JP2010530476A - 建設材料に機能性金属をコーティングする方法およびその方法によって製造された製品 - Google Patents
建設材料に機能性金属をコーティングする方法およびその方法によって製造された製品 Download PDFInfo
- Publication number
- JP2010530476A JP2010530476A JP2010512727A JP2010512727A JP2010530476A JP 2010530476 A JP2010530476 A JP 2010530476A JP 2010512727 A JP2010512727 A JP 2010512727A JP 2010512727 A JP2010512727 A JP 2010512727A JP 2010530476 A JP2010530476 A JP 2010530476A
- Authority
- JP
- Japan
- Prior art keywords
- construction material
- coating
- functional metal
- product
- functional
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/02—Electroplating of selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/38—Electroplating: Baths therefor from solutions of copper
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D3/00—Electroplating: Baths therefor
- C25D3/02—Electroplating: Baths therefor from solutions
- C25D3/46—Electroplating: Baths therefor from solutions of silver
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/34—Pretreatment of metallic surfaces to be electroplated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/34—Pretreatment of metallic surfaces to be electroplated
- C25D5/36—Pretreatment of metallic surfaces to be electroplated of iron or steel
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/48—After-treatment of electroplated surfaces
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D5/00—Electroplating characterised by the process; Pretreatment or after-treatment of workpieces
- C25D5/60—Electroplating characterised by the structure or texture of the layers
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12479—Porous [e.g., foamed, spongy, cracked, etc.]
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
- Electroplating Methods And Accessories (AREA)
- Electroplating And Plating Baths Therefor (AREA)
Abstract
Description
Hg > Ag > Cu > Ni > Zn > Fe など
水銀は重金属であり、また強毒であるため、その使用は避けられる。銀は優れた抗菌特性を有し、必要とされる銀量も非常に少ない。その上、銀は人体に害を及ぼさない。銅は良好な抗菌特性を有するもう一つの金属であり、さらに価格が銀よりも相当に安価である。ニッケルはアレルギー誘発性であり、その使用は相当に限定される。したがって、銀および銅が抗菌性表面を形成するため最も興味ある金属である。
m/minのストリップ速度で稼動する。本方法は、それ自体は従来技術において知られているサブプロセス/サブステージで構成され、その稼動の信頼性は以前にテストされているが、それにもかかわらずサブプロセスを相互に組み合わせる手法が新しい。コーティングが最終製品に施されるとき、製品は電解浴に沈められ、電解析出は少なくともその部品の一つの表面において行われる。もし必要であれば、他の表面を処理して、それに対して機能性金属が析出しないようにすることができる。
・清潔性に対して莫大で連続的な必要条件があり、高度な衛生レベルが要求される、食品産業および病院などの、殺菌特性を必要とする適用例であり;この場合、機能性添加剤は典型的には銀である、
・加工産業、典型的には木材加工業における、または海水中における「生物付着」であり、ここでは、機能性添加剤は典型的には銅である。
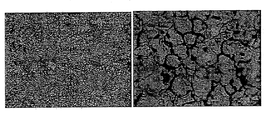
ステンレス鋼の表面への銅の核生成は、所定の添加剤または添加剤の組み合わせを用いたコーティングにおいて使用された電流密度によって主に影響を受けた。十分大きな電流密度では、核生成を、表面の最も反応の良い箇所、すなわち主に粒界で発生させることができる。核の成長および銅含有量をコーティング時間によって調整することを可能とした。コーティング時間は非常に短く(数秒)、実際の生産プロセスにおける短いスループット時間を可能とした。実験室規模において、選択的析出で所望の種類の微細構造を再現可能に生成することを可能とした。図1は、コーティングによって作られた微細構造、および走査型電子顕微鏡で測定された元素内容を示し、銅が所望の場所−粒界に出現することを立証している。AMF(原子間力顕微鏡)の測定値は、銅が主に粒界に配置されているという結論を裏付けている。
EDS(エネルギー分散型分光計)アナライザによって測定した選択箇所の化学組成を、図2におけるそれらの分析とともに示す:

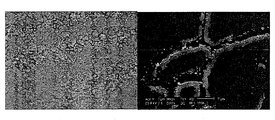
多数のさまざまなタイプのコーティング浴および添加剤を、銀コーティングにおいてテストした。添加剤は銀の核生成の仕方に決定的な影響を有し、それを図3〜図5に示す。銀は、コーティング浴において使用される錯化剤の強さに応じて、粒界上および粒界周辺で、球形状にて、または糸状体もしくは微細粒子として核生成した。使用される錯化剤が強力であるほど、核生成された銀粒子は巨大であった。左側の画像は光学顕微鏡で撮られたもので、右側のものは走査型電子顕微鏡(SEM)で撮られたものである。
Claims (24)
- 合金製の建設材料を機能性金属でコーティングする方法において、前記機能性金属を鉄系合金製の建設材料の表面に選択的に電解析出して、前記析出が前記建設材料の粒界および他の不連続点に発生することを特徴とする方法。
- 請求項1に記載の方法において、前記建設材料はステンレス鋼であることを特徴とする方法。
- 請求項1に記載の方法において、前記建設材料は炭素鋼であることを特徴とする方法。
- 請求項1に記載の方法において、前記機能性金属は抗菌性金属であることを特徴とする方法。
- 請求項4に記載の方法において、前記機能性金属は銀および/または銅であることを特徴とする方法。
- 請求項1に記載の方法において、前記機能性金属の前記電解析出の前に、ピックリングを導電性の前記建設材料に対して行うことを特徴とする方法。
- 請求項1に記載の方法において、次のグループ:サプレッサー、触媒、インヒビターおよび錯化剤のうち少なくとも一つを前記電解析出の添加剤として使用することを特徴とする方法。
- 請求項1に記載の方法において、前記機能性金属に加えて、薄いプラスチック/ポリマーのコーティングをその下部または上部に形成して、前記機能性金属の接着強度を改善し、それによって化学的に活性なコーティングが作られることを特徴とする方法。
- 請求項8に記載の方法において、前記ポリマーコーティングはシランであることを特徴とする方法。
- 請求項1に記載の方法において、前記建設材料は、その表面に機能性金属を析出させるもので、圧延を行って前記粒界を閉じ、所望の強度および品質を達成することを特徴とする方法。
- 請求項1に記載の方法において、前記建設材料のコーティングをリールツーリールの方式で行うことを特徴とする方法。
- 請求項11に記載の方法において、前記建設材料はストリップ状またはワイヤ状であることを特徴とする方法。
- 請求項1および12に記載の方法において、前記ストリップ状の建設材料のコーティングを該ストリップの一つの面または両面について実行することを特徴とする方法。
- 請求項1に記載の方法において、前記建設材料のコーティングを最終製品の少なくとも一つの表面について実行することを特徴とする方法。
- 機能性金属でコーティングされた合金製の建設材料製品において、前記機能性金属は、鉄系合金製の前記建設材料の表面で粒界および他の不連続点に析出されていることを特徴とする製品。
- 請求項15に記載の製品において、前記建設材料はステンレス鋼であることを特徴とする製品。
- 請求項15に記載の製品において、前記建設材料は炭素鋼であることを特徴とする製品。
- 請求項15に記載の製品において、前記機能性金属は抗菌性金属であることを特徴とする製品。
- 請求項18に記載の製品において、前記機能性金属は銀および/または銅であることを特徴とする製品。
- 請求項15に記載の製品において、前記建設材料はストリップ形状またはワイヤ形状であることを特徴とする製品。
- 請求項15および20に記載の製品において、ストリップ状の建設材料のコーティングは該ストリップの一つの面または両面についてなされていることを特徴とする製品。
- 請求項15に記載の製品において、前記コーティングは最終製品の少なくとも一つの表面についてなされていることを特徴とする製品。
- 請求項15に記載の製品において、前記機能性金属に加えて、薄いプラスチック/ポリマーのコーティングが、その上部または下部に形成されて、前記機能性金属の接着強度を改善し、それによって化学的に活性なコーティングが作られていることを特徴とする製品。
- 請求項23に記載の製品において、前記ポリマーコーティングはシランであることを特徴とする製品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI20070490A FI121815B (fi) | 2007-06-20 | 2007-06-20 | Menetelmä rakennemateriaalin pinnoittamiseksi funktionaalisella metallilla ja menetelmällä valmistettu tuote |
| PCT/FI2008/050373 WO2008155465A1 (en) | 2007-06-20 | 2008-06-18 | Method for coating a construction material with a functional metal and the product manufactured by the method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010530476A true JP2010530476A (ja) | 2010-09-09 |
| JP2010530476A5 JP2010530476A5 (ja) | 2011-07-07 |
Family
ID=38212346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010512727A Pending JP2010530476A (ja) | 2007-06-20 | 2008-06-18 | 建設材料に機能性金属をコーティングする方法およびその方法によって製造された製品 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20100183894A1 (ja) |
| EP (1) | EP2158342A4 (ja) |
| JP (1) | JP2010530476A (ja) |
| KR (1) | KR101158700B1 (ja) |
| CN (1) | CN101688320A (ja) |
| FI (1) | FI121815B (ja) |
| WO (1) | WO2008155465A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10064273B2 (en) | 2015-10-20 | 2018-08-28 | MR Label Company | Antimicrobial copper sheet overlays and related methods for making and using |
| CN110804888A (zh) * | 2019-09-30 | 2020-02-18 | 江苏冠晟超导科技有限公司 | 一种加强复合镀镍钢丝及其生产工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09310182A (ja) * | 1996-05-20 | 1997-12-02 | Nisshin Steel Co Ltd | 抗菌性に優れたステンレス鋼またはその加工品の製造方法 |
| JPH11106987A (ja) * | 1997-10-03 | 1999-04-20 | Daido Steel Co Ltd | 抗菌性を有する線材の製造方法 |
| JP2001011584A (ja) * | 1999-04-30 | 2001-01-16 | Kawasaki Steel Corp | 抗菌性に優れたステンレス鋼材およびその製造方法 |
| JP2005060786A (ja) * | 2003-08-15 | 2005-03-10 | Japan Science & Technology Agency | 抗微生物腐食合金メッキ、及び抗微生物腐食合金メッキの製造方法 |
| JP2005133190A (ja) * | 2003-10-31 | 2005-05-26 | Kanai Hiroaki | 抗菌ワイヤとその製造方法 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2133255A (en) * | 1937-05-19 | 1938-10-11 | Percy A E Armstrong | Process of electroplating copper |
| US2510857A (en) * | 1946-10-12 | 1950-06-06 | Wheeling Steel Corp | Making rubber-coated cold reduced steel products |
| US3507757A (en) * | 1966-04-04 | 1970-04-21 | Jacques Jean Caubet | Treatment of metal surfaces |
| US4859289A (en) * | 1986-05-26 | 1989-08-22 | Sumitomo Electric Industries, Ltd. | Process for producing a metal wire useful as rubber product reinforcement |
| CA2019568C (en) * | 1990-06-21 | 1998-11-24 | Hieu C. Truong | Coins coated with nickel, copper and nickel and process for making such coins |
| US5139886A (en) * | 1990-06-21 | 1992-08-18 | Royal Canadian Mint | Coins coated with nickel, copper and nickel |
| US5151167A (en) * | 1990-06-21 | 1992-09-29 | Royal Canadian Mint | Coins coated with nickel, copper and nickel and process for making such coins |
| GB9309521D0 (en) * | 1993-05-08 | 1993-06-23 | United Wire Ltd | Improved method |
| FR2732364A1 (fr) * | 1995-03-29 | 1996-10-04 | Michelin & Cie | Procede pour traiter un corps en acier inoxydable de facon a favoriser son adhesion a une composition de caoutchouc |
| US6251249B1 (en) * | 1996-09-20 | 2001-06-26 | Atofina Chemicals, Inc. | Precious metal deposition composition and process |
| ES2178186T3 (es) * | 1997-03-14 | 2002-12-16 | Michelin & Cie | Cable de acero hibrido para neumatico. |
| JP3844267B2 (ja) * | 1997-05-21 | 2006-11-08 | 株式会社ブリヂストン | 鋼線の製造方法 |
| WO1999025898A1 (fr) * | 1997-11-14 | 1999-05-27 | Sumitomo Osaka Cement Co., Ltd. | Procede de production d'articles metalliques antimicrobiens et articles metalliques antimicrobiens produits selon ledit procede |
| GB0029954D0 (en) * | 2000-12-08 | 2001-01-24 | Caradon Mira Ltd | Improvements in or relating to metal finishes |
| EP1412560A1 (en) * | 2001-07-27 | 2004-04-28 | PIRELLI PNEUMATICI Società per Azioni | Electrolytic process for depositing a layer of copper on a steel wire |
-
2007
- 2007-06-20 FI FI20070490A patent/FI121815B/fi not_active IP Right Cessation
-
2008
- 2008-06-18 KR KR1020107001259A patent/KR101158700B1/ko not_active IP Right Cessation
- 2008-06-18 CN CN200880020998A patent/CN101688320A/zh active Pending
- 2008-06-18 EP EP08775498A patent/EP2158342A4/en not_active Withdrawn
- 2008-06-18 US US12/665,707 patent/US20100183894A1/en not_active Abandoned
- 2008-06-18 JP JP2010512727A patent/JP2010530476A/ja active Pending
- 2008-06-18 WO PCT/FI2008/050373 patent/WO2008155465A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09310182A (ja) * | 1996-05-20 | 1997-12-02 | Nisshin Steel Co Ltd | 抗菌性に優れたステンレス鋼またはその加工品の製造方法 |
| JPH11106987A (ja) * | 1997-10-03 | 1999-04-20 | Daido Steel Co Ltd | 抗菌性を有する線材の製造方法 |
| JP2001011584A (ja) * | 1999-04-30 | 2001-01-16 | Kawasaki Steel Corp | 抗菌性に優れたステンレス鋼材およびその製造方法 |
| JP2005060786A (ja) * | 2003-08-15 | 2005-03-10 | Japan Science & Technology Agency | 抗微生物腐食合金メッキ、及び抗微生物腐食合金メッキの製造方法 |
| JP2005133190A (ja) * | 2003-10-31 | 2005-05-26 | Kanai Hiroaki | 抗菌ワイヤとその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| FI20070490A0 (fi) | 2007-06-20 |
| CN101688320A (zh) | 2010-03-31 |
| FI121815B (fi) | 2011-04-29 |
| KR20100027226A (ko) | 2010-03-10 |
| US20100183894A1 (en) | 2010-07-22 |
| EP2158342A1 (en) | 2010-03-03 |
| EP2158342A4 (en) | 2011-08-17 |
| KR101158700B1 (ko) | 2012-06-22 |
| WO2008155465A1 (en) | 2008-12-24 |
| FI20070490A (fi) | 2008-12-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11634831B2 (en) | Coated articles | |
| KR0184889B1 (ko) | 산성 팔라듐 스트라이크욕 | |
| El Mahallawy et al. | Electroless Ni–P coating of different magnesium alloys | |
| JP5872492B2 (ja) | 被覆物および方法 | |
| Donten et al. | Pulse electroplating of rich-in-tungsten thin layers of amorphous Co-W alloys | |
| TWI548782B (zh) | 無氰化物之酸性消光銀電鍍組成物及方法 | |
| KR20140047077A (ko) | 전착 코팅을 포함하는 인쇄 회로 기판 및 관련 물품 | |
| JP2010018876A (ja) | めっき外観と乾湿繰り返し環境下での耐食性に優れたZn−Al−Mg系めっき鋼板およびその製造方法 | |
| Yurdal et al. | Phase formation in electrodeposited cu-Zn alloy films produced from ultrasonicated solutions | |
| JP2010530476A (ja) | 建設材料に機能性金属をコーティングする方法およびその方法によって製造された製品 | |
| Selvam | Electroless silver deposition on ABS plastic using Co (II) as reducing agent | |
| JP2017052984A (ja) | Ni−Pめっき皮膜及びスケール又は固着動物の付着を抑制する方法 | |
| JP4393349B2 (ja) | リン酸塩処理性および塗装後の耐塩温水性に優れた冷延鋼板 | |
| Kamel et al. | Brass Alloy Coatings Electrodeposited from an Environmentally Friendly Alkaline Lactate Bath Under Different Operating Conditions | |
| Murugan et al. | The disparity of corrosion resistance between Ni/Au and Ni–P/Au electrical contacts in mixed flowing and salt spray tests | |
| US11976377B2 (en) | Method to coat metals onto surfaces | |
| ROSLEY et al. | Effect of pH in Production of Cu-Sn-Zn via Electroplating Using Less Hazardous Electrolyte | |
| WO2020079215A1 (en) | A method for electrolytically passivating a surface of silver, silver alloy, gold, or gold alloy | |
| JPS63282290A (ja) | 金属亜鉛に対するニツケルめっき方法 | |
| JPH04110479A (ja) | 塗装後耐食性に優れた表面処理AlまたはAl合金材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110518 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110518 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120918 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121030 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130423 |