JP2010527836A - 成形複合ストリンガー及び成形複合ストリンガーを作製する方法 - Google Patents
成形複合ストリンガー及び成形複合ストリンガーを作製する方法 Download PDFInfo
- Publication number
- JP2010527836A JP2010527836A JP2010509536A JP2010509536A JP2010527836A JP 2010527836 A JP2010527836 A JP 2010527836A JP 2010509536 A JP2010509536 A JP 2010509536A JP 2010509536 A JP2010509536 A JP 2010509536A JP 2010527836 A JP2010527836 A JP 2010527836A
- Authority
- JP
- Japan
- Prior art keywords
- stringer
- skin
- composite
- reinforced
- aircraft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 76
- 238000000034 method Methods 0.000 title claims description 31
- 229920005989 resin Polymers 0.000 claims description 18
- 239000011347 resin Substances 0.000 claims description 18
- 230000003014 reinforcing effect Effects 0.000 claims description 9
- 239000000835 fiber Substances 0.000 claims description 8
- 239000000945 filler Substances 0.000 claims description 7
- 230000002787 reinforcement Effects 0.000 claims description 4
- 239000002657 fibrous material Substances 0.000 claims 3
- 238000000465 moulding Methods 0.000 claims 1
- 230000007704 transition Effects 0.000 abstract description 8
- 230000008569 process Effects 0.000 description 15
- 238000001723 curing Methods 0.000 description 8
- 239000002184 metal Substances 0.000 description 7
- 239000000463 material Substances 0.000 description 6
- 239000004744 fabric Substances 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 239000003822 epoxy resin Substances 0.000 description 3
- 229920000647 polyepoxide Polymers 0.000 description 3
- 230000001154 acute effect Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000007665 sagging Methods 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000004620 low density foam Substances 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 229920000620 organic polymer Polymers 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 238000013001 point bending Methods 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 238000007514 turning Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C1/06—Frames; Stringers; Longerons ; Fuselage sections
- B64C1/064—Stringers; Longerons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/34—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation
- B29C70/342—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core and shaping or impregnating by compression, i.e. combined with compressing after the lay-up operation using isostatic pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
- B29D99/0014—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings provided with ridges or ribs, e.g. joined ribs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C3/00—Wings
- B64C3/18—Spars; Ribs; Stringers
- B64C3/182—Stringers, longerons
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/36—Moulds for making articles of definite length, i.e. discrete articles
- B29C43/3642—Bags, bleeder sheets or cauls for isostatic pressing
- B29C2043/3649—Inflatable bladders using gas or fluid and related details
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2022/00—Hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/54—Balls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B64—AIRCRAFT; AVIATION; COSMONAUTICS
- B64C—AEROPLANES; HELICOPTERS
- B64C1/00—Fuselages; Constructional features common to fuselages, wings, stabilising surfaces or the like
- B64C2001/0054—Fuselage structures substantially made from particular materials
- B64C2001/0072—Fuselage structures substantially made from particular materials from composite materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/40—Weight reduction
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1002—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina
- Y10T156/1028—Methods of surface bonding and/or assembly therefor with permanent bending or reshaping or surface deformation of self sustaining lamina by bending, drawing or stretch forming sheet to assume shape of configured lamina while in contact therewith
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
Abstract
Description
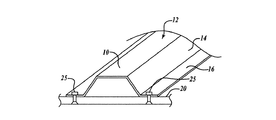
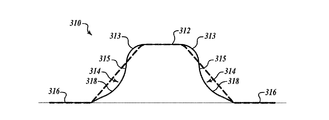
図5では、ストリンガー300はほぼ放物線形状であり、凸曲線を描きながら側面304まで下向きに湾曲している丸い最上部302を有している。側面304は丸い最上部302から接点305において最上部302の湾曲へと遷移し、そして広い半径曲線306の接点においてストリンガー脚部308に遷移する前に、直線で降下する。
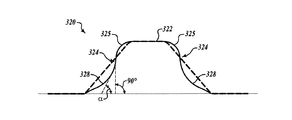
図7に示すストリンガー320は、ほぼ円錐形であり、また側面324まで延びる丸い先端部325を有するほぼ平坦な最上部322を有することを特徴とすることができ、側面324は下向きに延び、大きな半径で旋回328して脚部326まで曲がっている。図示したように、側面324は90度の角度で、及び約90〜45度の範囲が可能である角度αで、下向きに真っ直ぐ延ばすことができる。
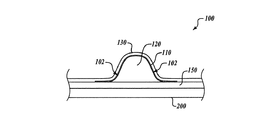
図9に示すストリンガー350は、ほぼ放物線形状又は円錐形である丸い最上部352を有し、図8のストリンガー340よりも短い真っ直ぐな側面を有する、より丸い全体形状を有している。丸い最上部352は、滑らかな凸曲線を描いて側面354まで延びており、側面354は下向きに延びるほど外向きに広がる。側面354はそして広い角度の曲線355を通って延び脚部356を形成する。図示したように、角度αは約35〜65度の範囲が可能である。
Claims (20)
- 航空機の補強外板であって、
航空機の複合外板(150);及び
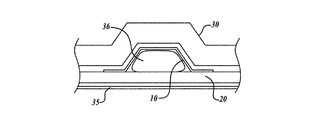
航空機の外板(150)と結合し、ストリンガー最上部(302)からストリンガー脚部(308)まで広い半径(306)の滑らかで連続的な曲線でそれぞれ延びている、一対のストリンガー側面(304)を備える複合ストリンガー(300)
を備える補強外板。 - 複合ストリンガー(300)の上部の断面が、ほぼ放物線形状又は楕円形である、請求項1に記載の補強外板。
- 複合ストリンガー(310)の断面がほぼ円錐形である、請求項1に記載の補強外板。
- ストリンガー最上部が、ほぼ平坦なストリンガー最上部(322)又は凸曲線形状(342)を含む、請求項1に記載の補強外板。
- ストリンガー側面(304)がそれぞれ変曲点(305)を含む中間区域を含む、請求項1に記載の補強外板。
- 中間区域が各ストリンガー側面(304)の中央に近接して位置する、請求項5に記載の補強外板。
- 中間区域が各ストリンガー側面(304)の下部に近接して位置する、請求項5に記載の補強外板。
- 複合ストリンガー(300)が、結合された積み重なったテープ層を含み、積み重なったテープ層の少なくとも幾つかが異なる方向に配向している、請求項1に記載の補強外板。
- 航空機の複合外板(150)と複合ストリンガー(300)が、共通の樹脂及び充填材を含む、請求項1に記載の補強外板。
- ストリンガーの、航空機の複合外板(150)への取付け点に近接して、複合ストリンガー(300)の一部と航空機の複合外板(150)の一部を含む取付け区域をさらに備え、当該取付け区域には実質的に過剰な樹脂がない、請求項1に記載の補強外板。
- ストリンガーの、航空機の複合外板(150)への取付け点に近接して、複合ストリンガー(300)の一部と航空機の複合外板(150)の一部を含む取付け区域をさらに備え、当該取付け区域には実質的に複合ストリンガー(300)の繊維性材料から分離した及びはみ出した複合繊維がない、請求項1に記載の補強外板。
- 複合材料を含む外板(150);
外板(150)と結合し、複合材料を含み、ストリンガー最上部(302)からストリンガー脚部(308)までそれぞれ延びる一対のストリンガー側面(304)を含むストリンガー(300);ならびに、
ストリンガーの、外板(150)への取付け点を含むストリンガー(300)の一部と外板(150)の一部を含み、実質的にストリンガー(300)の複合材料の破損した層がない取付け区域
を備える、補強外板。 - ストリンガー(300)の上部の断面がほぼ放物線形状又は楕円形である、請求項12に記載の補強外板。
- ストリンガー(310)の断面がほぼ円錐形である、請求項12に記載の補強外板。
- ストリンガー(300)が、結合された積み重なったテープ層を含み、少なくとも幾つかの積み重なったテープ層が異なる方向に配向している、請求項12に記載の補強外板。
- 取付け区域に過剰な樹脂がない、請求項12に記載の補強外板。
- 取付け区域にストリンガーの繊維性材料から分離した及びはみ出した複合繊維がない、請求項12に記載の補強外板。
- ストリンガーで複合外板を補強する方法であって、
補強されるべき複合外板上のストリンガーの位置及び間隔を決定し、
成形ツール上に複合外板を位置づけし、
形成されるべきストリンガーの形状と一致する型を、決定した位置及び間隔で複合外板上に置き、
ストリンガーを成形するための複合材料のレイアップを準備し、
準備した複合材料のレイアップをそれぞれの型の上に置き、
少なくとも複合外板及びレイアップで覆われた型を真空バッグで包み込み、
加熱及び加圧下でストリンガーを複合外板に結合させ、
ストリンガー最上部からストリンガー脚部まで連続的で滑らかな曲線でそれぞれ延びている一対のストリンガー側面をそれぞれ含むストリンガーで補強された複合外板を作製する
ステップを含む方法。 - 位置づけするステップが、外側型ラインツールで位置づけするステップを含む、請求項18に記載の方法。
- 結合させるステップが、ストリンガーの繊維性材料から分離した及びはみ出した複合繊維がなく、過剰な樹脂がない取付け区域を形成することにより結合させるステップを含む、請求項18に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/753,482 US7861969B2 (en) | 2007-05-24 | 2007-05-24 | Shaped composite stringers and methods of making |
| PCT/US2008/064427 WO2009023346A2 (en) | 2007-05-24 | 2008-05-21 | Shaped composite stringers and methods of making |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010527836A true JP2010527836A (ja) | 2010-08-19 |
| JP2010527836A5 JP2010527836A5 (ja) | 2011-07-07 |
Family
ID=40071512
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010509536A Pending JP2010527836A (ja) | 2007-05-24 | 2008-05-21 | 成形複合ストリンガー及び成形複合ストリンガーを作製する方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (2) | US7861969B2 (ja) |
| EP (1) | EP2152574B1 (ja) |
| JP (1) | JP2010527836A (ja) |
| CN (1) | CN101678890B (ja) |
| ES (1) | ES2608817T3 (ja) |
| WO (1) | WO2009023346A2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015519222A (ja) * | 2012-04-04 | 2015-07-09 | ザ・ボーイング・カンパニーTheBoeing Company | 傾斜ウェブ付きハット型スティフナーおよびその形成方法 |
| WO2016098426A1 (ja) * | 2014-12-15 | 2016-06-23 | 三菱重工業株式会社 | 複合構造体及び複合構造体の成形方法 |
| JP2017206230A (ja) * | 2016-03-14 | 2017-11-24 | ザ・ボーイング・カンパニーThe Boeing Company | 熱シールドアセンブリ及び方法 |
| JP2018047684A (ja) * | 2016-08-03 | 2018-03-29 | ザ・ボーイング・カンパニーThe Boeing Company | ドレープ成形に関するシステム及び方法 |
Families Citing this family (93)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2888816B1 (fr) * | 2005-07-20 | 2007-08-31 | Airbus France Sas | Panneau auto-raidi monolithique |
| DE102006002248B4 (de) * | 2006-01-17 | 2008-01-03 | Airbus Deutschland Gmbh | Strukturgebende Konstruktion für einen Flugzeugrumpf |
| GB0611875D0 (en) * | 2006-06-15 | 2006-07-26 | Airbus Uk Ltd | A stringer for an aircraft wing and a method of forming thereof |
| US7861969B2 (en) | 2007-05-24 | 2011-01-04 | The Boeing Company | Shaped composite stringers and methods of making |
| US20080302912A1 (en) * | 2007-06-08 | 2008-12-11 | The Boeing Company | Bladderless Mold Line Conformal Hat Stringer |
| US8043554B2 (en) * | 2007-06-08 | 2011-10-25 | The Boeing Company | Manufacturing process using bladderless mold line conformal hat stringer |
| US7879276B2 (en) | 2007-11-08 | 2011-02-01 | The Boeing Company | Foam stiffened hollow composite stringer |
| US8100361B2 (en) * | 2007-12-20 | 2012-01-24 | Airbus Deutschland Gmbh | Hull structure |
| JP5519535B2 (ja) * | 2008-03-03 | 2014-06-11 | サムスン ヘヴィ インダストリーズ カンパニー リミテッド | 液化天然ガス貨物タンクの波形メンブレン用補強材と、これを有するメンブレン組立体 |
| ES2352941B1 (es) * | 2008-05-16 | 2012-01-25 | Airbus Operations, S.L. | Estructura integrada de aeronave en material compuesto |
| DE102008002117B4 (de) * | 2008-05-30 | 2013-10-31 | Airbus Operations Gmbh | Verbund und Struktur |
| US9238335B2 (en) * | 2008-07-10 | 2016-01-19 | The Boeing Company | Mandrel for autoclave curing applications |
| US9327467B2 (en) * | 2008-07-10 | 2016-05-03 | The Boeing Company | Composite mandrel for autoclave curing applications |
| GB0813584D0 (en) * | 2008-07-25 | 2008-09-03 | Airbus Uk Ltd | Method of stiffening a rib |
| US8540921B2 (en) | 2008-11-25 | 2013-09-24 | The Boeing Company | Method of forming a reinforced foam-filled composite stringer |
| FR2940176B1 (fr) * | 2008-12-22 | 2011-02-11 | Aircelle Sa | Procede de fabrication d'un panneau d'attenuation acoustique, notamment pour l'aeronautique |
| US8684310B2 (en) * | 2009-01-29 | 2014-04-01 | The Boeing Company | Rigid tipped riblets |
| US9352533B2 (en) * | 2009-01-29 | 2016-05-31 | The Boeing Company | Elastomeric riblets |
| US8668166B2 (en) * | 2009-01-29 | 2014-03-11 | The Boeing Company | Shape memory riblets |
| US8678316B2 (en) * | 2009-01-29 | 2014-03-25 | The Boeing Company | Amorphous metal riblets |
| US8074694B2 (en) * | 2009-05-28 | 2011-12-13 | The Boeing Company | Stringer transition method |
| US8500066B2 (en) * | 2009-06-12 | 2013-08-06 | The Boeing Company | Method and apparatus for wireless aircraft communications and power system using fuselage stringers |
| US8570152B2 (en) * | 2009-07-23 | 2013-10-29 | The Boeing Company | Method and apparatus for wireless sensing with power harvesting of a wireless signal |
| US8617687B2 (en) * | 2009-08-03 | 2013-12-31 | The Boeing Company | Multi-functional aircraft structures |
| CN102019592B (zh) * | 2009-09-10 | 2012-07-04 | 中国航空工业集团公司北京航空制造工程研究所 | 一种大尺寸复合材料加筋壁板成形的定位装置 |
| US8413928B2 (en) * | 2009-09-25 | 2013-04-09 | The Boeing Company | Structurally designed aerodynamic riblets |
| US8733702B1 (en) * | 2009-12-02 | 2014-05-27 | The Boeing Company | Reduced solar absorptivity applique |
| US8714485B2 (en) | 2009-12-15 | 2014-05-06 | The Boeing Company | Method of fabricating a hat stringer |
| US9010689B1 (en) | 2010-01-04 | 2015-04-21 | The Boeing Company | Fluid dynamic vent dam |
| CN101791821B (zh) * | 2010-04-08 | 2011-09-14 | 中国航空工业集团公司北京航空制造工程研究所 | 一种大尺寸复合材料长桁的成形装置 |
| DE102010018726B4 (de) * | 2010-04-29 | 2013-08-14 | Premium Aerotec Gmbh | Verfahren zur Herstellung eines mit zumindest einem Hohlprofil versehenen Bauteils |
| US8408493B2 (en) * | 2010-05-19 | 2013-04-02 | The Boeing Company | Composite stringer end trim |
| US9682762B1 (en) * | 2010-05-20 | 2017-06-20 | The Boeing Company | Stiffener with shaped end termination |
| US20120012242A1 (en) * | 2010-07-14 | 2012-01-19 | Spirit Aerosystems, Inc. | Method and system for material placement over radiused edges |
| FR2963272B1 (fr) * | 2010-07-29 | 2012-08-17 | Airbus Operations Sas | Procede de fabrication d'un panneau raidi en materiau composite |
| US8795567B2 (en) * | 2010-09-23 | 2014-08-05 | The Boeing Company | Method for fabricating highly contoured composite stiffeners with reduced wrinkling |
| CN102139533A (zh) * | 2011-03-14 | 2011-08-03 | 沈阳飞机工业(集团)有限公司 | 复合材料ω长桁与壁板共固化组合工装 |
| KR20130020909A (ko) | 2011-04-05 | 2013-03-04 | 미츠비시 쥬고교 가부시키가이샤 | 재생 에너지형 발전 장치 및 유압 펌프의 장착 방법 |
| DE102011017460A1 (de) * | 2011-04-20 | 2012-10-25 | Airbus Operations Gmbh | Faserverbundbauteil, Flügelspitzenverlängerung und Flugzeug mit einem Faserverbundteil |
| US8651419B2 (en) * | 2011-07-18 | 2014-02-18 | The Boeing Company | Flexible truss frame and method of making the same |
| US9931807B2 (en) | 2011-08-08 | 2018-04-03 | The Boeing Company | Flexible compactor with reinforcing spine |
| US8997642B2 (en) | 2011-08-08 | 2015-04-07 | The Boeing Company | Method for transporting, placing and compacting composite stiffeners |
| FR2985213B1 (fr) * | 2011-12-28 | 2016-12-30 | Airbus Operations Sas | Panneau composite auto-raidi et procede de realisation |
| US8703269B2 (en) | 2012-02-14 | 2014-04-22 | Gulfstream Aerospace Corporation | Reinforced composite structures for aircrafts and methods for making the same |
| US20130299073A1 (en) * | 2012-05-08 | 2013-11-14 | Lockheed Martin Corporation | Contour caul with expansion region |
| US9180958B2 (en) * | 2012-05-25 | 2015-11-10 | The Boeing Company | Aircraft, airframes and associated methods |
| FR2991228B1 (fr) | 2012-05-29 | 2015-03-06 | Airbus Operations Sas | Procede et dispositif de realisation d'un panneau composite auto-raidi |
| GB201217245D0 (en) * | 2012-09-27 | 2012-11-07 | Airbus Operations Ltd | A cure tool |
| US9333713B2 (en) | 2012-10-04 | 2016-05-10 | The Boeing Company | Method for co-curing composite skins and stiffeners in an autoclave |
| GB201217801D0 (en) * | 2012-10-05 | 2012-11-14 | Airbus Operations Ltd | An aircraft structure |
| US9162396B2 (en) * | 2012-10-12 | 2015-10-20 | The Boeing Company | Method for forming fuselage stringers |
| FR2999970B1 (fr) | 2012-12-20 | 2015-06-19 | Airbus Operations Sas | Procede de realisation d'une preforme textile a fibres continues par circulation d'un flux de gaz chaud a travers un ensemble fibreux |
| JP6093192B2 (ja) * | 2013-01-25 | 2017-03-08 | 三菱航空機株式会社 | 航空機の機体用パネル、航空機の翼 |
| US8906179B2 (en) | 2013-02-21 | 2014-12-09 | The Boeing Company | Systems, tools, and methods for forming composite tubular stringers and stiffened composite structures having composite tubular stringers |
| US9272767B2 (en) | 2013-04-19 | 2016-03-01 | The Boeing Company | Compacting uncured composite members on contoured mandrel surfaces |
| US9475569B2 (en) | 2013-10-29 | 2016-10-25 | Gulfstream Aerospace Corporation | Methods for manufacturing an i-stringer of an aircraft and devices for use in such methods |
| FR3015433B1 (fr) | 2013-12-23 | 2016-02-12 | Airbus Operations Sas | Ensemble pour aeronef comprenant un mat d'accrochage integre a la nacelle et agence en partie arriere du fuselage |
| EP2889211B1 (en) * | 2013-12-31 | 2018-10-24 | Airbus Operations S.L. | Aircraft structure made of composite material |
| WO2015132700A1 (en) | 2014-03-04 | 2015-09-11 | Bombardier Inc. | Method and apparatus for forming a composite laminate stack using a breathable polyethylene vacuum film |
| US9828164B2 (en) | 2014-05-22 | 2017-11-28 | Fontaine Engineered Products, Inc. | Intermodal container and method of constructing same |
| CN104029397B (zh) * | 2014-06-09 | 2016-08-17 | 中航复合材料有限责任公司 | 一种飞机复合材料机身壁板的制备装置及制备方法 |
| EP2962840A1 (en) * | 2014-06-30 | 2016-01-06 | Airbus Operations, S.L. | A leading edge for an aircraft lifting surface and manufacturing method thereof |
| GB2528080A (en) * | 2014-07-08 | 2016-01-13 | Airbus Operations Ltd | Structure |
| US20160129985A1 (en) * | 2014-11-08 | 2016-05-12 | Airbus Group India Private Limited | Aircraft structure having cables located in stringers |
| US9919791B2 (en) * | 2015-04-15 | 2018-03-20 | Gulfstream Aerospace Corporation | Stiffening structures, wing structures, and methods for manufacturing stiffening structures |
| US10456960B2 (en) | 2015-07-24 | 2019-10-29 | The Boeing Company | Systems and methods for incrementally forming a composite part |
| US9809297B2 (en) * | 2015-08-26 | 2017-11-07 | The Boeing Company | Structures containing stiffeners having transition portions |
| US11426971B2 (en) | 2015-10-13 | 2022-08-30 | The Boeing Company | Composite structure and method for barely visible impact damage detection |
| US10105940B2 (en) * | 2016-04-18 | 2018-10-23 | The Boeing Company | Formation of composite laminates having one or more divergent flanges |
| EP3323514B1 (en) * | 2016-11-16 | 2021-07-28 | Airbus Operations GmbH | An aircraft structure component for laminar flow |
| CN106769533B (zh) * | 2016-11-29 | 2019-08-23 | 中国航空工业集团公司沈阳飞机设计研究所 | 一种复合材料隔框结构四点弯曲试验方法 |
| EP3378788B1 (en) * | 2017-03-22 | 2021-04-28 | AIRBUS HELICOPTERS DEUTSCHLAND GmbH | An aircraft with a fuselage that comprises at least one hollow beam element |
| JP6774571B2 (ja) * | 2017-07-25 | 2020-10-28 | 株式会社Subaru | 複合材成形治具及び複合材成形方法 |
| US10875625B2 (en) * | 2017-08-23 | 2020-12-29 | The Boeing Company | Co-cured spar and stringer center wing box |
| US11034431B2 (en) * | 2017-09-25 | 2021-06-15 | The Boeing Company | Composite article with fly-away bag carrier |
| US11014644B2 (en) | 2017-10-25 | 2021-05-25 | The Boeing Company | Stiffened-cavity for modular wrap ply assembly for hat stringer |
| FR3076261B1 (fr) * | 2018-01-02 | 2021-04-23 | Stelia Aerospace | Coque de siege autoraidie et methode de realisation |
| US10669005B2 (en) | 2018-02-27 | 2020-06-02 | The Boeing Company | Solid laminate stringer |
| GB2575102A (en) * | 2018-06-29 | 2020-01-01 | Airbus Operations Ltd | Duct stringer with bulkhead |
| US11180238B2 (en) * | 2018-11-19 | 2021-11-23 | The Boeing Company | Shear ties for aircraft wing |
| JP7161399B2 (ja) * | 2018-12-28 | 2022-10-26 | 株式会社Subaru | 樹脂含浸測定装置 |
| US11660830B2 (en) | 2019-01-18 | 2023-05-30 | The Boeing Company | Contoured composite stringers |
| US11325688B2 (en) | 2019-05-09 | 2022-05-10 | The Boeing Company | Composite stringer and methods for forming a composite stringer |
| US10913215B2 (en) | 2019-05-09 | 2021-02-09 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US10919260B2 (en) | 2019-05-09 | 2021-02-16 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US10857751B2 (en) | 2019-05-09 | 2020-12-08 | The Boeing Company | Composite stringer and methods for forming a composite stringer |
| US10919256B2 (en) | 2019-05-09 | 2021-02-16 | The Boeing Company | Composite structure having a variable gage and methods for forming a composite structure having a variable gage |
| US11325689B2 (en) | 2019-05-09 | 2022-05-10 | The Boeing Company | Composite stringer and methods for forming a composite stringer |
| US11745442B2 (en) | 2019-08-22 | 2023-09-05 | The Boeing Company | Highly contoured composite structures and system and method for making the same |
| CN113120253A (zh) * | 2019-12-31 | 2021-07-16 | 山西元工通用航空技术有限公司 | 一种无人机碳纤维机壳一体化加工工艺 |
| US11242127B2 (en) | 2020-04-22 | 2022-02-08 | The Boeing Company | Composite stringer assembly and methods for transmitting a load through a composite stringer assembly |
| WO2022099707A1 (zh) * | 2020-11-16 | 2022-05-19 | 中国商用飞机有限责任公司 | 一种用于制作帽型增强构件的芯模 |
| US11780179B2 (en) | 2021-09-02 | 2023-10-10 | Rohr, Inc. | Thermoplastic composite panel with corrugated peaks and troughs stiffening systems and methods |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1522432A (en) * | 1976-10-21 | 1978-08-23 | Ruggeri V | Method of moulding hollow stiffeners or lightweight laminates or wholly box girdered laminates in fibre reinforced plastics |
