JP2010200976A - エンボスを有する靴の中敷き、その製造方法および製造装置 - Google Patents
エンボスを有する靴の中敷き、その製造方法および製造装置 Download PDFInfo
- Publication number
- JP2010200976A JP2010200976A JP2009049982A JP2009049982A JP2010200976A JP 2010200976 A JP2010200976 A JP 2010200976A JP 2009049982 A JP2009049982 A JP 2009049982A JP 2009049982 A JP2009049982 A JP 2009049982A JP 2010200976 A JP2010200976 A JP 2010200976A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- base paper
- product
- insole
- adhesive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Abstract
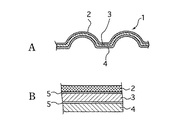
【解決手段】織布または不織布の表層(2)、段ボール紙のKライナ原紙を用いた中間層(3)および段ボール紙の中芯原紙を用いた裏面層(4)が、それぞれの間に接着剤の層(5)を介して接着され、裏面から表面に向かって突出するエンボス(6)を多数有するとともに、靴の内部に適合する外形を与えられた靴の中敷き(1)。製造は、Kライナ原紙と布地をあわせた二層品に、中芯原紙を一体化して三層品とし、これをエンボス加工するとともに、圧着して圧着品とする。これを加熱し、接着を完全にしてブランクを得、靴の内部に適合した形状に打ち抜いて中敷きとする。
【選択図】 図1
Description
[表層布地加湿工程]
表層用の織布または不織布からなる布地(2A)を、Kライナ原紙との貼合わせに先だって加湿する工程、
[第一の貼合わせ工程]
Kライナ原紙(3A)に接着剤液を塗布し、加湿された布地とあわせてゴムロールに挟んで一体化し、二層品(1A)を形成する第一の貼合わせ工程、
[二層品加湿工程]
布地(2A)とKライナ原紙(3A)とからなる二層品(1A)を、中芯原紙(4A)との貼合わせに先だって加湿する工程。
[第二の貼合わせ工程]
中芯原紙(4A)に接着剤液を塗布し、第一の貼合わせ工程で得た二層品(1A)とあわせてゴムロールに挟んで一体化し、三層品(1B)とする第二の貼合わせ工程、
[加湿工程]
得られた三層品(1B)に対し、表裏から水分を与えて柔軟にする加湿工程、
[エンボス・圧着工程]
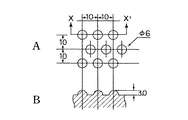
加湿され柔軟になった三層品(1B)をエンボスロールおよびゴムロールで挟んでエンボス加工し、裏面から表面の方向に突出するエンボス(6)を多数形成するとともに、三層品を形成する各層を圧着して圧着品(1C)とするエンボス・圧着工程、
[加熱・接着工程]
上記のエンボスを形成され、圧着されてなる圧着品(1C)を、多数の加熱手段の列を通して加熱することにより、接着を完全にしてブランク(1D)を形成する接着工程、
および
[打ち抜き工程]
得られたブランク(1D)を所定の形状に打抜き、靴の内部に適合した形状を与えて靴の中敷き(1)とする打抜き工程。
・布地の供給手段(E1)、Kライナ原紙の供給手段(E2)および中芯原紙の供給手段(E3)、
・布地を加湿するための、水蒸気吹き出しノズルを備えた第一の加湿器(F)、
・二層品(1A)を加湿するための、水蒸気吹き出しノズルを備えた第二の加湿器(G)
・Kライナ原紙(3A)に接着剤溶液を塗布し、加湿された布地(2A)と貼合わせるための、接着剤浴(H1)、接着剤適用ロール(H2)、および一対のゴムロール(H3,H4)からなる第一の接着剤塗布・貼合わせ装置(H)、
・中芯原紙(4A)に接着剤溶液を塗布し、加湿された二層品と貼合わせるための、接着剤浴(J1)、接着剤適用ロール(J2)、および一対のゴムロール(J3,J4)からなる第二の接着剤塗布・貼合わせ装置(J)、
・二層品(1A)に中芯原紙(4A)を貼合わせて得た三層品(1B)に、表裏から水分を与えるための、表面から水蒸気を吹き出すノズルを多数設けた加湿ドラム(K1,K2)を少なくとも2本、三層品の表裏が交互にドラムに接触するように配置した加湿装置(K)、
・加湿された三層品をエンボス加工して圧着品(1C)とするための、彫刻ロール(L1)およびゴムロール(L2)からなる型押し・圧着装置(L)、
・圧着品(1C)を加熱して接着剤の作用を完成させるための、熱盤(M1)を多数並べた加熱乾燥手段(M)、ならびに
・形成されたブランク(1D)を引取って、一定の形状に打抜くための引取り手段(N)および打抜き手段(図示してない)。
1A 二層品 1B 三層品 1C 圧着品 1D ブランク
2 織布または不織布からなる表層
2A 布地
3 Kライナ材料からなる中間層
3A Kライナ原紙
4 中芯原紙からなる裏面層
4A 中芯原紙
5 接着剤の層
6 エンボス
E1 布地の供給手段
E2 Kライナ原紙の供給手段
E3 中芯原紙の供給手段
F 第一の加湿器
G 第二の加湿器
H 第一の接着剤適用・貼合わせ装置
H1 接着剤浴 H2 接着剤塗布ロール H3,H4 一対のゴムロール
J 第二の接着剤適用・貼合わせ装置
J1 接着剤浴 J2 接着剤塗布ロール J3,J4 一対のゴムロール
K 加湿装置
K1,K2 加湿ドラム
L 型押し・圧着装置
L1 彫刻ロール L2 ゴムロール
M 加熱乾燥手段
M1 熱盤
N 引取り手段
Claims (4)
- 織布または不織布からなる表層(2)、段ボール紙のKライナ(クラフトライナ)用材料からなる中間層(3)および段ボール紙の中芯原紙からなる裏面層(4)が、それぞれの間に接着剤の層(5)を介して接着され、裏面から表層に向かって突出するエンボス(6)を多数有するとともに、靴の内部に適合する外形を与えられた靴の中敷き(1)。
- 表層(2)が、木綿の平織りの布からなり、接着剤としてポリ酢酸ビニルのエマルジョンを使用した請求項1の靴の中敷き(1)。
- 請求項1または2に記載の靴の中敷きを製造する方法であって、下記の諸工程からなる製造方法:
[表層布地加湿工程]
表層用の織布または不織布からなる布地(2A)を、Kライナ原紙との貼合わせに先だって加湿する工程、
[第一の貼合わせ工程]
Kライナ原紙(3A)に接着剤液を塗布し、加湿された布地とあわせてゴムロールに挟んで一体化し、二層品(1A)を形成する第一の貼合わせ工程、
[二層品加湿工程]
布地(2A)とKライナ原紙(3A)とからなる二層品(1A)を、中芯原紙(4A)との貼合わせに先だって加湿する工程、
[第二の貼合わせ工程]
中芯原紙(4A)に接着剤液を塗布し、第一の貼合わせ工程で得た二層品(1A)とあわせてゴムロールに挟んで一体化し、三層品(1B)とする第二の貼合わせ工程、
[加湿工程]
得られた三層品(1B)に対し、表裏から水分を与えて柔軟にする加湿工程、
[エンボス・圧着工程]
加湿され柔軟になった三層品(1B)をエンボスロールおよびゴムロールで挟んでエンボス加工し、裏面から表面の方向に突出するエンボス(6)を多数形成するとともに、三層品を形成する各層を圧着して圧着品(1C)とするエンボス・圧着工程、
[加熱・接着工程]
上記のエンボスを形成され、圧着されてなる圧着品(1C)を、多数の加熱手段の列を通して加熱することにより、接着を完全にしてブランク(1D)を形成する接着工程、および
[打抜き工程]
得られたブランク(1D)を所定の形状に打抜き、靴の内部に適合した形状を与えて靴の中敷き(1)とする打抜き工程。 - 請求項1に記載の靴の中敷き(1)を製造する装置であって、下記の構成部分からなる製造装置:
・布地の供給手段(E1)、Kライナ原紙の供給手段(E2)および中芯原紙の供給手段(E3)、
・布地を加湿するための、水蒸気吹き出しノズルを備えた第一の加湿器(F)、
・二層品(1A)を加湿するための、水蒸気吹き出しノズルを備えた第二の加湿器(G)
・Kライナ原紙(3A)に接着剤溶液を塗布し、加湿された布地(2A)と貼合わせるための、接着剤浴(H1)、接着剤塗布ロール(H2)、および一対のゴムロール(H3,H4)からなる第一の接着剤適用・貼合わせ装置(H)、
・中芯原紙(4A)に接着剤溶液を塗布し、加湿された二層品と貼合わせるための、接着剤浴(J1)、接着剤塗布ロール(J2)、および一対のゴムロール(J3,J4)からなる第二の接着剤適用・貼合わせ装置(J)、
・二層品(1A)に中芯原紙(4A)を貼合わせて得た三層品(1B)に、表裏から水分を与えるための、表面から水蒸気を吹き出すノズルを多数設けた加湿ドラム(K1,K2)を少なくとも2本、三層品の表裏が交互にドラムに接触するように配置した加湿装置(K)、
・加湿された三層品をエンボス加工して圧着品(1C)とするための、彫刻ロール(L1)およびゴムロール(L2)からなる型押し・圧着装置(L)、
・圧着品(1C)を加熱して接着剤の作用を完成させるための、熱盤(M1)を多数並べた加熱乾燥手段(M)、ならびに
・形成されたブランク(1D)を引取って、一定の形状に打抜くための引取り手段(N)および打抜き手段。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009049982A JP2010200976A (ja) | 2009-03-03 | 2009-03-03 | エンボスを有する靴の中敷き、その製造方法および製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009049982A JP2010200976A (ja) | 2009-03-03 | 2009-03-03 | エンボスを有する靴の中敷き、その製造方法および製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010200976A true JP2010200976A (ja) | 2010-09-16 |
Family
ID=42963089
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009049982A Pending JP2010200976A (ja) | 2009-03-03 | 2009-03-03 | エンボスを有する靴の中敷き、その製造方法および製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010200976A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108045009A (zh) * | 2017-12-29 | 2018-05-18 | 苏州爱美纤维科技有限公司 | 一种直立绵鞋垫及其制作方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57201645A (en) * | 1981-06-08 | 1982-12-10 | Kyokuto Shibosan Kk | Method and device for manufacturing corrugated cardboard with corrugated composite core |
| JP3056083U (ja) * | 1998-07-22 | 1999-02-02 | 株式会社三和コーポレーション | 使い捨て靴中敷き |
| JP3070159U (ja) * | 1999-09-28 | 2000-07-18 | 光洋 橋場 | 中敷きの為の下敷きシート |
| JP2001054405A (ja) * | 1999-08-19 | 2001-02-27 | Saikyosha:Kk | 靴中敷き及びその製造方法、並びに靴中の乾燥機構 |
| JP2004237690A (ja) * | 2003-02-10 | 2004-08-26 | Rengo Co Ltd | 段ボールシートの製造装置 |
| JP2006218841A (ja) * | 2005-02-14 | 2006-08-24 | Aiki Kogyo Kk | ダンボール紙製造装置 |
| JP2007136033A (ja) * | 2005-11-22 | 2007-06-07 | Toto Ltd | 靴用中敷き |
| JP2009012469A (ja) * | 2007-07-05 | 2009-01-22 | Formosa Tafeta Co Ltd | エンボス導電性布を作製するための方法 |
-
2009
- 2009-03-03 JP JP2009049982A patent/JP2010200976A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57201645A (en) * | 1981-06-08 | 1982-12-10 | Kyokuto Shibosan Kk | Method and device for manufacturing corrugated cardboard with corrugated composite core |
| JP3056083U (ja) * | 1998-07-22 | 1999-02-02 | 株式会社三和コーポレーション | 使い捨て靴中敷き |
| JP2001054405A (ja) * | 1999-08-19 | 2001-02-27 | Saikyosha:Kk | 靴中敷き及びその製造方法、並びに靴中の乾燥機構 |
| JP3070159U (ja) * | 1999-09-28 | 2000-07-18 | 光洋 橋場 | 中敷きの為の下敷きシート |
| JP2004237690A (ja) * | 2003-02-10 | 2004-08-26 | Rengo Co Ltd | 段ボールシートの製造装置 |
| JP2006218841A (ja) * | 2005-02-14 | 2006-08-24 | Aiki Kogyo Kk | ダンボール紙製造装置 |
| JP2007136033A (ja) * | 2005-11-22 | 2007-06-07 | Toto Ltd | 靴用中敷き |
| JP2009012469A (ja) * | 2007-07-05 | 2009-01-22 | Formosa Tafeta Co Ltd | エンボス導電性布を作製するための方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108045009A (zh) * | 2017-12-29 | 2018-05-18 | 苏州爱美纤维科技有限公司 | 一种直立绵鞋垫及其制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| ES2347579T3 (es) | Papel de seda de multiples capas, dispositivo de transformacion de papel y metodo para producir un papel de seda de multiples capas. | |
| EP2664451B1 (en) | Hybrid multi-ply tissue paper product and method for manufacturing the same | |
| JP4632609B2 (ja) | 多層ウエブ材料を製造するエンボス方法及び装置とそれによる製品 | |
| JP4782971B2 (ja) | 半製品の靴,衣類及び装身具の防水処理方法とその装置、並びにその方法による半製品製造物 | |
| US3673026A (en) | Method for the manufacture of laminated fabrics | |
| US20070003736A1 (en) | Method and device for producing a multi-ply web of flexible material, such as paper and nonwoven, and multi-ply material produced by the method | |
| KR20010080495A (ko) | 다중 플라이 티슈와, 2개의 티슈 플라이를 엠보싱 및 접착시키는 방법 | |
| KR20040068180A (ko) | 가열 엠보싱 및 겹접착 방법 | |
| ES2289272T3 (es) | Metodo y dispositivo para producir una banda multi-capa de material flexible y no tejido, tal como papel, y material multi-capa y producto producido por el metodo. | |
| KR20090100238A (ko) | 건식 합성피혁원단의 제조방법, 제조시스템 및 이에 의해 제조된 건식 합성피혁원단 | |
| CN107757231A (zh) | 一种3d硅胶烫画及其成型工艺 | |
| CN106313867A (zh) | 一种打孔压花复合成型装置 | |
| US3496043A (en) | Method of manufacturing an embossed laminated foam | |
| US11135098B2 (en) | Multi-ply sheet production method and multi-ply sheet production device | |
| TWI286583B (en) | Artificial leather with even pressing grain and the manufacturing method thereof | |
| CN206085921U (zh) | 一种打孔压花复合成型装置 | |
| JP2010200976A (ja) | エンボスを有する靴の中敷き、その製造方法および製造装置 | |
| JP5532461B1 (ja) | 踵部の貼着装置及び貼着方法 | |
| CN207291464U (zh) | 一种3d硅胶烫画 | |
| EP1321576A1 (en) | A laminated tissue paper and a method of forming it | |
| US20030118784A1 (en) | Laminated tissue paper and a method of forming it | |
| CN106739413A (zh) | 一种新型贴合式材料及其制作工艺 | |
| TWI621534B (zh) | Shape processing method with leather composite material | |
| RU2005112736A (ru) | Способ изготовления многослойного полотна из гибкого материала, например, из бумаги и нетканого материала, и многослойный материал, изготавливаемый таким способом | |
| TWM654316U (zh) | 捲筒式環保拖鞋 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120229 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130716 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130914 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131015 |