JP2012131962A - 樹脂複合材料の製造方法及び樹脂複合材料 - Google Patents
樹脂複合材料の製造方法及び樹脂複合材料 Download PDFInfo
- Publication number
- JP2012131962A JP2012131962A JP2010287544A JP2010287544A JP2012131962A JP 2012131962 A JP2012131962 A JP 2012131962A JP 2010287544 A JP2010287544 A JP 2010287544A JP 2010287544 A JP2010287544 A JP 2010287544A JP 2012131962 A JP2012131962 A JP 2012131962A
- Authority
- JP
- Japan
- Prior art keywords
- resin composite
- composite material
- resin
- carbon material
- fluid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/54—Improvements relating to the production of bulk chemicals using solvents, e.g. supercritical solvents or ionic liquids
Landscapes
- Processes Of Treating Macromolecular Substances (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【解決手段】合成樹脂と、グラフェン構造を有する炭素材料とを、亜臨界流体または超臨界流体中において混練することにより、炭素材料を合成樹脂中に分散させる樹脂複合材料の製造方法、並びに上記製造方法により得られた樹脂複合材料。
【選択図】図1
Description
本発明の樹脂複合材料の製造方法では、まずグラフェン構造をもつ炭素材料と合成樹脂とを、亜臨界流体または超臨界流体溶媒中において混練する。本発明において、亜臨界流体とは、超臨界状態には達していないが、温度及び圧力の少なくとも一方が、流体の臨界温度または臨界圧力以上、あるいは流体の臨界温度または臨界圧力に充分に近く、超臨界状態に近い状態にある流体を意味する。超臨界流体とは、超臨界状態にある流体を意味し、具体的には、温度が流体の臨界温度以上かつ圧力が流体の臨界圧力以上の状態にあり、液体の性質と気体の性質を併せ持つ流体を意味する。
亜臨界状態または超臨界状態における溶媒の粘度は低く、樹脂粘度もより低くすることができる。よって、通常の混練では粘度が高く、混練しにくい樹脂であっても亜臨界状態または超臨界状態において低粘度となった溶媒による可塑化効果により混練効果が飛躍的に高まる。
本発明の樹脂複合材料の製造方法では、上記合成樹脂としては、特に限定されるわけではないが、熱可性樹脂が好適に用いられる。熱可塑性樹脂を用いた樹脂複合材料では、加熱下により様々な成形方法を用いて様々な成形品を容易に得ることができる。このような熱可塑性樹脂としては、適用可能な樹脂としては例えば、ポリエチレン、ポリプロピレン、エチレン酢酸ビニル共重合体、アクリロニトリルスチレン共重合体、アクリロニトリルブタジエンスチレン共重合体、ポリ塩化ビニル、アクリル樹脂、メタクリル樹脂、ポリスチレン、ポリテトラフルオロエチレン、ポリクロロトリフロオロエチレン、ポリビニリデンフルオライド、エチレンビニルアルコール共重合体、塩化ビニリデン樹脂、塩素化ポリエチレン、ポリジシクロペンタジエン、メチルペンテン樹脂、ポリブチレン、ポリフェニレンエーテル、ポリアミド、ポリフェニレンエーテル、ポリフェニレンスルフィド、ポリエーテルエーテルケトン、ポリアリルエーテルケトン、ポリアミドイミド、ポリイミド、ポリエーテルイミド、ポリスルホン、ポリエーテルスルホン、ノルボルネン系樹脂、ポリビニルアルコール、ウレタン樹脂、ポリビニルピロリドン、ポリエトキシエチルメタクリレート、ポリホルムアルデヒド、セルロースジアセテート、ポリビニルブチラール等が挙げられる。特に、好ましくは、安価であり、加熱下の成形が容易であるポリオレフィンが望ましい。
本発明においては、樹脂複合材料に補強効果を与えるため、あるいは場合によっては導電性を与えるために、グラフェン構造を有する炭素材料が用いられている。グラフェン構造を有する炭素材料としては、グラフェンシート、カーボンナノチューブ、グラファイト及びこれらの集合体からなる群から選択された少なくとも1種を用いることができる。
本発明に係る樹脂複合材料においては、上記合成樹脂及び上記炭素材料の他に、本発明の目的を阻害しない範囲で、様々な添加剤を用いてもよい。このような添加剤としては、フェノール系、リン系、アミン系もしくはイオウ系等の酸化防止剤;金属害防止剤;ヘキサブロモビフェニルエーテルもしくはデカブロモジフェニルエーテル等のハロゲン化難燃剤;ポリリン酸アンモニウムもしくはトリメチルフォスフェート等の難燃剤;各種充填剤;帯電防止剤;安定剤;顔料等を挙げることができる。
本発明の樹脂複合材料の製造方法では、グラフェン構造をもつ上記炭素材料と、上記合成樹脂と、上記亜臨界流体または超臨界流体とを混練する。好ましくは、常温常圧で液体状態または気体状態である溶媒を、グラフェン構造をもつ上記炭素材料及び上記合成樹脂と常温常圧において混合した後に、加熱及び加圧して亜臨界流体または超臨界流体とし、この状態で混練する。
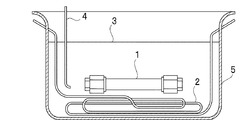
本発明の樹脂複合材料の製造方法に用いる製造装置の一例を図1に示す。図1の製造装置では、金属塩溶融浴槽5内に金属塩3が貯留されている。金属塩3中には製造容器1が沈められている。また、金属塩3を加熱溶融するためのヒーター2が金属塩3に挿入されている。金属塩3の温度を検出するように、金属塩溶融浴槽5内に熱電対4が設けられている。金属塩3はヒーター2で加熱溶融され、その温度が熱電対4により検出される。従って、検出された温度に基づいてヒーター2による加熱程度を調整することにより、金属塩3の温度を制御することができる。
図1に示した製造装置を用いて本発明の樹脂複合材料を製造する方法としては、例えば、以下に示すような方法が挙げられる。グラフェン構造を有する炭素材料と、合成樹脂と、溶媒とを、製造容器1に投入する。製造容器1を充分にシールした後、上記金属塩溶融浴5に投入することにより、上記溶媒を加熱及び加圧して亜臨界流体または超臨界流体とする。この状態で所定の時間保持して、上記炭素材料と合成樹脂を混合する。その後、製造容器1を冷却浴に素早く投入し、急速に冷却する。充分に冷却した後、製造容器1内に生成した樹脂複合材料を取り出す。
図1に例示した回分式の製造容器1(管型容器、SUS316製、Tube Bomb Reacter、内容積100cc)に、表1に示した配合組成に従って溶媒、ポリプロピレン系樹脂(プライムポリマー社製 商品名「J−721GR」、23℃における引張弾性率:1.2GPa)、または熱可塑性ノルボルネン系樹脂(ZEON社製「ゼオノア1600」、23℃における引張弾性率:2.4GPa)、薄片化黒鉛A(XG SCIENCE社製 商標名「XGnP−5」、使用前にSEMを用いて観察した層面の面方向における最大寸法:約5.0μm、層厚み:約60nm、炭素元素量>99.5atm%)を所定量投入し、製造容器内を窒素置換した。次いで、製造容器1をマイクロヒーター2(助川電気工業社製)を備えた金属塩溶融浴槽5(新日豊化学社製)中の金属塩3中に沈め、表1に示した温度、圧力及び処理時間により処理した。その後、製造容器1を氷水中に浸けて冷却し、得られた樹脂複合材料を取り出して40℃で真空乾燥した。乾燥後の樹脂複合物を190℃の熱プレスにより成型して、約0.5mm厚の樹脂複合シートを得た。

表1に従い、水にCO2を混合しなかったこと以外は実施例3と同様にして、樹脂複合シートを得た。
黒鉛単結晶粉末0.25gを65重量%の 濃硫酸11.5mlに供給して、得られた混合物を10℃の水浴により冷却しながら撹拌した。次に、黒鉛単結晶粉末と濃硫酸との撹拌によって得られた混合物に、過マンガン酸カリウム1.5gを徐々に加えながら混合物を撹拌し、混合物を35℃で30分に亘って反応させた。
表1に従い、溶媒の温度、圧力条件以外は実施例5と同様にして、樹脂複合シートを得た。
図2に例示した製造装置、同方向二軸押出機(スクリュー径=15mm、スクリュー有効長さ/スクリュー径=120)を用いて、ポリプロピレン系樹脂(プライムポリマー社製 商品名「J−721GR」、23℃における引張弾性率:1.2GPa)、薄片化黒鉛A(XG SCIENCE社製 商標名「XGnP−5」、使用前にSEMを用いて観察した層面の面方向における最大寸法:約5.0μm、層厚み:約60nm、炭素元素量>99.5atm%)を180〜240℃に加熱溶融して混練(スクリュー回転数=300rpm)し、ポンプを用いてCO2を12MPaで注入した。投入量から導かれるCO2/樹脂複合混合物の体積比は約6であった。この混練物を押出機先端に取り付けたT−ダイから、押出し冷却ロールにて厚み約4mm厚の発泡シート状に成形した。この発泡シートを190℃熱プレスで脱気・成型して、約0.5mm厚の樹脂複合シートを得た。
表1に示した配合組成に従って、ポリプロピレン系樹脂(プライムポリマー社製 商品名「J−721GR」、23℃における引張弾性率:1.2GPa)、または熱可塑性ノルボルネン系樹脂(ZEON社製「ゼオノア1600」、23℃における引張弾性率:2.4GPa)、薄片化黒鉛A(XG SCIENCE社製 商標名「XGnP−5」、使用前にSEMを用いて観察した層面の面方向における最大寸法:約5.0μm、層厚み:約60nm、炭素元素量>99.5atm%)をプラストミルに供給し、表1の温度で混練、プレス成形することによって、厚みが0.5mmの樹脂複合シートを得た。
実施例5においてCO2を注入しなかったこと、及び押出機先端に取り付けたTダイからは約0.8mm厚のシートが得られたこと以外は、実施例6と同様にして、樹脂複合シートを得た。
得られた樹脂複合材料シートの23℃における引張弾性率をJIS K6767により測定し、その結果を表2に示した。
2 ヒーター
3 金属塩
4 熱電対
5 金属塩溶融浴槽
6 原料ホッパー
7 サイドフィーダー
8 供給口
9 スクリュー部
10 ベント
11 ロータリーゲートバルブ
Claims (8)
- グラフェン構造を有する炭素材料と、合成樹脂とを、亜臨界流体または超臨界流体溶媒中において混練することにより、前記炭素材料を前記合成樹脂中に分散させる、樹脂複合材料の製造方法。
- 前記グラフェン構造を有する炭素材料が、グラフェン、カーボンナノチューブ、薄片化黒鉛及びこれらの集合体からなる群から選択された少なくとも1種の炭素材料である、請求項1に記載の樹脂複合材料の製造方法。
- 前記亜臨界流体または超臨界流体が、常温常圧で気体状態である、請求項1または2のいずれか1項に記載の樹脂複合材料の製造方法。
- 前記亜臨界流体または超臨界流体が、常温常圧で液体状態である、請求項1または2のいずれか1項に記載の樹脂複合材料の製造方法。
- 前記亜臨界流体または超臨界流体が、2種類以上の溶媒の混合物である、請求項1または2のいずれか1項に記載の樹脂複合材料の製造方法。
- 前記合成樹脂が熱可塑性樹脂である、請求項1〜5のいずれか1項に記載の樹脂複合材料の製造方法。
- 前記熱可塑性樹脂がポリオレフィンである、請求項6に記載の樹脂複合材料の製造方法。
- 請求項1〜7のいずれか1項に記載の樹脂複合材料の製造方法により得られた樹脂複合材料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010287544A JP2012131962A (ja) | 2010-12-24 | 2010-12-24 | 樹脂複合材料の製造方法及び樹脂複合材料 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010287544A JP2012131962A (ja) | 2010-12-24 | 2010-12-24 | 樹脂複合材料の製造方法及び樹脂複合材料 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012131962A true JP2012131962A (ja) | 2012-07-12 |
Family
ID=46647929
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010287544A Pending JP2012131962A (ja) | 2010-12-24 | 2010-12-24 | 樹脂複合材料の製造方法及び樹脂複合材料 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012131962A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014025037A (ja) * | 2012-07-30 | 2014-02-06 | Sumitomo Chemical Co Ltd | 樹脂組成物およびその製造方法 |
| WO2018218365A1 (en) * | 2017-05-31 | 2018-12-06 | Nanoxplore Inc. | Methods of exfoliating and dispersing a graphitic material into polymer matrices using supercritical fluids |
| CN114874564A (zh) * | 2022-04-24 | 2022-08-09 | 宜宾天亿新材料科技有限公司 | 高热稳定性超低聚合度pvc复合材料的制备方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005200436A (ja) * | 2002-12-26 | 2005-07-28 | Research Laboratory Of Plastics Technology Co Ltd | カーボンナノ線条体分散樹脂組成物の製造方法 |
| JP2008163124A (ja) * | 2006-12-27 | 2008-07-17 | Kuraray Co Ltd | ナノサイズの無機微粒子を含有する熱可塑性重合体組成物の製造方法 |
| JP2010189621A (ja) * | 2009-01-20 | 2010-09-02 | Taiyo Nippon Sanso Corp | 複合樹脂材料粒子及びその製造方法 |
| JP2010253738A (ja) * | 2009-04-23 | 2010-11-11 | Hitachi Maxell Ltd | ナノカーボン分散成形体の製造方法、及びナノカーボン分散成形体 |
-
2010
- 2010-12-24 JP JP2010287544A patent/JP2012131962A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005200436A (ja) * | 2002-12-26 | 2005-07-28 | Research Laboratory Of Plastics Technology Co Ltd | カーボンナノ線条体分散樹脂組成物の製造方法 |
| JP2008163124A (ja) * | 2006-12-27 | 2008-07-17 | Kuraray Co Ltd | ナノサイズの無機微粒子を含有する熱可塑性重合体組成物の製造方法 |
| JP2010189621A (ja) * | 2009-01-20 | 2010-09-02 | Taiyo Nippon Sanso Corp | 複合樹脂材料粒子及びその製造方法 |
| JP2010253738A (ja) * | 2009-04-23 | 2010-11-11 | Hitachi Maxell Ltd | ナノカーボン分散成形体の製造方法、及びナノカーボン分散成形体 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014025037A (ja) * | 2012-07-30 | 2014-02-06 | Sumitomo Chemical Co Ltd | 樹脂組成物およびその製造方法 |
| WO2018218365A1 (en) * | 2017-05-31 | 2018-12-06 | Nanoxplore Inc. | Methods of exfoliating and dispersing a graphitic material into polymer matrices using supercritical fluids |
| JP2020521864A (ja) * | 2017-05-31 | 2020-07-27 | ナノエクスプローラ インコーポレイテッド | 超臨界流体を使用してポリマー母材中に黒鉛材料を剥離し分散させる方法 |
| US10774195B2 (en) | 2017-05-31 | 2020-09-15 | Nanoxplore Inc. | Method of exfoliating and dispersing a graphitic material into polymer matrices using supercritical fluids |
| US11603448B2 (en) | 2017-05-31 | 2023-03-14 | Nanoxplore Inc. | Methods of exfoliating and dispersing a graphitic material into polymer matrices using supercritical fluids |
| JP7319198B2 (ja) | 2017-05-31 | 2023-08-01 | ナノエクスプローラ インコーポレイテッド | 超臨界流体を使用してポリマー母材中に黒鉛材料を剥離し分散させる方法 |
| CN114874564A (zh) * | 2022-04-24 | 2022-08-09 | 宜宾天亿新材料科技有限公司 | 高热稳定性超低聚合度pvc复合材料的制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Kaseem et al. | Fabrication and materials properties of polystyrene/carbon nanotube (PS/CNT) composites: a review | |
| JP6490580B2 (ja) | 非常に低含有量の炭素系ナノフィラーを有する複合材料、これらの調製方法およびこれらの使用 | |
| JP6652049B2 (ja) | カーボンナノチューブ分散液の製造方法およびカーボンナノチューブ分散液、複合材料用組成物の製造方法および複合材料の製造方法、並びに、複合材料および複合材料成形体 | |
| KR20130092420A (ko) | 탄소 나노튜브 및 그라핀을 함유하는 열가소성 및/또는 엘라스토머성 복합 재료 | |
| JP2010222582A (ja) | ナノチューブの含有量が高いエラストマーの複合材料の製造方法 | |
| CN107619496B (zh) | 双峰闭孔结构的发泡聚合物复合材料及其制备方法 | |
| JP2013233790A (ja) | 樹脂成形体の製造方法及び樹脂成形体 | |
| Xiao et al. | Strategy to enhance conductivity of polystyrene/graphene composite foams via supercritical carbon dioxide foaming process | |
| US10800907B2 (en) | Process for preparation of polyethylene nanocomposite | |
| KR20140027192A (ko) | 탄소 나노튜브 및 코어-쉘 구조를 갖는 입자를 함유하는 복합 재료 | |
| Tong et al. | Promoting compatibilization effect of graphene oxide on immiscible PS/PVDF blend via water-assisted mixing extrusion | |
| Li et al. | Polypropylene/hydroxyl-multiwall carbon nanotubes composites: crystallization behavior, mechanical properties, and foaming performance | |
| JP7287944B2 (ja) | カーボンナノ粒子のインターカレーションを使用したナノ構造材料の製造方法 | |
| KR20110087456A (ko) | 전도성이 향상된 고분자-탄소나노튜브 복합체 제조방법 | |
| JP2012131962A (ja) | 樹脂複合材料の製造方法及び樹脂複合材料 | |
| JP6873360B2 (ja) | 熱可塑性樹脂組成物 | |
| WO2013150973A1 (ja) | 樹脂複合材料の製造方法及び樹脂複合材料 | |
| TWI548789B (zh) | 碳奈米纖維凝集體、熱塑性樹脂組成物及熱塑性樹脂組成物之製造方法 | |
| JP6874012B2 (ja) | グラフェン及びグラフェンナノプレートレットを含有する組成物並びにその調製方法 | |
| JP6310736B2 (ja) | 熱可塑性樹脂組成物の製造方法及び熱可塑性樹脂組成物 | |
| WO2020026790A1 (ja) | 表面修飾ナノダイヤモンド、前記表面修飾ナノダイヤモンドを含む分散液、及び複合材料 | |
| JP2012224810A (ja) | 混合液、樹脂複合材料及び樹脂複合材料の製造方法 | |
| JP6503164B2 (ja) | 熱可塑性樹脂組成物の製造方法 | |
| JP2004307719A (ja) | ポリマーアロイ複合材料の製造方法、ポリマーアロイ複合材料及び成形品 | |
| JP6836278B2 (ja) | 酸化グラフェンのin situ還元によってポリマー/還元型酸化グラフェンナノ複合材料を生成するための方法およびシステム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140114 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140121 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140311 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140708 |