JP2010094761A - 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 - Google Patents
硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 Download PDFInfo
- Publication number
- JP2010094761A JP2010094761A JP2008266330A JP2008266330A JP2010094761A JP 2010094761 A JP2010094761 A JP 2010094761A JP 2008266330 A JP2008266330 A JP 2008266330A JP 2008266330 A JP2008266330 A JP 2008266330A JP 2010094761 A JP2010094761 A JP 2010094761A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- crystal
- coated
- tool
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Physical Vapour Deposition (AREA)
- Drilling Tools (AREA)
Abstract
【解決手段】超硬合金、サーメット、立方晶窒化ほう素基超高圧焼結体からなる基体表面に、(Cr,Al)N層を硬質被覆層として蒸着形成した表面被覆切削工具において、(Cr,Al)N層を組成式(CrXAl1−X)Nで表した場合、X=0.40〜0.70を満足する全体平均組成を有し、同時に、下部側(工具基体側)から上部側(表面側)に向うにしたがって、Xが1.0から0.3まで漸次減少する傾斜組成を有し、また、該層についてEBSDによる結晶方位解析を行った場合、表面研磨面の法線方向から0〜15度の範囲内に結晶方位<111>を有する結晶粒の面積割合が50%以上であり、また、隣り合う結晶粒同士のなす角θを測定した場合に、0<θ≦15゜の割合が50%以上である結晶配列を示す。
【選択図】図4
Description
さらに、硬質被覆層として、上記(Cr,Al)N層を形成した被覆工具において、硬質被覆層構成成分である、CrあるいはAlの層中濃度分布を制御することによって、重切削加工時の耐チッピング性の改善を図ることが知られている。
(a)上記の従来被覆工具は、例えば図3に概略説明図で示される物理蒸着装置の1種であるアークイオンプレーティング(AIP)装置に上記の工具基体を装着し、
装置内加熱温度:300〜500℃、
超硬基体に印加する直流バイアス電圧:−60〜−100V、
カソード電極:Cr−Al合金、
上記カソード電極とアノード電極間のアーク放電電流:60〜100A、
装置内窒素ガス圧力:1〜6Pa、
の条件(以下、通常条件という)で、硬質被覆層として上記の組成式:(CrXAl1−X)N(ただし、原子比で、Xは0.30〜0.60)を満足する(Cr,Al)N層[以下、従来(Cr,Al)N層という]を形成することにより製造される。
しかし、前記(Cr,Al)N層の形成を、例えば図2に概略説明図で示される物理蒸着装置の1種である圧力勾配型Arプラズマガンを利用したイオンプレーティング装置に上記の工具基体を装着し、
工具基体温度: 350〜500 ℃、
蒸発源:金属Al,金属Cr、
プラズマガン放電電力: 3〜12 kW、
窒素ガス流量: 50〜70 sccm、
装置内ガス圧力: 0.04〜0.08 Pa、
工具基体に印加する直流バイアス電圧: −5〜−10 V
の条件で、かつ、プラズマアシスト用のArプラズマガン放電電力を2〜4kWとし、基板にプラズマを照射して蒸着粒子のイオン化率を上げて蒸着を行い、さらに、蒸着の進行とともに、蒸発源である金属Alと金属Crに印加するプラズマガン放電電力を相対的に次第に変化させながら蒸着を行うと、この結果形成された(Cr,Al)N層[以下、改質(Cr,Al)N層という]は、改質(Cr,Al)N層の層厚方向に沿って、下部側(工具基体側)から上部側(表面側)に向うにしたがって、Alとの合量に占めるCr含有割合X(原子比)が漸次減少する傾斜組成を有するようになること。
さらに、前記表面研磨面の法線方向に対して0〜15度の範囲内に、結晶方位<111>が存在する結晶粒の面積割合、また、結晶粒界の角度分布における小角粒界の割合は、基体の温度、バイアス電圧、窒素ガス流量、プラズマアシスト条件によって変化すること。
基体の温度: 350〜500 ℃
バイアス電圧: −5〜−10 V
窒素ガス流量: 50〜70 sccm
プラズマガン放電電力: 3〜12 kW
プラズマアシスト条件:Arプラズマガンの放電電力 2〜4 kW
のように調整することによって、表面研磨面の法線に対して0〜15度の範囲内に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上を占め、また、結晶粒界の角度分布において、0<θ≦15°の割合が全粒界の50%以上を占めるという結晶配列を示すようになること。
さらに、蒸着時間の経過にともなって、金属Al、金属Crの何れか一方に対するプラズマガン放電電力を相対的に変化・調整することにより、その変化・調整パターンに応じて、層厚方向に沿って所望の傾斜組成(成分濃度勾配)を有する非均質組成の硬質被覆層を形成することもできる。
いずれにしても、蒸着形成時の基体の温度、バイアス電圧、窒素ガス流量、プラズマアシスト条件等を調整することによって、所望結晶形態、粒界特性の硬質膜を蒸着形成することができると同時に、プラズマガン放電電力等を調整することによって、所望全体平均組成、所望傾斜組成(濃度勾配)の硬質膜を蒸着形成することができ、また、これらを調整することによって、切刃に対して機械的高負荷が作用する重切削加工において、すぐれた耐欠損性、耐摩耗性を発揮する硬質被覆層を備えた被覆工具を提供することができる。
以上(a)〜(d)に示される知見を得たのである。
「 超硬合金、サーメットあるいは立方晶窒化ほう素基超高圧焼結体からなる工具基体の表面に、平均層厚0.5〜10μmのCrとAlの複合窒化物層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、
(a)上記CrとAlの複合窒化物層を、
組成式:(CrX Al1−X )N
で表した場合、
上記CrとAlの複合窒化物層全体としては、Crの含有割合X(但し、Xは原子比)は、0.40〜0.70を満足する全体平均組成を有し、同時に、上記CrとAlの複合窒化物層の層厚方向に沿って、下部側(工具基体側)から上部側(表面側)に向うにしたがって、層中のCr含有割合Xが、1.0から0.3まで漸次減少する傾斜組成を有し、
(b)また、上記CrとAlの複合窒化物層について、電子線後方散乱回折装置を用いて個々の結晶粒の結晶方位を解析し、
(イ)表面研磨面の法線方向に対する前記結晶粒の結晶方位<111>がなす傾斜角を測定し、前記測定傾斜角のうち、法線方向に対して0〜55度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、0〜15度の範囲内の傾斜角区分に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上である結晶配向を示し、
(ロ)結晶粒界を構成する隣り合う結晶粒同士のなす角を測定した場合、前記なす角が0度を超え15度以下である小角粒界の割合が全粒界の50%以上を示す、
上記(a)、(b)を満足するCrとAlの複合窒化物層からなる硬質被覆層を蒸着形成したことを特徴とする表面被覆切削工具。」
に特徴を有するものである。
まず、上記(Cr,Al)N層を、
組成式:(CrX Al1−X )N
で表した場合に、層全体としての全体平均組成を表すCr成分の含有割合を示すX値がAl成分との合量に占める割合(原子比)で0.40未満になると、相対的にAlの割合が多くなり過ぎて、層全体としての高温強度の低下は避けられず、この結果チッピングなどが発生し易くなり、一方Crの割合を示すX値が同0.70を越えると、相対的にAlの割合が少なくなり過ぎて、所望のすぐれた高温特性を確保することができず、摩耗促進の原因となることから、X値を0.40〜0.70と定めた。
蒸着における上記傾斜組成(濃度勾配)の形成は、蒸着時間の経過(蒸着膜の成長)に応じて、金属Al、金属Crの少なくとも何れか一方に印加するプラズマガン放電電力を相対的に変化・調整することにより行うことができる。
つまり、蒸着開始時には、CrNの組成(即ち、X=1.0)からなる蒸着膜が下部側(工具基体側)に形成されるように、蒸発源のうちの金属Crへのプラズマガン放電電力を12kWに調整して照射し、Cr蒸気のみを形成し、蒸着の進行とともに、金属Crへのプラズマガン放電電力を徐々に小さくし、蒸発源である金属Alへのプラズマガン放電電力を3kWに調整して同時に照射し、蒸着終了時には、蒸発源である金属Cr、金属Alへのプラズマガン放電電力を調整し、上部側(表面側)に実質的に(Cr0.3 Al0.7 )N層(即ち、X=0.3)が蒸着形成されるようにする。
改質(Cr,Al)N層の下部側(工具基体側)では、実質的にCrN層で形成されている(X=1.0)ことから、十分な高温強度が保持され、耐チッピング性、耐欠損性が高められ、一方、上部側(表面側)は、Al含有割合が比較的高い(X=0.3)ため、十分な高温硬さ、耐熱性(高温特性)を維持し、その結果、耐摩耗性が担保される。そして、改質(Cr,Al)N層は、その下部側(工具基体側)及びその上部側(表面側)で、相異なる皮膜特性を有するにも拘らず、組成は連続的な変化を示し、組成の不連続領域が存在しないため、改質(Cr,Al)N層全体としてすぐれた皮膜強度を有し、切刃部に対し、高送り、高切込みによる高負荷が作用する重切削においても、皮膜の欠損、剥離等を生じることはない。
ただ、改質(Cr,Al)N層からなる硬質被覆層の平均層厚が0.5μm未満では、所望の耐摩耗性を確保するのに不十分であり、一方、その平均層厚が10μmを越えると、皮膜の剥離やチッピングが発生し易くなることから、その平均層厚を0.5〜10μmと定めた。
基体の温度: 350〜500 ℃
バイアス電圧: −5〜−10 V
窒素ガス流量: 50〜70 sccm
プラズマアシスト条件:Arプラズマガンの放電電力 2〜4 kW
とすることによって、(Cr,Al)N層の表面研磨面の法線に対して0〜15度の範囲内に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上を占め、また、結晶粒界の角度分布において、0°<θ≦15°の割合が全粒界の50%以上を占めるという結晶配列を示す(Cr,Al)N層を得ることができる。
しかし、法線に対して0〜15度の範囲内に結晶方位<111>が存在する結晶粒の面積割合が50%未満、あるいは、結晶粒界の角度分布において、0°<θ≦15°の割合が全粒界の50%未満となった場合には、(Cr,Al)N層に前記の結晶配列を付与することはできず、その結果、被覆工具にすぐれた耐欠損性を期待することはできない。
被削材:JIS・SCM440の丸棒、
切削速度: 260 m/min.、
切り込み: 2.5 mm、
送り: 0.36 mm/rev.、
切削時間: 5 分、
の条件(切削条件A1という)での合金鋼の乾式連続重切削加工試験(通常の切り込み及び送りは、それぞれ、1.5mm、0.20mm/rev.)、
を行い、切刃の逃げ面摩耗幅を測定した。
被削材:JIS・SNCM439の丸棒、
切削速度: 290 m/min.、
切り込み: 4.0 mm、
送り: 0.36 mm/rev.、
切削時間: 3 分、
の条件(切削条件A2という)での合金鋼の乾式連続重切削加工試験(通常の切り込み及び送りは、それぞれ、2.0mm、0.20mm/rev.)、
を行い、切刃の逃げ面摩耗幅を測定した。
上記切削加工試験A1,A2の測定結果を表5に示した。
[切削条件B1]
被削材:JIS・SCr420の浸炭焼入れ材の丸棒、
切削速度: 270 m/min.、
切り込み: 0.35 mm、
送り: 0.27 mm/rev.、
切削時間: 5 分、
の条件での焼入れ合金鋼の乾式連続重切削加工試験(通常の切り込み及び送りは、それぞれ、0.15mm、0.15mm/rev.)、
[切削条件C1]
被削材:JIS・SCM415の浸炭焼入れ材の丸棒、
切削速度: 285 m/min.、
切り込み: 0.28 mm、
送り: 0.24 mm/rev.、
切削時間: 3 分、
の条件での焼入れ合金鋼の乾式連続重切削加工試験(通常の切り込み及び送りは、それぞれ、0.15mm、0.15mm/rev.)、
を行い、いずれの切削加工試験でも切刃の逃げ面摩耗幅(mm)を測定した。この測定結果を表9に示した。
本発明被覆エンドミル1〜3および従来被覆エンドミル1〜3については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SKD61の板材、
切削速度: 125 m/min.、
溝深さ(切り込み): 1.5 mm、
テーブル送り: 1480 mm/min.、
の条件でのダイス鋼の乾式高送り溝切削加工試験(通常の切り込みおよび送りは、それぞれ、1.0mm、350mm/min.)、
本発明被覆エンドミル4〜6および従来被覆エンドミル4〜6については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SUS304の板材、
切削速度: 116 m/min.、
溝深さ(切り込み): 3.5 mm、
テーブル送り: 1400 mm/min.、
の条件でのステンレス鋼の乾式高送り溝切削加工試験(通常の切り込みおよび送りは、それぞれ、1.5mm、350mm/min.)、
本発明被覆エンドミル7,8および従来被覆エンドミル7,8については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SNCM439の板材、
切削速度: 186 m/min.、
溝深さ(切り込み): 7 mm、
テーブル送り: 1560 mm/min.、
の条件での合金鋼の乾式高送り溝切削加工試験(通常の切り込みおよび送りは、それぞれ、4mm、720mm/min.)、
をそれぞれ行い、いずれの溝切削加工試験でも切刃部の外周刃の逃げ面摩耗幅が使用寿命の目安とされる0.1mmに至るまでの切削溝長を測定した。この測定結果を表11にそれぞれ示した。
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SS400の板材、
切削速度: 133 m/min.、
送り: 0.26 mm/rev.、
穴深さ: 6 mm
の条件での軟鋼の湿式高送り穴あけ切削加工試験(通常の送りは、0.12mm/rev.)、
本発明被覆ドリル4〜6および従来被覆ドリル4〜6については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SUS316の板材、
切削速度: 75 m/min.、
送り: 0.18 mm/rev.、
穴深さ: 10 mm
の条件でのステンレス鋼の湿式高送り穴あけ切削加工試験(通常の送りは、0.10mm/rev.)、
本発明被覆ドリル7,8および従来被覆ドリル7,8については、
被削材:平面寸法:100mm×250mm、厚さ:50mmのJIS・SCMnH2の板材、
切削速度: 75 m/min.、
送り: 0.16 mm/rev.、
穴深さ: 20 mm
の条件での高マンガン鋼の湿式高送り穴あけ切削加工試験(通常の送りは、0.10mm/rev.)、
をそれぞれ行い、いずれの湿式穴あけ切削加工試験(水溶性切削油使用)でも先端切刃面の逃げ面摩耗幅が0.3mmに至るまでの穴あけ加工数を測定した。この測定結果を表12に示した。
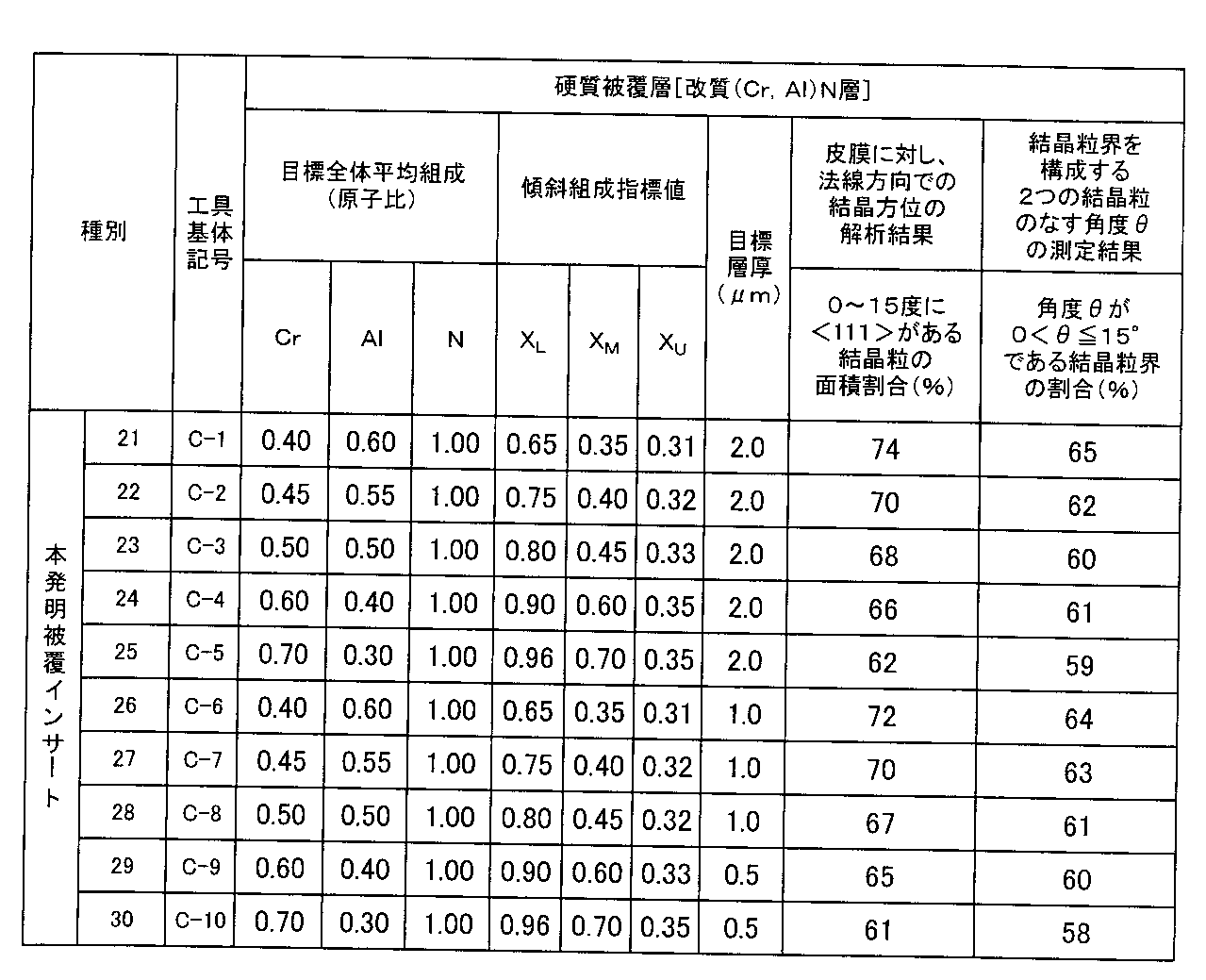
まず、改質(Cr,Al)N層の全体平均組成は、全層厚の領域における組成を測定し、この値を全体平均組成として求めた。
また、改質(Cr,Al)N層の傾斜組成については、該層の層厚をt(μm)とした場合、該層の下部側(工具基体側)からt/5(μm)の厚さ領域におけるCr含有割合の値XL(5点測定の平均値)と、該層の下部側(工具基体側)から2t/5(μm)〜3t/5(μm)の厚さ領域(層厚方向中間領域)におけるCr含有割合の値XM(5点測定の平均値)と、該層の上部側(表面側)からt/5(μm)の厚さ領域におけるCr含有割合の値XU(5点測定の平均値)を測定し、これらXL,XM,XUの値を傾斜組成指標値とした。即ち、この発明では、改質(Cr,Al)N層のXL,XM,XUの各指標値は、1.0≧XL>XM>XU≧0.3を満足することが必要である。
また、従来(Cr,Al)N層の平均組成は、改質(Cr,Al)N層の場合と同様、全層厚の領域における組成を測定し、この値を平均組成として求めた。
上記で求められた改質(Cr,Al)N層の全体平均組成、傾斜組成は、目標全体平均組成、目標傾斜組成と実質的に同じ組成であり、また、従来(Cr,Al)N層の平均組成も、目標平均組成と実質的に同じ組成を示した。
また、図5には、従来被覆工具1の従来(Cr,Al)N層の表面研磨面の法線方向に対する結晶方位<111>の測定傾斜角分布と、結晶粒界の角度分布を示す。
上記図4と図5との比較からも明らかなように、改質(Cr,Al)N層では(111)面の高配向性と小角粒界比率の高い結晶組織を示すのに対して、従来(Cr,Al)N層では、結晶粒界性格において、特段の特徴あるものとなっていない結晶組織を有していることが明らかである。
Claims (1)
- 超硬合金、サーメットあるいは立方晶窒化ほう素基超高圧焼結体からなる工具基体の表面に、平均層厚0.5〜10μmのCrとAlの複合窒化物層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、
(a)上記CrとAlの複合窒化物層を、
組成式:(CrX Al1−X )N
で表した場合、
上記CrとAlの複合窒化物層全体としては、Crの含有割合X(但し、Xは原子比)は、0.40〜0.70を満足する全体平均組成を有し、同時に、上記CrとAlの複合窒化物層の層厚方向に沿って、下部側(工具基体側)から上部側(表面側)に向うにしたがって、層中のCr含有割合Xが、1.0から0.3まで漸次減少する傾斜組成を有し、
(b)また、上記CrとAlの複合窒化物層について、電子線後方散乱回折装置を用いて個々の結晶粒の結晶方位を解析し、
(イ)表面研磨面の法線方向に対する前記結晶粒の結晶方位<111>がなす傾斜角を測定し、前記測定傾斜角のうち、法線方向に対して0〜55度の範囲内にある測定傾斜角を0.25度のピッチ毎に区分して各区分内に存在する度数を集計した場合、0〜15度の範囲内の傾斜角区分に結晶方位<111>が存在する結晶粒の面積割合が結晶粒全面積の50%以上である結晶配向を示し、
(ロ)結晶粒界を構成する隣り合う結晶粒同士のなす角を測定した場合、前記なす角が0度を超え15度以下である小角粒界の割合が全粒界の50%以上を示す、
上記(a)、(b)を満足するCrとAlの複合窒化物層からなる硬質被覆層を蒸着形成したことを特徴とする表面被覆切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008266330A JP5287123B2 (ja) | 2008-10-15 | 2008-10-15 | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008266330A JP5287123B2 (ja) | 2008-10-15 | 2008-10-15 | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010094761A true JP2010094761A (ja) | 2010-04-30 |
| JP5287123B2 JP5287123B2 (ja) | 2013-09-11 |
Family
ID=42256817
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008266330A Expired - Fee Related JP5287123B2 (ja) | 2008-10-15 | 2008-10-15 | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5287123B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011194535A (ja) * | 2010-03-23 | 2011-10-06 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
| JP2011218542A (ja) * | 2010-03-23 | 2011-11-04 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
| WO2017061328A1 (ja) * | 2015-10-07 | 2017-04-13 | 株式会社タンガロイ | 被覆切削工具 |
| WO2023022230A1 (ja) * | 2021-08-19 | 2023-02-23 | 株式会社Moldino | 被覆工具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006021257A (ja) * | 2004-07-06 | 2006-01-26 | Mitsubishi Materials Corp | 潤滑被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具 |
| JP2008080476A (ja) * | 2006-09-01 | 2008-04-10 | Mitsubishi Materials Corp | 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 |
| JP2008188734A (ja) * | 2007-02-06 | 2008-08-21 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
-
2008
- 2008-10-15 JP JP2008266330A patent/JP5287123B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006021257A (ja) * | 2004-07-06 | 2006-01-26 | Mitsubishi Materials Corp | 潤滑被覆層がすぐれた耐摩耗性を発揮する表面被覆超硬合金製切削工具 |
| JP2008080476A (ja) * | 2006-09-01 | 2008-04-10 | Mitsubishi Materials Corp | 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆切削工具 |
| JP2008188734A (ja) * | 2007-02-06 | 2008-08-21 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
Non-Patent Citations (1)
| Title |
|---|
| JPN6009046136; M. Dopita, D. Rafaja, Ch. Wustefeld, M. Ruzicka, V. Klemm, D. Heger, G. Schreiber and M. Sima: 'Interplay of microstructural features in Cr1-xAlxN and Cr1-x-yAlxSiyN nanocomposite coatings deposit' Surface and Coatings Technology volume 202, Issue 14,15, 20080415, p̀ * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011194535A (ja) * | 2010-03-23 | 2011-10-06 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
| JP2011218542A (ja) * | 2010-03-23 | 2011-11-04 | Mitsubishi Materials Corp | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 |
| WO2017061328A1 (ja) * | 2015-10-07 | 2017-04-13 | 株式会社タンガロイ | 被覆切削工具 |
| JPWO2017061328A1 (ja) * | 2015-10-07 | 2017-10-05 | 株式会社タンガロイ | 被覆切削工具 |
| WO2023022230A1 (ja) * | 2021-08-19 | 2023-02-23 | 株式会社Moldino | 被覆工具 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5287123B2 (ja) | 2013-09-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5287125B2 (ja) | 硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具 | |
| JP5099586B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5036338B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5035956B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5207109B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5182501B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5207105B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5287123B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5287126B2 (ja) | 硬質被覆層がすぐれた耐欠損性、耐摩耗性を発揮する表面被覆切削工具 | |
| JP2009090395A (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5287124B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5152690B2 (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5239292B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2009214196A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2009220239A (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5309733B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5239392B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5239296B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5099587B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2009090396A (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5239324B2 (ja) | 重切削加工で硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5287019B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5240498B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP5168552B2 (ja) | 硬質被覆層がすぐれた耐欠損性を発揮する表面被覆切削工具 | |
| JP2006181653A (ja) | 硬質被覆層が断続重切削ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130305 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130412 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130507 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130520 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5287123 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |