JP2010100006A - 車両用ミリ波レーダ用カバーの成形方法と成形用金型 - Google Patents
車両用ミリ波レーダ用カバーの成形方法と成形用金型 Download PDFInfo
- Publication number
- JP2010100006A JP2010100006A JP2008275608A JP2008275608A JP2010100006A JP 2010100006 A JP2010100006 A JP 2010100006A JP 2008275608 A JP2008275608 A JP 2008275608A JP 2008275608 A JP2008275608 A JP 2008275608A JP 2010100006 A JP2010100006 A JP 2010100006A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- resin layer
- resin
- cavity
- cover
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
2層の樹脂層からなり第1の樹脂層にインジウムや錫等のエンブレムが埋め込まれたミリ波レーダ用カバーを安価にかつ効率よく成形する方法を提供する。
【解決手段】
予め射出成形して得られる樹脂部品(35)に金属膜(36)を蒸着してエンブレム(37)を得る。移動コア(23)にエンブレム(37)をインサートして型締する。移動コア(23)を後退して、未充填部分を残してキャビティ内に所定量の第1の溶融樹脂(42)を射出する。移動コア(23)を前方に駆動してエンブレム(37)が埋め込まれた第1の樹脂層(44)を得る。第1の樹脂層(44)を固定金型(2)に残して型開して、移動金型(7)をスライドして型締して第2の樹脂層(48)を射出成形する。
【選択図】図3
Description
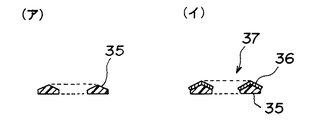
本実施の形態に係るカバー成形方法においては、第1の樹脂層に埋め込まれている金属光沢を有するエンブレムは、予めインサート部品として他の工程によって製造され、第1の樹脂層を射出成形する前に金型内にインサートされて第1の樹脂層に埋め込まれることになる。エンブレム部品の製造方法について簡単に説明する。従来周知のように、所定の金型にポリカーボネート(PC)樹脂を射出してエンブレムの形状を有する樹脂部品35を得る。図2の(イ)の断面図には樹脂部品35の断面が示されている。樹脂部品35を金型から取り出して蒸着装置に入れる。真空蒸着、スパッタリング、イオンプレーティング等の従来周知の方法によって、樹脂部品35の表面にインジウムまたは錫からなる金属膜36を形成する。エンブレム部品37が得られる。なお、金属膜の厚さは300〜900Åに形成する。そうすると、所定の金属光沢が得られると共に金属膜はボーラス状、いわゆる海島構造を呈するので、いわゆるミリ波電波を透過することができる。図2の(イ)の断面図には、このようなエンブレム部品37の断面が示されている。
2 固定盤 3 固定金型
5 可動盤 6 可動金型
7 移動金型
9 固定側凹部
11、12 第1、2の射出機
22 穴 23 移動コア
27、28 第1、2の凹部
36 金属膜 37 エンブレム部品
41 第1のキャビティ 42 第1の溶融樹脂
44 第1の樹脂層
45 第2のキャビティ 47 第2の溶融樹脂
48 第2の樹脂層
49 カバー
Claims (5)
- 少なくとも透明な第1の樹脂層と着色され遮光性を有する第2の樹脂層とを有し、金属膜からなり所定の形状を有する意匠が内部に埋め込まれ、前記第1の樹脂層を透過して前記意匠を視認できるようになっている、車両用のミリ波レーダ装置のカバーを成形する方法において、
前記第1の樹脂層と前記意匠とを成形するとき、
予め、前記所定の形状を有する樹脂部品を射出成形で得て、前記樹脂部品の表面に海島構造を有する金属膜を形成して、意匠部品を得、
移動コアが設けられている一対の金型に前記意匠部品をインサートして、前記一対の金型を型締し、前記移動コアを後退して前記一対の金型内に形成されているキャビティの容量を大きくした状態で、前記キャビティ内に未充填部分を残して所定量の第1の溶融樹脂を射出し、前記移動コアを前方に駆動して前記キャビティ内の前記未充填部分を消失させて、前記意匠部品が前記第1の樹脂に埋め込まれるようにして、前記意匠が施された前記第1の樹脂層を成形することを特徴とする、車両用のミリ波レーダ装置のカバー成形方法。 - 請求項1に記載の成形方法において、前記第2の樹脂層の成形は、前記意匠が施された前記第1の樹脂層を成形後、前記一対の金型の一方の金型に前記第1の樹脂層を残して型開して、他方の金型をスライドして前記他方の金型に設けられている所定の凹部と前記第1の樹脂層とを対向させ、前記一対の金型を型締して、前記凹部と前記第1の樹脂層とで形成されるキャビティに第2の溶融樹脂を射出して成形することを特徴とする、車両用のミリ波レーダのカバー成形方法。
- 請求項1または請求項2に記載の成形方法において、前記金属膜は、インジウムまたは錫からなり、300〜900Åの厚さに蒸着して形成することを特徴とする、車両用のミリ波レーダのカバー成形方法。
- 請求項1〜3のいずれかの項に記載の成形方法において、前記第1の樹脂層はポリカーボネート樹脂から、前記第2の樹脂層はABS樹脂またはAES樹脂から成形することを特徴とする、車両用のミリ波レーダのカバー成形方法。
- 固定金型と可動金型と、これらの金型の間に設けられている移動金型とからなり、
前記固定金型には固定側凹部が設けられ、前記移動金型には内部に移動コアが設けられている第1の凹部と第2の凹部とが設けられ、
前記移動金型を第1の位置にスライドして型締すると前記固定側凹部と前記第1の凹部と前記移動コアとによって第1のキャビティが形成され、前記移動金型を第2の位置にスライドして型締すると前記固定側凹部と前記第2の凹部とによって第2のキャビティが形成され、
前記移動コアは、前記移動金型のパーティングラインの方向の前後に駆動されるようになっており、前記第1のキャビティが形成されているとき、前記移動コアを後退させると前記第1のキャビティの容量が増加し、前記移動コアを前進させると前記第1のキャビティの容量が減少するようになっていることを特徴とする、車両用のミリ波レーダのカバー成形用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008275608A JP5220551B2 (ja) | 2008-10-27 | 2008-10-27 | 車両用ミリ波レーダ用カバーの成形方法と成形用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008275608A JP5220551B2 (ja) | 2008-10-27 | 2008-10-27 | 車両用ミリ波レーダ用カバーの成形方法と成形用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010100006A true JP2010100006A (ja) | 2010-05-06 |
| JP5220551B2 JP5220551B2 (ja) | 2013-06-26 |
Family
ID=42291067
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008275608A Active JP5220551B2 (ja) | 2008-10-27 | 2008-10-27 | 車両用ミリ波レーダ用カバーの成形方法と成形用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5220551B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018099796A (ja) * | 2016-12-20 | 2018-06-28 | 株式会社日本製鋼所 | 複合成形品の成形方法および成形用金型 |
| JP2019096617A (ja) * | 2017-11-27 | 2019-06-20 | 大日本印刷株式会社 | 透明発熱体、カバー付き発熱体、センサ装置、移動体 |
| JP2020110967A (ja) * | 2019-01-11 | 2020-07-27 | 株式会社ミツバ | 成膜成形体の製造方法 |
| WO2020153137A1 (ja) * | 2019-01-25 | 2020-07-30 | ソニー株式会社 | 構造体、加飾フィルム、構造体の製造方法、及び加飾フィルムの製造方法 |
| WO2020256127A1 (ja) | 2019-06-21 | 2020-12-24 | 昭和電工マテリアルズ株式会社 | 装飾品及び銀鏡膜形成液 |
| CN113126034A (zh) * | 2021-03-29 | 2021-07-16 | 宁波信泰机械有限公司 | 一种车载集成毫米波雷达的加热前脸及制造方法 |
| KR20220041683A (ko) * | 2020-09-25 | 2022-04-01 | 엘지전자 주식회사 | 금형 장치 |
| JPWO2022168602A1 (ja) * | 2021-02-03 | 2022-08-11 | ||
| US20230244126A1 (en) * | 2020-06-30 | 2023-08-03 | Ams Sensors Singapore Pte. Ltd. | Optical device and manufacturing method |
| WO2024018687A1 (ja) * | 2022-07-22 | 2024-01-25 | 株式会社日立製作所 | 射出成形品及び射出成形品の製造方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104925366B (zh) * | 2015-05-11 | 2017-01-04 | 台州市黄岩顺安塑业有限公司 | 直顶开启式防盗奶粉罐罐盖及加工模具 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0623790A (ja) * | 1992-07-06 | 1994-02-01 | Japan Steel Works Ltd:The | 合成樹脂中空成形品の成形方法およびその成形用金型 |
| JP2001173151A (ja) * | 1999-10-08 | 2001-06-26 | Bridgestone Corp | ユニットルームの収納パネル |
| JP2002337183A (ja) * | 2001-05-21 | 2002-11-27 | Japan Steel Works Ltd:The | 3層積層体の成形方法および成形用金型 |
| JP2006143057A (ja) * | 2004-11-22 | 2006-06-08 | Fts:Kk | 自動車用燃料タンクおよびその製造方法 |
| JP2007138270A (ja) * | 2005-11-21 | 2007-06-07 | Toyoda Gosei Co Ltd | 樹脂製品及びその製造方法並びに金属皮膜の成膜方法 |
| JP2008024254A (ja) * | 2006-07-25 | 2008-02-07 | Mazda Motor Corp | 車両の外装部品及びその製造方法 |
| JP2008195161A (ja) * | 2007-02-09 | 2008-08-28 | Mazda Motor Corp | 車両の外装部品 |
-
2008
- 2008-10-27 JP JP2008275608A patent/JP5220551B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0623790A (ja) * | 1992-07-06 | 1994-02-01 | Japan Steel Works Ltd:The | 合成樹脂中空成形品の成形方法およびその成形用金型 |
| JP2001173151A (ja) * | 1999-10-08 | 2001-06-26 | Bridgestone Corp | ユニットルームの収納パネル |
| JP2002337183A (ja) * | 2001-05-21 | 2002-11-27 | Japan Steel Works Ltd:The | 3層積層体の成形方法および成形用金型 |
| JP2006143057A (ja) * | 2004-11-22 | 2006-06-08 | Fts:Kk | 自動車用燃料タンクおよびその製造方法 |
| JP2007138270A (ja) * | 2005-11-21 | 2007-06-07 | Toyoda Gosei Co Ltd | 樹脂製品及びその製造方法並びに金属皮膜の成膜方法 |
| JP2008024254A (ja) * | 2006-07-25 | 2008-02-07 | Mazda Motor Corp | 車両の外装部品及びその製造方法 |
| JP2008195161A (ja) * | 2007-02-09 | 2008-08-28 | Mazda Motor Corp | 車両の外装部品 |
Cited By (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018099796A (ja) * | 2016-12-20 | 2018-06-28 | 株式会社日本製鋼所 | 複合成形品の成形方法および成形用金型 |
| JP2019096617A (ja) * | 2017-11-27 | 2019-06-20 | 大日本印刷株式会社 | 透明発熱体、カバー付き発熱体、センサ装置、移動体 |
| WO2020111060A1 (ja) | 2018-11-26 | 2020-06-04 | 大日本印刷株式会社 | 透明発熱体、カバー付き発熱体、センサ装置、移動体 |
| EP4246711A2 (en) | 2018-11-26 | 2023-09-20 | Dai Nippon Printing Co., Ltd. | Transparent heat generating body, heat generating body with cover, sensor device, and moving body |
| JP7169200B2 (ja) | 2019-01-11 | 2022-11-10 | 株式会社ミツバ | 成膜成形体の製造方法 |
| JP2020110967A (ja) * | 2019-01-11 | 2020-07-27 | 株式会社ミツバ | 成膜成形体の製造方法 |
| WO2020153137A1 (ja) * | 2019-01-25 | 2020-07-30 | ソニー株式会社 | 構造体、加飾フィルム、構造体の製造方法、及び加飾フィルムの製造方法 |
| WO2020256127A1 (ja) | 2019-06-21 | 2020-12-24 | 昭和電工マテリアルズ株式会社 | 装飾品及び銀鏡膜形成液 |
| US12473651B2 (en) | 2019-06-21 | 2025-11-18 | Resonac Corporation | Ornament and silver mirror film-forming liquid |
| US20230244126A1 (en) * | 2020-06-30 | 2023-08-03 | Ams Sensors Singapore Pte. Ltd. | Optical device and manufacturing method |
| KR102407725B1 (ko) * | 2020-09-25 | 2022-06-13 | 엘지전자 주식회사 | 금형 장치 |
| KR20220041683A (ko) * | 2020-09-25 | 2022-04-01 | 엘지전자 주식회사 | 금형 장치 |
| WO2022168602A1 (ja) * | 2021-02-03 | 2022-08-11 | 昭和電工マテリアルズ株式会社 | 積層構造体及び対象物検知構造 |
| JPWO2022168602A1 (ja) * | 2021-02-03 | 2022-08-11 | ||
| JP7338804B2 (ja) | 2021-02-03 | 2023-09-05 | 株式会社レゾナック | 積層構造体及び対象物検知構造 |
| JP2023164874A (ja) * | 2021-02-03 | 2023-11-14 | 株式会社レゾナック | 積層構造体及び対象物検知構造 |
| JP7694617B2 (ja) | 2021-02-03 | 2025-06-18 | 株式会社レゾナック | 積層構造体及び対象物検知構造 |
| CN113126034A (zh) * | 2021-03-29 | 2021-07-16 | 宁波信泰机械有限公司 | 一种车载集成毫米波雷达的加热前脸及制造方法 |
| WO2024018687A1 (ja) * | 2022-07-22 | 2024-01-25 | 株式会社日立製作所 | 射出成形品及び射出成形品の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5220551B2 (ja) | 2013-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5220551B2 (ja) | 車両用ミリ波レーダ用カバーの成形方法と成形用金型 | |
| US11230039B2 (en) | Method for insert-molding film material | |
| KR100968823B1 (ko) | 수지 제품 제조장치 및 방법 | |
| JP2010111011A (ja) | 車両用電波透過カバー、及び車両用電波透過カバーの製造方法 | |
| JP3466322B2 (ja) | 車両用エアバッグカバー及びその成形方法 | |
| US20100303948A1 (en) | Molding die | |
| US7147814B1 (en) | Injection molding method and injection mold | |
| JP2007069517A (ja) | 複合成形品の製造方法と製造装置 | |
| US20110300330A1 (en) | Resin molding method, die device, and resin molded article | |
| JP2012250510A (ja) | 射出成形金型、射出成形品及び射出成形方法 | |
| JP4036689B2 (ja) | 樹脂成形体の成形方法 | |
| JP2019166652A (ja) | 成形構造体の製造方法 | |
| JP6934338B2 (ja) | 射出成形方法及び金型 | |
| JP2005178185A (ja) | 射出成形金型及びそれを用いた射出成形品の製造方法 | |
| JP5666982B2 (ja) | 多色成形品の製造方法、及び成形型 | |
| JP4394795B2 (ja) | 射出成形方法 | |
| JP2013107328A (ja) | 多色成形品の製造方法、成形型、及び多色成形品 | |
| JP5319259B2 (ja) | 加飾部材のベース部材へのインサート射出成形方法、及びそのベース部材 | |
| KR102729904B1 (ko) | 취출성 개선구조가 형성된 사출금형 | |
| JP2010155355A (ja) | 射出成形用金型及び樹脂成形品の製造方法 | |
| CN223849829U (zh) | 注塑模具 | |
| JP2020100134A (ja) | 車両用装飾部品及びその2色射出成形方法 | |
| KR20150077821A (ko) | 자동차용 내장재 부품 성형 장치 및 방법, 이에 의해 제조되는 내장재 부품 | |
| JP4254210B2 (ja) | 有底の溝をもつ樹脂性物体の製造方法と製造装置 | |
| JP4441519B2 (ja) | 厚肉成形品の製造方法及びその製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110303 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130124 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130305 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130306 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160315 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5220551 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |