JP2010100725A - 室式コークス炉におけるコークス押出し力の推定方法及び推定された押出し力に基づく室式コークス炉の操業方法 - Google Patents
室式コークス炉におけるコークス押出し力の推定方法及び推定された押出し力に基づく室式コークス炉の操業方法 Download PDFInfo
- Publication number
- JP2010100725A JP2010100725A JP2008273138A JP2008273138A JP2010100725A JP 2010100725 A JP2010100725 A JP 2010100725A JP 2008273138 A JP2008273138 A JP 2008273138A JP 2008273138 A JP2008273138 A JP 2008273138A JP 2010100725 A JP2010100725 A JP 2010100725A
- Authority
- JP
- Japan
- Prior art keywords
- coke
- extrusion
- furnace
- temperature
- coal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Coke Industry (AREA)
Abstract
【解決手段】種々の炭中温度で乾留された試験用コークスケーキを用いて、種々の大きさの凹凸部を通過させる押出し負荷測定試験を実施し、炭中温度Tと見掛体積弾性率Kとの関係(a)を求め、正常な炭中温度で乾留された場合に対する、炭中温度Tで乾留された場合の突起部の通過に必要な力ΔFの乖離度Wと前記Kとの関係(b)を求め、コークス炉燃焼室の実測温度から、炉長方向各位置の炭中温度を推定し、該炭中温度及び炉壁凹凸部の実測値と、前記(a)、(b)の関係から、コークスケーキが凹凸部を通過する際の押出し力を推定し、推定されたコークス押出し時の押出し負荷がコークス炉操業上の基準値を下回るどうかを判定し、基準値を下回る乾留時間でコークスを炭化室から押出すようにする。
【選択図】図2
Description
また、建設されて30年以上が経過して炉体の老朽化が進展しているコークス炉も増えており、コークス炉炭化室の炉壁面の変形や凹凸によるコークス押出し抵抗の増加と同時に、炉壁耐力の低下による炉壁煉瓦の破孔や炉壁損壊等のトラブルが発生する恐れも高くなっている。
これらの乾留不良領域は、正常に乾留されたコークス層に比べて圧縮挙動が異なり、乾留不良領域を含むコークスケーキを押出す場合は、正常に乾留されたコークスケーキに比べて押出し負荷が高くなるため、炉体に大きなダメージを与える危険性が高くなる。
本発明者らは、乾留後のコークスケーキの見掛体積弾性率あるいは見掛体積圧縮率と、炉壁面に存在する突起部(凸部)またはえぐれ部(凹部)をコークスケーキが通過する際の押出し負荷との間の関係を実験的に調査した結果、両者の間には一定の関係があることを見出した。
そして、コークス炉燃焼室の炉長方向の特定箇所における温度から伝熱計算により乾留後のコークスケーキの見掛体積弾性率あるいは見掛体積圧縮率を推定して、その値から実際のコークス押出し負荷を推定することにより、上記課題を解決できることを見出した。
(1) (a)種々の炭中温度Tで乾留された試験用コークスケーキを用いて、炉壁に種々の高さを有する突起部、または、種々の深さを有するえぐれ部が様々な位置に形成されていることを想定した押出し負荷測定試験を実施し、コークスケーキが突起部またはえぐれ部を通過する際に必要な押出し力ΔF(T)、コークスケーキが突起部またはえぐれ部を通過する前の体積V0および通過した後の体積V、コークスケーキが突起部またはえぐれ部を通過する際に最大となる側面荷重Fw(T)を測定し、下記(1式)で定義される見掛体積弾性率K(T)と、炭中温度Tとの関係を求め、
(b)正常な炭中温度T0で乾留された試験用コークスケーキが突起部またはえぐれ部の通過に必要な押出し力ΔF0を基準値とし、その基準値に対する炭中温度Tで乾留された試験用コークスケーキが突起部またはえぐれ部を通過する際に必要な力ΔF(T)の下記(2式)で定義される乖離度W(T)と、見掛体積弾性率K(T)との関係を求め、
(c)室式コークス炉の燃焼室炉長方向の実測温度から推定された炉長方向各位置における炭化室炉幅方向中央部の炭中温度、および、室式コークス炉の炭化室炉壁の炉長方向および炉高方向各位置における健全な煉瓦面に対する突起部高さまたはえぐれ部深さの実測値と、各位置における押出し力の基準値ΔF0と、前記(a)で求められた見掛体積弾性率K(T)と炭中温度Tとの関係、および、前記(b)で求められた乖離度W(T)と見掛体積弾性率K(T)の関係から、実コークス炉での炭化室炉壁の炉長方向及び炉高方向の各位置におけるコークスケーキが突起部またはえぐれ部を通過する際に必要な押出し力を求める、ことを特徴とする室式コークス炉におけるコークス押出し力の推定方法。
K(T)=Fw(T)/((V0−V)/V0) ・・・(1式)
W(T)=(ΔF(T)−ΔF0)/ΔF0 ・・・(2式)
(2)前記見掛体積弾性率K(T)に代えて下記(3式)で定義される見掛体積圧縮率κ(T)を用いることを特徴とする上記(1)に記載の室式コークス炉におけるコークス押出し力の推定方法。
κ(T)=1/K(T) ・・・(3式)
(3) (d)上記(1)または(2)に記載の押出し力の推定方法によって求められた押出し力を基に、室式コークス炉におけるコークス押出し時の押出し負荷を推定し、該コークス押出し時の押出し負荷の推定値が、予め設定されたコークス炉操業上の基準値を下回るかどうかを判定し、
(e)該押出し負荷の推定値が前記基準値を上回る場合は、乾留時間を延長し、該押出し負荷の推定値が前記基準値を下回る時点でコークスケーキを炭化室から押出し、前記押出し負荷の推定値が前記基準値を下回る場合は、前記乾留時間を延長せずに、コークスケーキを炭化室から押出す、
ことを特徴とする室式コークス炉の操業方法。
その結果、コークス押出し負荷を軽減し、コークス押し詰まり等のトラブルの発生を防止でき、また、炭化室炉壁に対するダメージが低減され、炉体寿命の延長を図ることができる。さらに、コークス炉の操業が安定化して押し詰め等のトラブルが減少するため、コークスの生産性が向上する。
また、「見掛」と表記したのは、通常、弾性率(または圧縮率)は、均一な物質について定められるのに対して、前述のごとく乾留不良域は、粉炭層、軟化溶融層、セミコークス層、および、コークス層の何れか、または、これらの混合層と考えられ、このように多種の層で構成された乾留不良域を、単一層の物質と区別するためである。
K(T)=Fw(T)/(ΔV/V0)
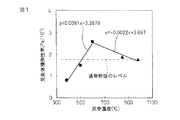
図1に、この結果得られた、異なる炭中温度Tで乾留したコークスケーキに対する炭中温度Tと見掛体積弾性率K(T)との関係を示す。
W(T)=(ΔF(T)−ΔF0)/ΔF0
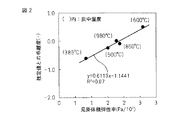
なお、図2におけるカッコ内の温度は、小型電気乾留炉を用いて石炭を乾留して試験用コークスケーキを製造する際に、熱電対で実測した乾留終了時点での装入炭の炉幅方向中央部の到達温度(炭中温度)を示している。正常乾留の炭中温度T0は980℃である。
図2に示されるように、異なる炭中温度Tで乾留して得られたコークスケーキの見掛体積弾性率K(T)と乖離度W(T)との間には、良好な対応関係が認められる。
そして、この押出し力からコークス押出し時にコークスケーキ内に乾留不良域を含む場合のコークス押出し負荷を推定することができ、推定された押出し負荷の値が予め設定されたコークス炉操業上の基準値(管理値)を上回る場合には、事前にコークス押出し負荷低減のための操業アクションを行うことができ、コークスの押し詰まりなどの操業トラブルを回避することができる。
まず、(a)、(b)の段階を実施し、(a)コークスケーキの炭中温度Tと見掛体積弾性率K(T)との関係(図1)、及び、(b)突起部又はえぐれ部を通過する際に必要な力ΔF(T)の基準値からの乖離度W(T)と見掛体積弾性率K(T)との関係(図2)を求める。
(a1)小型電気乾留炉のような試験炉を用いて、装入炭を正常な乾留温度域から未乾留温度域にわたる種々の炭中温度(385℃、500℃、600℃、850℃、980℃)で乾留された試験用コークスケーキ(概略寸法:長さ:610×高さ:370×幅:430mm)を準備する。
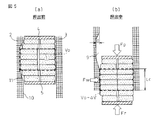
この装置では、試験用コークスケーキ1の前後に押出し側と受け側の当て板4、5を配置し、それぞれの当て板を油圧ジャッキに接続して、試験用コークスケーキ1に対し押出し力Fpとコークス炉炭化室の炉長方向の想定位置に応じた一定の反力Frを加えながら、試験用コークスケーキを押出すようになっており、また、コークスケーキ1の両側面には、実コークス炉の炭化室炉壁に相当する左右の側面パネル2、3を油圧ジャッキを介して保持するようになっている。
また、炉壁にえぐれ部が存在する場合を想定した試験を実施するには、図5に示すように、入側と出側にテーパーが付されたえぐれ9を側面パネル2に設ける。
コークスケーキの押出し開始後、押出し側と受け側の荷重Fp、Frが増加し、受け側の反力が油圧ジャッキのシリンダの設定値(約1.9tonf)に到達した後は一定で推移する。押出し側油圧ジャッキのシリンダヘッドの移動距離が120〜130mm以降では、コークスケーキが突起の斜面8を登坂し、続いてテラス面7に乗り上げる。その際に、押出し荷重Fpと側面荷重Fwが増加を開始し、押出し距離500mmでは、コークスケーキのほぼ全体がテラス面7上にあるため押出し荷重Fpと側面荷重Fwがともに最大になる。
この最大値から、コークスケーキが突起部を通過する(乗り越える)のに必要な押出し力ΔF(=Fp−Fr)及び側面荷重Fwを得ることができる。
K(T)=1/κ(T) (κは体積圧縮率)
=Fw(T)/(ΔV/V0)
このようにして、コークスケーキの見掛体積弾性率K(T)と炭中温度Tとの関係(図1)が求められる。
W(T)=(ΔF(T)−ΔF0)/ΔF0
そして、前記(a)の段階で求めた炭中温度Tと見掛体積弾性率K(T)との関係を用いて、コークスケーキが突起部またはえぐれ部を通過する際に必要な押出し力ΔF(T)の乖離度W(T)と見掛体積弾性率K(T)との関係(図2)が求められる。
炉長方向各位置における炭化室の炭中温度Tは、当該燃焼室フリューの温度実測値から、コークス炉の炉体条件(炉壁煉瓦の厚み、熱伝導率、等)及び石炭装入条件(装入密度、水分、等)等を用いて伝熱計算を行って算出することができる(例えば、富士製鐵技報、17,353頁,1968年発行、参照)。
そして、小型電気乾留炉で正常に乾留(炭中温度To:980℃)して製造した試験用コークスケーキを用いて押出し負荷測定試験を行い、試験用コークスケーキが突起部またはえぐれ部を通過する際の押出し力を基準として、炉長方向各位置における各炭中温度Tで乾留されたコークスケーキが、当該位置の炉壁に突起部またはえぐれ部があった場合に、それらの箇所を通過する際に必要な押出し力を推定する。
なお、この際、実コークス炉での燃焼室の各フリュー温度を炉高方向にも測定することにより、それらの各測定点に対応した位置でのコークス炉炭化室の炭中温度を伝熱モデルにより計算できることは言うまでもない。
このため、上記のコークスケーキの押出し負荷測定試験を、突起の厚みまたはえぐれ深さ、反力の大きさ(炉長方向の凹凸部の存在位置を考慮)、コークスケーキ上部に乗せる錘の量(炉高方向の凹凸部の存在位置を考慮)を種々変化させて実施して、それぞれの条件毎に、図1、2に示される関係を求めておけば、炉壁に存在する凹凸部の位置や形状のデータから、個々の凹凸部による押出し負荷をより正確に推定することができる。
(ii)上記コークスケーキと炉壁との間隙Xcの推算値と、予め試験炉を用いて求められた、炉長さ方向(x方向)各位置におけるコークスケーキと炉壁の間の間隙Xc(x)とランキン係数k(x)(コークスケーキの炉長方向の押出し力に対する、炭化室炉壁に伝達される炉幅方向の側圧の比率)との関係に基づいて炉長方向(x方向)各位置のランキン係数k(x)を求め、
(iii)上記ランキン係数k(x)に基づいてコークスケーキの炉高方向(y方向)の微小区間dyでの圧力バランスからコークスケーキの炉高方向(y方向)各位置での炉高方向の圧力P(y)および炭化室の炉壁に伝達される側圧k・P(y)を求め、
(iv)上記炉高方向各位置での炭化室の炉壁に伝達される側圧k・P(y)、および、炭化室の炉底に伝達される炉底圧P(y)y=0に基づいて、コークスケーキの炉長方向(x方向)の微小区間dxでの圧力バランスから炉長方向各位置の圧力P(xy)を求め、
(v)コークスケーキの押出し機側(PS)での炉長方向の圧力(P(xy)x=0)を基に、コークス押出し力(負荷)Fcalを推算する。
一方、前記押出し負荷の推定値が前記基準値を下回る場合は、前記乾留時間を延長せずに、コークスケーキを炭化室から押し出せばよい。
2、3 側面パネル
4 押出し側当て板
5 受け側当て板
6 突起
7 突起部テラス面
8 突起部斜面
9 えぐれ
10 えぐれ部出側の平滑面(煉瓦面)
11 えぐれ部斜面
h 突起部厚み
d えぐれ部深さ
Claims (3)
- (a)種々の炭中温度Tで乾留された試験用コークスケーキを用いて、炉壁に種々の高さを有する突起部、または、種々の深さを有するえぐれ部が様々な位置に形成されていることを想定した押出し負荷測定試験を実施し、コークスケーキが突起部またはえぐれ部を通過する際に必要な押出し力ΔF(T)、コークスケーキが突起部またはえぐれ部を通過する前の体積V0および通過した後の体積V、コークスケーキが突起部またはえぐれ部を通過する際に最大となる側面荷重Fw(T)を測定し、下記(1)式で定義される見掛体積弾性率K(T)と、炭中温度Tとの関係を求め、
(b)正常な炭中温度T0で乾留された試験用コークスケーキが突起部またはえぐれ部の通過に必要な押出し力ΔF0を基準値とし、その基準値に対する炭中温度Tで乾留された試験用コークスケーキが突起部またはえぐれ部を通過する際に必要な力ΔF(T)の下記(2)式で定義される乖離度W(T)と、見掛体積弾性率K(T)との関係を求め、
(c)室式コークス炉の燃焼室炉長方向の実測温度から推定された炉長方向各位置における炭化室炉幅方向中央部の炭中温度、および、室式コークス炉の炭化室炉壁の炉長方向および炉高方向各位置における健全な煉瓦面に対する突起部高さまたはえぐれ部深さの実測値と、各位置における押出し力の基準値ΔF0と、前記(a)で求められた見掛体積弾性率K(T)と炭中温度Tとの関係、および、前記(b)で求められた乖離度W(T)と見掛体積弾性率K(T)の関係から、実コークス炉での炭化室炉壁の炉長方向及び炉高方向の各位置におけるコークスケーキが突起部またはえぐれ部を通過する際に必要な押出し力を求める、
ことを特徴とする室式コークス炉におけるコークス押出し力の推定方法。
K(T)=Fw(T)/((V0−V)/V0) ・・・(1)
W(T)=(ΔF(T)−ΔF0)/ΔF0 ・・・(2) - 前記見掛体積弾性率K(T)に代えて下記(3)式で定義される見掛体積圧縮率κ(T)を用いることを特徴とする請求項1に記載の室式コークス炉におけるコークス押出し力の推定方法。
κ(T)=1/K(T) ・・・(3) - (d)請求項1または請求項2に記載の押出し力の推定方法によって求められた押出し力を基に、室式コークス炉におけるコークス押出し時の押出し負荷を推定し、該コークス押出し時の押出し負荷の推定値が、予め設定されたコークス炉操業上の基準値を下回るかどうかを判定し、
(e)該押出し負荷の推定値が前記基準値を上回る場合は、乾留時間を延長し、該押出し負荷の推定値が前記基準値を下回る時点でコークスケーキを炭化室から押出し、
前記押出し負荷の推定値が前記基準値を下回る場合は、前記乾留時間を延長せずに、コークスケーキを炭化室から押出す、
ことを特徴とする室式コークス炉の操業方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273138A JP5182005B2 (ja) | 2008-10-23 | 2008-10-23 | 室式コークス炉におけるコークス押出し力の推定方法及び推定された押出し力に基づく室式コークス炉の操業方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273138A JP5182005B2 (ja) | 2008-10-23 | 2008-10-23 | 室式コークス炉におけるコークス押出し力の推定方法及び推定された押出し力に基づく室式コークス炉の操業方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010100725A true JP2010100725A (ja) | 2010-05-06 |
| JP5182005B2 JP5182005B2 (ja) | 2013-04-10 |
Family
ID=42291647
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008273138A Active JP5182005B2 (ja) | 2008-10-23 | 2008-10-23 | 室式コークス炉におけるコークス押出し力の推定方法及び推定された押出し力に基づく室式コークス炉の操業方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5182005B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100729A (ja) * | 2008-10-23 | 2010-05-06 | Nippon Steel Corp | 室式コークス炉におけるコークス押出し時の側面荷重の推定方法及び推定された側面荷重に基づく室式コークス炉の操業方法 |
| JP2014019749A (ja) * | 2012-07-13 | 2014-02-03 | Nippon Steel & Sumitomo Metal | コークス炉におけるコークス押出負荷の推定方法 |
| JP2015117280A (ja) * | 2013-12-17 | 2015-06-25 | 新日鐵住金株式会社 | コークス炉におけるコークス押出負荷の推定方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008189772A (ja) * | 2007-02-02 | 2008-08-21 | Nippon Steel Corp | コークス押出し負荷の評価方法 |
| JP2008303239A (ja) * | 2007-06-05 | 2008-12-18 | Nippon Steel Corp | コークス炉におけるコークス押出負荷の推定方法 |
| JP2009167226A (ja) * | 2008-01-10 | 2009-07-30 | Nippon Steel Corp | コークス押出し負荷の評価方法及び装置 |
| JP2010100729A (ja) * | 2008-10-23 | 2010-05-06 | Nippon Steel Corp | 室式コークス炉におけるコークス押出し時の側面荷重の推定方法及び推定された側面荷重に基づく室式コークス炉の操業方法 |
-
2008
- 2008-10-23 JP JP2008273138A patent/JP5182005B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008189772A (ja) * | 2007-02-02 | 2008-08-21 | Nippon Steel Corp | コークス押出し負荷の評価方法 |
| JP2008303239A (ja) * | 2007-06-05 | 2008-12-18 | Nippon Steel Corp | コークス炉におけるコークス押出負荷の推定方法 |
| JP2009167226A (ja) * | 2008-01-10 | 2009-07-30 | Nippon Steel Corp | コークス押出し負荷の評価方法及び装置 |
| JP2010100729A (ja) * | 2008-10-23 | 2010-05-06 | Nippon Steel Corp | 室式コークス炉におけるコークス押出し時の側面荷重の推定方法及び推定された側面荷重に基づく室式コークス炉の操業方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010100729A (ja) * | 2008-10-23 | 2010-05-06 | Nippon Steel Corp | 室式コークス炉におけるコークス押出し時の側面荷重の推定方法及び推定された側面荷重に基づく室式コークス炉の操業方法 |
| JP2014019749A (ja) * | 2012-07-13 | 2014-02-03 | Nippon Steel & Sumitomo Metal | コークス炉におけるコークス押出負荷の推定方法 |
| JP2015117280A (ja) * | 2013-12-17 | 2015-06-25 | 新日鐵住金株式会社 | コークス炉におけるコークス押出負荷の推定方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5182005B2 (ja) | 2013-04-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101342235B1 (ko) | 코크스로에 있어서의 코크스 압출 시에 발생하는 부하의 추정 방법 | |
| JP5182005B2 (ja) | 室式コークス炉におけるコークス押出し力の推定方法及び推定された押出し力に基づく室式コークス炉の操業方法 | |
| JP5182006B2 (ja) | 室式コークス炉におけるコークス押出し時の側面荷重の推定方法及び推定された側面荷重に基づく室式コークス炉の操業方法 | |
| JP4538097B2 (ja) | コークス炉におけるコークス押出しの際に発生する負荷の推定方法 | |
| JP2019006940A (ja) | コークス炉の炉壁診断方法 | |
| JP4994931B2 (ja) | 室式コークス炉におけるコークスの押出し力の推定方法およびコークス炉の押出性判定方法 | |
| JP6107776B2 (ja) | コークス炉の炭化室の使用可能期間予測方法及びコークス炉の炭化室の補修方法 | |
| JP2008255299A (ja) | コークス炉の操業方法 | |
| JP5907343B2 (ja) | コークスケーキの押出し方法 | |
| JP5505221B2 (ja) | コークス炉におけるコークス押出負荷の推定方法 | |
| JP5605105B2 (ja) | コークス炉におけるコークス押出負荷の推定方法 | |
| JP6260254B2 (ja) | コークス炉におけるコークス押出負荷の推定方法 | |
| JP5920579B2 (ja) | コークス炉炉体の管理方法 | |
| JP2018177948A (ja) | コークスケーキの押出力推定方法及びコークス炉の補修方法 | |
| JP4259234B2 (ja) | 水平室炉式コークス炉の原料の選択方法 | |
| JP6197568B2 (ja) | 室式コークス炉におけるコークス押出し力の推定方法 | |
| JP2005272549A (ja) | コークス炉炭化室への石炭の装入量制御方法 | |
| JP6387715B2 (ja) | コークス炉の操業方法 | |
| JP6394264B2 (ja) | 水平室式コークス炉におけるコークス隆起量の推算方法及びそれにより得られた隆起量に基づくコークスケーキ押出方法 | |
| JP5776645B2 (ja) | コークス炉におけるコークス押出負荷の推定方法 | |
| JP6123758B2 (ja) | コークス炉の操業方法 | |
| JP5915860B2 (ja) | コークス炉の操業方法 | |
| JP5983921B2 (ja) | コークスケーキ押出し時の突き上がり量測定方法およびその装置 | |
| JP2012172142A (ja) | コークスの押出力推定方法及びコークス炉の操業方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110215 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121212 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121218 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121231 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5182005 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160125 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |