JP2012024924A - 切削インサートおよびこれを用いる切削工具、並びに切削方法 - Google Patents
切削インサートおよびこれを用いる切削工具、並びに切削方法 Download PDFInfo
- Publication number
- JP2012024924A JP2012024924A JP2011243094A JP2011243094A JP2012024924A JP 2012024924 A JP2012024924 A JP 2012024924A JP 2011243094 A JP2011243094 A JP 2011243094A JP 2011243094 A JP2011243094 A JP 2011243094A JP 2012024924 A JP2012024924 A JP 2012024924A
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- insert
- cutting edge
- flat
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/10—Shank-type cutters, i.e. with an integral shaft
- B23C5/109—Shank-type cutters, i.e. with an integral shaft with removable cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/202—Plate-like cutting inserts with special form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/128—Side or flank surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/20—Top or side views of the cutting edge
- B23C2200/205—Discontinuous cutting edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/32—Chip breaking or chip evacuation
- B23C2200/326—Chip breaking or chip evacuation by chip-breaking grooves
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1906—Rotary cutting tool including holder [i.e., head] having seat for inserted tool
- Y10T407/1908—Face or end mill
- Y10T407/1924—Specified tool shape
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/19—Rotary cutting tool
- Y10T407/1952—Having peripherally spaced teeth
- Y10T407/1962—Specified tooth shape or spacing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T407/00—Cutters, for shaping
- Y10T407/23—Cutters, for shaping including tool having plural alternatively usable cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/03—Processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T408/00—Cutting by use of rotating axially moving tool
- Y10T408/89—Tool or Tool with support
- Y10T408/909—Having peripherally spaced cutting edges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T409/00—Gear cutting, milling, or planing
- Y10T409/30—Milling
- Y10T409/303752—Process
- Y10T409/303808—Process including infeeding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
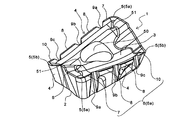
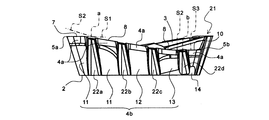
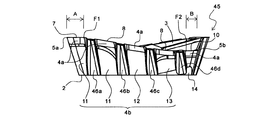
【解決手段】上面と複数の側面とを有するインサート本体と、側面のうちの少なくとも1つの側面と上面との稜線の両端間に位置する切刃と、稜線の一端に位置する高位部と、該高位部よりインサート本体の厚み方向において低位でありかつ稜線の他端に位置する低位部とを備え、切刃は、高位部側と略同一高さの第1平坦切刃と、高位部から低位部に向かって高さが低くなる傾斜切刃とを備えており、少なくとも1つの側面には、該側面から上面に亘り切刃を分断する少なくとも1つの溝部が形成されており、少なくとも1つの溝部は傾斜切刃にのみ形成されている切削インサートおよびこれを用いる切削工具、並びに切削方法である。
【選択図】図1
Description
しかしながら、このような構成の切削インサート101は、切削加工時において切削抵抗が大きい。そのため、切削加工時において振動が発生しやすく、切刃が欠損しやすいという問題がある。このような問題は、特に重切削加工において大きくなる。
本発明の他の課題は、切削抵抗が小さく、切削性能に優れる切削インサートおよびこれを用いる切削工具、並びに切削方法を提供することである。
すなわち、本発明の他の切削インサートは、上面と複数の側面とを有するインサート本体と、前記側面のうちの少なくとも1つの側面と前記上面との稜線の両端間に位置する切刃と、前記稜線の一端に位置する高位部と、該高位部より前記インサート本体の厚み方向において低位でありかつ前記稜線の他端に位置する低位部とを備え、備え切刃は前記低位部側と略同一高さの後端溝部が形成されていると\ich前記切刃は、前記高位部側と略同一高さの第1平坦切刃と、高位部から低位部に向かって高さが低くなる傾斜切刃とを備えており、前記少なくとも1つの側面には、該側面から前記上面に亘り前記切刃を分断する少なくとも1つの溝部が形成されており、前記少なくとも1つの溝部は前記傾斜切刃にのみ形成されていることを特徴とする。
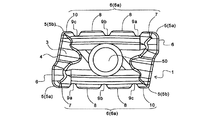
(第1の実施形態)
以下、本発明にかかる切削インサートの第1の実施形態について図面を参照して詳細に説明する。
次に、第2の実施形態について図面を参照して詳細に説明する。なお、参照する図4,図5においては、前述した図1〜図3と同一の構成部分には同一の符号を付して説明は省略する。
なお、上記した以外の構成は、上記で説明した第1の実施形態と同様であるので、説明は省略する。
次に、第3の実施形態について図面を参照して詳細に説明する。なお、参照する図6においては、前述した図1〜図5と同一の構成部分には同一の符号を付して説明は省略する。
なお、上記した以外の構成は、上記で説明した第1,第2の実施形態と同様であるので、説明は省略する。
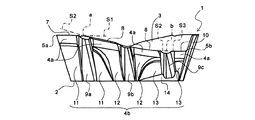
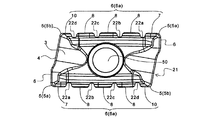
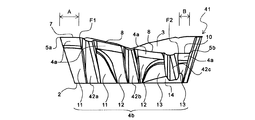
次に、第4の実施形態について図面を参照して詳細に説明する。なお、参照する図7,図8においては、前述した図1〜図6と同一の構成部分には同一の符号を付して説明は省略する。
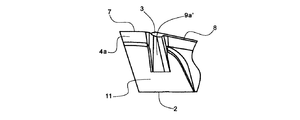
前記距離Aとは、高位コーナ切刃5aから、溝部42aにおける最も高位コーナ切刃5a側に位置する縁部F1までの距離のことを意味する。前記距離Bとは、低位コーナ部5bから、溝部42cにおける最も低位コーナ部5b側に位置する縁部F2までの距離を意味する。
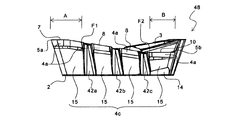
本実施形態では、主切刃6aが第2平坦切刃10を備えているが、用途に応じて主切刃が第2平坦切刃10を備えていなくてもよい。この場合には、複数の溝部である溝部42a,42b,42cは、傾斜切刃8にのみ形成されていればよく、これにより上記で説明した場合と同様の効果を奏することができる。
なお、上記した以外の構成は、上記で説明した第1〜第3の実施形態と同様であるので、説明は省略する。
次に、第5の実施形態について図面を参照して詳細に説明する。なお、参照する図9,図10においては、前述した図1〜図8と同一の構成部分には同一の符号を付して説明は省略する。
なお、上記した以外の構成は、上記で説明した第1〜第4の実施形態と同様であるので、説明は省略する。
次に、第6の実施形態について図面を参照して詳細に説明する。なお、参照する図11においては、前述した図1〜図10と同一の構成部分には同一の符号を付して説明は省略する。
なお、上記した以外の構成は、上記で説明した第1〜第5の実施形態と同様であるので、説明は省略する。
次に、本発明にかかる切削工具および切削方法の一実施形態について図面を参照して詳細に説明する。なお、参照する図12においては、前述した図1〜図11と同一の構成部分には同一の符号を付して説明は省略する。
なお、上記した以外の構成は、上記で説明した一実施形態と同様であるので、説明は省略する。
Claims (12)
- 上面と複数の側面とを有するインサート本体と、
前記側面のうちの少なくとも1つの側面と前記上面との稜線の両端間に位置する切刃と、
前記稜線の一端に位置する高位部と、
該高位部より前記インサート本体の厚み方向において低位でありかつ前記稜線の他端に位置する低位部とを備え、
前記切刃は、前記高位部側と略同一高さの第1平坦切刃と、高位部から低位部に向かって高さが低くなる傾斜切刃とを備えており、
前記少なくとも1つの側面には、該側面から前記上面に亘り前記切刃を分断する少なくとも1つの溝部が形成されており、
前記少なくとも1つの溝部は前記傾斜切刃にのみ形成されていることを特徴とする切削インサート。 - 上面と複数の側面とを有するインサート本体と、
前記側面のうちの少なくとも1つの側面と前記上面との稜線の両端間に位置する切刃と、
前記稜線の一端に位置する高位部と、
該高位部より前記インサート本体の厚み方向において低位でありかつ前記稜線の他端に位置する低位部とを備え、
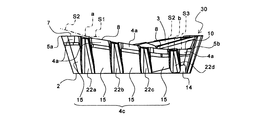
前記切刃は、前記高位部側と略同一高さの第1平坦切刃と、前記低位部側と略同一高さの第2平坦切刃と、前記第1平坦切刃と第2平坦切刃との間に位置して高位部から低位部に向かって高さが低くなる傾斜切刃とを備えており、
前記少なくとも1つの側面には、該側面から前記上面に亘り前記切刃を分断する少なくとも1つの溝部が形成されていると共に、前記溝部は、前記傾斜切刃または第2平坦切刃にのみ形成されていることを特徴とする切削インサート。 - 前記少なくとも1つの側面には、前記溝部が複数形成されている請求項1または2記載の切削インサート。
- 上面と複数の側面とを有するインサート本体と、
前記側面のうちの少なくとも1つの側面と前記上面との稜線の両端間に位置する切刃と、
前記稜線の一端に位置する高位部と、
該高位部より前記インサート本体の厚み方向において低位でありかつ前記稜線の他端に位置する低位部とを備え、
前記切刃は、前記高位部側と略同一高さの第1平坦切刃と、前記低位部側と略同一高さの第2平坦切刃と、前記第1平坦切刃と第2平坦切刃との間に位置して高位部から低位部に向かって高さが低くなる傾斜切刃とを備えており、
前記少なくとも1つの側面には、該側面から前記上面に亘り前記切刃を分断する複数の溝部が形成されており、
前記複数の溝部のうち、最も高位部側に位置するものを先端溝部、最も低位部側に位置するものを後端溝部としたとき、前記高位部から前記先端溝部までの距離Aは、前記低位部から前記後端溝部までの距離Bよりも長いことを特徴とする切削インサート。 - 前記切刃の長さをL、前記第1平坦切刃の長さをL1としたとき、L:L1=1:0.15〜0.30である請求項1〜4のいずれかに記載の切削インサート。
- 前記第1平坦切刃は、前記第2平坦切刃よりも短く形成されている請求項2〜5のいずれかに記載の切削インサート。
- 前記第1平坦切刃の長さをL1、前記第2平坦切刃の長さをL2としたとき、L1:L2=1:2〜4である請求項2〜6のいずれかに記載の切削インサート。
- 前記少なくとも1つの側面は、前記切刃側に形成され前記高位部から前記低位部に向かって逃げ角が大きくなる切刃側逃げ面を備えている請求項1〜7のいずれかに記載の切削インサート。
- 前記少なくとも1つの側面のうち前記切刃側逃げ面から切削インサートの下面に亘る部分は、前記第1平坦切刃の低位側領域に第1逃げ面、前記傾斜切刃の低位側領域に第2逃げ面、前記第2平坦切刃の低位側領域に第3逃げ面をそれぞれ有しており、前記第1逃げ面および第3逃げ面は略同一平面上に位置する拘束面を備えている請求項8記載の切削インサート。
- 前記複数の溝部のうち、最も高位部側に形成されている溝部は、前記切削インサートの上面から下面に向かって幅が広くなるように形成されている請求項3または4記載の切削インサート。
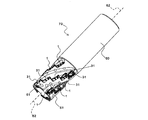
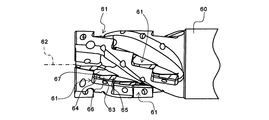
- 請求項1〜10のいずれかに記載の切削インサートを工具ホルダの先端外周側に複数取り付けた切削工具であって、
前記切削インサートは、切削加工時に各切削インサートにおいて前記第1平坦切刃が最初に被削材と接触するように工具ホルダに取り付けられていることを特徴とする切削工具。 - 請求項11記載の切削工具を用いて被削材を切削する切削方法であって、
前記被削材に前記切削工具を相対的に近づける近接工程と、
前記切削工具を回転させ、前記切削工具の切刃を前記被削材の表面に接触させて、該被削材を切削する切削工程と、
前記被削材と前記切削工具とを相対的に遠ざける離間工程とを、備えることを特徴とする切削方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011243094A JP2012024924A (ja) | 2006-09-29 | 2011-11-07 | 切削インサートおよびこれを用いる切削工具、並びに切削方法 |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006268839 | 2006-09-29 | ||
| JP2006268839 | 2006-09-29 | ||
| JP2006268838 | 2006-09-29 | ||
| JP2006268838 | 2006-09-29 | ||
| JP2011243094A JP2012024924A (ja) | 2006-09-29 | 2011-11-07 | 切削インサートおよびこれを用いる切削工具、並びに切削方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008536463A Division JP4981811B2 (ja) | 2006-09-29 | 2007-09-28 | 切削インサートおよびこれを用いる切削工具、並びに切削方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012024924A true JP2012024924A (ja) | 2012-02-09 |
Family
ID=39230235
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008536463A Active JP4981811B2 (ja) | 2006-09-29 | 2007-09-28 | 切削インサートおよびこれを用いる切削工具、並びに切削方法 |
| JP2011243094A Pending JP2012024924A (ja) | 2006-09-29 | 2011-11-07 | 切削インサートおよびこれを用いる切削工具、並びに切削方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008536463A Active JP4981811B2 (ja) | 2006-09-29 | 2007-09-28 | 切削インサートおよびこれを用いる切削工具、並びに切削方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8579558B2 (ja) |
| JP (2) | JP4981811B2 (ja) |
| CN (1) | CN101522349B (ja) |
| WO (1) | WO2008038805A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20170086513A (ko) * | 2014-11-20 | 2017-07-26 | 산드빅 인터렉츄얼 프로퍼티 에이비 | 스퀘어 숄더 밀링용 절삭 인서트 및 절삭 공구 |
