JP2011508447A - 熱分解グラファイト埋込みヒートシンクの形成方法 - Google Patents
熱分解グラファイト埋込みヒートシンクの形成方法 Download PDFInfo
- Publication number
- JP2011508447A JP2011508447A JP2010540693A JP2010540693A JP2011508447A JP 2011508447 A JP2011508447 A JP 2011508447A JP 2010540693 A JP2010540693 A JP 2010540693A JP 2010540693 A JP2010540693 A JP 2010540693A JP 2011508447 A JP2011508447 A JP 2011508447A
- Authority
- JP
- Japan
- Prior art keywords
- tpg
- mold
- block
- embedded
- metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/373—Cooling facilitated by selection of materials for the device or materials for thermal expansion adaptation, e.g. carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D19/00—Casting in, on, or around objects which form part of the product
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L21/00—Processes or apparatus adapted for the manufacture or treatment of semiconductor or solid state devices or of parts thereof
- H01L21/02—Manufacture or treatment of semiconductor devices or of parts thereof
- H01L21/04—Manufacture or treatment of semiconductor devices or of parts thereof the devices having at least one potential-jump barrier or surface barrier, e.g. PN junction, depletion layer or carrier concentration layer
- H01L21/48—Manufacture or treatment of parts, e.g. containers, prior to assembly of the devices, using processes not provided for in a single one of the subgroups H01L21/06 - H01L21/326
- H01L21/4814—Conductive parts
- H01L21/4871—Bases, plates or heatsinks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L23/00—Details of semiconductor or other solid state devices
- H01L23/34—Arrangements for cooling, heating, ventilating or temperature compensation ; Temperature sensing arrangements
- H01L23/36—Selection of materials, or shaping, to facilitate cooling or heating, e.g. heatsinks
- H01L23/367—Cooling facilitated by shape of device
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/0001—Technical content checked by a classifier
- H01L2924/0002—Not covered by any one of groups H01L24/00, H01L24/00 and H01L2224/00
Abstract
【選択図】図3
Description
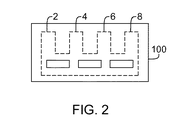
4 ヒートフィン
6 ヒートフィン
8 ヒートフィン
10 TPG要素
12 TPG要素
20 型
30 ペグ
32 ペグ
100 発泡体ブロック
110 TPG要素
120 スロット
130 湯口
132 湯口
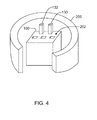
200 容器
202 容器の上部
300 第1の部分
302 第2の部分
Claims (22)
- 熱分解グラファイト(TPG)が中に埋め込まれたヒートシンクを形成する方法であって、
少なくとも1つのTPG要素を型内に懸架するステップと、
前記型を金属材料で充填するステップと、
前記少なくとも1つのTPG要素を前記金属材料内に接合するように前記型を加熱して、TPG埋込みヒートシンクを製作するステップと、
前記接合されたTPG埋込みヒートシンクを冷却するステップとを含む方法。 - 前記型内に少なくとも1つの平らなTPG細片を懸架するステップを含む、請求項1記載の方法。
- 前記少なくとも1つのTPG要素を金属ペグを使用して懸架するステップを含む、請求項1記載の方法。
- 前記型をアルミニウム、銅、およびこれらの組合せからなる群から選択された金属材料で充填するステップを含む、請求項1記載の方法。
- 前記型を粉末金属材料で充填するステップを含む、請求項4記載の方法。
- 前記型を液体金属材料で充填するステップを含む、請求項4記載の方法。
- 前記型を充填するステップが金属射出成形を含む、請求項1記載の方法。
- 前記型を加熱するステップが焼結工程を含む、請求項1記載の方法。
- 前記少なくとも1つのTPG要素を金属でめっきするステップをさらに含む、請求項1記載の方法。
- 前記少なくとも1つのTPG要素をアルミニウム、銅、およびこれらの組合せからなる群から選択された金属でめっきするステップを含む、請求項9記載の方法。
- 前記型が、TPG埋込みヒートシンクの機械加工を低減するために、フィンフィーチャおよび複雑な細部の少なくとも一方をさらに含むように設計される、請求項1記載の方法。
- 熱分解グラファイト(TPG)が中に埋め込まれたヒートシンクを形成する方法であって、
発泡体ブロックを得るステップと、
前記発泡体ブロックの中に少なくとも1つのTPG要素を配置するステップと、
前記少なくとも1つのTPG要素を伴う前記発泡体ブロックを容器の中に配置するステップと、
前記容器を鋳物砂で充填するステップと、
前記発泡体ブロックを溶融金属材料で充填するステップとを含む方法。 - 前記発泡体ブロックの中に少なくとも1つの平らなTPG細片を配置するステップを含む、請求項12記載の方法。
- 前記容器をアルミニウム、銅、およびこれらの組合せからなる群から選択された溶融金属材料で充填するステップを含む、請求項12記載の方法。
- 前記少なくとも1つのTPG要素が中に埋め込まれた前記金属ブロックを前記容器から取り出すステップをさらに含む、請求項12記載の方法。
- 前記金属ブロックを機械加工するステップをさらに含む、請求項15記載の方法。
- 熱分解グラファイト(TPG)が中に埋め込まれたヒートシンクを形成する方法であって、
発泡体を少なくとも2つの部分に分離するステップと、
前記発泡体ブロックの前記少なくとも2つの部分の間に少なくとも1つのTPG要素を配置するステップと、
前記発泡体ブロックの前記少なくとも2つの部分を一緒に結合して、前記少なくとも1つのTPG要素を伴う単一ブロックを形成するステップと、
前記少なくとも1つのTPG要素を伴う前記単一ブロックを容器の中に配置するステップと、
前記容器を鋳物砂で充填するステップと、
前記発泡体ブロックを溶融金属材料で充填するステップとを含む方法。 - 少なくとも1つの平らなTPG細片を配置するステップを含む、請求項17記載の方法。
- 前記少なくとも2つの部分を接着剤組成物を使用して結合するステップを含む、請求項17記載の方法。
- 前記容器をアルミニウム、銅、およびこれらの組合せからなる群から選択された溶融金属材料で充填するステップを含む、請求項17記載の方法。
- 前記少なくとも1つのTPG要素が中に埋め込まれた前記金属ブロックを前記容器から取り出すステップをさらに含む、請求項17記載の方法。
- 前記金属ブロックを機械加工するステップをさらに含む、請求項21記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/967,307 US20090169410A1 (en) | 2007-12-31 | 2007-12-31 | Method of forming a thermo pyrolytic graphite-embedded heatsink |
| PCT/US2008/083709 WO2009088565A2 (en) | 2007-12-31 | 2008-11-15 | Method of forming a thermo pyrolytic graphite-embedded heatsink |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011508447A true JP2011508447A (ja) | 2011-03-10 |
| JP2011508447A5 JP2011508447A5 (ja) | 2013-01-10 |
Family
ID=40328462
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010540693A Pending JP2011508447A (ja) | 2007-12-31 | 2008-11-15 | 熱分解グラファイト埋込みヒートシンクの形成方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20090169410A1 (ja) |
| EP (1) | EP2232540A2 (ja) |
| JP (1) | JP2011508447A (ja) |
| KR (1) | KR20100105641A (ja) |
| CN (1) | CN101971310B (ja) |
| WO (1) | WO2009088565A2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2965401B1 (fr) * | 2010-09-29 | 2012-09-14 | Valeo Systemes Thermiques | Dispositif thermo electrique, notamment destine a générer un courant électrique dans un véhicule automobile. |
| US9064852B1 (en) * | 2011-12-05 | 2015-06-23 | The Peregrine Falcon Corporation | Thermal pyrolytic graphite enhanced components |
| US8663537B2 (en) * | 2012-05-18 | 2014-03-04 | 3M Innovative Properties Company | Injection molding apparatus and method |
| US9791704B2 (en) | 2015-01-20 | 2017-10-17 | Microsoft Technology Licensing, Llc | Bonded multi-layer graphite heat pipe |
| US10444515B2 (en) | 2015-01-20 | 2019-10-15 | Microsoft Technology Licensing, Llc | Convective optical mount structure |
| US10028418B2 (en) | 2015-01-20 | 2018-07-17 | Microsoft Technology Licensing, Llc | Metal encased graphite layer heat pipe |
| US10108017B2 (en) | 2015-01-20 | 2018-10-23 | Microsoft Technology Licensing, Llc | Carbon nanoparticle infused optical mount |
| US20180112938A1 (en) * | 2016-10-26 | 2018-04-26 | Goodrich Aerospace Services Private Limited | Die-cast bodies with thermal conductive inserts |
| JP7119671B2 (ja) * | 2017-11-20 | 2022-08-17 | 三菱マテリアル株式会社 | 複合伝熱部材、及び複合伝熱部材の製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61207534A (ja) * | 1985-03-11 | 1986-09-13 | Honda Motor Co Ltd | 繊維強化金属材料の製造方法 |
| JP2003183792A (ja) * | 2001-12-20 | 2003-07-03 | Mitsubishi Electric Corp | 熱伝導基材、及びその製造方法、並びに該熱伝導基材を有する半導体装置 |
| JP2005272164A (ja) * | 2004-03-23 | 2005-10-06 | Matsushita Electric Ind Co Ltd | 高熱伝導性部材及びその製造方法、並びにそれを用いた放熱システム |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2654387B1 (fr) * | 1989-11-16 | 1992-04-10 | Lorraine Carbone | Materiau multicouche comprenant du graphite souple renforce mecaniquement, electriquement et thermiquement par un metal et procede de fabrication. |
| JPH03207549A (ja) * | 1990-01-11 | 1991-09-10 | Mitsubishi Motors Corp | 消失模型鋳造法 |
| JPH079079A (ja) * | 1993-06-28 | 1995-01-13 | Tsuchiyoshi:Kk | 消失模型鋳造方法 |
| GB9814835D0 (en) * | 1998-07-08 | 1998-09-09 | Europ Org For Nuclear Research | A thermal management board |
| US6075701A (en) * | 1999-05-14 | 2000-06-13 | Hughes Electronics Corporation | Electronic structure having an embedded pyrolytic graphite heat sink material |
| US6215661B1 (en) * | 1999-08-11 | 2001-04-10 | Motorola, Inc. | Heat spreader |
| JP2001259822A (ja) * | 2000-03-16 | 2001-09-25 | Tokyo Tekko Co Ltd | 複合摺動部材の消失鋳造法 |
| EP1187199A2 (de) * | 2000-08-28 | 2002-03-13 | Alcan Technology & Management AG | Kühlkörper für Halbleiterbauelemente, Verfahren zu seiner Herstellung sowie Formwerkzeug dafür |
| US6469381B1 (en) * | 2000-09-29 | 2002-10-22 | Intel Corporation | Carbon-carbon and/or metal-carbon fiber composite heat spreader |
| US6758263B2 (en) * | 2001-12-13 | 2004-07-06 | Advanced Energy Technology Inc. | Heat dissipating component using high conducting inserts |
| PT1534451E (pt) * | 2002-08-20 | 2007-05-31 | Ex One Corp | Processo de fundição |
| TWI220467B (en) * | 2003-01-21 | 2004-08-21 | Jau-Ming Chen | High efficiency heat dissipation sheet and manufacturing method of the same |
| US6898084B2 (en) * | 2003-07-17 | 2005-05-24 | The Bergquist Company | Thermal diffusion apparatus |
| US7220485B2 (en) * | 2003-09-19 | 2007-05-22 | Momentive Performance Materials Inc. | Bulk high thermal conductivity feedstock and method of making thereof |
| US7393587B2 (en) * | 2004-09-17 | 2008-07-01 | Graftech International Holdings Inc. | Sandwiched finstock |
| US7025109B1 (en) * | 2005-04-06 | 2006-04-11 | Gm Global Technology Operations, Inc. | Method and apparatus for controlling dispersion of molten metal in a mold cavity |
| US20070204972A1 (en) * | 2006-03-01 | 2007-09-06 | Sensis Corporation | Method and apparatus for dissipating heat |
-
2007
- 2007-12-31 US US11/967,307 patent/US20090169410A1/en not_active Abandoned
-
2008
- 2008-11-15 JP JP2010540693A patent/JP2011508447A/ja active Pending
- 2008-11-15 WO PCT/US2008/083709 patent/WO2009088565A2/en active Application Filing
- 2008-11-15 CN CN200880124085.7A patent/CN101971310B/zh not_active Expired - Fee Related
- 2008-11-15 EP EP08869747A patent/EP2232540A2/en not_active Withdrawn
- 2008-11-15 KR KR1020107014598A patent/KR20100105641A/ko not_active Application Discontinuation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61207534A (ja) * | 1985-03-11 | 1986-09-13 | Honda Motor Co Ltd | 繊維強化金属材料の製造方法 |
| JP2003183792A (ja) * | 2001-12-20 | 2003-07-03 | Mitsubishi Electric Corp | 熱伝導基材、及びその製造方法、並びに該熱伝導基材を有する半導体装置 |
| JP2005272164A (ja) * | 2004-03-23 | 2005-10-06 | Matsushita Electric Ind Co Ltd | 高熱伝導性部材及びその製造方法、並びにそれを用いた放熱システム |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2009088565A2 (en) | 2009-07-16 |
| KR20100105641A (ko) | 2010-09-29 |
| US20090169410A1 (en) | 2009-07-02 |
| CN101971310B (zh) | 2013-09-25 |
| EP2232540A2 (en) | 2010-09-29 |
| CN101971310A (zh) | 2011-02-09 |
| WO2009088565A3 (en) | 2009-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011508447A (ja) | 熱分解グラファイト埋込みヒートシンクの形成方法 | |
| US7603775B2 (en) | Heat spreader with vapor chamber and method of manufacturing the same | |
| US6460598B1 (en) | Heat exchanger cast in metal matrix composite and method of making the same | |
| JP2003193114A (ja) | ヒートパイプ及びその製造方法 | |
| CN102401358B (zh) | 冷却体的制造方法、冷却体以及具有该冷却体的照明装置 | |
| JP2005317890A (ja) | アルミニウム接合部材およびその製造方法 | |
| JP7119671B2 (ja) | 複合伝熱部材、及び複合伝熱部材の製造方法 | |
| JP2011508447A5 (ja) | ||
| TWI275770B (en) | Heat dissipation device with heat pipes | |
| JP2008226916A (ja) | 放熱部品、その製造方法および放熱構造体 | |
| JP2011189354A (ja) | 金属−セラミックス接合基板およびその製造方法 | |
| JP4113971B2 (ja) | 低膨張材料及びその製造方法 | |
| JP2012172178A (ja) | 合金材料、回路基板、電子デバイス及びその製造方法 | |
| US6597574B2 (en) | Radiator plate and process for manufacturing the same | |
| TW201007110A (en) | Method of manufacturing evaporator for loop heat pipe system | |
| TWI296216B (en) | Method for fabricating heat sink | |
| TWI257474B (en) | Heat dissipation device with vacuumed chamber defined therein and method for producing the same | |
| KR101891405B1 (ko) | 금속 발포체 및 이의 제조 방법 | |
| JP2021086937A (ja) | ヒートシンク材およびその製造方法 | |
| JP2009188366A (ja) | 一体型半導体放熱用基板とその製造方法 | |
| JP3458832B2 (ja) | 複合材料の製造方法 | |
| JP7165361B2 (ja) | ヒートシンク | |
| TWI276392B (en) | Heat dissipating device and method of manufacturing | |
| JP2010103582A (ja) | アルミニウム接合部材 | |
| TW202348119A (zh) | 散熱構件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111111 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111111 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121107 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130522 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140204 |