP2002241716A (ja) * | 2001-02-16 | 2002-08-28 | Tohcello Co Ltd | 熱融着フィルム及びそれからなる包装体 |
| JP2003136586A (ja) * | 2001-11-02 | 2003-05-14 | Shigemichi Hiraoka | ポリエチレン樹脂製ブロー成形容器用インモールドラベル、ポリエチレン樹脂製ブロー成形容器およびその製造方法 |
| JP2005153324A (ja) * | 2003-11-26 | 2005-06-16 | Dainippon Ink & Chem Inc | 共押出多層フィルムおよびラミネートフィルム |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017132134A (ja) * | 2016-01-28 | 2017-08-03 | 株式会社プライムポリマー | 積層体、その製造方法及び液体包装袋 |
| WO2019069759A1 (ja) * | 2017-10-03 | 2019-04-11 | 住友ベークライト株式会社 | 多層フィルム及び包装体 |
| JPWO2019069759A1 (ja) * | 2017-10-03 | 2019-11-14 | 住友ベークライト株式会社 | 多層フィルム及び包装体 |
| JP2020059258A (ja) * | 2018-10-12 | 2020-04-16 | ジェイフィルム株式会社 | 易開封性シーラントフィルムおよび包装体 |
| JP7089454B2 (ja) | 2018-10-12 | 2022-06-22 | ジェイフィルム株式会社 | 易開封性シーラントフィルムおよび包装体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5737560B2 (ja) | 2015-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI755577B (zh) | 積層薄膜及食品包裝袋 | |
| JP7140105B2 (ja) | 積層フィルム及び食品包装袋 | |
| JP5869569B2 (ja) | 直線性のある引き裂き特性を持つヒートシール可能フィルム | |
| JP6160798B2 (ja) | 積層フィルム及び包装材 | |
| JP7140104B2 (ja) | 積層フィルム及び食品包装袋 | |
| JP6176935B2 (ja) | 横方向性ヒートシールフィルム及びこれを用いた易開封包装体 | |
| JP4860169B2 (ja) | 易開封性共押出フィルムならびに該フィルムを用いた蓋材および深絞り成形容器 | |
| JP4702245B2 (ja) | 共押出多層フィルム、並びに該フィルムを用いたラミネートフィルム及び包装材 | |
| JP4344997B2 (ja) | 易開封性共押出多層フィルムおよび易開封性ラミネートフィルム | |
| JP5737560B2 (ja) | 易開封性共押出多層フィルム及びこれを用いた包装体 | |
| JP6150687B2 (ja) | 多層シーラントフィルム | |
| JP2012045886A (ja) | 共押出多層フィルム及びこれを用いる蓋材 | |
| JP2011201587A (ja) | 易開封食品包装袋用積層フィルムおよび易開封食品包装袋 | |
| JP6837625B2 (ja) | 易開封性複合フィルム | |
| JP6822198B2 (ja) | シーラント用接着剤及び易剥離性フィルム | |
| JP2005103904A (ja) | 共押出多層フィルム及びラミネートフィルム | |
| JP4938213B2 (ja) | 共押出多層フィルムおよびラミネートフィルム | |
| JP4456824B2 (ja) | 易開封性多層フィルム、当該フィルムからなる蓋材及び包装体 | |
| CN109562612B (zh) | 层叠膜、层压膜及包装容器 | |
| JP3841877B2 (ja) | 多層フィルム及びそれを用いた積層体 | |
| JP6624358B1 (ja) | 積層フィルム及び蓋材 | |
| JP2003246031A (ja) | 易開封性積層フィルム | |
| JP4692818B2 (ja) | 共押出積層フィルム並びにそれを用いたラミネートフィルム及び包装容器 | |
| JP4877062B2 (ja) | 共押出多層フィルム及び該フィルムからなる包装材 | |
| JP2018090658A (ja) | シーラント用接着剤及び易剥離性フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140918 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150326 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150408 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5737560 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |