JP2010503781A - 活性化可能なゼロ歪の複合積層体 - Google Patents
活性化可能なゼロ歪の複合積層体 Download PDFInfo
- Publication number
- JP2010503781A JP2010503781A JP2009528445A JP2009528445A JP2010503781A JP 2010503781 A JP2010503781 A JP 2010503781A JP 2009528445 A JP2009528445 A JP 2009528445A JP 2009528445 A JP2009528445 A JP 2009528445A JP 2010503781 A JP2010503781 A JP 2010503781A
- Authority
- JP
- Japan
- Prior art keywords
- web
- elastic
- activatable
- composite laminate
- laminate web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000002131 composite material Substances 0.000 title claims abstract description 165
- 239000010410 layer Substances 0.000 claims abstract description 129
- 239000000835 fiber Substances 0.000 claims abstract description 69
- 239000012792 core layer Substances 0.000 claims abstract description 53
- 239000000853 adhesive Substances 0.000 claims description 44
- 230000001070 adhesive effect Effects 0.000 claims description 44
- 229920001971 elastomer Polymers 0.000 claims description 24
- -1 polyethylene Polymers 0.000 claims description 22
- 239000000806 elastomer Substances 0.000 claims description 20
- 238000000034 method Methods 0.000 claims description 20
- 239000000203 mixture Substances 0.000 claims description 20
- 239000012790 adhesive layer Substances 0.000 claims description 15
- 239000004743 Polypropylene Substances 0.000 claims description 14
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims description 14
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 claims description 11
- 229920001400 block copolymer Polymers 0.000 claims description 11
- 229920000098 polyolefin Polymers 0.000 claims description 9
- 238000005304 joining Methods 0.000 claims description 8
- 229920000642 polymer Polymers 0.000 claims description 8
- 229920001577 copolymer Polymers 0.000 claims description 7
- 229920001155 polypropylene Polymers 0.000 claims description 7
- 239000004698 Polyethylene Substances 0.000 claims description 6
- 239000004952 Polyamide Substances 0.000 claims description 5
- 238000005520 cutting process Methods 0.000 claims description 5
- 229920002647 polyamide Polymers 0.000 claims description 5
- 229920000728 polyester Polymers 0.000 claims description 5
- 229920000573 polyethylene Polymers 0.000 claims description 5
- 239000004677 Nylon Substances 0.000 claims description 4
- 238000004026 adhesive bonding Methods 0.000 claims description 4
- 238000011068 loading method Methods 0.000 claims description 4
- 229920001778 nylon Polymers 0.000 claims description 4
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 4
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 4
- 229920002635 polyurethane Polymers 0.000 claims description 4
- 239000004814 polyurethane Substances 0.000 claims description 4
- 230000008569 process Effects 0.000 claims description 4
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 claims description 3
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 3
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 claims description 3
- 229920000742 Cotton Polymers 0.000 claims description 2
- 229920000297 Rayon Polymers 0.000 claims description 2
- 229920003235 aromatic polyamide Polymers 0.000 claims description 2
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 claims description 2
- 229920001038 ethylene copolymer Polymers 0.000 claims description 2
- 229920001748 polybutylene Polymers 0.000 claims description 2
- 239000002964 rayon Substances 0.000 claims description 2
- 229920002994 synthetic fiber Polymers 0.000 claims description 2
- 239000012209 synthetic fiber Substances 0.000 claims description 2
- 125000000383 tetramethylene group Chemical group [H]C([H])([*:1])C([H])([H])C([H])([H])C([H])([H])[*:2] 0.000 claims description 2
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims 1
- 239000005977 Ethylene Substances 0.000 claims 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 claims 1
- 238000001994 activation Methods 0.000 description 44
- 230000004913 activation Effects 0.000 description 43
- 230000000052 comparative effect Effects 0.000 description 24
- 239000000463 material Substances 0.000 description 21
- 239000002344 surface layer Substances 0.000 description 15
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 9
- 230000002093 peripheral effect Effects 0.000 description 8
- 239000004745 nonwoven fabric Substances 0.000 description 7
- 239000013536 elastomeric material Substances 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 5
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- 239000004793 Polystyrene Substances 0.000 description 4
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 4
- 238000001000 micrograph Methods 0.000 description 4
- 238000011084 recovery Methods 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 239000012815 thermoplastic material Substances 0.000 description 4
- 239000004831 Hot glue Substances 0.000 description 3
- 229920002633 Kraton (polymer) Polymers 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000000306 component Substances 0.000 description 3
- 238000003475 lamination Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 229920002367 Polyisobutene Polymers 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 description 2
- 239000003963 antioxidant agent Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 238000009960 carding Methods 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 125000003700 epoxy group Chemical group 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 239000012943 hotmelt Substances 0.000 description 2
- 239000002648 laminated material Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000000691 measurement method Methods 0.000 description 2
- 229920001194 natural rubber Polymers 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 238000002203 pretreatment Methods 0.000 description 2
- 239000012748 slip agent Substances 0.000 description 2
- 238000009864 tensile test Methods 0.000 description 2
- 238000010998 test method Methods 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- ROGIWVXWXZRRMZ-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1 ROGIWVXWXZRRMZ-UHFFFAOYSA-N 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 229920000459 Nitrile rubber Polymers 0.000 description 1
- 241000157426 Pernis Species 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 230000003213 activating effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229920006271 aliphatic hydrocarbon resin Polymers 0.000 description 1
- 229920006125 amorphous polymer Polymers 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000002981 blocking agent Substances 0.000 description 1
- 239000007767 bonding agent Substances 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- NTXGQCSETZTARF-UHFFFAOYSA-N buta-1,3-diene;prop-2-enenitrile Chemical compound C=CC=C.C=CC#N NTXGQCSETZTARF-UHFFFAOYSA-N 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000001066 destructive effect Effects 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- VXNZUUAINFGPBY-UHFFFAOYSA-N ethyl ethylene Natural products CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000004088 foaming agent Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000012760 heat stabilizer Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000007757 hot melt coating Methods 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 238000000386 microscopy Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 229920006285 olefinic elastomer Polymers 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003348 petrochemical agent Substances 0.000 description 1
- 229920001084 poly(chloroprene) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920013639 polyalphaolefin Polymers 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 150000003097 polyterpenes Chemical class 0.000 description 1
- 229920001289 polyvinyl ether Polymers 0.000 description 1
- 229920000036 polyvinylpyrrolidone Polymers 0.000 description 1
- 239000001267 polyvinylpyrrolidone Substances 0.000 description 1
- 235000013855 polyvinylpyrrolidone Nutrition 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 239000012783 reinforcing fiber Substances 0.000 description 1
- 230000029058 respiratory gaseous exchange Effects 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229920006126 semicrystalline polymer Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 150000003673 urethanes Chemical class 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 238000011179 visual inspection Methods 0.000 description 1
- 235000012773 waffles Nutrition 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/04—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by a layer being specifically extensible by reason of its structure or arrangement, e.g. by reason of the chemical nature of the fibres or filaments
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15585—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers
- A61F13/15593—Apparatus or processes for manufacturing of babies' napkins, e.g. diapers having elastic ribbons fixed thereto; Devices for applying the ribbons
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/49014—Form-fitting, self-adjusting disposable diapers with elastic means the elastic means is located at the side panels
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
- A61F13/49007—Form-fitting, self-adjusting disposable diapers
- A61F13/49009—Form-fitting, self-adjusting disposable diapers with elastic means
- A61F13/4902—Form-fitting, self-adjusting disposable diapers with elastic means characterised by the elastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/02—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose in the form of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B23/00—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose
- B32B23/04—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B23/08—Layered products comprising a layer of cellulosic plastic substances, i.e. substances obtained by chemical modification of cellulose, e.g. cellulose ethers, cellulose esters, viscose comprising such cellulosic plastic substance as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/14—Layered products comprising a layer of natural or synthetic rubber comprising synthetic rubber copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/02—Layered products comprising a layer of synthetic resin in the form of fibres or filaments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H13/00—Other non-woven fabrics
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15203—Properties of the article, e.g. stiffness or absorbency
- A61F2013/15284—Properties of the article, e.g. stiffness or absorbency characterized by quantifiable properties
- A61F2013/15292—Resistance, i.e. modulus or strength
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24802—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.]
- Y10T428/2481—Discontinuous or differential coating, impregnation or bond [e.g., artwork, printing, retouched photograph, etc.] including layer of mechanically interengaged strands, strand-portions or strand-like strips
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24942—Structurally defined web or sheet [e.g., overall dimension, etc.] including components having same physical characteristic in differing degree
- Y10T428/2495—Thickness [relative or absolute]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T442/00—Fabric [woven, knitted, or nonwoven textile or cloth, etc.]
- Y10T442/60—Nonwoven fabric [i.e., nonwoven strand or fiber material]
- Y10T442/601—Nonwoven fabric has an elastic quality
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Laminated Bodies (AREA)
- Absorbent Articles And Supports Therefor (AREA)
- Manufacturing Of Multi-Layer Textile Fabrics (AREA)
- Nonwoven Fabrics (AREA)
Abstract
Description
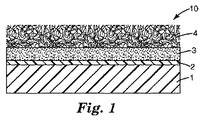
(i)弾性コア層と、該コア層よりも弾性が低い少なくとも1つの表面薄層とを有し、第1回目の荷重において1つ以上の表面薄層の弾性限界を超えて横方向に伸ばされた場合、本質的に均質な微小構造の表面を形成する、活性化可能な弾性積層体ウェブを提供する工程と、
(ii)少なくとも100%横方向の破断点伸びを有する、少なくとも1つの短繊維不織ウェブを提供する工程と、
(iii)短繊維不織ウェブを、該弾性積層体ウェブに取り付け、それによって活性化可能な弾性積層体ウェブが、本質的に非伸張状態に維持される工程と、を含む本発明の活性化可能な複合積層体を製造する方法に関する。
(i)本発明の活性化可能な複合積層ウェブを提供する工程と、
(ii)活性化可能な複合積層ウェブを、横方向に、1つ以上の表面薄層の弾性限界を超えるが、予め接合された短繊維不織布層ウェブの破断点伸び未満で伸ばす工程と、を含む本発明の活性化された複合積層ウェブを製造する方法に関する。

・実施例1の弾性積層体で例示されているように、表面薄層の初期変形及び/又はひずみに関係した初期降伏点を本質的に示さないのが好ましく、又は
・そのような初期降伏点が存在する場合には、そうした初期ピーク点又は降伏点の力の、50%の伸びの力に対する割合は1.15、より好ましくは1.10未満、特に好ましくは1.05未満である。
・互いに独立して不織ウェブの表面に対して8〜22%の接合領域を有する1つ又は2つの予め接合された不織ウェブと、
・コア:表面厚さの比が、少なくとも6:1である弾性積層体ウェブと、を含み、
・これによって、1つ又は2つの不織ウェブは、少なくとも1つが不連続である接着剤層によって弾性積層体に取り付けられる。
弾性積層体ウェブの表面薄層及びコア層の厚さ並びにコア/表面厚さの割合
本発明に好適な弾性積層体の個々の表面薄層は典型的には非常に薄く(通常<5μm)、したがって、従来の光顕微鏡技術で個々の層の厚さを測定することは難しい可能性がある。弾性積層体ウェブの表面薄層及びコア層の厚さは、重量と密度の計算から第1の測定法によって決定した。弾性積層体の2.54cm×15.24cmのストリップを、ザルトリウスアナリスティック(Sartorius Analytic)計量器モデル#A120S(ニューヨーク州ウェストベリー(Westbury, N. Y.)のブリンクマン・インスツルメンツ社(Brinkman Instruments, Inc.))で小数点4位まで計量し、次にトルエン中で24時間にわたって溶解させた。コア層のブロックコポリマーのエラストマー成分及びポリスチレン成分はトルエン中で溶解可能だが、ポリオレフィン系の表面薄層は溶解しない。トルエン溶液は、ブフナー(Buchner)(商標)漏斗で濾過し、不溶性の部分を濾紙上に収集した。濾紙は、70℃で1時間乾燥させて、室温まで1時間にわたって平衡させ、続いて上記のザルトリウスアナリスティック計量器で小数点4位まで計量した。重量(溶解前後)、面積及び密度を使用して、表面薄層の厚さとコア層の厚さの合計を計算した。
不織ウェブと複合積層ウェブの両方に関して、破断点伸び及び破断点引張強さを、以下の修正を有するISO 527−3に従って測定した。
引張試験装置での、活性化可能な弾性積層体又は活性化可能な複合積層ウェブ、それぞれの伸び活性化
いずれの場合にも横方向に切断された、活性化可能な弾性積層体又は活性化可能な複合積層ウェブの2.54cm(機械方向)×10.2cm(横方向)片の、それぞれを、上部及び下部つかみ具を2.54cm離した引張試験機(ズウィックから入手可能なズウィック(商標)モデルZ005)に取り付けた。ライン接触つかみ具を使用して、つかみ具の滑り及び破損を最小限にした。次に、このつかみ具を127mm/分の速度で横方向において、2.54cm(100%)、3.81cm(150%)、並びに5.08cm(200%)の距離で、それぞれ分離した。
いずれの場合にも横方向に切断された、活性化可能な弾性積層体又は活性化可能な複合積層ウェブの2.54cm(機械方向)×10.2cm(横方向)片のそれぞれを、上部及び下部つかみ具を2.54cm離した引張試験機(ズウィックから入手可能なズウィック(商標)モデルZ005)に取り付けた。ライン接触つかみ具を使用して、つかみ具の滑り及び破損を最小限にした。器具の移動速度(cross head speed)は127mm/分に設定した。伸びを、例えば、横方向において100%又は200%に設定した。これはつかみ具が、それぞれ25.4mm又は50.8mm移動することを意味する。終点で、つかみ具は滞留時間なしに逆行した。
(実施例1)
連続共押出しプロセスを実施して3層積層体を形成した。外側の2つの非弾性表面薄層は、ベルギー国フェリュイ(Feluy, Belgium)のトータル・ペトロケミカルズ(Total Petrochemicals)から8069ポリプロピレンとして市販されているホモポリプロピレン(PP)(メルト・フロー・インデックス18g/10分)であり、それぞれの厚さは3μmであった。エラストマーコア層にはスチレン−イソプレン−スチレン(SIS)/ポリスチレン(PS)(70:30)ポリマーを使用した。使用したSISは、オランダ国パーニス(Pernis, The Netherl)のクレイトン・ポリマーズ(Kraton Polymers)からクレイトン(Kraton)D1114、クレイトン1160SISゴムとして供給された、100%のスチレン−イソプレン−スチレン三元ブロックである。使用したPSのメルトフローレートは13cm3/10分であり、英国キャリントン(Carrington, UK)のノバ・ケミカルズ(Nova Chemicals)からノバ(Nova)3700クリスタル等級(Crystal Grade)のPSとして入手可能である。弾性コア層の厚さが49μmで、非弾性表面薄層の厚さが3μmであったので、上記のように測定したコア対表面比は8.2:1である。1つの押出成形機を使用してエラストマーコア層材を供給し、第2の押出成形機を使用して非弾性表面薄層材を、ドイツ国クロエレン(Cloeren, Germany)の会社から入手可能な3層クロエレン(Cloeren)(商標)フィードブロックに供給し、得られた層状の溶解物を1つのマニホールドフィルムダイを通して押し出して冷却ロール上にキャストした。
弾性コア層の厚さが(実施例1の49μmに代えて)72μmであり、2つの非弾性PP表面薄層の厚さが(実施例1の3μmに代えて)、それぞれ4μmであったこと以外は、上記実施例1の記載通りに実施例2を作製した。
弾性コア層の厚さが(実施例1の49μmに代えて)91μmであり、2つの非弾性PP表面薄層の厚さが(実施例1の3μmに代えて)、それぞれ4.4μmであったこと以外は、上記実施例1の記載通りに実施例3を作製した。
弾性コア層の厚さが(実施例1の49μmに代えて)112μmであり、2つの非弾性PP表面薄層の厚さが(実施例1の3μmに代えて)、それぞれ12.5μmであったこと以外は、上記実施例1の記載通りに比較例1を作製した。したがって、実施例2の弾性積層体のコア/表面厚さの割合は4.5:1であった。
(実施例4)
以下の不織ウェブを用意した。
−繊維タイター約2.2デシテックス
−短繊維長さ約40mm
−1平方センチメートル当たり約25の本質的に均質に分布した接合点
−繊維配向約5:1〜6:1(機械方向/横方向)
・ドイツ国シュワルツェンバッハのサンドラー社による市販のカードされた不織ウェブサワボンド4141。サワボンド4141はPPとCoPPとの均質なブレンドから作られる短繊維から製造され、処理前伸びは約250〜350%である。カードされた不織ウェブは、21%接合領域に合わせられたカレンダ装置で、約145〜150℃の温度で熱接合される。
−繊維タイター約2.2デシテックス
−短繊維長さ約40mm
−1平方センチメートル当たり約21の、ワッフル型パターンに分布した接合点
−繊維配向約5:1〜6:1(機械方向/横方向)
・ドイツ国シュワルツェンバッハのサンドラー社による市販のカードされた不織ウェブサワボンド4313。サワボンド4141は、S/Cバイコファイバー(bicofibres)短繊維、コア構成要素PP、シース構成要素PEから作られ、処理前伸びは約200〜350%である。カードされた不織ウェブは、26%接合領域に合わせられたカレンダ装置で、約125〜140℃の温度で熱接合される。
−繊維タイター約2.2デシテックス
−短繊維長さ約40mm
−1平方センチメートル当たり約60の本質的に均質に分布した接合点
−繊維配向約5:1〜6:1(機械方向/横方向)
・チェコ共和国ズノイモ(Znojmo, Czech Republic)のペガス不織布(Pegas Nonwovens)から市販のスパンボンド不織ウェブペガテックス(Pegatex)SSS。
−繊維タイター約2デシテックス
横方向に切断した2.54cm(機械方向)×10.2cm(横方向)片を、上記のような上部及び下部つかみ具を2.54cm離した引張試験機(ズウィックから入手可能なズウィック(商標)モデルZ005)に取り付けた。次につかみ具を127mm/分の速度で横方向に離し、図6の応力プロット−伸びプロットを記録した。
(実施例5)
2つの別個の、上記のカードされた不織ウェブサワボンド4147を用意した。それぞれの不織ウェブの一方の主要面に、オランダ国ローセンダール(Roosendaal, The Netherlands)のボスチク社オランダ(Bostik Company Netherlands B. V.)から市販のホットメルト接着剤HX20025−02を、弾性積層体ウェブへの積層前の不織ウェブ上に、ドイツ国リューネブルク(Luneburg, Germany)のカンパニー・ノードソン・エンジニアリング社(Company Nordson Engineering GmbH)から市販のポロスコート(Porous Coat)(登録商標)アプリケータを用いて、坪量5g/m2で全幅に連続的にコーティングした。
実施例1の活性化可能な弾性積層体ウェブに代えて実施例2の活性化可能な弾性積層体ウェブを使用した以外は実施例5を繰り返した。
実施例1の活性化可能な弾性積層体ウェブに代えて実施例3の活性化可能な弾性積層体ウェブを使用した以外は実施例5を繰り返した。
機械方向に延在し、横方向の幅が2mmの、直線で平行な接着剤ストリップを適用して、不連続なやり方で、ホットメルト接着剤HX20025−02を2つのカードされた不織ウェブサワボンド4147にコーティングした以外は、実施例5を繰り返した。不織ウェブの、それぞれの表面の66%に接着剤がコーティングされるように、接着剤ストリップの間の接着剤のない領域の横方向の幅は1mmであった。実施例5と同様に、接着剤は坪量5g/m2でコーティングされた。接着剤のストリップコーティングは修正された間隔プレートによって達成された。
接着剤ストリップの横方向の幅が1mmであり、これらストリップの間の接着剤のない領域の横方向の幅が2mmであった以外は、実施例8が繰り返された。
Claims (31)
- 弾性コア層と、前記コア層よりも弾性が低い少なくとも1つの表面薄層と、を有する活性化可能な弾性積層体ウェブ、及び前記弾性積層体ウェブの前記表面薄層の一方に取り付けられた少なくとも1つの予め接合された短繊維不織ウェブを含み、前記少なくとも1つの短繊維不織ウェブが、横方向において少なくとも100%の破断点伸びを有し、そして前記活性化可能な弾性積層体ウェブが、第1回目の荷重において、前記1つ以上の表面薄層の弾性限界を超えて横方向に伸ばされた場合、本質的に均質な微小構造の表面を形成する、活性化可能なゼロ歪の複合積層ウェブ。
- 前記短繊維不織ウェブが、カードされた不織ウェブである、請求項1に記載の活性化可能な複合積層ウェブ。
- 前記不織ウェブが、熱的に予め接合されている、請求項1又は2に記載の活性化可能な複合積層体。
- 前記予め接合された短繊維不織ウェブが、前記ウェブの表面に対して8〜22%の接合領域を示す、請求項1〜3のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記短繊維不織ウェブが、前記ウェブにわたって、多数の別個の熱接合点によって熱的に接合されている、請求項3又は4に記載の活性化可能な複合積層ウェブ。
- 前記熱的な接合が、15〜30cm−2の密度を有する個々の接合点によって達成されている、請求項5に記載の活性化可能な複合積層ウェブ。
- 前記短繊維不織ウェブが、機械方向において、30〜60mmの平均短繊維長さを有する、請求項1〜6のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記短繊維不織ウェブが、約5:1〜7:1の機械方向における引張り強度:横方向における引張り強度の比を有する、請求項1〜7のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記短繊維不織ウェブの破断点伸びが、少なくとも120%、好ましくは少なくとも150%である、請求項1〜8のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記短繊維不織ウェブが、綿、レーヨン、ポリエチレン及びポリプロピレンを含むポリオレフィン、ナイロンを含むポリアミド、ポリエチレンテレフタレートを含むポリエステル、アラミド、並びにこれらのブレンドの、天然繊維又は合繊繊維からなる群から選択された1種以上の繊維を含む、請求項1〜9のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記弾性積層体ウェブのコア層の厚さ:そうしたウェブの前記少なくとも1つの表面薄層の厚さの比、又は前記弾性積層体ウェブのコア層の厚さ:そうしたウェブの前記表面薄層の合計の厚さの比が、それぞれ、少なくとも6:1である、請求項1〜10のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記弾性積層体ウェブが、前記第1回目の荷重で200%の伸びまで伸ばされた場合、第1回目の除荷の間の80%の伸びで、少なくとも0.12N/cm(0.3N/インチ)の収縮力を有する、請求項1〜11のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記弾性積層体ウェブが、前記第1回目の荷重で200%の伸びまで伸ばされた場合、第1回目の除荷の間に30%未満の永久歪を有する、請求項1〜12のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記弾性コアが、スチレン/イソプレン/スチレン(SIS)、スチレン/ブタジエン/スチレン(SBS)又はスチレン/エチレン/ブチレン/スチレン(SEBS)ブロックコポリマーエラストマーポリウレタンを含むブロックコポリマー、エラストマーエチレンビニルアセテート、エチレン/プロピレンコポリマーエラストマー及びエチレン/プロピレンジエンコポリマーエラストマーを含むエラストマエチレンコポリマー、並びにこれらのブレンドからなる群から選択された1種以上のエラストマーを含む、請求項1〜13のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記少なくとも1つの表面薄層が、ポリエチレン、ポリプロピレン、ポリブチレン及びポリエチレン−ポリプロピレンを含むポリオレフィン及びポリオレフィンコポリマー、ナイロンを含むポリアミド、ポリエチレンテレフタレートを含むポリエステル、並びにこれらのブレンドからなる群から選択された1種以上のポリマーを含む、請求項1〜14のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記少なくとも1つの短繊維不織布層が、熱接合、超音波接合、又は接着接合によって前記弾性積層体に取り付けられている、請求項1〜15のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 前記接着接合が、連続した接着剤層によって達成される、請求項16に記載の活性化可能な複合積層ウェブ。
- 前記接着接合が、不連続な接着剤層によって達成される、請求項16に記載の活性化可能な複合積層ウェブ。
- 前記機械方向に延在する本質的に直線及び/又は曲線の接着剤ストリップを含む、請求項18に記載の活性化可能な複合積層ウェブ。
- 前記接着層が、機械方向に延在する本質的に直線かつ平行な接合ストリップを含む、請求項19に記載の活性化可能な複合積層ウェブ。
- 前記接着剤ストリップが、横方向において0.5〜3mmの幅を示し、そして前記接着剤の線の間の接着剤のない間隔が、0.5〜3mmである、請求項19又は20に記載の活性化可能な複合積層ウェブ。
- 弾性コア層と、前記コア層よりも弾性が低い少なくとも1つの表面薄層と、を有する活性化可能な弾性積層体ウェブ、及び前記弾性積層体ウェブの前記表面薄層の一方に取り付けられた少なくとも1つの予め接合された短繊維不織ウェブを含み、前記少なくとも1つの短繊維不織ウェブが、横方向に少なくとも100%の破断点伸び、及び前記不織ウェブの表面に対して8〜22%の接合領域を有し、前記弾性積層体ウェブが、少なくとも6:1の前記弾性積層体ウェブのコア層の厚さ:そうしたウェブの前記少なくとも1つの表面薄層の厚さの比、又は少なくとも6:1の前記弾性積層体ウェブのコア層の厚さ:そうしたウェブの前記表面薄層の合計の厚さの比を有し、少なくとも1つの短繊維不織布層が、前記弾性積層体に不連続な接着剤層によって取り付けられている、活性化可能なゼロ歪複合積層ウェブ。
- ロールの形状に巻き上げられている、請求項1〜22のいずれか一項に記載の活性化可能な複合積層ウェブ。
- 請求項1〜23のいずれか一項に記載の活性化可能な複合積層ウェブを、前記1つ以上の表面薄層の弾性限界を超えるが、前記短繊維不織ウェブの破断点伸び未満で伸ばすことによって得られる、活性化された複合積層ウェブ。
- ロールの形状に巻き上げられている、請求項24に記載の活性化された複合積層ウェブ。
- 第1回目の荷重で100%の伸びまで伸ばされた場合、第1回目の除荷の間に60%の伸びで、少なくとも0.2N/cm(0.5N/インチ)の収縮力を有する、請求項24又は25に記載の活性化された複合積層ウェブ。
- 請求項24〜26の活性化された複合積層ウェブから一部を横方向に切断することによって得られる、活性化された複合積層体部分。
- それぞれが締結手段と請求項27に記載の活性化された複合積層体とを含む、閉鎖テープタブ又はサイドパネル。
- (i)弾性コア層と、前記コア層よりも弾性が低い少なくとも1つの表面薄層とを有し、前記第1回目の荷重において前記1つ以上の表面薄層の弾性限界を超えて横方向に伸ばされた場合、本質的に均質な微小構造の表面を形成する、活性化可能な弾性積層体ウェブを提供する工程と、
(ii)少なくとも100%横方向の破断点伸びを有する、少なくとも1つの短繊維不織ウェブを提供する工程と、
(iii)前記短繊維不織ウェブを、前記弾性積層体ウェブに取り付け、それによって前記活性化可能な弾性積層体ウェブが、本質的に非伸張状態に維持される工程と、
を含む、請求項1〜23のいずれか一項に記載の活性化可能な複合積層体を製造する方法。 - (i)請求項1〜23に記載の活性化可能な複合積層ウェブを提供する工程と、
(ii)前記活性化可能な複合積層ウェブを、横方向に、前記1つ以上の表面薄層の弾性限界を超えるが、前記短繊維不織布層ウェブの破断点伸び未満で伸ばす工程と、
を含む、請求項24〜27に記載の活性化された複合積層ウェブを製造する方法。 - 前記活性化可能な複合積層ウェブが、ダイバージングディスク延伸装置又はリングロール装置で伸ばされる、請求項30に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20060120777 EP1900512A1 (en) | 2006-09-15 | 2006-09-15 | An activatable zero strain composite laminate |
| PCT/US2007/078245 WO2008033903A1 (en) | 2006-09-15 | 2007-09-12 | An activatable zero strain composite laminate |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010503781A true JP2010503781A (ja) | 2010-02-04 |
| JP2010503781A5 JP2010503781A5 (ja) | 2010-10-21 |
Family
ID=37685173
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009528445A Ceased JP2010503781A (ja) | 2006-09-15 | 2007-09-12 | 活性化可能なゼロ歪の複合積層体 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20100104830A1 (ja) |
| EP (2) | EP1900512A1 (ja) |
| JP (1) | JP2010503781A (ja) |
| CN (1) | CN101594989A (ja) |
| AR (1) | AR062848A1 (ja) |
| BR (1) | BRPI0718486A2 (ja) |
| MX (1) | MX2009002796A (ja) |
| TW (1) | TW200823051A (ja) |
| WO (1) | WO2008033903A1 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012132115A (ja) * | 2010-12-21 | 2012-07-12 | Kao Corp | 不織布 |
| KR101434370B1 (ko) | 2012-11-21 | 2014-08-27 | 도레이케미칼 주식회사 | 고내열성 탄성 부직포 및 그 제조 방법 |
| JP2014240188A (ja) * | 2013-05-03 | 2014-12-25 | モンディ・グローナウ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 伸長性積層体 |
| JP2015529581A (ja) * | 2012-08-08 | 2015-10-08 | スリーエム イノベイティブ プロパティズ カンパニー | 伸張可能なウェブ積層体の作製方法 |
| JP2016517767A (ja) * | 2013-05-03 | 2016-06-20 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016517769A (ja) * | 2013-05-03 | 2016-06-20 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016517768A (ja) * | 2013-05-03 | 2016-06-20 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016521179A (ja) * | 2013-05-03 | 2016-07-21 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016522715A (ja) * | 2013-05-03 | 2016-08-04 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016522714A (ja) * | 2013-05-03 | 2016-08-04 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2018500094A (ja) * | 2014-12-19 | 2018-01-11 | スリーエム イノベイティブ プロパティズ カンパニー | 粘弾性創傷閉鎖ドレッシング |
| JP2018066074A (ja) * | 2016-10-17 | 2018-04-26 | 株式会社Shindo | 一方向性強化繊維シート |
| JP2019017534A (ja) * | 2017-07-13 | 2019-02-07 | 衛普實業股▲ふん▼有限公司 | エラストマーフィルム及びその製造方法 |
| WO2019155765A1 (ja) * | 2018-02-06 | 2019-08-15 | 株式会社瑞光 | 伸縮シート及び伸縮シートを用いた使い捨て着用物品、並びにそれらの製造方法 |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2009206370B2 (en) * | 2008-01-24 | 2012-10-04 | The Procter & Gamble Company | Extrusion bonded laminates for absorbent articles |
| US8168853B2 (en) * | 2008-01-24 | 2012-05-01 | The Proctor & Gamble Company | Extrusion bonded laminates for absorbent articles |
| EP2158888A1 (en) | 2008-09-01 | 2010-03-03 | 3M Innovative Properties Company | Activatable precursor of a composite laminate web and elastic composite laminate web |
| EP2335662B1 (de) | 2009-12-19 | 2020-03-25 | Mondi AG | Elastisches Verbundmaterial |
| EP2340796B1 (de) * | 2009-12-29 | 2011-09-21 | Nordenia Deutschland Gronau GmbH | Verfahren zur Herstellung einer Materialbahn, aus der elastisch dehnbare Windelverschlusselemente ausstanzbar sind |
| US8940116B2 (en) | 2009-12-30 | 2015-01-27 | Kimberly-Clark Worldwide, Inc. | Process for making disposable absorbent garments to reduce absorbent bunching |
| DE202010018588U1 (de) | 2010-10-01 | 2017-12-15 | Sandler Ag | Mehrschichtiges Vliesverbundmaterial mit elastischen Eigenschaften |
| EP3124236A1 (en) | 2011-06-17 | 2017-02-01 | Fiberweb, Inc. | Vapor permeable, substantially water impermeable multilayer article |
| WO2012178027A2 (en) | 2011-06-23 | 2012-12-27 | Fiberweb, Inc. | Vapor-permeable, substantially water-impermeable multilayer article |
| EP2723568B1 (en) | 2011-06-23 | 2017-09-27 | Fiberweb, LLC | Vapor permeable, substantially water impermeable multilayer article |
| EP2723567A4 (en) | 2011-06-24 | 2014-12-24 | Fiberweb Inc | MULTILAYER ARTICLE PERMEABLE TO WATER VAPOR, BUT ESSENTIALLY WATERPROOF |
| CA2853281C (en) * | 2011-10-24 | 2021-08-24 | Hanwha Azdel, Inc. | Deep draw composites and methods of using them |
| US9474660B2 (en) | 2012-10-31 | 2016-10-25 | Kimberly-Clark Worldwide, Inc. | Absorbent article with a fluid-entangled body facing material including a plurality of hollow projections |
| CN105307615B (zh) | 2013-06-20 | 2019-04-19 | 宝洁公司 | 具有活化友好层合体的吸收制品 |
| WO2015013093A1 (en) | 2013-07-23 | 2015-01-29 | 3M Innovative Properties Company | Adjustable wound dressing |
| DE102014003418B4 (de) * | 2014-03-13 | 2017-01-05 | Carl Freudenberg Kg | Element zur Lichtmanipulation |
| FR3019493B1 (fr) * | 2014-04-08 | 2017-11-10 | Aplix Sa | Procede pour impartir du developpe agrippant a un stratifie et stratifie obtenu par le procede |
| DE102014013808A1 (de) | 2014-09-23 | 2016-03-24 | Sandler Ag | Dehnbarer Vliesstoff |
| JP2016112877A (ja) * | 2014-12-12 | 2016-06-23 | 日東電工株式会社 | 伸縮性積層体およびそれを含む物品 |
| DE102015010105B4 (de) | 2015-08-03 | 2017-08-24 | Sandler Ag | Dehnbarer Vliesstoff, Verfahren zur Herstellung eines dehnbaren Vliesstoffes und Verwendung desselben |
| JP6807316B2 (ja) * | 2015-08-27 | 2021-01-06 | スリーエム イノベイティブ プロパティズ カンパニー | 伸縮材、伸縮性部材及び衣料製品 |
| KR102698841B1 (ko) * | 2016-02-29 | 2024-08-27 | 킴벌리-클라크 월드와이드, 인크. | 비-신장 결합된 스트랜드 및 필름 탄성체 |
| CN109475439B (zh) | 2016-08-12 | 2021-08-27 | 宝洁公司 | 用于装配吸收制品的方法和设备 |
| EP3496692B1 (en) | 2016-08-12 | 2023-11-29 | The Procter & Gamble Company | Absorbent article with ear portion |
| CN109475451A (zh) | 2016-08-12 | 2019-03-15 | 宝洁公司 | 带有耳片部分的吸收制品 |
| EP3600196B1 (en) | 2017-03-27 | 2021-04-21 | The Procter & Gamble Company | Elastomeric laminates with crimped spunbond fiber webs |
| CN110312495A (zh) | 2017-03-30 | 2019-10-08 | 金伯利-克拉克环球有限公司 | 在吸收制品中结合开孔区域 |
| EP3703939A1 (en) * | 2017-10-30 | 2020-09-09 | Aplix | Stretch laminate |
| MX2021005791A (es) * | 2018-11-30 | 2021-06-30 | Kimberly Clark Co | Materiales no tejidos tridimensionales y metodos de fabricacion de los mismos. |
| US11944522B2 (en) | 2019-07-01 | 2024-04-02 | The Procter & Gamble Company | Absorbent article with ear portion |
| EP3766468A1 (en) | 2019-07-19 | 2021-01-20 | 3M Innovative Properties Company | Closure tape tab with an inner tab portion having mechanical fastening elements |
| US20210275364A1 (en) * | 2020-03-09 | 2021-09-09 | The Procter & Gamble Company | Elastomeric laminate with control layer and methods thereof |
| BR102020021125A2 (pt) * | 2020-10-15 | 2022-04-26 | Klaus Siebje | Tecido esfoliante a base de poliéster de atuação dermatológica e/ou cosmética na pele e respectivo método de obtenção |
| CN113008415B (zh) * | 2021-01-28 | 2023-01-31 | 广东粤港澳大湾区黄埔材料研究院 | 一种用于柔性压力传感器的微结构弹性体复合薄膜及其制备方法和应用 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09512313A (ja) * | 1994-11-23 | 1997-12-09 | ファイバーウェブ・ノース・アメリカ,インコーポレイテッド | 伸張性複合不織布 |
| JP2002507495A (ja) * | 1998-03-27 | 2002-03-12 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 弾性タブ積層品 |
| JP2004050621A (ja) * | 2002-07-19 | 2004-02-19 | Chisso Corp | 複合フィルム及びそれを用いた吸収性物品 |
| JP2005520722A (ja) * | 2002-03-22 | 2005-07-14 | クロペイ プラスチック プロダクツ カンパニー、インコーポレイテッド | 通気性かつ弾性複合材料及びその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5501679A (en) * | 1989-11-17 | 1996-03-26 | Minnesota Mining And Manufacturing Company | Elastomeric laminates with microtextured skin layers |
| US5167897A (en) * | 1991-02-28 | 1992-12-01 | The Procter & Gamble Company | Method for incrementally stretching a zero strain stretch laminate web to impart elasticity thereto |
| US5328758A (en) * | 1991-10-11 | 1994-07-12 | Minnesota Mining And Manufacturing Company | Particle-loaded nonwoven fibrous article for separations and purifications |
| US5804286A (en) * | 1995-11-22 | 1998-09-08 | Fiberweb North America, Inc. | Extensible composite nonwoven fabrics |
| JP4068171B2 (ja) * | 1995-11-21 | 2008-03-26 | チッソ株式会社 | 積層不織布およびその製造方法 |
| EP0820747A1 (en) * | 1996-07-25 | 1998-01-28 | The Procter & Gamble Company | Absorbent article with elastic feature |
| US5885908A (en) * | 1996-10-04 | 1999-03-23 | Minnesota Mining And Manufacturing Co. | Anisotropic elastic films |
| US7078089B2 (en) * | 2001-12-28 | 2006-07-18 | Kimberly-Clark Worldwide, Inc. | Low-cost elastic laminate material |
| US7264861B2 (en) * | 2003-03-31 | 2007-09-04 | Xymid, Llc | Abrasion-resistant composites with in-situ activated matrix resin |
-
2006
- 2006-09-15 EP EP20060120777 patent/EP1900512A1/en not_active Withdrawn
-
2007
- 2007-09-12 US US12/440,837 patent/US20100104830A1/en not_active Abandoned
- 2007-09-12 EP EP20070814818 patent/EP2069141B1/en active Active
- 2007-09-12 JP JP2009528445A patent/JP2010503781A/ja not_active Ceased
- 2007-09-12 MX MX2009002796A patent/MX2009002796A/es active IP Right Grant
- 2007-09-12 BR BRPI0718486-7A2A patent/BRPI0718486A2/pt not_active IP Right Cessation
- 2007-09-12 WO PCT/US2007/078245 patent/WO2008033903A1/en active Application Filing
- 2007-09-12 CN CNA2007800396632A patent/CN101594989A/zh active Pending
- 2007-09-14 TW TW96134630A patent/TW200823051A/zh unknown
- 2007-09-14 AR ARP070104073 patent/AR062848A1/es unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09512313A (ja) * | 1994-11-23 | 1997-12-09 | ファイバーウェブ・ノース・アメリカ,インコーポレイテッド | 伸張性複合不織布 |
| JP2002507495A (ja) * | 1998-03-27 | 2002-03-12 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 弾性タブ積層品 |
| JP2005520722A (ja) * | 2002-03-22 | 2005-07-14 | クロペイ プラスチック プロダクツ カンパニー、インコーポレイテッド | 通気性かつ弾性複合材料及びその製造方法 |
| JP2004050621A (ja) * | 2002-07-19 | 2004-02-19 | Chisso Corp | 複合フィルム及びそれを用いた吸収性物品 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012132115A (ja) * | 2010-12-21 | 2012-07-12 | Kao Corp | 不織布 |
| JP2015529581A (ja) * | 2012-08-08 | 2015-10-08 | スリーエム イノベイティブ プロパティズ カンパニー | 伸張可能なウェブ積層体の作製方法 |
| KR101434370B1 (ko) | 2012-11-21 | 2014-08-27 | 도레이케미칼 주식회사 | 고내열성 탄성 부직포 및 그 제조 방법 |
| JP2016522715A (ja) * | 2013-05-03 | 2016-08-04 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016517767A (ja) * | 2013-05-03 | 2016-06-20 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016517769A (ja) * | 2013-05-03 | 2016-06-20 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016517768A (ja) * | 2013-05-03 | 2016-06-20 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2016521179A (ja) * | 2013-05-03 | 2016-07-21 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2019141625A (ja) * | 2013-05-03 | 2019-08-29 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 伸張性積層体および吸収性物品の製造方法 |
| JP2016522714A (ja) * | 2013-05-03 | 2016-08-04 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2014240188A (ja) * | 2013-05-03 | 2014-12-25 | モンディ・グローナウ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | 伸長性積層体 |
| JP2018029993A (ja) * | 2013-05-03 | 2018-03-01 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP2018033982A (ja) * | 2013-05-03 | 2018-03-08 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体を含む吸収性物品 |
| JP7178442B2 (ja) | 2013-05-03 | 2022-11-25 | ザ プロクター アンド ギャンブル カンパニー | 伸張性積層体の製造方法 |
| JP2021106885A (ja) * | 2013-05-03 | 2021-07-29 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 伸張性積層体 |
| JP2019141626A (ja) * | 2013-05-03 | 2019-08-29 | ザ プロクター アンド ギャンブル カンパニーThe Procter & Gamble Company | 伸張性積層体および吸収性物品の製造方法 |
| JP2018500094A (ja) * | 2014-12-19 | 2018-01-11 | スリーエム イノベイティブ プロパティズ カンパニー | 粘弾性創傷閉鎖ドレッシング |
| JP2018066074A (ja) * | 2016-10-17 | 2018-04-26 | 株式会社Shindo | 一方向性強化繊維シート |
| JP2019017534A (ja) * | 2017-07-13 | 2019-02-07 | 衛普實業股▲ふん▼有限公司 | エラストマーフィルム及びその製造方法 |
| WO2019155765A1 (ja) * | 2018-02-06 | 2019-08-15 | 株式会社瑞光 | 伸縮シート及び伸縮シートを用いた使い捨て着用物品、並びにそれらの製造方法 |
| US12103217B2 (en) | 2018-02-06 | 2024-10-01 | Zuiko Corporation | Stretchable sheet manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2069141A1 (en) | 2009-06-17 |
| EP2069141A4 (en) | 2010-12-15 |
| EP1900512A1 (en) | 2008-03-19 |
| MX2009002796A (es) | 2009-08-12 |
| US20100104830A1 (en) | 2010-04-29 |
| EP2069141B1 (en) | 2014-01-08 |
| TW200823051A (en) | 2008-06-01 |
| BRPI0718486A2 (pt) | 2013-12-03 |
| CN101594989A (zh) | 2009-12-02 |
| WO2008033903A1 (en) | 2008-03-20 |
| AR062848A1 (es) | 2008-12-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010503781A (ja) | 活性化可能なゼロ歪の複合積層体 | |
| US11135100B2 (en) | Absorbent articles comprising stretch laminates | |
| EP2340005B1 (en) | Activatable precursor of a composite laminate web and elastic composite laminate web | |
| DK2882592T3 (en) | PROCEDURE FOR THE MANUFACTURING OF STRETCHABLE Laminates | |
| JP4275859B2 (ja) | 弾性タブ積層品 | |
| US9687580B2 (en) | Absorbent articles comprising stretch laminates | |
| JP5851104B2 (ja) | 伸縮性積層シート | |
| JP2003175990A (ja) | 吸収性物品の個別包装体 | |
| MXPA05002169A (es) | Oreja elastica formada. | |
| US10010645B2 (en) | Absorbent articles comprising stretch laminates | |
| US20080311338A1 (en) | Extensible Side Panel | |
| WO2019045772A1 (en) | COMPOSITE ELASTIC LAMINATE COMPRISING DISTINCT FILM SEGMENTS | |
| US8764922B2 (en) | Method of manufacturing a body adhering absorbent article orientated in the machine direction with reduced curl | |
| US20140330234A1 (en) | Absorbent articles comprising stretch laminates | |
| US20140330238A1 (en) | Absorbent articles comprising stretch laminates | |
| WO2000030581A1 (en) | Disposable diaper having elastic side panels | |
| US9561299B2 (en) | Absorbent articles comprising stretch laminates | |
| WO2019046622A2 (en) | COMPOSITE ELASTIC LAMINATE |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100902 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100902 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110328 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110328 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20110329 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120727 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120807 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121107 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A045 | Written measure of dismissal of application [lapsed due to lack of payment] |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20131029 |