JP2012136741A - 燃料タンク用表面処理鋼板 - Google Patents
燃料タンク用表面処理鋼板 Download PDFInfo
- Publication number
- JP2012136741A JP2012136741A JP2010290199A JP2010290199A JP2012136741A JP 2012136741 A JP2012136741 A JP 2012136741A JP 2010290199 A JP2010290199 A JP 2010290199A JP 2010290199 A JP2010290199 A JP 2010290199A JP 2012136741 A JP2012136741 A JP 2012136741A
- Authority
- JP
- Japan
- Prior art keywords
- plating
- fuel tank
- amount
- fuel
- steel sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Electroplating Methods And Accessories (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Abstract
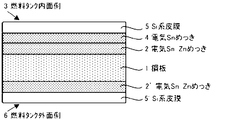
【解決手段】 鋼板の両面に片面当たり1g/m2〜20g/m2で、かつ質量%で、10〜50%Zn、残部Snおよび不可避的不純物からなる化学成分の電気Sn−Znめっき層を有し、さらに片面のみの上層に0.5〜10g/m2のSnめっき層、さらにその上層に片面当りSiO2換算で1〜1000mg/m2のSi化合物を含有したSi系皮膜を有することを特徴とする燃料タンク用表面処理鋼板。
【選択図】 図1
Description
また、付着量が1g/m2未満であると、めっき金属が犠牲防食効果を十分に持たなくなり、早期の赤錆発生が問題となるので、付着量を1g/m2以上とした。
Si系皮膜成分は主にSi化合物であり、SiO2換算の皮膜付着量として1mg/m2未満では、耐食性、塗装密着性が得られず、付着量が1000mg/m2を超えるとスポット溶接性が低下する。従って、Si化合物は、片面当りSiO2換算で1〜1000mg/m2と限定した。Si系皮膜成分を形成するのに配合するシリカの粒径は特に限定するものではないが、通常使用されている平均粒径6〜100μmのコロイダルシリカを使用することができる。
70mm×150mm×0.8mmtのテストピースにエポキシ系塗料を乾燥膜厚で20μm塗布し、中心部に長さ100mmの疵をカッターで付与したものを試験に供した。エッジと端面にはポリエステルテープによりマスキングした。JASO M609に準拠して500サイクルでの腐食深さを深度顕微鏡で測定した。腐食深さにて0.2mm以下および片側最大塗膜膨れ幅を目視して5mm以下を良好とした。良好の場合を○、不良の場合を×で示した。
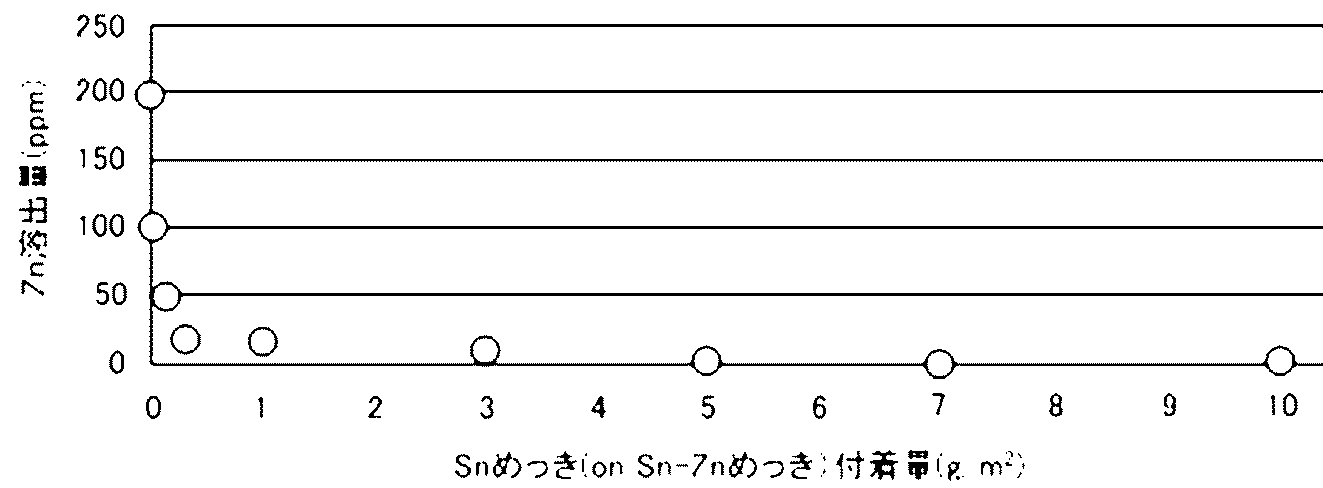
タンク内面の耐食性は圧力容器中にて、100℃×6気圧で24時間放置した強制劣化ガソリンに10vol%の水を添加し腐食液(蟻酸などの有機酸)を作製した。この腐食液350ml中にて、ビードつき引抜加工をおこなっためっき鋼板(板厚減少率15%、30×35mm端面・裏面マスキング)を45℃×6週間の密封浸漬腐食試験を行い、溶出した亜鉛イオンの溶出量を測定した。亜鉛イオン溶出量は20ppm未満を良好とした。良好の場合を○、不良の場合を×で示した。
下記に示す溶接条件でスポット溶接を行い、ナゲット系が4√tを切った時点までの連続打点数を評価した。片面塗装の際には、重ね合わせたときにSnめっき面が片方の鋼板は内側、もう片方は外側となるようにして評価した。
〔溶接条件〕
溶接電流:10KA、加圧力:240kg、溶接通電時間:12サイクル(60Hz)
電 極 :ドーム型電極、先端径6mm
〔評価基準〕
連続打点400点以上を良好とした。良好の場合を○、不良の場合を×で示した。
2、2’ 電気Sn−Znめっき
3 燃料タンク内面側
4 電気Snめっき
5、5’ Si系皮膜
6 燃料タンク外面側
Claims (2)
- 鋼板の両面に片面当たり1g/m2〜20g/m2で、かつ質量%で、10〜50%Zn、残部Snおよび不可避的不純物からなる化学成分の電気Sn−Znめっき層を有し、さらに片面のみの上層に0.5〜10g/m2のSnめっき層、さらにその上層に片面当りSiO2換算で1〜1000mg/m2のSi化合物を含有したSi系皮膜を有することを特徴とする燃料タンク用表面処理鋼板。
- 燃料タンク外面側となる面には、片面当たり1g/m2〜20g/m2で、かつ質量%で、10〜50%Zn、残部Snおよび不可避的不純物からなる化学成分の電気Sn−Znめっき層を有し、さらにその上層に片面当りSiO2換算で1〜1000mg/m2のSi化合物を含有したSi系皮膜を有することを特徴とする請求項1記載の燃料タンク用表面処理鋼板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010290199A JP5505294B2 (ja) | 2010-12-27 | 2010-12-27 | 燃料タンク用表面処理鋼板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010290199A JP5505294B2 (ja) | 2010-12-27 | 2010-12-27 | 燃料タンク用表面処理鋼板 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012136741A true JP2012136741A (ja) | 2012-07-19 |
| JP5505294B2 JP5505294B2 (ja) | 2014-05-28 |
Family
ID=46674389
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010290199A Active JP5505294B2 (ja) | 2010-12-27 | 2010-12-27 | 燃料タンク用表面処理鋼板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5505294B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6191390A (ja) * | 1984-10-11 | 1986-05-09 | Nippon Steel Corp | アルコ−ルもしくはアルコ−ル含有燃料容器用鋼板 |
| JPH06116749A (ja) * | 1992-05-18 | 1994-04-26 | Usui Internatl Ind Co Ltd | 燃料との接触部を有する鋼板製部品及びその製造方法、並びにそれに用いる鋼板 |
| JPH1018054A (ja) * | 1996-07-08 | 1998-01-20 | Kawasaki Steel Corp | ガソリンタンク用表面処理鋼板 |
| JP2005320554A (ja) * | 2004-05-06 | 2005-11-17 | Nippon Steel Corp | 溶融Sn−Zn系めっき塗装鋼板 |
-
2010
- 2010-12-27 JP JP2010290199A patent/JP5505294B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6191390A (ja) * | 1984-10-11 | 1986-05-09 | Nippon Steel Corp | アルコ−ルもしくはアルコ−ル含有燃料容器用鋼板 |
| JPH06116749A (ja) * | 1992-05-18 | 1994-04-26 | Usui Internatl Ind Co Ltd | 燃料との接触部を有する鋼板製部品及びその製造方法、並びにそれに用いる鋼板 |
| JPH1018054A (ja) * | 1996-07-08 | 1998-01-20 | Kawasaki Steel Corp | ガソリンタンク用表面処理鋼板 |
| JP2005320554A (ja) * | 2004-05-06 | 2005-11-17 | Nippon Steel Corp | 溶融Sn−Zn系めっき塗装鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5505294B2 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5640312B2 (ja) | 耐食性と溶接性に優れる亜鉛系合金めっき鋼材及び耐食性に優れる塗装鋼材 | |
| JP5130486B2 (ja) | 高耐食性溶融Zn系めっき鋼材 | |
| JPH04214895A (ja) | めっき性と溶接性に優れた表面処理鋼板およびその製造方法 | |
| JP6782621B2 (ja) | 自動車用部材 | |
| JP2009120948A (ja) | 耐食性及び溶接性に優れる合金めっき鋼材 | |
| JP3485457B2 (ja) | 耐食性、溶接性に優れた燃料タンク用防錆鋼板 | |
| JPS5815554B2 (ja) | カチオン電着塗装用のメッキ鋼材 | |
| JP5505294B2 (ja) | 燃料タンク用表面処理鋼板 | |
| JP6541992B2 (ja) | 塗装かつ犠牲防食効果を利用した耐穴あき性に優れた自動車用部材および自動車用給油管 | |
| JP2012132084A (ja) | 燃料タンク用表面処理鋼板 | |
| JP2001355051A (ja) | 耐食性に優れた溶融Zn−Sn系めっき鋼板 | |
| JPS6026835B2 (ja) | 塩水環境下での耐食性に優れた亜鉛−マンガン合金電気メツキ鋼板 | |
| JPH0142356B2 (ja) | ||
| JPH0210236B2 (ja) | ||
| JP4537894B2 (ja) | 良好な耐食性・溶接性を有する溶融Sn−Zn系めっき鋼板 | |
| JPS627890A (ja) | 耐食性,塗装性能及び加工性に優れた亜鉛系メツキ鋼板 | |
| JPS61246058A (ja) | 燃料容器用高耐食性塗装鋼板 | |
| JPH0536518B2 (ja) | ||
| JPH04337098A (ja) | 耐食性、めっき密着性に優れたZn−Ni−Mo系複層電気亜鉛合金めっき鋼板 | |
| JPS61194195A (ja) | 高耐食性二層メツキ鋼板 | |
| JP3071667B2 (ja) | 加工性・耐食性に優れた燃料タンク用防錆鋼板 | |
| KR960003731B1 (ko) | 고내식성 납-주석 합금도금강판 및 그 제조방법 | |
| JP2002105615A (ja) | 溶融Sn−Mg系めっき鋼板 | |
| JPH0273980A (ja) | 高耐食性複層めっき鋼板 | |
| JPS642195B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140303 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5505294 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |