JP2012121237A - 金属成形品のシール構造 - Google Patents
金属成形品のシール構造 Download PDFInfo
- Publication number
- JP2012121237A JP2012121237A JP2010274272A JP2010274272A JP2012121237A JP 2012121237 A JP2012121237 A JP 2012121237A JP 2010274272 A JP2010274272 A JP 2010274272A JP 2010274272 A JP2010274272 A JP 2010274272A JP 2012121237 A JP2012121237 A JP 2012121237A
- Authority
- JP
- Japan
- Prior art keywords
- seal
- molded product
- metal molded
- peripheral wall
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Abstract
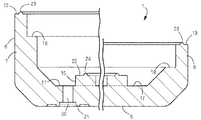
【解決手段】金属成形品1が、接合対象2の開口を覆う主壁5と、主壁5の周囲に突設される周囲壁6を一体に備えている。主壁5の内面に区画リブ19を突設して、区画リブ19と周囲壁6との間にシール体3用のシール溝17を形成する。周囲壁6の内面にシール座18を形成する。シール座18は、周囲壁6の内面に沿って3次元平面状に形成してある。周囲壁6の突端面13と区画リブ19の突端面22のそれぞれに、リブ状の微小突起23・24を無端状に突設する。固定金型25と可動金型26との間に金属成形品1を装填し、型締めされた可動金型26で微小突起23・24を押し潰し、キャビティ31を封止した状態でシール体3を金属成形品1に対してアウトサート成形する。
【選択図】図1
Description
本発明の目的は、シール体がごく小さな隙間でも浸入してバリを生じやすい液状のシリコーンゴムで形成してあるにも拘らず、バリが形成されるのを確実に防止してバリ除去の手間を省略できる金属成形品のシール構造を提供することにある。
2 接合対象(筐体)
3 シール体
5 主壁
6 周囲壁
13 周囲壁の突端面
17 シール溝
18 シール座
19 区画リブ
22 区画リブの突端面
23・24 微小突起
25 固定金型
26 可動金型
34 シールベース
35 シール部分
Claims (5)
- 接合対象(2)に対して、シール体(3)を介して接合される金属成形品(1)であって、
金属成形品(1)は、接合対象(2)の開口を覆う主壁(5)と、主壁(5)の周囲に突設される周囲壁(6)を一体に備えており、
主壁(5)の内面に区画リブ(19)を突設して、区画リブ(19)と周囲壁(6)との間にシール体(3)を装填するためのシール溝(17)が形成されており、
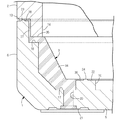
周囲壁(6)の内面にシール体(3)のシール部分(35)を支持するシール座(18)が形成されており、
シール座(18)は、周囲壁(6)の内面に沿って3次元平面状に形成されており、
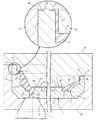
周囲壁(6)の突端面(13)と区画リブ(19)の突端面(22)のそれぞれに、溶融樹脂の漏出を防ぐリブ状の微小突起(23・24)が無端状に突設されており、
固定金型(25)と可動金型(26)との間に金属成形品(1)を装填し、型締めされた可動金型(26)で微小突起(23・24)を押し潰して、キャビティ(31)を封止した状態でシール体(3)を金属成形品(1)に対してアウトサート成形することを特徴とする金属成形品のシール構造。 - シール溝(17)が、主壁(5)と周囲壁(6)との隣接隅部に沿って周回状に形成されており、
シール溝(17)の溝底に臨む主壁(5)に、溶融樹脂の注入口(20)が内外貫通状に形成されており、
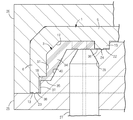
金属成形品(1)の外面側から溶融樹脂を注入して、金属成形品(1)の内面側にシール体(3)が成形してある請求項1に記載の金属成形品のシール構造。 - シール体(3)が、シール溝(17)に装填されるシールベース(34)と、シールベース(34)に連続してシール座(18)を覆うシール部分(35)とを含み、
シール溝(17)、シール座(18)、および周囲壁(6)の内面にプライマーを塗布した状態でシール体(3)が成形してある請求項1または2に記載の金属成形品のシール構造。 - 金属成形品(1)がアルミニウム合金を素材にしてダイキャスト法で成形されており、
シール体(3)が液状のシリコーンゴムを素材にして射出成形してある請求項1、2または3に記載の金属成形品のシール構造。 - 金属成形品(1)がマグネシウム合金を素材にしてチクソモールド法で成形されており、
シール体(3)が液状のシリコーンゴムを素材にして射出成形してある請求項1、2または3に記載の金属成形品のシール構造。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010274272A JP2012121237A (ja) | 2010-12-09 | 2010-12-09 | 金属成形品のシール構造 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010274272A JP2012121237A (ja) | 2010-12-09 | 2010-12-09 | 金属成形品のシール構造 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012121237A true JP2012121237A (ja) | 2012-06-28 |
Family
ID=46503235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010274272A Pending JP2012121237A (ja) | 2010-12-09 | 2010-12-09 | 金属成形品のシール構造 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012121237A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016016670A (ja) * | 2014-11-26 | 2016-02-01 | 株式会社山岡製作所 | 被成形基板 |
| JP2018076777A (ja) * | 2016-11-07 | 2018-05-17 | アイシン精機株式会社 | 吸気装置および弁体の製造方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06307549A (ja) * | 1993-04-21 | 1994-11-01 | Three Bond Co Ltd | 支持枠付きゴム状成形品 |
| JPH0740375A (ja) * | 1993-07-30 | 1995-02-10 | Three Bond Co Ltd | ガスケットの製造方法 |
| JPH0825373A (ja) * | 1994-07-14 | 1996-01-30 | Kokoku Intec Kk | 異材質複合体の成形方法 |
| JPH11240026A (ja) * | 1998-02-24 | 1999-09-07 | Fujikura Rubber Ltd | 金属−ゴム複合部材およびその製造方法 |
| JP2010064496A (ja) * | 2009-12-24 | 2010-03-25 | Tosoh Corp | 複合体およびその製造方法 |
| JP2010113063A (ja) * | 2008-11-05 | 2010-05-20 | Bridgestone Corp | Oa用ブレード |
-
2010
- 2010-12-09 JP JP2010274272A patent/JP2012121237A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06307549A (ja) * | 1993-04-21 | 1994-11-01 | Three Bond Co Ltd | 支持枠付きゴム状成形品 |
| JPH0740375A (ja) * | 1993-07-30 | 1995-02-10 | Three Bond Co Ltd | ガスケットの製造方法 |
| JPH0825373A (ja) * | 1994-07-14 | 1996-01-30 | Kokoku Intec Kk | 異材質複合体の成形方法 |
| JPH11240026A (ja) * | 1998-02-24 | 1999-09-07 | Fujikura Rubber Ltd | 金属−ゴム複合部材およびその製造方法 |
| JP2010113063A (ja) * | 2008-11-05 | 2010-05-20 | Bridgestone Corp | Oa用ブレード |
| JP2010064496A (ja) * | 2009-12-24 | 2010-03-25 | Tosoh Corp | 複合体およびその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016016670A (ja) * | 2014-11-26 | 2016-02-01 | 株式会社山岡製作所 | 被成形基板 |
| JP2018076777A (ja) * | 2016-11-07 | 2018-05-17 | アイシン精機株式会社 | 吸気装置および弁体の製造方法 |
| CN108060973A (zh) * | 2016-11-07 | 2018-05-22 | 爱信精机株式会社 | 进气装置及阀体的制造方法 |
| CN108060973B (zh) * | 2016-11-07 | 2021-07-16 | 爱信精机株式会社 | 进气装置及阀体的制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI542273B (zh) | 殼體及其製備方法 | |
| US8624113B2 (en) | Device housing and manufacturing method | |
| CN103929915B (zh) | 一种电子产品的金属防水外壳及其制造方法 | |
| JP2006328827A (ja) | 水洗便器 | |
| JP2012121237A (ja) | 金属成形品のシール構造 | |
| JPH08162251A (ja) | 防水コネクタハウジングの製造方法 | |
| JP2017001315A (ja) | 樹脂製品 | |
| CN110722736A (zh) | 壳体、电子装置及壳体的制作方法 | |
| CN112272479A (zh) | 中框、移动终端及中框的制造方法 | |
| CN101998782A (zh) | 便携式电子装置壳体及其制作方法 | |
| JP5212311B2 (ja) | コネクタ | |
| WO2010109996A1 (ja) | インサート材を備えた樹脂成形品及びその製造に用いる金型 | |
| JP2012226853A (ja) | 防水性カバー部材およびそれに用いるカバー本体、ならびに防水性カバー部材の製造方法 | |
| CN109153191B (zh) | 树脂制品 | |
| JP4777930B2 (ja) | 軟質インサート部品付発泡成形品およびその成形方法 | |
| JP4891190B2 (ja) | コネクタ部付きの回路基板搭載用ケースの製造方法 | |
| CN209887986U (zh) | 一种3d打印的模具 | |
| CN110900945B (zh) | 一种结构件的制程方法、模具、壳体及电子设备 | |
| US20190239371A1 (en) | Cover and Box Body | |
| KR101972156B1 (ko) | 엘시디 프레임, 이를 포함하는 이동 단말기 및 그 제조방법 | |
| JP4215116B2 (ja) | 水洗便器 | |
| JP5708855B1 (ja) | 電気コネクタの製造方法 | |
| CN217621681U (zh) | 一种模具 | |
| JP2019043046A (ja) | 射出成形用金型 | |
| CN211165118U (zh) | 一种点浇口注塑模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120425 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130718 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140514 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140917 |