JP2011506108A - 部品から材料を除去するためのシステム - Google Patents
部品から材料を除去するためのシステム Download PDFInfo
- Publication number
- JP2011506108A JP2011506108A JP2010536953A JP2010536953A JP2011506108A JP 2011506108 A JP2011506108 A JP 2011506108A JP 2010536953 A JP2010536953 A JP 2010536953A JP 2010536953 A JP2010536953 A JP 2010536953A JP 2011506108 A JP2011506108 A JP 2011506108A
- Authority
- JP
- Japan
- Prior art keywords
- motor
- polishing
- fixture
- tool
- robot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000463 material Substances 0.000 title description 11
- 238000005498 polishing Methods 0.000 claims abstract description 51
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims description 2
- 229910052782 aluminium Inorganic materials 0.000 claims description 2
- 238000003754 machining Methods 0.000 description 18
- 238000004519 manufacturing process Methods 0.000 description 17
- 238000000034 method Methods 0.000 description 11
- 238000007689 inspection Methods 0.000 description 7
- 238000009825 accumulation Methods 0.000 description 5
- 230000035508 accumulation Effects 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 230000000630 rising effect Effects 0.000 description 4
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 230000009191 jumping Effects 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25J—MANIPULATORS; CHAMBERS PROVIDED WITH MANIPULATION DEVICES
- B25J9/00—Programme-controlled manipulators
- B25J9/16—Programme controls
- B25J9/1679—Programme controls characterised by the tasks executed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/04—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces
- B24B21/12—Machines or devices using grinding or polishing belts; Accessories therefor for grinding plane surfaces involving a contact wheel or roller pressing the belt against the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B21/00—Machines or devices using grinding or polishing belts; Accessories therefor
- B24B21/18—Accessories
- B24B21/20—Accessories for controlling or adjusting the tracking or the tension of the grinding belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B41/00—Component parts such as frames, beds, carriages, headstocks
- B24B41/005—Feeding or manipulating devices specially adapted to grinding machines
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/40—Robotics, robotics mapping to robotics vision
- G05B2219/40071—Relative positioning, grinding and polishing against rotating belt
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45096—Polishing manipulator
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Robotics (AREA)
- Manipulator (AREA)
- Constituent Portions Of Griding Lathes, Driving, Sensing And Control (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
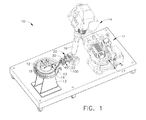
【選択図】図1
Description
13 取付け具
14 ロボット
16 ロボットアーム
17 静止座標系、ロボット座標軸
18 部品座標軸
19 工具先端座標系
20 取付け具
21 工具プレート
22 工具取付けシステム
25 ベース
26 回転アクチュエータ
27 アダプタプレート
30 駆動システム
40 研摩工具
41 研摩ベルト
42 工具接触アーム
43 接触点
44 ローラ
45 ローラの回転軸
46 アームクランプ
47 アームロケータピン
48 キャップヘッドスクリュー
49 アームマウント
50 ばねブロック
51 ばねベース
52 圧縮ばね
53 調整ねじ
54 垂直フレーム
56 立上がりガセット
60 空気圧モータ
61 モータの回転軸
62 モータ往復台
63 ベルト駆動ホイール
64 モータハウジング
71 モータハウジングピボット
72 モータハウジング調整ピン
74 固定セットスクリュー
76 調整セットスクリュー
80 近接センサシステム
81 ブラケット
82 近接センサ
83 プランジャ
84 近接ターゲット
88 緩衝ブロック
90 モータハウジングマウント
92 レール
93 前部軸受
94 後部軸受
95 往復台ベース
96 チャネル
100 加工装置
110 クイック接続取付け具
112 空気供給管路
114 空気圧供給管路
116 電気的モジュール
120 工具中心点
122 アーム取付け位置決め孔
124 取付け孔
132 アーム位置決め孔
134 取付け孔
Claims (20)
- 部品に対して研摩作業を実施するためのシステムであって、
ロボットアームを有するロボットと、
取付け具と、
前記取付け具を前記ロボットアームに取り付けるためのマウントシステムと、
前記研摩作業中、前記部品に対する研摩工具の接触点の位置が一定に維持されるように前記取付け具上に取り付けられた、前記研摩工具を駆動するための駆動システムと
を備えるシステム。 - 接触ローラを有する、前記取付け具上に取り付けられた接触アームをさらに備え、前記研摩工具が研摩ベルトを含む、請求項1記載のシステム。
- 前記研摩ベルトの張力を維持するために、前記取付け具に取り付けられるばねをさらに備える、請求項2記載のシステム。
- 前記駆動システムが、研摩中、摺動可能に支持されるモータ往復台上に取り付けられたモータを備える、請求項1乃至3のいずれか1項記載のシステム。
- 前記モータの軸の方向付けを調整するための手段をさらに備える、請求項4記載のシステム。
- 前記駆動システムが、前記取付け具上に枢動可能に取り付けられたモータハウジングにより支持されるモータを備える、請求項1乃至3のいずれか1項記載のシステム。
- 前記研摩工具の状態の変化を検出するための近接センサシステムをさらに備える、請求項1乃至6のいずれか1項記載のシステム。
- 前記研摩工具のトラッキングを調整するための手段をさらに備える、請求項1乃至7のいずれか1項記載のシステム。
- 前記駆動システムが空気圧モータを備える、請求項1乃至3のいずれか1項記載のシステム。
- 部品を研摩するための装置において、
取付け具と、
接触ローラを有する、取付け具上に取り付けられた接触アームと、
前記接触ローラ周りで研摩ベルトを駆動するためモータであって、研摩中、前記研摩ベルトの接触点の位置が一定に維持されるように、前記取付け具上に取り付けられるモータと
を備える装置。 - 前記研摩ベルトの張力を維持するために、前記取付け具に取り付けられるばねをさらに備える、請求項10記載の装置。
- 前記モータが、研摩中、摺動可能に支持されたモータ往復台上に取り付けられる、請求項10又は11記載の装置。
- 前記モータが、前記取付け具上に枢動可能に取り付けられたモータハウジングにより支持される、請求項10記載の装置
- 前記モータの軸の方向付けを調整するための手段をさらに備える、請求項10乃至13のいずれか1項記載の装置。
- 研摩ベルトの摩耗を検出するための近接センサシステムをさらに備える、請求項10乃至14のいずれか1項記載の装置。
- 前記研摩ベルトのトラッキングを調整するための手段をさらに備える、請求項10乃至15のいずれか1項記載の装置。
- 前記モータが空気圧モータである、請求項10乃至16のいずれか1項記載の装置。
- 前記モータが電気モータである、請求項10乃至16のいずれか1項記載の装置。
- 前記装置をロボットに取り付けるための手段をさらに備える、請求項10乃至18のいずれか1項記載の装置。
- 前記取付け具がアルミニウムから製作される、請求項10乃至19のいずれか1項記載の装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/952,472 US8512096B2 (en) | 2007-12-07 | 2007-12-07 | System for removing material from components |
| PCT/US2008/081256 WO2009075956A2 (en) | 2007-12-07 | 2008-10-27 | System for removing material from components |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011506108A true JP2011506108A (ja) | 2011-03-03 |
| JP2011506108A5 JP2011506108A5 (ja) | 2011-12-08 |
Family
ID=40652696
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010536953A Pending JP2011506108A (ja) | 2007-12-07 | 2008-10-27 | 部品から材料を除去するためのシステム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8512096B2 (ja) |
| EP (1) | EP2219827B1 (ja) |
| JP (1) | JP2011506108A (ja) |
| CA (1) | CA2707301A1 (ja) |
| WO (1) | WO2009075956A2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090144958A1 (en) * | 2007-12-07 | 2009-06-11 | Robert Allan Ahti | Method of manufacturing interchangeable tools |
| FR2956602B1 (fr) * | 2010-02-25 | 2012-05-25 | Snecma | Procede de realisation d'un renfort metallique d'aube de turbomachine |
| DE102010024084A1 (de) * | 2010-06-17 | 2011-12-22 | Rolls-Royce Deutschland Ltd & Co Kg | Verfahren zur Herstellung von Blisks |
| US20150059989A1 (en) * | 2013-08-27 | 2015-03-05 | Herman Gutierrez | Overhead door spring alert safety system |
| US11185985B2 (en) * | 2015-01-05 | 2021-11-30 | Bell Helicopter Textron Inc. | Inspecting components using mobile robotic inspection systems |
| FR3097457B1 (fr) * | 2019-06-19 | 2021-07-09 | Safran Aircraft Engines | Procédé d’ébavurage amélioré de pièce aéronautique |
| US12115617B2 (en) * | 2021-04-15 | 2024-10-15 | The Boeing Company | Belt sander |
| US20240208074A1 (en) * | 2022-12-27 | 2024-06-27 | Pratt & Whitney Canada Corp. | Robotic polishing system and method for using same |
| CA3224901A1 (en) * | 2022-12-27 | 2024-06-27 | Pratt & Whitney Canada Corp. | Robotic polishing system and method for using same |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01135458A (ja) * | 1987-11-17 | 1989-05-29 | Mitsubishi Electric Corp | ベルト式研磨装置 |
| JPH05285817A (ja) * | 1992-04-08 | 1993-11-02 | Koji Takegawa | 表面研磨装置 |
| JP2002370116A (ja) * | 2001-06-13 | 2002-12-24 | Denso Corp | ワークの倣い加工装置 |
| JP2005022049A (ja) * | 2003-07-04 | 2005-01-27 | Toyo Eng Corp | 多関節ロボット装置 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3491488A (en) * | 1968-01-09 | 1970-01-27 | Sundstrand Engelberg | Belt grinding machine |
| US4654949A (en) * | 1982-02-16 | 1987-04-07 | Diffracto Ltd. | Method for automatically handling, assembling and working on objects |
| US4621398A (en) * | 1982-12-06 | 1986-11-11 | Rockwell International Corporation | Automaton tool mounting system |
| JPS59205264A (ja) * | 1983-05-04 | 1984-11-20 | Hitachi Ltd | 自動研削装置 |
| US4512709A (en) * | 1983-07-25 | 1985-04-23 | Cincinnati Milacron Inc. | Robot toolchanger system |
| US4604787A (en) * | 1984-08-15 | 1986-08-12 | Transamerica Delaval Inc. | Tool changer for manipulator arm |
| JP2561682B2 (ja) * | 1987-11-30 | 1996-12-11 | 東陶機器株式会社 | 自動研削装置 |
| US4875275A (en) * | 1987-12-07 | 1989-10-24 | Megamation Incoporated | Novel automatic tool changer |
| JPH02131857A (ja) * | 1988-11-11 | 1990-05-21 | Hitachi Ltd | 自動研磨装置 |
| DD293537A5 (de) * | 1989-04-27 | 1991-09-05 | Th Zittau,De | Verfahren und vorrichtung zum schleifen, insbesondere fuer industrieroboter |
| EP0513223A4 (en) * | 1990-02-06 | 1993-04-07 | General Electric Company | Computer-controlled grinding machine for producing objects with complex shapes |
| US5133156A (en) * | 1990-04-19 | 1992-07-28 | Penn Keystone Corporation | Adjustable belt sander for wood |
| US5077941A (en) * | 1990-05-15 | 1992-01-07 | Space Time Analyses, Ltd. | Automatic grinding method and system |
| JPH04300162A (ja) * | 1991-02-08 | 1992-10-23 | Yamaha Motor Co Ltd | 表面仕上げ方法および装置 |
| US5386665A (en) * | 1992-09-28 | 1995-02-07 | Clupak, Inc. | Automated/remote control apparatus and method for grinding rubber belts used to compact paper and other web material |
| DE4241293C3 (de) | 1992-12-08 | 1999-12-16 | Stahl Sm Maschf | Maschine zur Oberflächenbearbeitung von Werkstücken, insbesondere Bandschleifmaschine |
| US5441437A (en) * | 1993-02-18 | 1995-08-15 | Hulstedt; Bryan A. | Compliant constant-force follower device for surface finishing tool |
| DE4310887B4 (de) * | 1993-04-02 | 2004-09-09 | Almi Machinefabriek Vriezenveen B.V. | Vorrichtung zum endseitigen Ausformen von rohrförmigen Werkstücken mit unterschiedlichen Durchmessern |
| US5460536A (en) * | 1994-07-18 | 1995-10-24 | Applied Robotics, Inc. | Replaceable high power electrical contacts for robotic tool changing systems |
| US5771553A (en) * | 1996-10-03 | 1998-06-30 | National University Of Singapore | Precision and quick affixing method for flexible automated assembly |
| US5830046A (en) * | 1996-10-28 | 1998-11-03 | Vulcan Engineering Co. | Belt shifting idler pulley for reciprocating an abrasive belt |
| US5934974A (en) * | 1997-11-05 | 1999-08-10 | Aplex Group | In-situ monitoring of polishing pad wear |
| GB9803422D0 (en) | 1998-02-18 | 1998-04-15 | Unicorn Abrasives Ltd | Abrasive belt |
| JP2000237957A (ja) * | 1999-02-22 | 2000-09-05 | Hitachi Seiki Co Ltd | 研削盤 |
| US6602110B2 (en) * | 2001-06-28 | 2003-08-05 | 3M Innovative Properties Company | Automated polishing apparatus and method of polishing |
| US6544112B1 (en) * | 2002-01-17 | 2003-04-08 | Richard Fuchs | Belt tracking adjustment means for belt type abrading machine |
| US6993821B2 (en) * | 2002-12-30 | 2006-02-07 | General Electric Company | Manufacturing cell using tooling apparatus |
| GB2397234A (en) * | 2003-01-20 | 2004-07-21 | Armstrong Healthcare Ltd | A tool holder arrangement |
| FR2864920B1 (fr) * | 2004-01-09 | 2006-08-04 | Bruno Leneveu | Dispositif pour l'assemblage d'elements standar destine a la realisation de structures mecaniques de precision |
| CA2567058A1 (en) | 2004-05-18 | 2005-12-29 | Bl Autotec, Ltd. | Master plate and tool plate for robot arm coupling device, and robot arm coupling device |
| CN100436046C (zh) * | 2006-02-11 | 2008-11-26 | 鸿富锦精密工业(深圳)有限公司 | 夹具更换装置 |
| JP2007290095A (ja) | 2006-04-27 | 2007-11-08 | Brother Ind Ltd | 工作機械 |
| US20090144958A1 (en) * | 2007-12-07 | 2009-06-11 | Robert Allan Ahti | Method of manufacturing interchangeable tools |
-
2007
- 2007-12-07 US US11/952,472 patent/US8512096B2/en not_active Expired - Fee Related
-
2008
- 2008-10-27 EP EP08860528.2A patent/EP2219827B1/en not_active Not-in-force
- 2008-10-27 CA CA2707301A patent/CA2707301A1/en not_active Abandoned
- 2008-10-27 WO PCT/US2008/081256 patent/WO2009075956A2/en active Application Filing
- 2008-10-27 JP JP2010536953A patent/JP2011506108A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01135458A (ja) * | 1987-11-17 | 1989-05-29 | Mitsubishi Electric Corp | ベルト式研磨装置 |
| JPH05285817A (ja) * | 1992-04-08 | 1993-11-02 | Koji Takegawa | 表面研磨装置 |
| JP2002370116A (ja) * | 2001-06-13 | 2002-12-24 | Denso Corp | ワークの倣い加工装置 |
| JP2005022049A (ja) * | 2003-07-04 | 2005-01-27 | Toyo Eng Corp | 多関節ロボット装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2219827A2 (en) | 2010-08-25 |
| EP2219827B1 (en) | 2013-09-25 |
| WO2009075956A3 (en) | 2009-09-17 |
| US8512096B2 (en) | 2013-08-20 |
| WO2009075956A2 (en) | 2009-06-18 |
| CA2707301A1 (en) | 2009-06-18 |
| US20090149119A1 (en) | 2009-06-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2011506108A (ja) | 部品から材料を除去するためのシステム | |
| CN107234445B (zh) | 一种高速、高精度五轴超声加工机床 | |
| JP2011506109A (ja) | 交換可能な工具を製造する方法 | |
| KR20030093119A (ko) | 피봇 가공물 홀더를 가진 가공 장치 | |
| WO2011077127A4 (en) | Machine tools and methods of operation thereof | |
| JP6917135B2 (ja) | 工作機械 | |
| CN210499508U (zh) | 一种带摇篮式五轴的型材加工中心 | |
| WO2002064323A1 (en) | Tool compliance device and method | |
| JP2011506109A5 (ja) | ||
| WO2012053356A1 (ja) | センタリング方法及び装置 | |
| JP2001219325A (ja) | ガントリー型の工作機械 | |
| JP5427159B2 (ja) | 加工装置及び加工方法 | |
| TWI768194B (zh) | 工作機械 | |
| JP4148166B2 (ja) | 接触検出装置 | |
| JP4874673B2 (ja) | 工作機械 | |
| CN114102188A (zh) | 一种航空构件的加工夹具及其加工工艺 | |
| JP4989193B2 (ja) | 面取り装置 | |
| JP2009131913A (ja) | 樹脂部品の加工装置及び樹脂部品の加工方法 | |
| CN219598891U (zh) | 一种能够自动测量调整的多轴雕刻设备 | |
| CN216575611U (zh) | 一种中心钻孔的加工机床 | |
| CN108581638B (zh) | 超长零件移动式加工机构 | |
| CN220593204U (zh) | 液压壳体上料机械手 | |
| KR101280009B1 (ko) | 레이저 헤드가 설치된 5축 가공기 | |
| JP3687324B2 (ja) | シリンダボアの高精度微細溝加工装置及び加工方法 | |
| JPH09300147A (ja) | 作業機械 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111012 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111012 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130328 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130627 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130704 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131126 |