| JP2002531299A (ja) * | 1998-12-04 | 2002-09-24 | ビ−エイイ− システムズ パブリック リミテッド カンパニ− | 複合積層物 |
| WO2006001860A2 (en) * | 2004-04-06 | 2006-01-05 | The Boeing Company | Composite barrel sections for aircraft fuselages and other structures, and methods and systems for manufacturing such barrel sections |
| US20060226287A1 (en) * | 2004-04-06 | 2006-10-12 | Kent Grantham | Structural panels for use in aircraft fuselages and other structures |
Family Cites Families (111)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2491418A (en) | 1946-04-04 | 1949-12-13 | Socony Vacuum Oil Co Inc | Automatic inspection device |
| US2630472A (en) | 1948-07-01 | 1953-03-03 | Gen Electric | Method and apparatus for inspecting cavities |
| US3028292A (en) | 1957-05-27 | 1962-04-03 | Parsons Corp | Method of manufacturing plastic rotor blades |
| US3205288A (en) | 1961-07-24 | 1965-09-07 | Curtiss Wright Corp | Method of manufacture of hollow reinforced plastic articles |
| US3390393A (en) | 1964-09-17 | 1968-06-25 | Bell Aerospace Corp | Airfoil radar antenna |
| DE1504196B2 (de) | 1965-12-16 | 1971-02-18 | Deutsche Tafelglas AG Detag 8510Furth | Verfahren zur herstellung von ebenen oder raeumlich ge kruemmten plattenfoermigen koerpern aus mit fluessigem haertbarem kunstharz getraenkten fasermaterial |
| DE1949209A1 (de) | 1969-09-30 | 1971-04-01 | Fritz Reinke | Verfahren und Vorrichtung zum Herstellen von Bauelementen |
| US3963425A (en) | 1971-04-15 | 1976-06-15 | Imperial Metal Industries (Kynoch) Limited | Composite materials |
| US3779487A (en) | 1971-04-19 | 1973-12-18 | L Ashton | Light weight contoured load carrying structure |
| US4053667A (en) * | 1974-09-09 | 1977-10-11 | Lockheed Aircraft Corporation | Stiffened structural laminate and method of molding laminate with stiffener beads |
| US4197545A (en) | 1978-01-16 | 1980-04-08 | Sanders Associates, Inc. | Stripline slot antenna |
| US4510500A (en) | 1983-01-28 | 1985-04-09 | The United States Of America As Represented By The Secretary Of The Army | Aircraft shorted loop antenna with impedance matching and amplification at feed point |
| US4538780A (en) | 1983-09-26 | 1985-09-03 | The Boeing Company | Ultralight composite wing structure |
| WO1986001039A1 (en) | 1984-07-30 | 1986-02-13 | The Commonwealth Of Australia, Care Of The Secreta | Waveguide delay |
| FR2586966B1 (fr) | 1985-09-11 | 1988-02-26 | France Etat Armement | Structures multicanaux en materiaux composites, procedes et demi-produits pour la fabrication de celles-ci |
| US4776907A (en) * | 1987-09-25 | 1988-10-11 | The Boeing Company | Method of providing resin free surfaces adjacent a bonded joint |
| US5458330A (en) * | 1990-05-04 | 1995-10-17 | The Baum Research & Development Company | Composite baseball bat with cavitied core |
| US5170666A (en) | 1991-03-29 | 1992-12-15 | Larsen Lawrence E | Nondestructive evaluation of composite materials using acoustic emissions stimulated by absorbed microwave/radiofrequency energy |
| US5271986A (en) * | 1991-04-19 | 1993-12-21 | United Technologies Corporation | Structural member having a stiffener bead therein and comprising plies of composite material extending for the full length and width of the structural member and continuously through the stiffener bead, and the article so made |
| JPH04329125A (ja) | 1991-04-30 | 1992-11-17 | Mitsubishi Heavy Ind Ltd | 複合材料一体成形方法 |
| US5438330A (en) * | 1991-10-28 | 1995-08-01 | Nikon Corporation | Absolute encoder |
| US5242523A (en) | 1992-05-14 | 1993-09-07 | The Boeing Company | Caul and method for bonding and curing intricate composite structures |
| US5222166A (en) | 1992-05-19 | 1993-06-22 | Rockwell International Corporation | Aircraft fiber optic data distribution system |
| US5332178A (en) * | 1992-06-05 | 1994-07-26 | Williams International Corporation | Composite wing and manufacturing process thereof |
| CA2081033C (en) * | 1992-10-21 | 1995-08-08 | Barry Wolf | Nest drill tube |
| US5354195A (en) * | 1992-12-23 | 1994-10-11 | United Technologies Corporation | Composite molding apparatus for high pressure co-cure molding of lightweight honeycomb core composite articles having ramped surfaces utilizing low density, stabilized ramped honeycomb cores |
| CA2138775C (en) * | 1993-05-04 | 2000-03-14 | Glenn A. Freitas | Truss reinforced foam core sandwich structure |
| US5348601A (en) * | 1993-06-23 | 1994-09-20 | The United States Of America As Represented By The Secretary Of The Navy | Method of making an offset corrugated sandwich construction |
| US5363464A (en) | 1993-06-28 | 1994-11-08 | Tangible Domain Inc. | Dielectric/conductive waveguide |
| US5632940A (en) * | 1994-03-29 | 1997-05-27 | Whatley; Bradford L. | Method of making an integrally stiffened article |
| US5904972A (en) * | 1995-06-07 | 1999-05-18 | Tpi Technology Inc. | Large composite core structures formed by vacuum assisted resin transfer molding |
| US6027798A (en) * | 1995-11-01 | 2000-02-22 | The Boeing Company | Pin-reinforced sandwich structure |
| GB2311502B (en) | 1996-03-08 | 2000-06-14 | Marconi Gec Ltd | Mounting of machinery within a vessel |
| US5980665A (en) | 1996-05-31 | 1999-11-09 | The Boeing Company | Z-pin reinforced bonds for connecting composite structures |
| US6187411B1 (en) | 1996-10-04 | 2001-02-13 | The Boeing Company | Stitch-reinforced sandwich panel and method of making same |
| US6117376A (en) | 1996-12-09 | 2000-09-12 | Merkel; Michael | Method of making foam-filled composite products |
| US5854336A (en) * | 1997-03-20 | 1998-12-29 | Chesebrough-Pond's Usa Co., Division Of Conopco, Inc. | Process for preparing silicone elastomer compositions |
| US6529127B2 (en) | 1997-07-11 | 2003-03-04 | Microstrain, Inc. | System for remote powering and communication with a network of addressable, multichannel sensing modules |
| US6458309B1 (en) | 1998-06-01 | 2002-10-01 | Rohr, Inc. | Method for fabricating an advanced composite aerostructure article having an integral co-cured fly away hollow mandrel |
| JP2000043796A (ja) * | 1998-07-30 | 2000-02-15 | Japan Aircraft Development Corp | 複合材の翼形構造およびその成形方法 |
| US6510961B1 (en) * | 1999-04-14 | 2003-01-28 | A&P Technology | Integrally-reinforced braided tubular structure and method of producing the same |
| US7001082B2 (en) | 1999-06-11 | 2006-02-21 | Morrison Brian D | Optical connector |
| US6755998B1 (en) * | 1999-10-26 | 2004-06-29 | Compsys, Inc. | Composite panel adapted for point compressive loads and method for making same |
| US6970930B1 (en) | 1999-11-05 | 2005-11-29 | Mci, Inc. | Method and system of providing differentiated services |
| US6889937B2 (en) * | 1999-11-18 | 2005-05-10 | Rocky Mountain Composites, Inc. | Single piece co-cure composite wing |
| US7963815B2 (en) * | 2000-01-14 | 2011-06-21 | Mead Kirby J | Shape-adjustable mold, skin and interior-core structures for custom board production |
| US6655633B1 (en) * | 2000-01-21 | 2003-12-02 | W. Cullen Chapman, Jr. | Tubular members integrated to form a structure |
| US6949282B2 (en) * | 2000-07-07 | 2005-09-27 | Delphi Technologies, Inc. | Contoured crushable composite structural members and methods for making the same |
| US6882128B1 (en) | 2000-09-27 | 2005-04-19 | Science Applications International Corporation | Method and system for energy reclamation and reuse |
| US7277822B2 (en) | 2000-09-28 | 2007-10-02 | Blemel Kenneth G | Embedded system for diagnostics and prognostics of conduits |
| JP4526698B2 (ja) * | 2000-12-22 | 2010-08-18 | 富士重工業株式会社 | 複合材成形品及びその製造方法 |
| US6638466B1 (en) * | 2000-12-28 | 2003-10-28 | Raytheon Aircraft Company | Methods of manufacturing separable structures |
| FR2825191B1 (fr) | 2001-05-25 | 2004-04-16 | Eads Airbus Sa | Antenne d'emission/reception d'ondes radiofrequences et avion utilisant une telle antenne |
| US6497190B1 (en) * | 2001-05-29 | 2002-12-24 | Compsys, Inc. | Conformable composite structural member and method therefor |
| US6739861B2 (en) | 2001-11-26 | 2004-05-25 | Sikorsky Aircraft Corporation | High pressure co-cure of lightweight core composite article utilizing a core having a plurality of protruding pins |
| US6960993B2 (en) | 2002-04-30 | 2005-11-01 | Robert Bosch Gmbh | Device for transmitting signals and/or energy to a vehicle seat rail system |
| US6963728B2 (en) | 2002-05-15 | 2005-11-08 | Visteon Global Technologies, Inc. | Low power, high speed data communications in vehicles |
| US7204951B2 (en) * | 2002-07-30 | 2007-04-17 | Rocky Mountain Composites, Inc. | Method of assembling a single piece co-cured structure |
| US7118370B2 (en) * | 2002-08-30 | 2006-10-10 | The Boeing Company | Composite spar drape forming machine |
| US7419627B2 (en) * | 2002-09-13 | 2008-09-02 | Northrop Grumman Corporation | Co-cured vacuum-assisted resin transfer molding manufacturing method |
| US20040150529A1 (en) | 2003-01-30 | 2004-08-05 | Benoit Jeffrey T. | Power harvesting sensor for monitoring and control |
| US20070176840A1 (en) | 2003-02-06 | 2007-08-02 | James Pristas | Multi-receiver communication system with distributed aperture antenna |
| US20040166408A1 (en) | 2003-02-20 | 2004-08-26 | The Boeing Company | Structurally integrated wire and associated fabrication method |
| US7249943B2 (en) * | 2003-08-01 | 2007-07-31 | Alliant Techsystems Inc. | Apparatus for forming composite stiffeners and reinforcing structures |
| US6999857B1 (en) | 2003-08-25 | 2006-02-14 | The United States Of America As Represented By The Secretary Of The Navy | Data communication and power transmission system for sensing devices |
| WO2005062094A1 (en) | 2003-12-22 | 2005-07-07 | Bae Systems Plc | Optical connector arrangement |
| US7231180B2 (en) | 2004-03-24 | 2007-06-12 | Honeywell International, Inc. | Aircraft engine sensor network using wireless sensor communication modules |
| JP2005291708A (ja) | 2004-03-31 | 2005-10-20 | Daido Steel Co Ltd | 鋳造品空孔の検査方法および検査装置 |
| US7293737B2 (en) | 2004-04-20 | 2007-11-13 | The Boeing Company | Co-cured stringers and associated mandrel and fabrication method |
| US7018217B2 (en) | 2004-05-19 | 2006-03-28 | The Boeing Company | Structurally integrable electrode and associated assembly and fabrication method |
| US7281318B2 (en) | 2004-05-19 | 2007-10-16 | The Boeing Company | Method of manufacturing a composite structural member having an integrated electrical circuit |
| US7207523B2 (en) | 2004-09-08 | 2007-04-24 | The Boeing Company | Seat power bus with discrete connection ports |
| US7205956B1 (en) | 2004-12-14 | 2007-04-17 | Nortel Networks Limited | Structural waveguide formed in a leg of an antenna tower and method of use |
| US7249512B2 (en) | 2005-01-24 | 2007-07-31 | The Boeing Company | Non-destructive stringer inspection apparatus and method |
| FR2888816B1 (fr) * | 2005-07-20 | 2007-08-31 | Airbus France Sas | Panneau auto-raidi monolithique |
| DE102005035681A1 (de) * | 2005-07-27 | 2007-02-08 | Röhm Gmbh | Fertigungsverfahren zur Armierung von Kernmaterialien für Kernverbunde sowie von Kernverbund-Strukturen |
| US7400253B2 (en) | 2005-08-04 | 2008-07-15 | Mhcmos, Llc | Harvesting ambient radio frequency electromagnetic energy for powering wireless electronic devices, sensors and sensor networks and applications thereof |
| US7307431B2 (en) | 2005-08-26 | 2007-12-11 | The Boeing Company | System and method for microwave non-destructive inspection |
| US7719416B2 (en) | 2005-09-09 | 2010-05-18 | Microstrain, Inc. | Energy harvesting, wireless structural health monitoring system |
| US7606592B2 (en) | 2005-09-19 | 2009-10-20 | Becker Charles D | Waveguide-based wireless distribution system and method of operation |
| US20070090294A1 (en) | 2005-10-24 | 2007-04-26 | The Boeing Company | Terahertz imaging non-destructive inspection systems and methods |
| US7343265B2 (en) | 2005-11-23 | 2008-03-11 | Lockheed Martin Corporation | System to monitor the health of a structure, sensor nodes, program product, and related methods |
| US7276703B2 (en) | 2005-11-23 | 2007-10-02 | Lockheed Martin Corporation | System to monitor the health of a structure, sensor nodes, program product, and related methods |
| WO2008010841A1 (en) | 2006-07-19 | 2008-01-24 | Vogley Wilbur C | Method and apparatus for phostonic stack system for vehicle control/sense |
| US20080089087A1 (en) | 2006-10-16 | 2008-04-17 | Paul Douglas Stoner | Apparatus and Method Pertaining to Light-Based Power Distribution in a Vehicle |
| DE102006050534B4 (de) | 2006-10-26 | 2013-12-12 | Airbus Operations Gmbh | Leitungssystem für ein Luftfahrzeug, insbesondere ein Flugzeug |
| US7871040B2 (en) * | 2006-11-10 | 2011-01-18 | The Boeing Company | Composite aircraft structures with hat stiffeners |
| US8094062B2 (en) | 2006-12-18 | 2012-01-10 | Telefonaktiebolaget L M Ericsson (Publ) | Fore/aft looking airborne radar |
| US7749421B2 (en) | 2006-12-27 | 2010-07-06 | Hexcel Corporation | Helicopter blade mandrel |
| US7864039B2 (en) | 2007-01-08 | 2011-01-04 | The Boeing Company | Methods and systems for monitoring structures and systems |
| US7861969B2 (en) | 2007-05-24 | 2011-01-04 | The Boeing Company | Shaped composite stringers and methods of making |
| US8805530B2 (en) | 2007-06-01 | 2014-08-12 | Witricity Corporation | Power generation for implantable devices |
| GB2449907B (en) | 2007-06-07 | 2010-02-10 | Gkn Aerospace Services Ltd | Composite flange and method of making such flange |
| US8026257B2 (en) | 2007-07-11 | 2011-09-27 | Bristol-Myers Squibb Company | Substituted heterocyclic ethers and their use in CNS disorders |
| US8042767B2 (en) * | 2007-09-04 | 2011-10-25 | The Boeing Company | Composite fabric with rigid member structure |
| US7830523B2 (en) | 2007-10-26 | 2010-11-09 | The Boeing Company | Nondestructive inspection of a structure including the analysis of cavity electromagnetic field response |
| US7879276B2 (en) | 2007-11-08 | 2011-02-01 | The Boeing Company | Foam stiffened hollow composite stringer |
| US8026857B2 (en) * | 2008-01-17 | 2011-09-27 | The Boeing Company | Wireless data communication and power transmission using aircraft structures having properties of an electromagnetic cavity |
| US8022843B2 (en) | 2008-03-31 | 2011-09-20 | The Boeing Company | Wireless aircraft sensor network |
| EP3121999B1 (en) | 2008-09-03 | 2019-08-07 | Siemens Industry, Inc. | Method for regulating temperatures in a wireless building management system |
| US8815038B2 (en) | 2008-10-01 | 2014-08-26 | The Boeing Company | Joining curved composite sandwich panels |
| US8376774B2 (en) | 2008-11-17 | 2013-02-19 | Rochester Institute Of Technology | Power extracting device and method of use thereof |
| US8540921B2 (en) | 2008-11-25 | 2013-09-24 | The Boeing Company | Method of forming a reinforced foam-filled composite stringer |
| US8098143B2 (en) | 2008-12-10 | 2012-01-17 | Lockheed Martin Corporation | Power aware techniques for energy harvesting remote sensor system |
| US8044812B2 (en) | 2009-01-12 | 2011-10-25 | The Boeing Company | Optical wireless sensor network |
| US8154402B2 (en) | 2009-03-12 | 2012-04-10 | Raytheon Company | Wireless temperature sensor network |
| US8500066B2 (en) | 2009-06-12 | 2013-08-06 | The Boeing Company | Method and apparatus for wireless aircraft communications and power system using fuselage stringers |
| DE102009030507B4 (de) | 2009-06-25 | 2011-06-16 | Airbus Operations Gmbh | Gestaltungsvorrichtung, Funkvorrichtung und Verfahren zum Kommunizieren in einem Flugzeug |
| US8570152B2 (en) | 2009-07-23 | 2013-10-29 | The Boeing Company | Method and apparatus for wireless sensing with power harvesting of a wireless signal |
| US8617687B2 (en) | 2009-08-03 | 2013-12-31 | The Boeing Company | Multi-functional aircraft structures |
| US8714485B2 (en) | 2009-12-15 | 2014-05-06 | The Boeing Company | Method of fabricating a hat stringer |
-
2007
- 2007-05-24 US US11/753,482 patent/US7861969B2/en active Active
-
2008
- 2008-05-21 WO PCT/US2008/064427 patent/WO2009023346A2/en active Application Filing
- 2008-05-21 JP JP2010509536A patent/JP2010527836A/ja active Pending
- 2008-05-21 CN CN2008800165238A patent/CN101678890B/zh active Active
- 2008-05-21 EP EP08827299.2A patent/EP2152574B1/en active Active
- 2008-05-21 ES ES08827299.2T patent/ES2608817T3/es active Active
-
2010
- 2010-12-22 US US12/976,070 patent/US8377247B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1522432A (en) * | 1976-10-21 | 1978-08-23 | Ruggeri V | Method of moulding hollow stiffeners or lightweight laminates or wholly box girdered laminates in fibre reinforced plastics |
| JP2002531299A (ja) * | 1998-12-04 | 2002-09-24 | ビ−エイイ− システムズ パブリック リミテッド カンパニ− | 複合積層物 |
| WO2006001860A2 (en) * | 2004-04-06 | 2006-01-05 | The Boeing Company | Composite barrel sections for aircraft fuselages and other structures, and methods and systems for manufacturing such barrel sections |
| US20060226287A1 (en) * | 2004-04-06 | 2006-10-12 | Kent Grantham | Structural panels for use in aircraft fuselages and other structures |
| JP2007532384A (ja) * | 2004-04-06 | 2007-11-15 | ザ・ボーイング・カンパニー | 航空機胴体およびその他の構造の複合バレルセクション、および係るバレルセクションを製造する方法およびシステム |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015519222A (ja) * | 2012-04-04 | 2015-07-09 | ザ・ボーイング・カンパニーTheBoeing Company | 傾斜ウェブ付きハット型スティフナーおよびその形成方法 |
| WO2016098426A1 (ja) * | 2014-12-15 | 2016-06-23 | 三菱重工業株式会社 | 複合構造体及び複合構造体の成形方法 |
| JP2016112787A (ja) * | 2014-12-15 | 2016-06-23 | 三菱重工業株式会社 | 複合構造体及び複合構造体の成形方法 |
| US10195789B2 (en) | 2014-12-15 | 2019-02-05 | Mitsubishi Heavy Industries, Ltd. | Composite structure and method for molding composite structure |
| JP2017206230A (ja) * | 2016-03-14 | 2017-11-24 | ザ・ボーイング・カンパニーThe Boeing Company | 熱シールドアセンブリ及び方法 |
| US11279462B2 (en) | 2016-03-14 | 2022-03-22 | The Boeing Company | Heat shield assembly and method |
| JP7043176B2 (ja) | 2016-03-14 | 2022-03-29 | ザ・ボーイング・カンパニー | 熱シールドアセンブリ及び方法 |
| JP2018047684A (ja) * | 2016-08-03 | 2018-03-29 | ザ・ボーイング・カンパニーThe Boeing Company | ドレープ成形に関するシステム及び方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2152574A2 (en) | 2010-02-17 |
| US7861969B2 (en) | 2011-01-04 |
| ES2608817T3 (es) | 2017-04-17 |
| CN101678890B (zh) | 2013-01-16 |
| WO2009023346A3 (en) | 2009-06-04 |
| WO2009023346A2 (en) | 2009-02-19 |
| US20080290214A1 (en) | 2008-11-27 |
| EP2152574B1 (en) | 2016-12-07 |
| US8377247B2 (en) | 2013-02-19 |
| CN101678890A (zh) | 2010-03-24 |
| US20110088833A1 (en) | 2011-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010527836A (ja) | 成形複合ストリンガー及び成形複合ストリンガーを作製する方法 | |
| US9278748B2 (en) | Processes to fabricate composite tubular-reinforced panels integrating skin and stringers and the panels thereby fabricated | |
| EP2903801B1 (en) | Composite structure having a stabilizing element | |
| JP4318381B2 (ja) | 繊維強化複合材からなる胴体構造体の製造方法、及びそれにより製造される胴体構造体 | |
| JP6120086B2 (ja) | マルチボックス翼スパーおよび外板 | |
| JP7409885B2 (ja) | 成形された複合ストリンガー | |
| JP6401859B2 (ja) | 複合材構造体及び複合材構造体の製造方法 | |
| US10118348B2 (en) | Aircraft component with closed box structure | |
| CA2635363C (en) | Method for producing structures from composite materials, including embedded precured tools | |
| EP2865516B1 (en) | Skin-stiffened composite panel and method of its manufacture | |
| JP4721251B2 (ja) | 複合材補強板の製造方法 | |
| EP2890546B1 (en) | Method for bonding a stiffener to a surface and apparatus | |
| EP3000586B1 (en) | Method for manufacturing a composite material part comprising a web and at least one flange | |
| US10661511B2 (en) | Anisotropic reinforcement of composite structures | |
| EP3789191B1 (en) | Method for manufacturing a composite material structure using a cocuring process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110520 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110520 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130225 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130903 |