JP2010094887A - 絶縁シートの製造方法 - Google Patents
絶縁シートの製造方法 Download PDFInfo
- Publication number
- JP2010094887A JP2010094887A JP2008267036A JP2008267036A JP2010094887A JP 2010094887 A JP2010094887 A JP 2010094887A JP 2008267036 A JP2008267036 A JP 2008267036A JP 2008267036 A JP2008267036 A JP 2008267036A JP 2010094887 A JP2010094887 A JP 2010094887A
- Authority
- JP
- Japan
- Prior art keywords
- polymer
- sheet
- inorganic filler
- polymer layer
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Compositions Of Macromolecular Compounds (AREA)
- Insulating Bodies (AREA)
- Casting Or Compression Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】無機フィラー3とポリマー成分4とを備えるポリマー組成物をシート状に成形してポリマーシート2a、2a’を形成するポリマーシート形成工程と、少なくとも2枚の該ポリマーシート2a、2a’を積層して熱プレスし2層以上のポリマー層2b、2b’を有する積層体2cを形成する熱プレス工程とからなる絶縁シートの製造方法であって、ポリマーシート形成工程ではポリマー層2b、2b’の無機フィラー3を該ポリマー層2b、2b’から突き出させ得るように、最大粒径が該ポリマー層2b、2b’の厚さよりも大きな無機フィラー3を用い、熱プレス工程ではポリマー層2b、2b’から無機フィラー3を突き出させて、該無機フィラー3を積層体2cを形成するポリマー層2b、2b’に挿入させる。
【選択図】図2
Description
斯かる観点から、ポリマーシートを貫通するボイドが形成されても、このボイドを介して、絶縁されるべき媒体間が通電されないように、該ポリマーシートを少なくとも1枚の他のポリマーシートに積層して絶縁シートを形成する方法も提案されている(例えば、特許文献2)。
前記ポリマー層2bの無機フィラー3を該ポリマー層2bから突き出させ得るように、最大粒径が該ポリマー層2bの厚さよりも大きな無機フィラー3を用いてポリマーシート2aを形成する前記ポリマーシート形成工程を実施し、前記熱プレスすることにより、前記ポリマーシート2aによって形成されるポリマー層2bから無機フィラー3を突き出させて、該無機フィラー3を該ポリマー層2bと共に前記積層体2cを形成するポリマー層2b’に挿入させる前記熱プレス工程を実施することを特徴とする絶縁シートの製造方法を提供する。
また、前記ポリマーシート形成工程は、前記ポリマー層の無機フィラーを該ポリマー層から突き出させ得るように、最大粒径が該ポリマー層の厚さよりも大きな無機フィラーを用いてポリマーシートを形成する工程である。
更に、前記熱プレス工程は、前記ポリマーシートによって形成されるポリマー層から無機フィラーを突き出させて、該無機フィラーを該ポリマー層と共に前記積層体を形成するポリマー層に挿入させる工程である。
しかしながら、この最大長さが積層体の厚さを超えると、絶縁されるべき媒体間が通電される虞があることから、最大長さがポリマー層の厚さを超え積層体の厚さ以下となるように、ポリマー層の厚さを超え積層体の厚さ以下の目開きを有する標準ふるい(JIS Z 8801)を用いて、無機フィラーを篩い分けしてこのふるい上に残る無機フィラーを除去し、このふるいの目を通過した無機フィラーを用いることが好ましい。
例えば、ポリマー層の厚さを100μm、積層体の厚さを200μmに形成させる場合には、目開きが105μmである標準ふるいを用いて、無機フィラーを篩い分けしてこのふるい上に残る無機フィラーを除去し、このふるいの目を通過した無機フィラーを用いる。
この樹脂成分としては、熱可塑性樹脂や熱硬化性樹脂を例示でき、この内、熱可塑性樹脂としては、ポリエチレン樹脂、ポリプロピレン樹脂、エチレン−酢酸ビニル共重合体樹脂などのポリオレフィン樹脂、ポリ塩化ビニル樹脂、フェノキシ樹脂、アクリル樹脂、ポリアミド樹脂、ポリアミドイミド樹脂、ポリイミド樹脂、ポリエーテルアミドイミド樹脂、ポリエーテルアミド樹脂、ポリエーテルイミド樹脂などが挙げられる。
前記熱硬化性樹脂としては、エポキシ樹脂、フェノール樹脂などが挙げられる。
また、前記ゴム成分としては、天然ゴム、ポリイソプレンゴム、スチレン−ブタジエン共重合体ゴム、ポリブタジエンゴム、エチレン−プロピレン共重合体ゴム、エチレン−プロピレン−ジエン共重合体ゴム、ブタジエン−アクリロニトリル共重合体ゴム、イソブチレン−イソプレン共重合体ゴム、クロロプレンゴム、シリコンゴム、フッソゴム、クロロ・スルホン化ポリエチレン、ポリウレタンゴムなどが挙げられる。
なかでも、加熱接着により絶縁シートを素子等に接着する場合には、ポリマー成分としては、優れた接着性を示すと共に耐熱性にも優れていることからエポキシ樹脂を用いることが好適である。
この加熱接着の際に、接着箇所からの滲み出し等を防止しうる点において、常温固体のエポキシ樹脂が好ましい。
ポリマー組成物に適度な流れ性を付与して、これらの問題をより確実に抑制させ得る点において、このエポキシ樹脂としては、エポキシ当量450〜2000g/eqの常温固体のビスフェノールA型エポキシ樹脂と、エポキシ当量160〜220g/eqの多官能の常温固体で60℃から93℃の間に軟化点を有するノボラック型エポキシ樹脂とが(ビスフェノールA型エポキシ樹脂/ノボラック型エポキシ樹脂)=40/60〜60/40となる質量比率で混合されているものを用いることが好ましい。
なお、このエポキシ当量は、JIS K 7236により求めることができる。
前記硬化剤としては、特に限定されるものではないが、例えば、ジアミノジフェニルスルホン、ジシアンジアミド、ジアミノジフェニルメタン、トリエチレンテトラミンなどのアミン系硬化剤、フェノールノボラック樹脂、アラルキル型フェノール樹脂、ジシクロペンタジエン変性フェノール樹脂、ナフタレン型フェノール樹脂、ビスフェノール系フェノール樹脂などのフェノール系硬化剤、酸無水物などを用いることができる。
中でも、電気特性における信頼性を確保し易い点において、フェノールノボラック樹脂、ジアミノジフェニルスルホンが好適である。
前記硬化促進剤としては、特に限定されるものではないが、イミダゾール類や、トリフェニルフォスフェイト(TPP)、三フッ化ホウ素モノエチルアミンなどのアミン系硬化促進剤が保存性などにおいて好適である。
前記揮発性溶媒としては、特に限定されないが、ポリマーシート形成工程時において揮発除去が容易であるという点で、沸点が120℃以下のものが好ましい。また、ポリマー組成物との反応性がないという点で、メチルエチルケトン、アセトン、トルエン等を用いることが好ましい。
該ポリマーシート形成工程によれば、前記ポリマー層の無機フィラーを該ポリマー層から突き出させ得るように、最大粒径が該ポリマー層の厚さよりも大きな無機フィラーを用いてポリマーシートを形成することにより、前記絶縁シートが比較的粒径の大きい無機フィラーを有することとなり、該絶縁シートの熱伝導性は比較的高いものとなる。
w=m×ρ (1)
また、ポリマー層の密度ρは、ポリマーシートにおいて、ポリマー層の各成分の密度に、ポリマー層における各成分の体積割合を乗じたものの和から算出することができる。若しくは、別途ポリマー層を1層形成し、斯かる質量と体積を測定して、ポリマー層の密度ρを算出しても良い。
更に、ポリマー層の質量は、該ポリマー層の形成に使用されたポリマー組成物の質量から、熱プレス時に揮発する成分の質量分を引いて算出することができる。
従って、乾燥後の単位面積当たりの質量がwとなるようにポリマーシートを形成させることにより、後段における熱プレス工程後のポリマー層の厚さを目的とする厚さmとすることができる。
また、前記熱プレス工程は、前記熱プレスすることにより、前記ポリマーシート2aによって形成されるポリマー層2bから無機フィラー3を突き出させて、該無機フィラー3を該ポリマー層2bと共に前記積層体2cを形成するポリマー層2b’に挿入させる工程である。前記熱プレスすることにより、前記ポリマーシート2aによって形成されるポリマー層2bから無機フィラー3を突き出させて、該無機フィラー3を該ポリマー層2bと共に前記積層体2cを形成するポリマー層2b’に挿入させることによって、優れた熱伝導性を有する積層体2cを形成させるとともに、ポリマー層2b、2b’が積層されることから、一方のポリマー層2bを貫通するボイドが形成されても他方のポリマー層2b’によって積層体2cを貫通するボイドが形成されることを防止して、絶縁信頼性を向上させることができる。
また、図2(C)に示すように、ポリマー層2b、2b’の一方から支持層1を剥離し、該支持層1が剥離されたポリマー層2bに、さらにポリマーシート2aを積層し、該積層したポリマーシート2aを熱プレスによって一体化し、3層のポリマー層2bを有する積層体2cを形成してもよい。
更に、3枚以上のポリマーシート2aを積層し、該積層したポリマーシート2aを熱プレスによって一体化して、3層以上のポリマー層2bを有する積層体2cを形成してもよい。
また、積層するポリマーシートとしては、シートの厚さ、ポリマー成分の種類、無機フィラーの種類等が異なるもの同士を積層したものを用いても良いが、同種のものを用いる方が好ましい。
また、ボイドを効率良く取り除き得るという点で、減圧下にて熱プレスを行うことがより好ましい。
また、積層体2cが有し得るボイドが少なくなり得るため、絶縁シートの絶縁性が向上し得る。
また、前記熱プレス工程を実施する具体的方法としては、加熱プレスして自然冷却する方法、熱交換による加熱冷却一貫プレス方法、加熱プレスと冷却プレスとを分け加熱プレス後冷却プレスを行う方法等が例示される。
以下に示す方法により、絶縁シートを製造した。
このふるいの目を通過した窒化ホウ素フィラーの粒度分布を、レーザー回折散乱法粒度分布測定装置LS13320(ベックマン・コールター株式会社製)を用いて測定した。チャンネル径の最大値を、窒化ホウ素フィラーの最大粒径とした。窒化ホウ素フィラーの最大粒径は、176.9μmであり、平均粒径(メジアン径“D50”の値)が、24.33μmで、チャンネルごとに求めた体積基準で4.1%の窒化ホウ素フィラーが、100μmよりも大きな粒径を備えていた。
次いで、下記の<ポリマー組成物の配合>に示す配合にてポリマー組成物をディスパーにて減圧下で混合し、ポリマー組成物調製工程を実施した。
<ポリマー組成物の配合>
・ビスフェノールA型エポキシ樹脂 50質量部
(ビスフェノールAとエピクロルヒドリンとを重縮合させて得られる重合体、
エポキシ当量450〜500[g/eq])
・ノボラック型エポキシ樹脂 50質量部
(フェノールノボラック、o―クレゾールノボラックをグリシジルエーテル化
したもの、エポキシ当量195〜220[g/eq])
・アミン系硬化剤 (4,4’−ジアミノジフェニルスルホン) 20質量部
・アミン系促進剤 (3フッ化ホウ素・モノエチルアミン錯化合物) 2質量部
・窒化ホウ素フィラー(密度:2.26g/cm3) 317.6質量部
・メチルエチルケトン 253.0質量部
尚、ポリマー層の密度は1.86g/cm3、ポリマー層の質量は46.5gであり、ポリマー層が積層された面の面積が2500cm2であることから、ポリマー層の厚さは100μmである。したがって、窒化ホウ素フィラーの最大粒径(176.9μm)は、ポリマー層の厚さ(100μm)よりも大きく、4.1体積%の窒化ホウ素フィラーは、ポリマー層の厚さ(100μm)よりも大きな粒径を備えていた。
窒化ホウ素フィラーの密度は2.26g/cm3、ポリマー層の密度は1.86g/cm3であり、積層体は、窒化ホウ素フィラーを70.5質量%含んでなるので、窒化ホウ素フィラーを58体積%含んでなる。
実施例1と同様にして、窒化ホウ素フィラー(水島合金鉄社製 商品名「HP−40」)を、目開きが106μmである標準ふるい(JIS Z 8801)を用いてふるい分け、このふるいの目を通過した窒化ホウ素フィラーを得た。
実施例1と同様に、窒化ホウ素フィラーの粒径分布を測定したところ、窒化ホウ素フィラーは、最大粒径194.2μm、平均粒径(D50)26.41μmで、4.7体積%の窒化ホウ素フィラーが、100μmよりも大きな粒径を備えていた。
この窒化ホウ素フィラーを用いたこと以外は、実施例1と同様にして、絶縁シートを作製した。
実施例1と同様にして、窒化ホウ素フィラー(水島合金鉄社製 商品名「HP−40」)を、目開きが106μmである標準ふるい(JIS Z 8801)を用いてふるい分け、このふるいの目を通過した窒化ホウ素フィラーを得た。
実施例1と同様に、窒化ホウ素フィラーの粒径分布を測定したところ、窒化ホウ素フィラーは、最大粒径194.2μm、平均粒径(D50)32.37μmで、8.8体積%の窒化ホウ素フィラーが、100μmよりも大きな粒径を備えていた。
この窒化ホウ素フィラーを用いたこと以外は、実施例1と同様にして、絶縁シートを作製した。
実施例1と同様にして、窒化ホウ素フィラー(水島合金鉄社製 商品名「HP−40」)を、目開きが106μmである標準ふるい(JIS Z 8801)を用いてふるい分け、このふるいの目を通過した窒化ホウ素フィラーを得た。
実施例1と同様に、窒化ホウ素フィラーの粒径分布を測定したところ、窒化ホウ素フィラーは、最大粒径194.2μmであり、平均粒径(D50)26.89μmで、9.3体積%の窒化ホウ素フィラーが、100μmよりも大きな粒径を備えていた。
この窒化ホウ素フィラーを用いたこと以外は、実施例1と同様にして、絶縁シートを作製した。
表1に示すような、最大粒径、平均粒径、100μmよりも大きな粒径の体積百分率(体積%)の窒化ホウ素フィラーを用いたこと以外は、実施例1と同様にして、絶縁シートを作製した。
表1に示すような、最大粒径、平均粒径、100μmよりも大きな粒径の体積百分率(体積%)の窒化ホウ素フィラーを用いたこと以外は、実施例1と同様にして、絶縁シートを作製した。
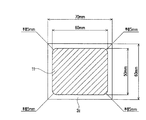
耐電圧は、波高率が1.34〜1.48の間にあり、50又は60Hzの周波数の電圧を加えることができる最大電圧AC10kV以上の絶縁破壊装置により測定した。測定方法の詳細については図3、4を参照しながら以下に説明する。
70mm×60mmの絶縁シートの片側の銅箔を剥離し、該剥離面にアルミ板を積層し加熱して、アルミ板を絶縁シートに一体化させ、さらに加熱して積層体を完全硬化させた。積層体の界面から放電が生じることを避けるべく、図3に示すように、銅箔11を60mm×50mmのサイズで銅箔11の四つの角をとるように(半径が5mmとなるように)エッチングして、試料を得た。図4に示すように、この試料6を油槽24の絶縁油23(JIS C2320)中でアルミ板側を下にして黄銅性円板電極22(φ:40mm)上に置き、この試料6の上に、この試料6の略中央部分で接するように黄銅性球状電極21(φ:15mm、重さ:50g)を置いた。この絶縁油23は20±10℃に保ち、試料6に約AC7kVrmsで1分間印加した。そして、絶縁破壊が発生していない場合には、速やかにAC0.5kVrms上げて1分間印加し、絶縁破壊が発生するまでAC0.5kVrms間隔(0.5kVステップ、1分間印加)で昇圧した。
尚、絶縁破壊の判断基準として、カットオフ電流を10mAとした。そして、絶縁破壊が発生した電圧より0.5kV低い印加電圧を耐電圧とした。
熱伝導率はトランジスタ法により測定した。測定方法の詳細について図5を参照しながら以下に説明する。
絶縁シートの片側の銅箔を剥離し、該剥離面にアルミ板を積層し加熱して、アルミ板を絶縁シートに一体化させた。この絶縁シートにおける銅箔を10×15mmのサイズでエッチングし、この部分に、トランジスタ(TO−220型 「C2233」)をハンダで固定し、アルミ板側に「1W/m・Kの放熱グリース」を適量塗布して、ここにヒートシンクを貼り付けた。そしてトランジスタにかける電圧と電流とを調整してトランジスタの消費電力が10〜40Wとなるようにして、トランジスタの放熱部の直下、及びアルミ板それぞれに取り付けた熱電対で温度を測定した。
トランジスタの放熱部の直下の温度から、アルミ板の温度を引き、それを電力で割り、その逆数から熱伝導率を算出した。この結果を表1に示す。

Claims (3)
- 無機フィラー(3)とポリマー成分(4)とを備えるポリマー組成物(2’)をシート状に成形してポリマーシートを形成するポリマーシート形成工程と、少なくとも2枚の該ポリマーシート(2a、2a’)を積層して熱プレスし2層以上のポリマー層(2b、2b’)を有する積層体(2c)を形成する熱プレス工程とを実施し、該積層体(2c)を備えてなる絶縁シートを形成する絶縁シートの製造方法であって、
前記ポリマー層(2b)の無機フィラー(3)を該ポリマー層(2b)から突き出させ得るように、最大粒径が該ポリマー層(2b)の厚さよりも大きな無機フィラー(3)を用いてポリマーシート(2a)を形成する前記ポリマーシート形成工程を実施し、前記熱プレスすることにより、前記ポリマーシート(2a)によって形成されるポリマー層(2b)から無機フィラー(3)を突き出させて、該無機フィラー(3)を該ポリマー層(2b)と共に前記積層体(2c)を形成するポリマー層(2b’)に挿入させる前記熱プレス工程を実施することを特徴とする絶縁シートの製造方法。 - 4体積%以上の前記無機フィラー(3)が、該無機フィラー(3)を有するポリマー層(2b)の厚さよりも大きな粒径を備えてなることを特徴とする請求項1記載の絶縁シートの製造方法。
- 前記積層体(2c)が、前記無機フィラー(3)を50〜65体積%含んでいることを特徴とする請求項1又は2記載の絶縁シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008267036A JP5688204B2 (ja) | 2008-10-16 | 2008-10-16 | 絶縁シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008267036A JP5688204B2 (ja) | 2008-10-16 | 2008-10-16 | 絶縁シートの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010094887A true JP2010094887A (ja) | 2010-04-30 |
| JP5688204B2 JP5688204B2 (ja) | 2015-03-25 |
Family
ID=42256930
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008267036A Active JP5688204B2 (ja) | 2008-10-16 | 2008-10-16 | 絶縁シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5688204B2 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019077859A (ja) * | 2017-10-23 | 2019-05-23 | 日東シンコー株式会社 | 樹脂組成物 |
| WO2020059463A1 (ja) | 2018-09-20 | 2020-03-26 | 日東シンコー株式会社 | 樹脂組成物 |
| WO2020080069A1 (ja) | 2018-10-16 | 2020-04-23 | 日東シンコー株式会社 | 樹脂組成物 |
| WO2020129776A1 (ja) | 2018-12-21 | 2020-06-25 | 日東シンコー株式会社 | 樹脂組成物 |
| WO2020145083A1 (ja) | 2019-01-07 | 2020-07-16 | 日東シンコー株式会社 | 樹脂組成物、該樹脂組成物の製造方法、及び、熱伝導性シート |
| WO2021117356A1 (ja) | 2019-12-10 | 2021-06-17 | 日東シンコー株式会社 | 樹脂組成物、及び、熱伝導性シート |
| JP2023154512A (ja) * | 2022-04-07 | 2023-10-20 | 日東シンコー株式会社 | 原板シート |
| WO2025192517A1 (ja) * | 2024-03-12 | 2025-09-18 | タツタ電線株式会社 | 熱伝導性フィルム |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04272954A (ja) * | 1991-02-27 | 1992-09-29 | Hitachi Chem Co Ltd | エポキシ樹脂組成物および絶縁構造物の製造法 |
| JP2003253136A (ja) * | 2002-03-05 | 2003-09-10 | Polymatech Co Ltd | 熱伝導性シート |
| JP2005116946A (ja) * | 2003-10-10 | 2005-04-28 | Shin Etsu Polymer Co Ltd | 放熱シートおよびその製造方法 |
| JP2006210597A (ja) * | 2005-01-27 | 2006-08-10 | Mitsubishi Electric Corp | 絶縁シートおよびその製造方法、並びに上記絶縁シートを用いたパワーモジュール |
| JP2008007590A (ja) * | 2006-06-28 | 2008-01-17 | Mitsui Chemicals Inc | 熱伝導性樹脂組成物およびその用途 |
| JP2008153430A (ja) * | 2006-12-18 | 2008-07-03 | Mitsubishi Electric Corp | 放熱基板並びに熱伝導性シートおよびこれらを用いたパワーモジュール |
-
2008
- 2008-10-16 JP JP2008267036A patent/JP5688204B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04272954A (ja) * | 1991-02-27 | 1992-09-29 | Hitachi Chem Co Ltd | エポキシ樹脂組成物および絶縁構造物の製造法 |
| JP2003253136A (ja) * | 2002-03-05 | 2003-09-10 | Polymatech Co Ltd | 熱伝導性シート |
| JP2005116946A (ja) * | 2003-10-10 | 2005-04-28 | Shin Etsu Polymer Co Ltd | 放熱シートおよびその製造方法 |
| JP2006210597A (ja) * | 2005-01-27 | 2006-08-10 | Mitsubishi Electric Corp | 絶縁シートおよびその製造方法、並びに上記絶縁シートを用いたパワーモジュール |
| JP2008007590A (ja) * | 2006-06-28 | 2008-01-17 | Mitsui Chemicals Inc | 熱伝導性樹脂組成物およびその用途 |
| JP2008153430A (ja) * | 2006-12-18 | 2008-07-03 | Mitsubishi Electric Corp | 放熱基板並びに熱伝導性シートおよびこれらを用いたパワーモジュール |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019077859A (ja) * | 2017-10-23 | 2019-05-23 | 日東シンコー株式会社 | 樹脂組成物 |
| WO2020059463A1 (ja) | 2018-09-20 | 2020-03-26 | 日東シンコー株式会社 | 樹脂組成物 |
| JP2020045452A (ja) * | 2018-09-20 | 2020-03-26 | 日東シンコー株式会社 | 樹脂組成物 |
| JP7231363B2 (ja) | 2018-09-20 | 2023-03-01 | 日東シンコー株式会社 | 樹脂組成物 |
| WO2020080069A1 (ja) | 2018-10-16 | 2020-04-23 | 日東シンコー株式会社 | 樹脂組成物 |
| WO2020129776A1 (ja) | 2018-12-21 | 2020-06-25 | 日東シンコー株式会社 | 樹脂組成物 |
| KR20210107643A (ko) | 2018-12-21 | 2021-09-01 | 닛토 신코 가부시키가이샤 | 수지 조성물 |
| WO2020145083A1 (ja) | 2019-01-07 | 2020-07-16 | 日東シンコー株式会社 | 樹脂組成物、該樹脂組成物の製造方法、及び、熱伝導性シート |
| WO2021117356A1 (ja) | 2019-12-10 | 2021-06-17 | 日東シンコー株式会社 | 樹脂組成物、及び、熱伝導性シート |
| JP2023154512A (ja) * | 2022-04-07 | 2023-10-20 | 日東シンコー株式会社 | 原板シート |
| JP7807289B2 (ja) | 2022-04-07 | 2026-01-27 | 日東シンコー株式会社 | 原板シート |
| WO2025192517A1 (ja) * | 2024-03-12 | 2025-09-18 | タツタ電線株式会社 | 熱伝導性フィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5688204B2 (ja) | 2015-03-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5688204B2 (ja) | 絶縁シートの製造方法 | |
| TWI526311B (zh) | 多層樹脂薄片及其製造方法,多層樹脂薄片硬化物之製造方法及高熱傳導樹脂薄片層合體及其製造方法 | |
| TWI462836B (zh) | 多層樹脂薄片、樹脂薄片層合體、多層樹脂薄片硬化物及其製造方法、附金屬箔之多層樹脂薄片、以及半導體裝置 | |
| CN102676105B (zh) | 高热传导性膜状接着剂,该接着剂用组合物,使用该接着剂的半导体封装件及其制造方法 | |
| CN106537524B (zh) | 绝缘片 | |
| CN103183926B (zh) | 树脂组合物及其片材和片材制法、布线板材料、布线板、光源部件及半导体装置 | |
| JP2009024126A (ja) | ポリマー組成物、熱伝導性シート、金属箔付高熱伝導接着シート、金属板付高熱伝導接着シート、金属ベース回路基板ならびにパワーモジュール | |
| JP2011216619A (ja) | 積層構造体及びその製造方法 | |
| JP2009049062A (ja) | 金属ベース回路用基板の製造方法及び金属ベース回路用基板 | |
| JP2009130251A (ja) | 絶縁層付きヒートシンクの製造方法 | |
| JPWO2019112048A1 (ja) | 積層体及び電子装置 | |
| JP2013254921A (ja) | 回路基板及び電子部品搭載基板 | |
| JP2015207666A (ja) | 金属ベース基板、金属ベース基板の製造方法、金属ベース回路基板および電子装置 | |
| JP2017028128A (ja) | パワーモジュール用基板、パワーモジュール用回路基板およびパワーモジュール | |
| JP6214336B2 (ja) | 絶縁シートの製造方法 | |
| JP2018134779A (ja) | 多層樹脂シート、多層樹脂シートの製造方法、多層樹脂シート硬化物、多層樹脂シート積層体、及び多層樹脂シート積層体硬化物 | |
| KR20240017803A (ko) | 수지 시트, 적층체, 및 반도체 장치 | |
| JP2009081253A (ja) | 絶縁シート | |
| CN107851624A (zh) | 功率模块用基板、功率模块用电路基板和功率模块 | |
| JP2010080611A (ja) | 半導体モジュール及び半導体モジュール製造方法 | |
| KR102879272B1 (ko) | 열전도성 시트, 적층체, 및 반도체 장치 | |
| JP6316610B2 (ja) | 混成集積回路基板の製造方法およびそれを用いた混成集積回路基板 | |
| JP2002270744A (ja) | リードフレームおよびその製造方法、ならびに熱伝導性基板の製造方法 | |
| JP6574628B2 (ja) | 絶縁放熱シートの製造方法、半導体モジュールの製造方法、及び、原料シート | |
| JP2015173232A (ja) | 半導体モジュール用熱伝導性シート、及び、半導体モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110914 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130318 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130329 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140207 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140401 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20141031 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150126 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5688204 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |