JP2011133107A - 固定型等速自在継手 - Google Patents
固定型等速自在継手 Download PDFInfo
- Publication number
- JP2011133107A JP2011133107A JP2010261532A JP2010261532A JP2011133107A JP 2011133107 A JP2011133107 A JP 2011133107A JP 2010261532 A JP2010261532 A JP 2010261532A JP 2010261532 A JP2010261532 A JP 2010261532A JP 2011133107 A JP2011133107 A JP 2011133107A
- Authority
- JP
- Japan
- Prior art keywords
- center
- joint member
- joint
- track groove
- track
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images














Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/22—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts
- F16D3/223—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts
- F16D3/2237—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts where the grooves are composed of radii and adjoining straight lines, i.e. undercut free [UF] type joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/22—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts
- F16D3/223—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts
- F16D3/224—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts the groove centre-lines in each coupling part lying on a sphere
- F16D3/2245—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts the groove centre-lines in each coupling part lying on a sphere where the groove centres are offset from the joint centre
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/22—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts
- F16D3/223—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts
- F16D2003/22309—Details of grooves
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2250/00—Manufacturing; Assembly
- F16D2250/0038—Surface treatment
- F16D2250/0053—Hardening
Abstract
【課題】低作動角時の耐久性を確保し、高作動角でのトルク容量の向上を図ることが可能なアンダーカットフリータイプの固定型等速自在継手を提供する。
【解決手段】外側継手部材33のトラック溝32の中心とボール37の中心との間の距離をRt、トラック溝32の中心と継手中心面Pとの間の軸方向距離をFとしたとき、FとRtとの比R1が0.061≦R1≦0.087である。トラック溝32の中心と継手中心軸線Xまでの距離である半径方向オフセット量をfrとしたとき、frとRtとの比R3が0.07≦R3≦0.19である。内側継手部材36のトラック溝35の底面には、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上となる硬化層が形成されている。
【選択図】図1
【解決手段】外側継手部材33のトラック溝32の中心とボール37の中心との間の距離をRt、トラック溝32の中心と継手中心面Pとの間の軸方向距離をFとしたとき、FとRtとの比R1が0.061≦R1≦0.087である。トラック溝32の中心と継手中心軸線Xまでの距離である半径方向オフセット量をfrとしたとき、frとRtとの比R3が0.07≦R3≦0.19である。内側継手部材36のトラック溝35の底面には、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上となる硬化層が形成されている。
【選択図】図1
Description
本発明は、固定型等速自在継手に関し、特に、連結した駆動側と従動側の2軸間での角度変位にのみ許容するタイプであって、自動車や各種産業機械の動力伝達系において使用される8個のトルク伝達ボールを備えたアンダーカットフリータイプの固定型等速自在継手に関する。
固定型等速自在継手には、ツェッパ型(BJ)(例えば特許文献1)やアンダーカットフリー型(UJ)等がある。
ツェッパタイプの固定型等速自在継手は、図17に示すように、内球面1に複数のトラック溝2が円周方向等間隔に軸方向に沿って形成された外側継手部材3と、外球面4に外側継手部材3のトラック溝2と対をなす複数のトラック溝5が円周方向等間隔に軸方向に沿って形成された内側継手部材6と、外側継手部材3のトラック溝2と内側継手部材6のトラック溝5との間に介在してトルクを伝達する複数のボール7と、外側継手部材3の内球面1と内側継手部材6の外球面4との間に介在してボール7を保持するケージ8とを備えている。ケージ8には、ボール7が収容される窓部9が周方向に沿って複数配設されている。
ケージ8は外側継手部材3の内球面及び内側継手部材6の外球面とそれぞれ球面接触している。外側継手部材3と内側継手部材6のトラック溝2,5のボール中心軌跡線の曲率中心(O2,O1)はそれぞれ継手中心Ojに対して対称な位置にある。言い換えれば、曲率中心O1と曲率中心O2は継手中心Ojから互いに逆方向に等距離、軸方向にオフセットしている。すなわち、外側継手部材3のトラック溝2を継手中心Ojから継手中心軸線Xに沿って継手開口側に所定距離だけオフセットさせ、内側継手部材6のトラック溝5を継手中心Ojから継手中心軸線Xに沿って継手奥部側に所定距離だけオフセットさせている。ここで、継手中心軸線Xは、継手の作動角が0°の状態で、外側継手部材3の軸線と内側継手部材6の軸線とを含む直線、継手中心面は、トルク伝達ボール7の中心を含み、継手中心軸線と直交する平面、継手中心Ojは、継手中心面と継手中心軸線との交点である。
このため、外側継手部材3のトラック溝2と内側継手部材6のトラック溝5とで形成されトルク伝達ボールトラックは、軸方向の一方から他方へ向かって徐々に広がったくさび形状を呈する。各ボール7はこのくさび状のトルク伝達ボールトラック内に収容され、外側継手部材3と内側継手部材6との間でトルクを伝達する。すべてのボール7を継手平面(作動角の二等分線に垂直な平面)に保持するためケージ8が組み込まれている。
また、ツェッパタイプの固定型等速自在継手には、6個のトルク伝達ボールを備えた構造のものが技術標準として長年にわたって使用され、性能・信頼性等の面で多くのユーザの支持を得てきたが、本出願人は、この技術標準としての6個ボールのゼッパジョイントと同等以上の強度、負荷容量および耐久性を確保しつつ、高効率で抜本的な軽量・コンパクト化を図った8個ボールのゼッパジョイントを開発し、既に提案した(例えば下記の特許文献1)。
次に、UJタイプの固定型等速自在継手は、図18に示すように、内径面11に複数のトラック溝12が円周方向等間隔に軸方向に沿って形成された外側継手部材13と、外径面14に外側継手部材13のトラック溝12と対をなす複数のトラック溝15が円周方向等間隔に軸方向に沿って形成された内側継手部材16と、外側継手部材13のトラック溝12と内側継手部材16のトラック溝15との間に介在してトルクを伝達する複数のボール17と、外側継手部材13の内径面11と内側継手部材16の外径面14との間に介在してボール17を保持するケージ18とを備えている。ケージ18には、ボール17が収容される窓部19が周方向に沿って複数配設されている。
この場合、外側継手部材13のトラック溝12は、トラック溝ボール中心軌跡線が円弧部となる奥側トラック溝12aと、トラック溝ボール中心軌跡線が外側継手部材軸線と平行なストレート部となる開口側トラック溝12bとからなる。奥側トラック溝12aは、その曲率中心O2を継手中心Ojから軸方向に外側継手部材13の開口側にずらしている。また、内側継手部材16のトラック溝15は、トラック溝ボール中心軌跡線が内側継手部材軸線と平行なストレート部となる奥側トラック溝15aと、トラック溝ボール中心軌跡線が円弧部となる開口側トラック溝15bとからなる。開口側トラック溝15bの曲率中心O1を継手中心Ojから軸方向に外側継手部材13の奥側トラック溝12aの曲率中心O2と反対側の奥側に等距離Fだけ離して設けている。
このように、全域を円弧形状としているツェッパタイプに対して、UJタイプの外側継手部材13のトラック形状は、開口側がストレート形状のアンダーカットフリーとなっている。このため、BJタイプに比べて開口部でボール位置が外径側にあるためシャフト(内側継手部材に嵌入されるシャフト)と外側継手部材13のトラック溝12との干渉角が大きくなり、UJタイプはBJタイプに比べてより大きい作動角がとれる。また、UJタイプの外側継手部材13のトラック形状は、開口側においてストレート形状となっているために、ボール17の半径方向の移動量が外径側方向に大きくなり、それに対応してボール17を保持するためケージ18の外径も大きくすることになる。このことから外側継手部材13の内球面径は大きくなる。
しかしながら、UJタイプは、外側継手部材13の内径面(内球面)を大きくすることで、外側継手部材13の円弧トラック溝が開口側にオフセットしていることによって、奥側のトラック深さは浅くなる。このため、前記したように外側継手部材13の内球面を大きくすると奥側トラック溝深さは更に浅くなる。ここで、トラック深さとは、回転状態でジョイント内部力解析を行い、一回転中でトラック内を軸方向および接触角方向に移動するボールの接触楕円が最も球面に近づく位置でのボール接触点から球面までの距離として現した。
また、ボール7,17のケージ8,18での保持とトラック深さの確保から、同じサイズにおいてUJタイプはツェッパタイプに比べてボール径を大きく、またボールのピッチ円PCD、延いては外側継手部材外径も大きくしている。
図18に示すUJタイプでは、外側継手部材奥側トラック深さの確保に効果のあるケージオフセット形状としている。すなわち、継手中心Ojに対して、ケージ18の外球面18aの中心O4を軸方向開口側へfcだけオフセットさせ、ケージ18の内球面18bの中心O3を軸方向奥側へfcだけオフセットさせている。このようなケージオフセットタイプを、トラック方向ケージオフセットと呼ぶ。
近年、6個ボールタイプに比べ外径がコンパクト化された8個ボールのUJタイプの継手も提案されている(特許文献1)。8個ボールのUJタイプの継手は、6個ボールよりも小さいボール径としているため、ボールの大きさ,個数によらずPCR(外側継手部材のトラック溝の円弧中心または内側継手部材のトラック溝の円弧中心とボールの中心とを結ぶ線分の長さ)とオフセット量とで決まる前記の半径方向移動量に相当するケージの半径方向寸法(厚み)を確保できるようにオフセット量を小さく設定するとともに、図14に示すように、ケージオフセットを採用している。
そして、このような8個のUJタイプではさらなるコンパクト化には、高角時の強度、耐久性の向上が重要な課題とされている。
ところで、従来には、6個ボールのツェッパタイプにおいて、トラック溝の中心を継手中心軸線から該トラック溝に対して半径方向反対側に離間した位置にオフセットさせることが開示されている(特許文献2、特許文献3、及び特許文献4)。
特許文献2では、外側継手部材のトラック溝を、継手中心を中心とする開口側第1案内溝と、継手中心から半径方向反対側にオフセットされた点を中心とする奥側第2案内溝とで形成している。また、内側継手部材のトラック溝を、継手中心から継手中心軸線に沿って奥側にオフセットされた点を中心とする奥側第2トラック溝と、この奥側第2案内溝の中心からさらに半径方向反対にオフセットされた点を中心とする開口側第2案内溝とで形成している。
このような構成とすることにより、外側継手部材の奥側第1案内溝の溝深さが大きくなり、また、内側継手部材の開口側第2案内溝の部分で内側継手部材の肉厚が大きくなるので、継手が高作動角を取ったとき、ボールが外側継手部材の奥側第1案内溝に乗り上げて該溝のエッジ部分が欠けてしまうことがなくなり、また、ボールからの負荷によって内側継手部材が損傷してしまうことがなくなる。
特許文献3では、外側継手部材のトラック溝の中心と内側継手部材のトラック溝の中心を、それぞれ、直径方向面(継手中心面)から軸方向両側に等距離だけ離間し、かつ、継手中心軸線から半径方向反対側に所定量だけ離間した位置にオフセットさせている。このような構成とすることにより、継手が最大作動角を取り、ボールが外側継手部材のトラック溝の入口縁部に極めて接近した状態における、ボールとトラック溝との接触力が小さくなり、トラック溝の入口縁部の損傷が防止される。
特許文献4では、外側継手部材のトラック溝及び内側継手部材のトラック溝の溝中心線の曲率中心が、継手中心面の両側に偏心され、かつ溝中心線と軸心とを含む平面上でこの軸心を越えた反対側にあるように設定している。これによって、継手角の最大許容角度を大きくでき外側継手部材の外径を大きくすることなく強度を確保するようにしている。
また、従来には、走行特性等に影響を与えることなく最大屈曲角度を増大できるようにするものがある(特許文献5)。すなわち、特許文献5では、走行路の基底と継手回転軸線との間の距離を、最大値を取る点から出発して、軌跡曲線の接線と継手回転軸線との間の交差角が単調に増加するようにしたものである。
ツェッパタイプの等速自在継手において、トラック溝の中心の軸方向オフセット量(トラック溝の中心と継手中心面との軸方向距離)を小さくし、あるいは、半径方向オフセット量(トラック溝の中心と継手中心軸線との半径方向距離)を設けると、継手回転中のトラック荷重(トルク伝達ボールとトラック溝との接触部に作用する荷重)のピーク値が上昇する傾向がみられる。特許文献2、3では、6個ボールのゼッパジョイントについて、トラック溝の中心に半径方向オフセットを設けているが、これは最大作動角又はその近傍の高作動角域でのトラック溝側壁部分の損傷防止に配慮したものであり、低作動角域及び中作動角域での耐久性確保の課題は全く考慮されていない。
特に、前記特許文献2〜特許文献4に記載のものでは、いずれも6個ボールであり、しかも、トラック溝が単一の円弧部から構成されるものである。また、特許文献5においても、6個ボールであり、しかも、トラック溝のストレート部を有さないものである。このため、8個ボールでのUJタイプの等速自在継手において、低作動角時の耐久性を確保しつつ、高作動角でのトルク容量の向上を図ることが可能なものは従来には存在しなかった。
本発明の課題は、低作動角時の耐久性を確保しつつ、高作動角でのトルク容量の向上を図ることが可能な8個ボールでのアンダーカットフリータイプの固定型等速自在継手を提供することにある。
本発明の第1の等速自在継手は、内径面に軸方向に延びる8本のトラック溝を形成した外側継手部材と、外径面に軸方向に延びる8本のトラック溝を形成した内側継手部材と、外側継手部材のトラック溝とこれに対応する内側継手部材のトラック溝とが協働して形成される8本のトルク伝達ボールトラックと、該トルク伝達ボールトラックにそれぞれ配された8個のトルク伝達ボールと、トルク伝達ボールを保持するポケットを有するケージとを備え、外側継手部材のトラック溝底面及び内側継手部材のトラック溝底面に曲線部とストレート部を有するアンダーカットフリータイプの固定型等速自在継手であって、継手の作動角が0°の状態で、前記外側継手部材の軸線と前記内側部材の軸線とを含む直線を継手中心軸線、前記トルク伝達ボールの中心を含み、前記継手中心軸線と直交する平面を継手中心面としたとき、前記外側継手部材のトラック溝の中心と前記内側継手部材のトラック溝の中心とが、それぞれ、前記継手中心面から軸方向両側に離間し、かつ、前記継手中心軸線からこれらトラック溝に対して半径方向反対側に離間した位置にオフセットされているとともに、前記ケージの外球面中心とケージの内球面中心とを一致させ、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記トルク伝達ボールの中心との間の距離をRt、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心面との間の軸方向距離をFとしたとき、FとRtとの比R1(=F/Rt)が0.061≦R1≦0.087であり、かつ、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心軸線までの距離である半径方向オフセット量をfrとしたとき、frと前記Rtとの比R3(=fr/Rt)が0.07≦R3≦0.19であり、さらに、内側継手部材のトラック溝の底面には、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上となる硬化層が形成されているものである。
本発明の第2の等速自在継手は、内径面に軸方向に延びる8本のトラック溝を形成した外側継手部材と、外径面に軸方向に延びる8本のトラック溝を形成した内側継手部材と、外側継手部材のトラック溝とこれに対応する内側継手部材のトラック溝とが協働して形成される8本のトルク伝達ボールトラックと、該トルク伝達ボールトラックにそれぞれ配された8個のトルク伝達ボールと、トルク伝達ボールを保持するポケットを有するケージとを備え、外側継手部材のトラック溝底面及び内側継手部材のトラック溝底面に曲線部とストレート部を有するアンダーカットフリータイプの固定型等速自在継手であって、継手の作動角が0°の状態で、前記外側継手部材の軸線と前記内側部材の軸線とを含む直線を継手中心軸線、前記トルク伝達ボールの中心を含み、前記継手中心軸線と直交する平面を継手中心面としたとき、前記外側継手部材のトラック溝の中心と前記内側継手部材のトラック溝の中心とが、それぞれ、前記継手中心面から軸方向両側に離間し、かつ、前記継手中心軸線からこれらトラック溝に対して半径方向反対側に離間した位置にオフセットされ、ケージの外球面中心が継手中心面よりも内側継手部材のトラック溝の中心側に配置されるとともに、ケージの内球面中心が継手中心面よりも外側継手部材のトラック溝の中心側に
配置されて、ケージの外球面中心又はケージの内球面中心と継手中心面までの軸方向距離
をfcとし、トルク伝達ボールの中心から継手中心軸線までの距離をRとしたとき、fcとRとの比R2(=fc/R)が0.01以下であり、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記トルク伝達ボールの中心との間の距離をRt、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心面との間の軸方向距離をFとしたとき、FとRtとの比R1(=F/Rt)が0.044≦R1≦0.087であり、かつ、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心軸線までの距離である半径方向オフセット量をfrとしたとき、frと前記Rtとの比R3(=fr/Rt)が0.07≦R3≦0.19であり、さらに、内側継手部材のトラック溝の底面乃至内径面には、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上となる硬化層が形成されているものである。
配置されて、ケージの外球面中心又はケージの内球面中心と継手中心面までの軸方向距離
をfcとし、トルク伝達ボールの中心から継手中心軸線までの距離をRとしたとき、fcとRとの比R2(=fc/R)が0.01以下であり、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記トルク伝達ボールの中心との間の距離をRt、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心面との間の軸方向距離をFとしたとき、FとRtとの比R1(=F/Rt)が0.044≦R1≦0.087であり、かつ、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心軸線までの距離である半径方向オフセット量をfrとしたとき、frと前記Rtとの比R3(=fr/Rt)が0.07≦R3≦0.19であり、さらに、内側継手部材のトラック溝の底面乃至内径面には、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上となる硬化層が形成されているものである。
常用角(作動角6°)においては、前記R1値が小さいほどトラック深さが深くなり、R3値が小さいほどトラック深さが深くなる。ここで、トラック深さとは、回転状態でジョイント内部力解析を行い、一回転中でトラック内を軸方向および接触角方向に移動するボールの接触楕円が最も球面に近づく位置でのボール接触点から球面までの距離である。ボール接触点から球面部までの距離は大きいほど耐久性は良くなる。
外側継手部材のトラック溝の中心(曲線部の曲率中心)に半径方向オフセットを設けることにより、半径方向オフセットを設けない場合に比べて、トラック溝の継手奥部側部分の溝深さが相対的に大きくなる。そのため、トラック溝の継手奥部側壁部の剛性が増大することにより、継手が高作動角を取り、トルク伝達ボールがトラック溝の継手奥部側に寄った位置でトルクを伝達するときの、トラック溝の継手奥部側壁部のエッジ部分の変形が抑制され、高作動角域での継手の捩り強度が向上する。また、高作動角域でのトルク容量が増大し、トラック溝の継手奥部側壁部でのエッジロードが減少する結果、高作動角域での継手の耐久性が向上する。ここで、トルク容量とは、継手がある作動角を取りつつトルクを伝達する際に、トルク伝達ボールとトラック溝との接触部の接触楕円の端部が、トラック溝のエッジ線と重なる時のトルクである。
また、R2を0.01以下とすることによって、ケージの開口側の肉厚が薄くなるのを防止できる。R1値が小さいほどPV値(ボールとトラック間の滑り速度とトラック荷重を乗じたもの)が小さくなる。PV値が小さいほど耐久性は良くなる。内側継手部材のトラック溝の底面(溝内面)が、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上を有するので、内側継手部材のトラック肩部のエッジ部の剛性が高くなり、特に高角時においてトラックが浅いストレート溝部の強度及び耐久性が向上する。
FとRtとの比R1(=F/Rt)を0.071以下とするのが好ましく、frとRtとの比R3(=fr/Rt)を0.15以上とするのが好ましい。
ケージは、Hv600での有効硬化層深さをDcとし、ボールの直径をdとしたときに少なくとも有効硬化層深さ比Dc/dが0.067以上で非研削表面に研削部表面の硬さよりも軟らかい軟化層を有さないのが好ましい。このように構成することによって、高強度のケージを構成できる。
外側継手部材の内径面の開口端に、ケージ挿入用のカット部を軸心に関して対称となる少なくとも2箇所に設けるのが好ましい。この際、カット部を冷間鍛造にて成形するのが好ましい。
前記外側継手部材は前記トラック溝が形成されたマウス部を備え、このマウス部の開口端部に開口側に向かって拡径する作動角許容用のチャンファを形成し、このチャンファとトラック溝の溝底との交点からのマウス部の開口端部の突出量をtとし、ボールの直径をdとしたときに、t=0.13d〜0.185dとの関係を満たすとともに、マウス部の開口端面乃至この開口端面に連続するマウス部の外周面を、硬化処理を施していない非硬化層を有するものが好ましい。
前記等速自在継手は、例えば自動車のドライブシャフトの連結に用いられる。
本発明の等速自在継手では、高作動角時において外側継手部材奥側のトルク容量が増えるため、トラック溝壁面の剛性が向上し、トラックエッジ部の変形が抑えられ、捩り強度が向上する。高作動角時において外側継手部材奥側のトラック深さが増えるため、乗り上げトルクが向上し、エッジロードが減少し、高作動角での耐久性が向上する。
常用角(作動角6°)では、従来並みのトラック深さを確保でき、耐久性は従来と同等かそれ以上となる。特にR1=0.071以下とするとトラック深さはより深く、PV値も低くなり耐久性が向上する。このように、この固定型の等速自在継手では、高い耐久性要求に適用できるのでサイズダウンが図れ、軽量となり、また低コスト化にもなる。また、R1=0.087以下として従来品より低い値とすると、軸方向のボールからケージへの荷重および、ボールの半径方向移動量が減少するなどによりトルク伝達効率が向上する。
内側継手部材が、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上を有するものであれば、内側継手部材のトラック肩部のエッジ部の剛性を向上させることができ、局部的な変形が抑えられ強度と耐久性が向上する。
外側継手部材の内径面の開口端にケージ挿入用のカット部を2箇所形成したものでは、ケージ外球面を保持する接触面を開口側に大きくすることができ、高負荷時のケージの変形を抑制できる。このため、継手全体として高作動角時の捩り疲労強度または準静捩り強度を向上させることができる。
t=0.13d〜0.185dとして外側継手部材のマウス部の開口側の突出部を長くすることで、開口部の剛性が高くなり強度が向上する。また非硬化層を増加させることによって、硬化層形成のための熱処理における変形を抑えることができる。
このように本発明に係る固定型等速自在継手は、継手としての強度を向上させ、コンパクトなものを提供できる。このため、ドライブシャフト用に最適な固定型等速自在継手となる。
以下、本発明の実施形態を図面に従って説明する。
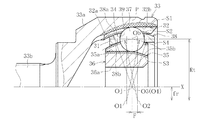
この実施形態の固定型等速自在継手は、例えば自動車のドライブシャフトの固定側(車輪側)に配置されるもので、図1と図2に示すように、内径面(内球面)31に複数(8個)のトラック溝32が円周方向等間隔に軸方向に沿って形成された外側継手部材33と、外径面34に外側継手部材33のトラック溝32と対をなす複数(8個)のトラック溝35が円周方向等間隔に軸方向に沿って形成された内側継手部材36と、外側継手部材33のトラック溝32と内側継手部材36のトラック溝35とが協働して形成される8本のボールトラックにそれぞれ配された8個のトルク伝達ボール37と、外側継手部材33の内径面31と内側継手部材36の外径面(外球面)34との間に介在してボール37を保持するケージ38とを備えている。ケージ38には、ボール37が収容される窓部39が周方向に沿って複数配設されている。なお、内側継手部材36の内径面に軸部を連結するための歯型(セレーション又はスプライン)36aを形成している。
外側継手部材33は、前記トラック溝32を有するマウス部33aと、マウス部33aの底壁から突設される軸部33bとを備える。マウス部33aのトラック溝32は、トラック溝ボール中心軌跡線が曲線部(円弧部)となる奥側トラック溝32aと、トラック溝ボール中心軌跡線が外側継手部材軸線と平行なストレート部となる開口側トラック溝32bとからなる。また、内側継手部材36のトラック溝35は、トラック溝ボール中心軌跡線が内側継手部材軸線と平行なストレート部となる奥側トラック溝35aと、トラック溝ボール中心軌跡線が曲線部(円弧部)となる開口側トラック溝35bとからなる。
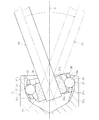
外側継手部材33のトラック溝32や内側継手部材36のトラック溝35は、鍛造加工のみ、又は鍛造加工後の削り加工等にて成形したゴシックアーチ状である。図3に示すように、ゴシックアーチ状とすることによって、トラック溝32、35とボール37はアンギュラ接触となっている。すなわち、ボール37は、外側継手部材33のトラック溝32と2点C11,C12で接触し、内側継手部材36のトラック溝35と2点C21,C22で接触する形状となっている。ボール37の中心Obと継手中心Ojを通る線分P1に対するボール37の中心Obと各トラック溝32,35との接触点C11,C12,C21,C22とのなす角度が、接触角αである。
図1と図2においては、継手の作動角θが0°の状態を示しており、この状態では、外側継手部材33の軸線と内側継手部材36の軸線とが直線X上で一致し、また、全てのトルク伝達ボール37の中心Obを含む平面Pは直線Xと直交する。以下、直線Xを継手中心軸線X、平面Pを継手中心面P、継手中心面Pと継手中心軸線Xとの交点を継手中心Ojという。
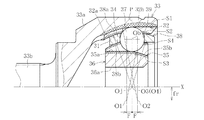
図2に示すように、外側継手部材33のトラック溝32の奥側トラック溝32aの中心(曲率中心)O2は、継手中心面Pから継手開口側(図2で右側)に軸方向距離Fだけ離間し、かつ、継手中心軸線Xからこのトラック溝32に対して半径方向反対側に半径方向距離frだけ離間した位置にオフセットされている。また、内側継手部材36のトラック溝35の開口側トラック溝35bの中心O1は、継手中心面Pから継手奥部側(同図で左側)に軸方向距離Fだけ離間し、かつ、継手中心軸線Xからこのトラック溝35に対して半径方向反対側に半径方向距離frだけ離間した位置にオフセットされている。
以下、トラック溝32,35の中心O2、O1と継手中心面Pとの軸方向距離(F)を軸方向オフセット量F、曲率中心O2、O1と継手中心軸線Xとの半径方向距離(fr)を半径方向オフセット量frという。尚、この実施形態において、外側継手部材33のトラック溝32と内側継手部材36のトラック溝35とは、軸方向オフセット量Fが相等しく、また、半径方向オフセット量frが相等しい。
また、この実施形態では、ケージ38の外球面38aの中心O4、および、ケージ38の内球面38bの中心O3は、いずれも、継手中心Oj上にある。
図1に示すように、外側継手部材33のトラック溝32の中心(曲率中心)O2又は内側継手部材36のトラック溝35の中心(曲率中心)O1とトルク伝達ボール37の中心Obとの間の距離をRtとし、外側継手部材33のトラック溝32の中心O2又は内側継手部材36のトラック溝35の中心O1と継手中心面Pとの間の軸方向距離(前記軸方向オフセット量)をFとしたとき、FとRtとの比R1(=F/Rt)が0.061≦R1≦0.087であるように設定する。このため、このR1はオフセット(軸方向オフセット)の程度を表す値と呼ぶことができる。
また、外側継手部材33のトラック溝32の中心(曲率中心)O2又は内側継手部材36のトラック溝35の中心(曲率中心)O1と継手中心軸線Xまでの距離である半径方向オフセット量をfrとしたとき、frとRtとの比R3(=fr/Rt)が0.07≦R3≦0.19であるように設定する。このため、R3をオフセット(半径方向オフセット)の程度を表す値と呼ぶことができる。
ところで、図4に示すように、外側継手部材33のマウス部33aの内径面31乃至トラック溝32の溝底41に硬化層S2、S1が設けられている。外側継手部材33は、例えば、炭素量を0.46〜0.58mass%の炭素鋼で構成され、少なくとも一回冷間鍛造加工されて、マウス部27の外周側の硬さ(硬化層以外の硬さ)をHv(ビッカース硬さ)280以上400以下とし、硬化層の硬さをHv500以上780以下としている。Hv500未満では、不完全焼入れ組織の未固溶フェライト量が増加し、静的捩り強度が急激に低下する。なお、上限は、その炭素量に応じたマルテンサイトの硬さで決まる。硬化層S1、S2の成形には高周波焼入れや浸炭焼入れ等の種々の熱処理を採用することができる。高周波焼入れとは、高周波電流の流れているコイル中に焼入れに必要な部分を入れ、電磁誘導作用によりジュール熱を発生させて伝導性物体を加熱する原理を応用した焼入れ方法である。浸炭焼入れとは、低炭素材料の表面から炭素を浸入/拡散させ、その後に焼入れを行う方法である。
マウス部33aの開口端部には、図4に示すように、開口側に向かって拡径する作動角許容用のチャンファ40を形成している。この場合、このチャンファ40とトラック溝32の溝底41との交点Xからのこのマウス部33aの開口端面42の突出量(突出部43の突出量)をtとし、ボール37の直径をdとしたときに、t=0.13d〜0.185dとの関係を満たすように設定する。また、マウス部33aの開口端面42乃至この開口端面42に連続するマウス部33aの外周面を、硬化処理を施していない非硬化層44としている。
図2に示すように、内側継手部材36の外径面34乃至トラック溝35の溝底45に硬化層S4、S3が設けられている。この内側継手部材36は例えばSCr420等を素材とすることができ、この場合の硬化層S3、S4は、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上を有する。ここで、有効硬化層深さとは、硬化層の表面から、規定する限界硬さの位置までの距離をいう。このため、この場合の規定する限う界硬さはHv513であり、硬化層の表面からこの硬さまでの寸法をDiとし、ボールの直径をdとしたときに少なくともDi/dが、0.111以上となる硬化層を有するということである。硬化層S3、S4の成形には高周波焼入れや浸炭焼入れ等の種々の熱処理を採用することができる。なお、この有効硬化層深さの上限としては、外側継手部材33のマウス部33aの肉厚や非硬化部の硬度等に基づいて、マウスとして強度が低下しないような範囲で任意に設定できる。
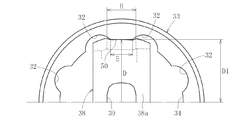
ところで、外側継手部材33の内径面31の開口端に、図5と図6に示すように、ケージ挿入用のカット部50を軸心に関して対称となる少なくとも2箇所に設けている。このカット部50は、平坦状に切り欠いたものであって、軸心に関して180°対称位置に設けられるカット部50間の寸法Dを、軸心に関して180°対称位置に設けられるケージ38のポケット間寸法D1よりもわずかに小さく設定している。また、外側継手部材33の周方向に沿って隣合うトラック溝間寸法Eを、ケージ38のポケットのポケット軸方向寸法Hよりも小さく設定している。
すなわち、図5に示すように、軸心に関して180°対称位置に設けられるケージ38のポケットを、それぞれ、カット部50に対応させた状態で、ケージ38の外側継手部材33への嵌入を可能としている。
ケージ38としては、Hv600での有効硬化層深さをDcとし、ボールの直径をdとしたときに少なくとも有効硬化層深さ比Dc/dが0.067以上で非研削表面に研削部表面の硬さより軟らかい軟化層を有さないものとする。なお、ケージ38は例えばS48Cを素材とし、例えば、焼入れ炉を用いて熱硬化処理を行う。
次に、図7と図8は本発明の第2の実施形態を示している。図8に示すうに、ケージ38の外球面中心O4が継手中心Ojよりも内側継手部材36のトラック溝の中心O1側に配置されるともに、ケージ38の内球面中心O3が継手中心Ojよりも外側継手部材33のトラック溝の中心O2側に配置されている。すなわち、ケージ38の外球面中心O4とケージ38の内球面中心O3とが、継手中心Ojに対して軸線方向にそれぞれfcだけオフセットされている。このようなケージオフセットタイプのものを、図18のトラック方向ケージオフセットと呼ぶのに対向して、反トラック方向ケージオフセットと呼ぶ。
この場合も、図8に示すように、外側継手部材33のトラック溝32の奥側トラック溝32aの中心(曲率中心)O2は、継手中心面Pから継手開口側に軸方向距離Fだけ離間し、かつ、継手中心軸線Xからこのトラック溝32に対して半径方向反対側に半径方向距離frだけ離間した位置にオフセットされている。また、内側継手部材36のトラック溝35の開口側トラック溝35bの中心O1は、継手中心面Pから継手奥部側に軸方向距離Fだけ離間し、かつ、継手中心軸線Xからこのトラック溝35に対して半径方向反対側に半径方向距離frだけ離間した位置にオフセットされている。
FとRtとの比R1(=F/Rt)が0.044≦R1≦0.087であるように設定するとともに、frとRtとの比R3(=fr/Rt)が0.07≦R3≦0.19であるように設定する。また、ケージ38の外球面中心O4(外側継手部材33の内径面中心)又はケージ38の内球面中心O3(内側継手部材36の外径面中心)と継手中心面Pまでの軸方向距離をfcとし、トルク伝達ボール37の中心Obから継手中心軸線Xまでの距離をRとしたとき、fcとRとの比R2(=fc/R)が0.01以下とする。
この図7と図8に示す固定型等速自在継手においても、外側継手部材33に、マウス部33aの内径面31乃至トラック溝32の溝底41に硬化層S2、S1が設けられている。内側継手部材36の外径面34乃至トラック溝35に硬化層S4、S3が設けられている。この内側継手部材36は例えばSCr420等を素材とすることができ、この場合の硬化層S3、S4は、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上を有する。なお、図7と図8に示す固定型等速自在継手の他の構成は前記図1と図2に示す固定型等速自在継手と同様であるので、それらの説明を省略する。
第1の実施形態や第2の実施形態のように、半径方向にオフセットしている構造は、従来品よりさらに小さいオフセット量まで作動性が良好となる。これは、主に隙間により発生する内側継手部材36の継手中心Ojからのズレ量が従来品に比べ小さいためである。このことは、本発明品は従来品よりトラック溝が継手中心軸線Xより半径方向外側に位置していることに起因して、作動角を取った状態での8個のトラック荷重の発生するトラックの箇所が従来品と開発品で異なっており、このことから内側継手部材36を支えるボールの位置関係の違いにより内側継手部材36のずれる方向及びずれる量が異なってくるためである。
次に前記比R1(=F/Rt)の最適範囲について説明する。図9に示すように、捩りトルクなしとして作動角方向に作動角−20°から+20°までシャフトを折り曲げる。すなわち、折り曲げたときの作動角方向の折り曲げ抵抗トルク値に関して機構解析により算出した。
この場合、継手内部隙間については、ボール37と内側継手部材36のトラック溝35及びボール37と外側継手部材33のトラック溝32の隙間量は、通常この種の固定型等速自在継手において量産されているものの隙間とした。なお、外側継手部材33の内球面(内径面)31とケージ外球面隙間は、設定範囲内の小さい側の隙間とし、内側継手部材36の外球面(外径面)34とケージ内球面38bとの隙間は設定範囲内の大きい側の隙間とした。また、ケージ38の窓部39とボール37間についても隙間の設定範囲内の小さい側の負の隙間としている。すなわち、作動角方向の折り曲げ抵抗トルク値が発生し易い、作動性が悪くなる条件としている。
図10に半径方向にオフセットしていない従来構造の8個ボール(トラック中心方向にケージオフセットしている)の前記解析結果を示している。図10において、細線がR1を0.0701とした場合を示し、太線がR1を0.0771とした場合を示し、中線がR1を0.0867とした場合を示している。この図10からわかるように、R1を0.0701とした場合と、R1を0.0771とした場合とにおいて、作動角が+7.5°付近からトルク値が立ち上がり+13°でピーク値が確認される。また、解析結果からR1値が0.0867のときはトルクは発生しておらずスムースに作動しており、R1値が小さくなると折り曲げ抵抗トルクが増加する。すなわち、この解析条件の隙間の従来品は、R1値が0.0867までは作動性が良好であるが、それより小さくなると作動性が悪くなる。
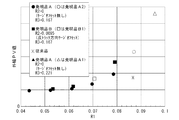
次に図11は、同じ隙間条件で本発明品についてR1値を可変し、R1値に対する前記解析から最大トルク値を従来品と比較した結果を示している。図11において、実線は従来品(半径方向にオフセットさせないトラック溝で、ケージオフセット形状のもの)を示し、1点鎖線は前記図1に示す本発明品(本発明品Aと呼ぶ)を示し、破線は図7に示す本発明品(本発明品Bと呼ぶ)を示している。従来品は図18に示すように、トラック方向ケージオフセットタイプであり、R2=0.0096とし、R3=0としている。また、発明品Aは図1に示すように、ケージオフセット無しタイプであって、R2=0とし、R3=0.167としている。発明品Bは図7に示すように、反トラック方向ケージオフセットタイプであり、R2=0.0095とし、R3=0.167としている。この図11において、△は比較品を示し、この比較品は、ケージオフセット無しタイプのBJ型等速自在継手であり、R2=0とし、R3=0.167としている。
このように、本発明品である半径方向にオフセットしている構造は、従来品よりさらに小さいオフセット量まで作動性が良好となる。これは、主に隙間により発生する内側継手部材のジョイント中心からのズレ量が開発品は従来品に比べ小さいためである。このことは、発明品は従来品よりトラックが中心軸より半径方向外側に位置していることに起因して、作動角を取った状態での8個のトラック荷重の発生するトラックの箇所が従来品と開発品で異なっているためである。すなわち、内側継手部材を支えるボールの位置関係の違いにより内側継手部材のずれる方向及びずれる量が異なってくるためである。
解析結果からAタイプ(発明品A)よりもBタイプ(発明品B)のほうがより小さいR1値まで作動性が良好となることがわかる。そして、本発明品Aでは、R1として0.061以上が作動性良好ということができ、本発明品Bでは、R1として0.045以上が作動性良好ということができる。
ところで、図11における△の比較品は、BJ構造であり、トラック溝の溝底が単一円弧形状で、内側継手部材のトラック溝の曲率中心と外側継手部材のトラック溝の曲率中心とは径方向にオフセット(R3=0.167)したものである。この比較品からわかるように、R1値が0.095以下で作動性が悪くなる。
このようにオフセット量が小さい範囲で作動性が確保できるのはアンダーカットフリータイプ構造特有の現象であり、この特有の現象を利用して常用角での耐久性の向上を実現した。
次に、常用角(6°)での耐久試験条件のときの外側継手部材33のトラック深さの値を図12と図13に示す。図12はR1と外側継手部材33のトラック深さとの関係を示し、この図12において、●はケージオフセット無しのAタイプであり、R2=0とし、R3=0.167とし、特に、○はR1=0.087である(つまり、A2タイプである)。■は反トラック方向ケージオフセットのBタイプであり、R2=0.0095とし、R3=0.167とし、特に、□はR1=0.071である。▲はケージオフセット無しのAタイプであり、R2=0とし、R3=0.221とし、特に、△はR1=0.096である(つまりA1タイプである)。*は従来品であり、R1=0.087であり、R2=0.0096であり、R3=0である。
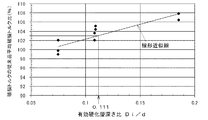
図13はR3と外側継手部材33のトラック深さとの関係を示し、この図13において、○はA2タイプであり、R3=0.167であり、R1=0.087であり、R2=0である。▲はAタイプであり、R3=0.221であり、R1=0.087であり、R2=0である。
常用角(6°)においては、R1値が小さいほどトラック深さが深くなり、またR3値が小さいほどトラック深さが深くなる。尚、Bタイプ(ケージオフセット品)は、小さいR1値が採れることから有利である。ここでトラック深さとは、回転状態で継手内部力解析を、大きいトルクの常用角(作動角6°)耐久条件で行い、一回転中でトラック内を軸方向および接触角α方向に移動するボールの接触楕円51が最も球面に近づく位置でのボール接触点から球面までの距離L(図3参照)である。
常用角耐久試験では、特にトルクが大きい試験において、トラック上の荷重が大きいことによりボール接触楕円51が大きくなり、外側継手部材33の内径面にこの接触楕円51がはみ出してエッジロードから剥離が発生しており、耐久性の向上にはボール接触点から球面部までの距離Lは大きいほど耐久性は良くなる。
次に図14は、常用角(6°)耐久試験条件での解析結果からの外側継手部材のPV値を示す。PV値は、ボールとトラック間の滑り速度とトラック荷重を乗じたものである。このPV値が小さいほど耐久性は良くなる。解析結果からR1値が小さいほどPV値が小さくなる。しかし、R1値0.071以下ではPV値の減少は鈍化する。なお、Bタイプ(ケージオフセット品)は、小さいR1値が採れることから有利である。また、内側継手部材のPV値は、R1値を小さくすることで外側継手部材とは逆に大きくなる関係がある、このため、内側継手部材のPV値増加による内側継手部材耐久性の低下が懸念される。R1値0.071では、内側継手部材の不具合は認められていない。なお、図14における各■、□、▲、△、●、○の発明品は図12に示す各■、□、▲、△、●、○と同じタイプの固定型等速自在継手を示している。
次に図15は、作動角46°でトルク250Nmを負荷したときの解析結果からのトラック深さを示している。図15において、□は反トラック方向ケージオフセットのBタイプであり、R1=0.071であり、R2=0.0095であり、R3=0.167である(つまり、B1タイプである)。●はケージオフセット無しのAタイプであり、R1=0.087とし、R2=0とし、特に、○はR3=0.167である(つまり、A2タイプである)。▲はケージオフセット無しのAタイプであり、R1=0.096、R2=0とし、特に、△はR3=0.221である(つまりA1タイプである)。
このように、作動角46°においては、R3値が大きいほどトラック深さは深くなり、またR1値については小さいほどトラック深さは深くなる。R1値0.087では、R3値が0.07になると従来と同等の深さとなる。
なお、従来品と前記各発明品のタイプ別のR1、R2、R3の値、およびケージオフセットの種類を表1に示した。また、従来におけるR1、R2、R3も、比R1(=F/Rt)であり、比R2(=fc/R)であり、比R3(=fr/Rt)である。

前記図10〜図15から分かるように、R1の好適の範囲では、Aタイプでは、0.061〜0.087であり、Bタイプでは、0.044〜0.087である。この場合の下界値は、図11から分かるように、作動性の限界値である。上限値は、後述する常用角耐久試験結果及びトラック深さが従来品以上に確保できる範囲である。特に、Aタイプでは、0.061〜0.071とし、Bタイプでは、0.044〜0.071とするのがさらに好適な範囲となる。これは、図14から、PV値が従来品以下となる範囲としている。この上限範囲とすることでさらにトラック深さが大きくなりさらに耐久性が向上する。
R2としては0.01以下が好ましい。R2が0.01を越えると、ケージ38の開口側(継手開口側)の肉厚が薄くなり、強度が低下するおそれがあるからである。
R3としては0.07〜0.19が好ましい。すなわち、図15から分かるように、好適なR1値の0.087において、トラック深さを従来品なみに確保できる範囲の0.07以上とする。また、後述する常用角耐久時のトラック深さから従来品並みに確保できる0.19以下とする(図13参照)。特に、R3を0.15〜0.19とするのがより好ましい。0.15は、図15における本発明品A1のトラック深さのレベルをR1=0.087に対応するR3値としたものである。
本発明では、外側継手部材33のトラック溝32の中心(曲線部の曲率中心)に半径方向オフセットを設けることにより、半径方向オフセットを設けない場合に比べて、トラック溝32の継手奥部側部分の溝深さが相対的に大きくなる。そのため、トラック溝32の継手奥部側壁部の剛性が増大することにより、継手が高作動角を取り、トルク伝達ボール37がトラック溝32の継手奥部側に寄った位置でトルクを伝達するときの、トラック溝32の継手奥部側壁部のエッジ部分の変形が抑制され、高作動角域での継手の捩り強度が向上する。また、高作動角域でのトルク容量が増大する。ここで、トルク容量とは、継手がある作動角を取りつつトルクを伝達する際に、トルク伝達ボール37とトラック溝32との接触部の接触楕円の端部が、トラック溝32のエッジ線と重なるトルクである。
このように本発明では、高作動角時において外側継手部材奥側のトルク容量が増えるため、トラック溝壁面の剛性が向上し、トラックエッジ部の変形が抑えられ、捩り強度が向上する。高作動角時において外側継手部材奥側のトラック深さが増えるため、乗り上げトルクが向上し、エッジロードが減少し、高作動角での耐久性が向上する。常用角では、従来並みのトラック深さを確保でき、耐久性は従来と同等かそれ以上となる。特にR1=0.071以下とするとトラック深さはより深く、PV値も低くなり耐久性が向上する。このように、この固定型の等速自在継手では、高い耐久性要求に適用できるのでサイズダウンが図れ、軽量となり、また低コスト化にもなる。また、R1=0.087以下として従来品より低い値とすると、軸方向のボール37からケージ38への荷重および、ボール37の半径方向移動量が減少するなどにより効率が向上する。このため、本発明の固定型等速自在継手は自動車のドライブシャフト用に最適となる。
高作動角時の耐久性及び強度の向上に、前記のR1、R2、R3の範囲に設定することで外側継手部材33奥側のトラック深さを増加した。次に内側継手部材36においては、UJトラック形状のため高角時のトラック深さの浅い側がストレート形状となるため、前記R1,R2,R3の形状であっても高角時の内輪トラック35(内側継手部材36のトラック35)の深さは深くなっていない。そこで、内側継手部材36の高角時の耐久性及び強度向上のために、有効硬化層深さに着目し、強度,耐久性に効果のある有効硬化層深さの範囲を試験により確認した。ここでHv513での有効硬化層深さをDiとし、ボール37の直径をdとしたときの有効硬化層深さ比Di/dで有効硬化層深さを表した。なお、有効硬化層深さの指標として Di/dとしたのは、以下の理由による。ジョイントサイズは大きくなると許容トルクが増し、ボール径も大きくなる。許容トルクを受けた時、ボールからトラックの接触力により最大応力がその接触表面からある深さ位置に発生する。このジョイントサイズ毎の許容トルク負荷時の最大応力が発生する深さ位置はサイズに比例して深くなり、同時に使用するボール径に対しても比例することになる。有効硬化層深さは、この最大応力が発生する接触表面からの深さに比例して決められるため、ジョイントサイズにかかわらず有効硬化層深さを示す指標としてボール径で除した比で表した。同様の理由からケージの有効硬化深さについてもジョイントサイズにかかわらず有効硬化層深さを表す指標としてサイズ及び許容トルクに比例するボール径で除した比で表した。
また、内側継手部材36は、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上を有するものであるので、トラック溝の肩部のエッジ部の剛性が向上し、局部的な変形が抑えられ強度と耐久性が向上する。なお、内側継手部材36として前記したように、SCr420を用いることによって、SCr435に比べ鍛造性がよく低コスト化を図ることができる。また、芯部硬さをHv300からHv400とすることができる。Hv300未満では必要強度が得られず、Hv400以上になるとクラックが発生しやすく強度向上が抑えられるからである。
ケージ38として、Hv600での有効硬化層深さをDcとし、ボールの直径をdとしたときに少なくとも有効硬化層深さ比Dc/dが0.067以上で非研削表面に研削部表面の硬さより軟らかい軟化層を有しているので、高強度なケージを構成することができる。また、焼入れ炉を用いるので、高周波焼入れに比べて低コスト化を達成できる。
外側継手部材33の内径面31の開口端に、ケージ挿入用のカット部(逃げ部)50を軸心に関して対称となる2箇所に設けたものでは、他の部位の開口側の球面面積が大きくなり、強度及び耐久性が向上する。前記2箇所の逃げ部50の形状は平面形状をしており、ケージ38の窓枠形状に沿ったものであり、従来の旋削による円弧状に比べて内球面の周方向中央部の球面面積が大きくなり、より望ましい。また、2箇所逃げ部を冷間鍛造により成型すれば、低コストで実現できる。
外側継手部材33の開口端面42を軸方向に突出量tで突出させることにより、最大作動角を維持した状態で、かつ径方向寸法を増加させずに、外側継手部材33のカップ部(マウス部)33の体積を増加させることが可能になる。また、突出部43における開口端面42及びこの開口端面42に連続するカップ部(マウス部)33aの外周面が非硬化層44を有することにより、開口端側の非硬化層44が多くなるため、この開口端側の高周波焼入れによる変形が抑制され、歩留まりが高くなり低コスト化を達成できる。
以上、本発明の実施形態につき説明したが、本発明は前記実施形態に限定されることなく種々の変形が可能であって、例えば、軸方向オフセット量、径方向オフセット量、ケージオフセット量等は、R1、R2、及びR3が前記最適な値となる範囲で任意に設定できる。また、半径方向オフセットによる作動性の向上によりR1値を低く設定できることから、ケージ38の外球面中心O4を継手中心Ojよりも外側継手部材33のトラック溝32の中心O2側に配置するとともに、ケージ38の内球面中心O3が継手中心Ojよりも内側継手部材36のトラック溝35の中心O1側に配置するものであってもよい。本発明にかかる固定型等速自在継手は、ドライブシャフト用に限るものではなく、プロペラシャフト、さらには他の各種の産業機械の動力伝達系に使用できる。なお、図1に示す固定型等速自在継手であっても、図7に示す固定型等速自在継手であっても、トラック溝32,35の曲線部を単一円弧としているが、複数の円弧でもって形成してもよい。曲線部を単一円弧であれば、加工が容易で製造コストが安価となる利点がある。
実施例1(この実施例1と後述する実施例2においては、外側継手部材を外輪と呼び、内側継手部材を内輪と呼ぶ)
大きなトルク条件での常用角(作動角6°)耐久試験を行って、その結果を次の表2に表した。この場合、従来品のサンプルを2個(従来品No,1、従来品No,2)製作し、前記発明品A1のサンプルを2個(発明品A1No,1、発明品A1No,2)製作し、前記発明品A2及び発明品Bのサンプルをそれぞれ4個(発明品A2No,1、発明品A2No,2、発明品A2No,3、発明品A2No,4、発明品B1No,1、発明品B1No,2、発明品B1No,3、発明品B1No,4)製作した。トルク834Nm、回転速度230r/minの条件で耐久試験を行なった。
大きなトルク条件での常用角(作動角6°)耐久試験を行って、その結果を次の表2に表した。この場合、従来品のサンプルを2個(従来品No,1、従来品No,2)製作し、前記発明品A1のサンプルを2個(発明品A1No,1、発明品A1No,2)製作し、前記発明品A2及び発明品Bのサンプルをそれぞれ4個(発明品A2No,1、発明品A2No,2、発明品A2No,3、発明品A2No,4、発明品B1No,1、発明品B1No,2、発明品B1No,3、発明品B1No,4)製作した。トルク834Nm、回転速度230r/minの条件で耐久試験を行なった。
表2において、△は不具合が生じたものの継続運転が可能な状態を示し、×は不具合が大きく継続運転できない状態を示している。運転時間138時間で、従来品No.1、従来品No.2に、内輪が損傷する不具合(継続運転が可能な不具合)が生じたのに対して、発明品にはこのような不具合が生じなかった。また、運転時間276時間で、発明品A1No.1に、外輪とボールに大きな不具合が生じて、継続運転できない状態となり、発明品A1No.2に、ボールに大きな不具合が生じて、継続運転できない状態となった。また、この運転時間276時間で、発明品A2No.1、発明品A2No.3、及び発明品A2No.4に外輪が損傷する不具合(継続運転が可能な不具合)が生じた。なお、各発明品についての解析からのトラック深さを、前記図12と図13のグラフ図の裏づけとなり、図14のPV値の裏づけとなっている。
このように、従来品は内輪から不具合が発生しているが、発明品は、内輪の不具合は発生していない。これは、半径方向にオフセットしているため内輪の円弧部半径が大きいためトラック主曲率が大きく、これにより面圧が低下するためである、発明品については、トラック深さ及びPVの解析結果と同様に、外輪に発生する不具合はトラック深さが深いほど又PV値が低いほど耐久性は良くなることが確認された。発明品は耐久性において、従来品より良好であることがわかる。
実施例2
次に高角での耐久試験を行い、その結果を次の表3に表した。この場合、従来品のサンプルを2個(従来品No.1、従来品No.2)製作し、発明品A1、発明品A2、及び発明品Bのサンプルを2個(発明品A1No.1、発明品A1No.2、発明品A2No.1、発明品A2No.2発明品B1No.1、発明品B1No.2)製作した。トルク549Nm、角度0〜46°(揺動)、回転速度80r/minの条件で耐久試験を行った。
次に高角での耐久試験を行い、その結果を次の表3に表した。この場合、従来品のサンプルを2個(従来品No.1、従来品No.2)製作し、発明品A1、発明品A2、及び発明品Bのサンプルを2個(発明品A1No.1、発明品A1No.2、発明品A2No.1、発明品A2No.2発明品B1No.1、発明品B1No.2)製作した。トルク549Nm、角度0〜46°(揺動)、回転速度80r/minの条件で耐久試験を行った。
運転3.7時間で、従来品No.1及び従来品No.2は、外輪の奥側トラック溝のトラック欠けによる不具合を生じた。そこで従来品2個とも外輪のみを新品に交換し、継続運転したところ、運転7.4時間で、従来品No.1は、内輪の奥側トラック溝のトラック欠けによる不具合を生じた。運転7.4時間で、発明品A1No.1及び発明品A1No.2は、外輪の奥側トラック溝のトラック欠けによる不具合を生じた。運転14.8時間で、発明品A2No.1及び発明品A2No.2は、外輪の奥側トラック溝のトラック欠けによる不具合を生じた。発明品B1No.1及び発明品B1No.2は、運転18.5時間を過ぎても、外輪、内輪、ケージ、及びボールには不具合が生じなかった。
ところで、前記高角での耐久試験において用いた表3における従来品は、表4の従来仕様とし、また表3における発明品A1、A2、B1は、各内輪を次の表4のイ仕様を用い、各外輪を表4のハ仕様を用い、ケージには表4のロ仕様を用いた。
このように、イ仕様の内側継手部材36を用いた場合、内側継手部材36のトラック35のストレート35a肩部のエッジ部の剛性が上がり局部的な変形が抑えられるとともに耐久性が向上した。また、ハ仕様の外側継手部材33を用いた場合、逃げ部50の他の外輪内球面開口側の球面面積が大きくなり、強度、耐久性が向上した。このように、発明品は従来品よりも耐久性が向上していることが分かる。特に、発明品B1が優れる。
実施例3
次に回転捩り強度試験を行った。この試験は、作動角を46°とり、低速一定回転させた状態で、破損するまでトルクを次第に増加させていき、破損時トルク値により強度を評価した。その結果を図16のグラフ図と次の表5に示した。従来品において、内輪を表4の発明仕様イに代えたもの、ケージを表4の発明仕様ロに代えたもの、外輪を前記表4の発明仕様ハに代えたもの、外輪を表4の発明仕様ニに代えたもの、内輪とケージと外輪とをそれぞれイ、ロ、及びハの発明仕様に代えたもの、発明品B1において、イ、ロ、ハ、及びニの発明仕様に代えたものについて試験を行った。
次に回転捩り強度試験を行った。この試験は、作動角を46°とり、低速一定回転させた状態で、破損するまでトルクを次第に増加させていき、破損時トルク値により強度を評価した。その結果を図16のグラフ図と次の表5に示した。従来品において、内輪を表4の発明仕様イに代えたもの、ケージを表4の発明仕様ロに代えたもの、外輪を前記表4の発明仕様ハに代えたもの、外輪を表4の発明仕様ニに代えたもの、内輪とケージと外輪とをそれぞれイ、ロ、及びハの発明仕様に代えたもの、発明品B1において、イ、ロ、ハ、及びニの発明仕様に代えたものについて試験を行った。
この図16と表5から分かるように、イの仕様に代えたものでは従来仕様に比べて破損トルクが4%向上し、ロ、ハの仕様に替えたものは、従来仕様に比べて破損トルクが8%向上した。また、ニの仕様に替えたものでは、従来仕様に比べて破損トルクが6%向上した。さらに、イ、ロ、及びハの仕様に替えたものでは、従来仕様に比べて破損トルクが24%向上し、発明品B1でイ、ロ、ハ、及びニの仕様に替えたものでは、従来品の従来仕様に比べて破損トルクが39%向上した。
また、回転捩じり強度試験結果に示すように、t=0.13dとしたものは、従来仕様に比べ6%強度が向上している。このため、本発明においては、以上から十分に強度向上が得られる範囲としてt=0.13dからとした。また、上限をt=0.185dとしたのは、t=0.185dを超えると開口端面42の径方向長さa(図4参照)が小さくなりこれにより加工のための搬送時に他の外側継手部材33に打痕が発生し加工に不具合を招くことがあるためである。
応力解析(作動角46°)によれば、外輪の内球面入口部を従来仕様の全箇所円筒カットした形状としたものと、このハの仕様としたものとを比べると開口端部トラック溝底に発生する最大応力値は15%減少し、またニの仕様に関して応力解析(作動角46°)によれば、従来仕様のt=0.02dと発明仕様ニのt=0.13dとしたものと比べると開口端部トラック溝底に発生する最大応力値は6%減少する。
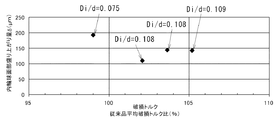
図19は、発明仕様イに関しての試験品毎の回転捩じり強度試験の結果で、内輪の硬化層深さ比Di/dと破損トルクの関係を示した。ここで、破損トルクは、従来仕様の従来品平均破損トルクに対する比で示した。従来仕様は、Di/dが0.075で破損トルク比は−1%〜+2.1%内でバラツキがあり、発明仕様は、Di/dが0.108〜0.109で、破損トルク比は、+2.1%〜+5.2%となり、またDi/dが0.185のものの破損トルク比は+6.5%〜+7.9%向上している。これらから、Di/dを0.108以上とすれば従来仕様に比べて強度向上しているが、より望ましくは0.111以上とすれば十分強度向上を確保できる。
図20については、前記試験品についての破損トルクと内輪球面部盛り上がり量(δ)(図21参照)の関係を示した。ここで、試験後の内輪球面に亀裂が発生し損傷が大きいものは、盛り上がり量測定不能として除き、亀裂が発生していないものについて1個につき8か所の球面を測定し平均したδ量で比較している。尚、損傷形態は全てケージ破断である。Di/dが0.075の従来仕様内輪は、破損トルクが低いにもかかわらずδ=190μmとなっており、これによりケージの動きが阻害されて低いトルクでゲージが破断した。Di/dが0.108〜0.109の発明仕様内輪は、破損トルクが大きい方がδ量が大きくなっているため、内輪球面部盛り上がりの影響とともにケージ自身の強度によりケージ破断に至った。このように、発明仕様により内輪の剛性が高くなり盛り上がりによる強度低下を抑えることで強度が向上していることが確認できる。
31 内径面
32,35 トラック溝
33a マウス部
34 外径面
37 トルク伝達ボール
38 ケージ
40 チャンファ
42 開口端面
44 非硬化層
45 溝底
32,35 トラック溝
33a マウス部
34 外径面
37 トルク伝達ボール
38 ケージ
40 チャンファ
42 開口端面
44 非硬化層
45 溝底
Claims (9)
- 内径面に軸方向に延びる8本のトラック溝を形成した外側継手部材と、外径面に軸方向に延びる8本のトラック溝を形成した内側継手部材と、外側継手部材のトラック溝とこれに対応する内側継手部材のトラック溝とが協働して形成される8本のトルク伝達ボールトラックと、該トルク伝達ボールトラックにそれぞれ配された8個のトルク伝達ボールと、トルク伝達ボールを保持するポケットを有するケージとを備え、外側継手部材のトラック溝底面及び内側継手部材のトラック溝底面に曲線部とストレート部を有するアンダーカットフリータイプの固定型等速自在継手であって、
継手の作動角が0°の状態で、前記外側継手部材の軸線と前記内側部材の軸線とを含む直線を継手中心軸線、前記トルク伝達ボールの中心を含み、前記継手中心軸線と直交する平面を継手中心面としたとき、
前記外側継手部材のトラック溝の中心と前記内側継手部材のトラック溝の中心とが、それぞれ、前記継手中心面から軸方向両側に離間し、かつ、前記継手中心軸線からこれらトラック溝に対して半径方向反対側に離間した位置にオフセットされているとともに、前記ケージの外球面中心とケージの内球面中心とを一致させ、
前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記トルク伝達ボールの中心との間の距離をRt、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心面との間の軸方向距離をFとしたとき、FとRtとの比R1(=F/Rt)が0.061≦R1≦0.087であり、かつ、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心軸線までの距離である半径方向オフセット量をfrとしたとき、frと前記Rtとの比R3(=fr/Rt)が0.07≦R3≦0.19であり、さらに、内側継手部材のトラック溝の底面には、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上となる硬化層が形成されていることを特徴とする固定型等速自在継手。 - 内径面に軸方向に延びる8本のトラック溝を形成した外側継手部材と、外径面に軸方向に延びる8本のトラック溝を形成した内側継手部材と、外側継手部材のトラック溝とこれに対応する内側継手部材のトラック溝とが協働して形成される8本のトルク伝達ボールトラックと、該トルク伝達ボールトラックにそれぞれ配された8個のトルク伝達ボールと、トルク伝達ボールを保持するポケットを有するケージとを備え、外側継手部材のトラック溝底面及び内側継手部材のトラック溝底面に曲線部とストレート部を有するアンダーカットフリータイプの固定型等速自在継手であって、
継手の作動角が0°の状態で、前記外側継手部材の軸線と前記内側部材の軸線とを含む直線を継手中心軸線、前記トルク伝達ボールの中心を含み、前記継手中心軸線と直交する平面を継手中心面としたとき、
前記外側継手部材のトラック溝の中心と前記内側継手部材のトラック溝の中心とが、それぞれ、前記継手中心面から軸方向両側に離間し、かつ、前記継手中心軸線からこれらトラック溝に対して半径方向反対側に離間した位置にオフセットされ、
ケージの外球面中心が継手中心面よりも内側継手部材のトラック溝の中心側に配置されるとともに、ケージの内球面中心が継手中心面よりも外側継手部材のトラック溝の中心側に配置されて、ケージの外球面中心又はケージの内球面中心と継手中心面までの軸方向距離をfcとし、トルク伝達ボールの中心から継手中心軸線までの距離をRとしたとき、fcとRとの比R2(=fc/R)が0.01以下であり、
前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記トルク伝達ボールの中心との間の距離をRt、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心面との間の軸方向距離をFとしたとき、FとRtとの比R1(=F/Rt)が0.044≦R1≦0.087であり、かつ、前記外側継手部材のトラック溝の中心又は前記内側継手部材のトラック溝の中心と前記継手中心軸線までの距離である半径方向オフセット量をfrとしたとき、frと前記Rtとの比R3(=fr/Rt)が0.07≦R3≦0.19であり、さらに、内側継手部材のトラック溝の底面には、Hv513での有効硬化層深さをDiとし、ボールの直径をdとしたときに、少なくとも有効硬化層深さ比Di/dが0.111以上となる硬化層が形成されていることを特徴とする固定型等速自在継手。 - FとRtとの比R1(=F/Rt)を0.071以下としたことを特徴とする請求項1又は請求項2に記載の固定型等速自在継手。
- frとRtとの比R3(=fr/Rt)を0.15以上としたことを特徴とする請求項1〜請求項3のいずれか1項に記載の固定型等速自在継手。
- ケージは、Hv600での有効硬化層深さをDcとし、ボールの直径をdとしたときに少なくとも有効硬化層深さ比Dc/dが0.067以上で非研削表面に研削部表面の硬さよりも軟らかい軟化層を有さないことを特徴とする請求項1〜請求項4のいずれか1項に記載の固定型等速自在継手。
- 前記外側継手部材の内径面の開口端に、ケージ挿入用のカット部を軸心に関して対称となる少なくとも2箇所に設けたことを特徴とする請求項1〜請求項5のいずれか1項に記載の固定型等速自在継手。
- 前記カット部を冷間鍛造にて成形したことを特徴とする請求項6に記載の固定型等速自在継手。
- 前記外側継手部材は前記トラック溝が形成されたマウス部を備え、このマウス部の開口端部に開口側に向かって拡径する作動角許容用のチャンファを形成し、このチャンファとトラック溝の溝底との交点からのマウス部の開口端部の突出量をtとし、ボールの直径をdとしたときに、t=0.13d〜0.185dとの関係を満たすとともに、マウス部の開口端面乃至この開口端面に連続するマウス部の外周面を、硬化処理を施していない非硬化層を有することを特徴とする請求項1〜請求項7のいずれか1項に記載の固定型等速自在継手。
- 自動車のドライブシャフトの連結に用いられる請求項1〜請求項8のいずれか1項に記載の固定型等速自在継手。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010261532A JP2011133107A (ja) | 2009-11-26 | 2010-11-24 | 固定型等速自在継手 |
| EP10833246.1A EP2505863B1 (en) | 2009-11-26 | 2010-11-25 | Fixed type constant velocity universal joint |
| CN201080053480.8A CN102667202B (zh) | 2009-11-26 | 2010-11-25 | 固定型等速万向接头 |
| PCT/JP2010/070985 WO2011065400A1 (ja) | 2009-11-26 | 2010-11-25 | 固定型等速自在継手 |
| US13/505,763 US8684849B2 (en) | 2009-11-26 | 2010-11-25 | Fixed type constant velocity universal joint |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009268907 | 2009-11-26 | ||
| JP2009268907 | 2009-11-26 | ||
| JP2010261532A JP2011133107A (ja) | 2009-11-26 | 2010-11-24 | 固定型等速自在継手 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011133107A true JP2011133107A (ja) | 2011-07-07 |
Family
ID=44066505
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010261532A Pending JP2011133107A (ja) | 2009-11-26 | 2010-11-24 | 固定型等速自在継手 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US8684849B2 (ja) |
| EP (1) | EP2505863B1 (ja) |
| JP (1) | JP2011133107A (ja) |
| CN (1) | CN102667202B (ja) |
| WO (1) | WO2011065400A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013027763A1 (ja) * | 2011-08-22 | 2013-02-28 | Ntn株式会社 | 等速自在継手およびその製造方法 |
| KR101336506B1 (ko) * | 2011-11-16 | 2013-12-03 | 현대위아 주식회사 | 차량용 볼타입 등속조인트 |
| EP2881605A4 (en) * | 2012-08-03 | 2016-05-04 | Ntn Toyo Bearing Co Ltd | HOLDER FOR EQUATELOCK, FIXED EQUIVALENT, AND DRIVE SHAFT WITH THIS FIXED EQUIVALENT |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6389034B2 (ja) | 2013-11-22 | 2018-09-12 | Ntn株式会社 | 固定式等速自在継手 |
| CN114294340B (zh) * | 2021-12-30 | 2023-06-20 | 湖南三一中型起重机械有限公司 | 一种自适应联轴机构及工程机械 |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3244196C2 (de) | 1982-11-30 | 1986-01-02 | Löhr & Bromkamp GmbH, 6050 Offenbach | Gleichlaufdrehgelenk |
| JPH04228925A (ja) | 1990-12-27 | 1992-08-18 | Toyoda Mach Works Ltd | 等速自在継手 |
| JPH08128454A (ja) | 1994-11-02 | 1996-05-21 | Toyoda Mach Works Ltd | 等速ジョイント |
| EP0802341B2 (en) * | 1995-12-26 | 2010-04-28 | Ntn Corporation | Constant velocity universal coupling |
| JP3859264B2 (ja) | 1996-05-28 | 2006-12-20 | Ntn株式会社 | 自動車用固定型等速自在継手 |
| JP2000136830A (ja) * | 1998-11-02 | 2000-05-16 | Ntn Corp | 等速自在継手 |
| FR2792045B1 (fr) | 1999-04-06 | 2001-06-29 | Gkn Glaenzer Spicer | Joint homocinetique a billes |
| JP4048008B2 (ja) * | 1999-09-30 | 2008-02-13 | Ntn株式会社 | Atv用ドライブアクスル |
| JP4554181B2 (ja) * | 2003-10-01 | 2010-09-29 | Ntn株式会社 | 固定型等速自在継手 |
| JP2005188620A (ja) * | 2003-12-25 | 2005-07-14 | Ntn Corp | 固定式等速自在継手 |
| US8147342B2 (en) | 2005-03-22 | 2012-04-03 | Ntn Corporation | Fixed-type constant-velocity universal joint |
| JP2007024106A (ja) * | 2005-07-13 | 2007-02-01 | Ntn Corp | 固定型等速自在継手 |
| JP2007255461A (ja) * | 2006-03-20 | 2007-10-04 | Ntn Corp | 等速自在継手 |
| JP2007270997A (ja) | 2006-03-31 | 2007-10-18 | Ntn Corp | 固定式等速自在継手 |
| JP2008025641A (ja) * | 2006-07-19 | 2008-02-07 | Ntn Corp | 等速自在継手 |
| JP2008151182A (ja) * | 2006-12-14 | 2008-07-03 | Ntn Corp | 等速自在継手 |
| JP2008274973A (ja) * | 2007-04-25 | 2008-11-13 | Ntn Corp | 固定式等速自在継手 |
| JP2009121673A (ja) * | 2007-10-22 | 2009-06-04 | Ntn Corp | 等速自在継手 |
| JP5507061B2 (ja) * | 2008-06-13 | 2014-05-28 | Ntn株式会社 | 固定型等速自在継手 |
-
2010
- 2010-11-24 JP JP2010261532A patent/JP2011133107A/ja active Pending
- 2010-11-25 US US13/505,763 patent/US8684849B2/en not_active Expired - Fee Related
- 2010-11-25 CN CN201080053480.8A patent/CN102667202B/zh not_active Expired - Fee Related
- 2010-11-25 WO PCT/JP2010/070985 patent/WO2011065400A1/ja active Application Filing
- 2010-11-25 EP EP10833246.1A patent/EP2505863B1/en not_active Not-in-force
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013027763A1 (ja) * | 2011-08-22 | 2013-02-28 | Ntn株式会社 | 等速自在継手およびその製造方法 |
| JP2013044348A (ja) * | 2011-08-22 | 2013-03-04 | Ntn Corp | 等速自在継手およびその製造方法 |
| US9291207B2 (en) | 2011-08-22 | 2016-03-22 | Ntn Corporation | Constant velocity universal joint and method for producing same |
| KR101336506B1 (ko) * | 2011-11-16 | 2013-12-03 | 현대위아 주식회사 | 차량용 볼타입 등속조인트 |
| EP2881605A4 (en) * | 2012-08-03 | 2016-05-04 | Ntn Toyo Bearing Co Ltd | HOLDER FOR EQUATELOCK, FIXED EQUIVALENT, AND DRIVE SHAFT WITH THIS FIXED EQUIVALENT |
| US9816565B2 (en) | 2012-08-03 | 2017-11-14 | Ntn Corporation | Cage for constant velocity universal joint, fixed type constant velocity universal joint incorporating same, and drive shaft incorporating said fixed type constant velocity universal joint |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011065400A1 (ja) | 2011-06-03 |
| EP2505863B1 (en) | 2019-09-11 |
| CN102667202A (zh) | 2012-09-12 |
| US20120220382A1 (en) | 2012-08-30 |
| US8684849B2 (en) | 2014-04-01 |
| EP2505863A1 (en) | 2012-10-03 |
| EP2505863A4 (en) | 2013-06-05 |
| CN102667202B (zh) | 2015-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5507061B2 (ja) | 固定型等速自在継手 | |
| CN1260487C (zh) | 等速万向联轴节组件 | |
| US7097567B2 (en) | Constant velocity universal joint | |
| EP1705395B1 (en) | Fixed-type constant-velocity universal joint | |
| WO2011065400A1 (ja) | 固定型等速自在継手 | |
| EP2284411B1 (en) | Fixed type, constant velocity universal joint | |
| WO2008072521A1 (ja) | 等速自在継手 | |
| JP2014077527A (ja) | 車輪用軸受装置およびその製造方法 | |
| EP3438487A1 (en) | Tripod constant-velocity universal joint and method for heat-treating tripod member | |
| US20110136580A1 (en) | Power transmission shaft, drive shaft, and propeller shaft | |
| WO2000005514A1 (fr) | Mecanisme de transmission de puissance | |
| US9816565B2 (en) | Cage for constant velocity universal joint, fixed type constant velocity universal joint incorporating same, and drive shaft incorporating said fixed type constant velocity universal joint | |
| JP2009121673A (ja) | 等速自在継手 | |
| CN1755154A (zh) | 等速万向联轴节组件 | |
| EP2749783B1 (en) | Constant velocity universal joint and method for producing same | |
| JP5461329B2 (ja) | 固定式等速自在継手 | |
| JP2012087847A (ja) | 固定型等速自在継手 | |
| EP2133582B1 (en) | Constant velocity universal joint | |
| JP2008095845A (ja) | 動力伝達スプライン | |
| JP2000104749A (ja) | 固定式等速ジョイント | |
| JP2008304006A (ja) | 固定式等速自在継手およびその外輪の製造方法 | |
| JP2007064265A (ja) | 等速自在継手及びその内方部材 | |
| JP2008064295A (ja) | 摺動型等速自在継手 | |
| WO2007097156A1 (ja) | 等速自在継手及びそのケージ | |
| JP2008128407A (ja) | 固定型等速自在継手 |