| KR101845366B1 (ko) | 2014-01-28 | 2018-04-04 | 미츠비시 히타치 쓰루 가부시키가이샤 | 인서트 및 날끝 교환식 회전 절삭 공구 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IL203283A (en) * | 2010-01-13 | 2014-02-27 | Iscar Ltd | Cutting put |
| JP5620929B2 (ja) * | 2010-01-29 | 2014-11-05 | 京セラ株式会社 | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 |
| CN102958634B (zh) * | 2010-10-05 | 2015-08-26 | 京瓷株式会社 | 切削镶刀及切削工具、以及使用该切削工具的切削加工物的制造方法 |
| USD738412S1 (en) * | 2013-12-25 | 2015-09-08 | Taegutec Ltd. | Cutting insert |
| WO2015156373A1 (ja) * | 2014-04-11 | 2015-10-15 | 株式会社タンガロイ | 切削インサート、刃先交換式切削工具のボデーおよび刃先交換式切削工具 |
| JP6241636B2 (ja) * | 2014-07-31 | 2017-12-06 | 株式会社タンガロイ | 切削インサートおよび刃先交換式切削工具 |
| USD752664S1 (en) * | 2014-09-25 | 2016-03-29 | Taegutec Ltd. | Cutting insert |
| EP3281732B1 (en) * | 2015-04-06 | 2022-12-14 | Tungaloy Corporation | Cutting insert and cutting-edge-replaceable cutting tool |
| CN109454248A (zh) * | 2017-09-06 | 2019-03-12 | 京瓷株式会社 | 切削镶刀、切削工具以及切削加工物的制造方法 |
| JP6744599B1 (ja) * | 2019-03-01 | 2020-08-19 | 株式会社タンガロイ | 切削インサート |
| CN115279522B (zh) * | 2020-03-25 | 2025-08-22 | 京瓷株式会社 | 切削刀片、切削刀具及切削加工物的制造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0957519A (ja) * | 1995-08-10 | 1997-03-04 | Hitachi Tool Eng Ltd | 3次元加工用エンドミル及びそのチップ |
| JP2004148424A (ja) * | 2002-10-29 | 2004-05-27 | Kyocera Corp | エンドミル用スローアウェイチップ |
| JP2006062048A (ja) * | 2004-08-27 | 2006-03-09 | Kyocera Corp | フライス工具 |
| JP2006088284A (ja) * | 2004-09-27 | 2006-04-06 | Kyocera Corp | フライス工具 |
| WO2006035910A1 (ja) * | 2004-09-29 | 2006-04-06 | Kyocera Corporation | スローアウェイインサートおよびそれを装着した転削工具 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59196107A (ja) | 1983-04-21 | 1984-11-07 | Nippon Yakin:Kk | スロ−アウエイチツプ |
| GB2179281B (en) * | 1985-08-21 | 1989-12-06 | Gen Electric | Cutting tool insert having cutting edges with recesses |
| IL103115A (en) * | 1992-09-09 | 1996-09-12 | Iscar Ltd | Milling cutter insert |
| SE512040C2 (sv) * | 1998-05-06 | 2000-01-17 | Sandvik Ab | Vändskär för pinnfräsar |
| SE514032C2 (sv) * | 1998-09-08 | 2000-12-11 | Seco Tools Ab | Verktyg och skär för fräsning |
| JP4576735B2 (ja) * | 2000-05-23 | 2010-11-10 | 三菱マテリアル株式会社 | スローアウェイチップ及びスローアウェイ式カッタ |
| JP2003019617A (ja) | 2001-07-09 | 2003-01-21 | Daishowa Seiki Co Ltd | 切削工具用インサート及び切削工具 |
| CN1597206A (zh) | 2004-09-01 | 2005-03-23 | 株洲硬质合金集团有限公司 | 可转位铣削刀片 |
-
2007
- 2007-09-28 WO PCT/JP2007/069109 patent/WO2008038805A1/ja not_active Ceased
- 2007-09-28 US US12/443,448 patent/US8579558B2/en active Active
- 2007-09-28 JP JP2008536463A patent/JP4981811B2/ja active Active
- 2007-09-28 CN CN200780036209.1A patent/CN101522349B/zh active Active
-
2011
- 2011-11-07 JP JP2011243094A patent/JP2012024924A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0957519A (ja) * | 1995-08-10 | 1997-03-04 | Hitachi Tool Eng Ltd | 3次元加工用エンドミル及びそのチップ |
| JP2004148424A (ja) * | 2002-10-29 | 2004-05-27 | Kyocera Corp | エンドミル用スローアウェイチップ |
| JP2006062048A (ja) * | 2004-08-27 | 2006-03-09 | Kyocera Corp | フライス工具 |
| JP2006088284A (ja) * | 2004-09-27 | 2006-04-06 | Kyocera Corp | フライス工具 |
| WO2006035910A1 (ja) * | 2004-09-29 | 2006-04-06 | Kyocera Corporation | スローアウェイインサートおよびそれを装着した転削工具 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101845366B1 (ko) | 2014-01-28 | 2018-04-04 | 미츠비시 히타치 쓰루 가부시키가이샤 | 인서트 및 날끝 교환식 회전 절삭 공구 |
| KR20170086513A (ko) * | 2014-11-20 | 2017-07-26 | 산드빅 인터렉츄얼 프로퍼티 에이비 | 스퀘어 숄더 밀링용 절삭 인서트 및 절삭 공구 |
| JP2017535439A (ja) * | 2014-11-20 | 2017-11-30 | サンドビック インテレクチュアル プロパティー アクティエボラーグ | 正方形ショルダをフライス加工するための切削インサートおよび切削ツール |
| KR102403100B1 (ko) | 2014-11-20 | 2022-05-26 | 산드빅 인터렉츄얼 프로퍼티 에이비 | 스퀘어 숄더 밀링용 절삭 인서트 및 절삭 공구 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20110027027A1 (en) | 2011-02-03 |
| CN101522349B (zh) | 2012-09-26 |
| JP4981811B2 (ja) | 2012-07-25 |
| US8579558B2 (en) | 2013-11-12 |
| WO2008038805A1 (en) | 2008-04-03 |
| JPWO2008038805A1 (ja) | 2010-01-28 |
| CN101522349A (zh) | 2009-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4981811B2 (ja) | 切削インサートおよびこれを用いる切削工具、並びに切削方法 | |
| JP4981810B2 (ja) | 切削インサートおよびこれを用いる切削工具、並びに切削方法 | |
| JP5369185B2 (ja) | 切削インサート及び切削工具、並びにそれを用いた切削加工物の製造方法 | |
| JP4578577B2 (ja) | 切削インサート、切削工具、およびそれらを用いる切削方法 | |
| JP5696782B2 (ja) | 切削インサートおよび刃先交換式回転切削工具 | |
| EP2213399A1 (en) | Triangular cutting insert and tool holder therefor | |
| WO2011092883A1 (ja) | 切削インサートおよび切削工具、並びにそれを用いた切削加工物の製造方法 | |
| JPWO2010024435A1 (ja) | 切削インサートおよび切削工具並びにそれを用いた切削方法 | |
| JP5988010B2 (ja) | 切削インサート、工具ボデーおよび切削工具 | |
| CN103128373B (zh) | 用于加工孔壁非连续的孔的聚晶金刚石铰刀 | |
| WO2014034056A1 (ja) | 切削インサート並びにそれを用いた切削工具 | |
| JP4779864B2 (ja) | スローアウェイチップおよびスローアウェイ式切削工具 | |
| JP6014427B2 (ja) | 切削インサート並びにそれを用いた切削工具 | |
| JP5430069B2 (ja) | ミーリング工具および、それを用いた切削方法 | |
| JP4671643B2 (ja) | フライス工具 | |
| JP2011051029A (ja) | 切削工具 | |
| JP4991214B2 (ja) | 切削工具 | |
| JP2008080437A (ja) | 転削工具用ホルダおよびそれを備えた転削工具 | |
| JP5219671B2 (ja) | 内径加工用切削工具並びにそれを用いた切削方法 | |
| JP2007283466A (ja) | 切削インサート及び切削工具 | |
| JP2007268693A (ja) | ホルダ | |
| JP2007320014A (ja) | 中ぐり工具 | |
| JPH0839327A (ja) | 切削工具 | |
| JP2006346811A (ja) | 総形カッタ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130528 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130724 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140107 |