JP2010089474A - ブラダー反転装置およびそれを用いたブラダーのタイヤ加硫装置への取付け方法 - Google Patents
ブラダー反転装置およびそれを用いたブラダーのタイヤ加硫装置への取付け方法 Download PDFInfo
- Publication number
- JP2010089474A JP2010089474A JP2008283658A JP2008283658A JP2010089474A JP 2010089474 A JP2010089474 A JP 2010089474A JP 2008283658 A JP2008283658 A JP 2008283658A JP 2008283658 A JP2008283658 A JP 2008283658A JP 2010089474 A JP2010089474 A JP 2010089474A
- Authority
- JP
- Japan
- Prior art keywords
- bladder
- reversing
- attaching
- bead ring
- ring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Landscapes
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】ブラダー反転装置は、電磁マグネットが設けられた反転体と、反転体を反転させる第一駆動手段と、反転体に連結された第二駆動手段と、ブラダーを昇降させる昇降台を有するリフターと、第一および第二の駆動手段の制御手段とを備え、リフターの昇降台は反転体を回避して上昇可能な形状に形成され、上側にビードリングが取付けられたブラダーのビードリングを電磁マグネットに吸着させ、反転体を反転させた後に電磁マグネットによるビードリングの吸着を解除し、昇降台を上昇させてブラダーを再びリフターに載置し、下降させるように構成されている。
【選択図】 図1
Description
タイヤ加硫装置のブラダー組替工程において使用されるブラダー反転装置であって、
電磁マグネットが設けられた反転体と、
前記反転体を上下に反転させる第一駆動手段と、
前記反転体に連結され、前記反転体を前記ブラダーの組替位置に進入させかつ前記組替位置から退避させる第二駆動手段と、
前記組替位置に設置され、前記ブラダーを昇降させる昇降台を有するリフターと、
前記第一および第二の駆動手段の制御手段とを備え、
前記リフターの昇降台は、前記組替位置に進入した前記反転体と平面視において重複部分がなく前記反転体を回避して上昇可能な形状に形成され、
前記反転体を前記組替位置に進入させて前記電磁マグネットに、前記ブラダーの上側に取付けられたビードリングを吸着させ、
前記反転体を反転させた後に前記電磁マグネットによる前記ビードリングの吸着を解除し、前記昇降台を上昇させて前記ブラダーを再び前記リフターに載置し、
前記反転体を前記組替位置から退避させて前記昇降台を下降させて前記ブラダーの反転を完了させるように構成されていることを特徴とする。
ブラダーの組替位置の床面上に立設され、かつ、前記ブラダー内に挿通されて前記ブラダーを保持する治具シャフトを用いて前記ブラダーの組替えを行うタイヤ加硫装置のブラダー組替工程において使用されるブラダー反転装置であって、
チャックが設けられた反転体と、
前記反転体を上下に反転させる第一駆動手段と、
前記反転体に連結され、前記反転体を前記ブラダーの組替位置に進入させかつ前記組替位置から退避させる第二駆動手段と、
前記反転体を昇降させる昇降手段と、
前記第一駆動手段、前記第二駆動手段および前記昇降手段の制御手段とを備え、
前記反転体を前記組替位置に進入させて前記チャックで前記ブラダーの上側から突出する前記治具シャフトをつかみ、
前記反転体を反転させた後に前記治具シャフトを前記チャックから開放して前記ブラダーの反転を完了させるように構成されていることを特徴とする。
前記の第1のブラダー反転装置を用いたブラダーのタイヤ加硫装置への取付け方法であって、
前記ブラダーを前記昇降台に載置するブラダー載置工程と、
前記ブラダーの上側に前記ビードリングを取付けるビードリング取付け工程と、
前記反転体を前記組替位置に進入させて前記ブラダーの上方に位置させ、前記電磁マグネットに前記ビードリングを吸着させるビードリング吸着工程と、
前記反転体を反転させる反転体反転工程と、
前記電磁マグネットによる前記ビードリングの吸着を解除させるビードリング吸着解除工程と、
前記昇降台を上昇させて前記反転体から前記昇降台に前記ブラダーを受渡すブラダー受渡し工程と、
前記反転体を退避させた後、前記昇降台を下降させる昇降台下降工程と、
前記ブラダーの上側にクランプリングを取付けるクランプリング取付け工程と、
前記ブラダーを前記タイヤ加硫装置に取付けるブラダー取付け工程と
を備えたことを特徴とする。
前記の第2のブラダー反転装置を用いたブラダーのタイヤ加硫装置への取付け方法であって、
前記治具シャフトに係止されるアッパーリングにより前記ブラダーを吊設することにより前記ブラダーを保持するブラダー保持工程と、
前記ブラダーの上側に前記ビードリングを取付けるビードリング取付け工程と、
前記反転体を前記組替位置に進入させて前記ブラダーの上方に位置させた後、前記反転体を降下させて前記チャックで前記治具シャフトをつかむ治具シャフト保持工程と、
前記反転体を前記治具シャフトと共に反転させる反転体反転工程と、
前記治具シャフトを前記チャックから開放した後、前記ブラダーから前記治具シャフトを引き抜く治具シャフト除去工程と、
前記ブラダーの上側にアッパーリングを取付けるアッパーリング取付け工程と、
前記ブラダーを前記タイヤ加硫装置に取付けるブラダー取付け工程と
を備えたことを特徴とする。
本実施の形態は、BOM型のタイヤ加硫装置における実施の形態である。
(1)本実施の形態に係るブラダー反転装置について
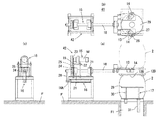
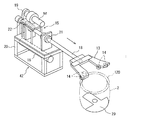
最初に、本実施の形態に係るブラダー反転装置の概要につき、図1、図2を用いて説明する。図1は本実施の形態に係るブラダー反転装置の概要を示す(a)正面図、(b)平面図および(c)側面図であり、ブラダー反転装置41はブラダー反転機42とリフター17とで構成されている。また、図2は前記ブラダー反転機42の概要を示す斜視図である。以下、各構成に分けて説明する。なお、図1、図2においては、図面が煩雑になるのを防ぐために符号の一部を省略してある。また、本発明における組替工程とは組立工程をも含む概念である。
図1および図2に示すように、ブラダー反転機42には、電磁マグネット14が取付けられた反転体13と、反転体13を上下に反転させる第一駆動手段15と、反転体13をブラダー2の組替位置に進入させかつ前記組替位置から退避させる第二駆動手段16と、第一及び第二の駆動手段15、16の制御手段(図示せず)とが設けられている。
次にリフターについて説明する。図1に示すように、リフター17は、床Fに設けられたピット(収容部)F1に設けられており、下降時にはピットF1内に収容されている。昇降台29は中央部に円形の穴を有する略T字状であり、T字の中心線下方に流体圧シリンダー31および昇降ガイド30が設けられている。昇降台29は、ブラダー2を安定的に載置することができるサイズを有しており、流体圧シリンダー31の伸長、収縮に伴って上昇、下降する。
(イ)電磁マグネットにより吸着した状態で上下に反転させる機構を採用したこと、
(ロ)シリンダーロッドの伸長、収縮という簡便な手段により反転体を組替位置に進入および前記組替位置から退避させる構成にしたこと、
(ハ)反転体と接触することなく上昇可能なリフターを採用したこと
により、複雑な機構を必要とせず、小型で低コストのブラダー反転装置を提供することができる。さらに、本実施の形態においては、反転軸にシンプルなロータリーボールスプラインを採用しているため、より小型化が可能となる。
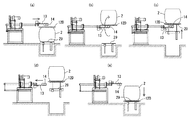
次に、本実施の形態に係るブラダーのタイヤ加硫装置への取付け方法につき、図3〜図5を用い、工程を分けて説明する。図3は、ビードリング取付け工程を説明する正面模式図であり、図4は、本実施の形態に係るブラダーのタイヤ加硫装置への取付け方法の内、ブラダーを反転させる各工程の概要を説明する正面図であり、図5はブラダー反転後の昇降台29と反転体13の動作を説明する斜視図である。なお、図3〜図5においても、図面が煩雑になるのを防ぐために符号の一部を省略してある。
最初に、ブラダー2に下ビードリング12Dを取付ける工程を説明する。まず、図3(a)に示すように、下クランプリング12Bの中央部に設けられた円形の穴12Hの中心と、昇降台29の中央部に設けられた穴29Hの中心の位置が同じになるように、昇降台29上に下クランプリング12Bを配置する。
次に、図4(a)に示すように、反転体13を組替位置に進入させてブラダー2の上側に位置させた後、昇降台29を僅かに上昇させて下ビードリング12Dを電磁マグネット14に接触させながら反転体13に吸着させる。
次に、図4(b)に示すように、昇降台29を下降させて昇降台29を退避させた後に、ブラダー2が上下逆になるように反転体13を反転させる(図5(a)参照)。これにより、下ビードリング12Dがブラダー2の下側に位置することとなる。
次に、図4(c)に示すように、電磁マグネット14による下ビードリング12Dの吸着を解除させた後、昇降台29を上昇させて反転体13を通過させ、反転体13よりも上方に位置させることにより、反転体13からリフターの昇降台29にブラダー2を受渡す(図5(b)参照)。
次に、図4(d)に示すように反転体13を組替位置から退避させる。反転体13の退避は、昇降台29を反転体13との干渉回避位置まで下降させた後行われる。その後、図4(e)に示すようにブラダー2を載置した昇降台29を再び下降させる(図5(c)参照)。
次に、下降したブラダー2の上側に上クランプリング(図示せず)を取付ける。その後、図6に示すように、上モールドに上ビードリングを組み込む。
次に、ブラダー2をタイヤ加硫装置に取付け、ブラダー2の組替作業を完了する。
本実施の形態は、AFV型のタイヤ加硫装置における実施の形態である。
(1)本実施の形態に係るブラダー反転装置について
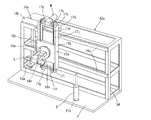
最初に、本実施の形態に係るブラダー反転装置の概要につき、図7〜図9を用いて説明する。図7は本実施の形態に係るブラダー反転装置の概要を示す(a)正面図、(b)平面図および(c)側面図であり、図8はブラダー反転装置を構成する反転体の概要を示す(a)正面図および(b)平面図であり、図9は前記ブラダー反転装置の概要を示す斜視図である。以下、各構成に分けて説明する。なお、図7〜図9においては、図面が煩雑になるのを防ぐために符号の一部を省略してある。また、本発明における組替工程とは組立工程をも含む概念である。
(イ)ブラダー2Aを保持するための治具シャフトSを利用して反転させる機構を採用したこと、
(ロ)シリンダーロッドの伸長、収縮という簡便な手段により反転体を組替位置に進入および前記組替位置から退避させる構成にしたこと、
により、複雑な機構を必要とせず、小型で低コストのブラダー反転装置を提供することができる。さらに、反転軸にロータリーボールスプライン方式(スプライン軸)を採用することで、第1の実施の形態と同様に、より小型化が可能となる。
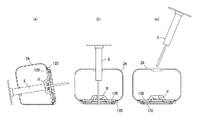
次に、本実施の形態に係るブラダーのタイヤ加硫装置への取付け方法につき、図9〜図14を用い、工程を分けて説明する。図10〜図14は、本実施の形態に係るブラダーのタイヤ加硫装置への取付け方法の内、ブラダー2Aを反転させる各工程における概要を説明する正面図である。なお、図10〜図14においても、図面が煩雑になるのを防ぐために符号の一部を省略してある。
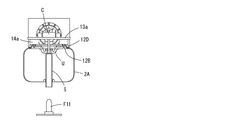
最初に、ブラダー2Aに下ビードリング12Dを取付ける工程を説明する。まず、図9に示すように、ブラダー反転装置42aの床Fの突起F11に治具シャフトSの下部に設けられた凹部を嵌め込むことにより、組替え位置に治具シャフトSを立設させる。なお、このときブラダー反転装置の反転体13aを組替え位置から退避させている。
次に、図10に示すように、第二駆動手段を用いて反転体13aを組替位置に進入させてブラダー2Aの上方に位置させ、昇降手段を用いて反転体13aを降下させる。その後、反転体13aのチャックCで治具シャフトSをつかむと共に下ビードリング12Dを電磁マグネット14aに吸着させる。
次に、図11に示すように、反転体13aを上昇させて治具シャフトSを浮かせることにより、治具シャフトSをブラダーの反転装置の突起F11から離脱させる。その後、図12に示すようにブラダー2Aの上下が逆になるように、反転体13aを治具シャフトSと共に反転させる。これにより、下ビードリング12Dがブラダー2Aの下側に位置することとなる。
次に、治具シャフトSをチャックから開放し、ブラダー2Aから治具シャフトSを引き抜く。なお、このとき、電磁マグネット14aによる下ビードリング12Dの吸着は解除されており、アッパーリングUの係止も解除されている。
次に、図13に示すように、ブラダーの中で自由に動くアッパーリングUを反転させて、ブラダー2Aの上側に取付ける。
次に、アッパーリングUに吊下げボルトBを取り付け、ホイスト(図示省略)等を用いてブラダー2Aを移動させる。
次に、図14に示すように、ブラダー2Aをタイヤ加硫装置に取付け、ブラダー2Aの組替作業を完了する。
このように、本発明によれば、複雑な機構を必要とせず、小型で低コストのブラダー反転装置を提供することができ、ブラダー組替作業において作業者に大きな負担をかけることもなく作業性を向上させることができる。また、このブラダー反転装置を用いてブラダーをタイヤ加硫装置へ取付けることにより、品質の安定した製品タイヤを提供することができる。
2、2A ブラダー
3 上部サイドプレート
4 下部サイドプレート
5 上モールド
6 下モールド
7 センターモールド
8 タイヤプロファイル面
9 セクターピース
10 バックセグメント
11 ガイド手段
12A 上クランプリング
12B 下クランプリング
12C 上ビードリング
12D 下ビードリング
12H 下クランプリングの中央部に設けられた穴
13、13a 反転体
14、14a 電磁マグネット
15、15a 第一駆動手段
15b 保持体
16、16a 第二駆動手段
16b 流体圧シリンダー
16c 横レール
16A、16d シリンダーロッド
17 リフター
17a 昇降手段
17b レールフレーム
17c 伝達機構部
17d 縦レール
17e 上フレーム
17f 下フレーム
17g 回転軸
17h、17i スプロケット
17j チェーン
18、18a 反転軸
19 伝達機構部
20 支持台
21 軸受
22 モータ固定台
23、24 スプロケット
25 チェーン
26、26a 長穴
27、27b 固着具
28 連結体
29 昇降台
29H 昇降台の中央部に設けられた穴
30 昇降ガイド
31、32 流体圧シリンダー
32T 流体圧シリンダーの先端部
33 ブラダー検出手段
33a 接触子
33b 接触スイッチ
33c ばね
34 支持フレーム
41、42a ブラダー反転装置
42 ブラダー反転機
B 吊下げボルト
C チャック
F 床
F1 ピット
F11 突起
M モータ
S 治具シャフト
U アッパーリング
Claims (4)
- タイヤ加硫装置のブラダー組替工程において使用されるブラダー反転装置であって、
電磁マグネットが設けられた反転体と、
前記反転体を上下に反転させる第一駆動手段と、
前記反転体に連結され、前記反転体を前記ブラダーの組替位置に進入させかつ前記組替位置から退避させる第二駆動手段と、
前記組替位置に設置され、前記ブラダーを昇降させる昇降台を有するリフターと、
前記第一および第二の駆動手段の制御手段とを備え、
前記リフターの昇降台は、前記組替位置に進入した前記反転体と平面視において重複部分がなく前記反転体を回避して上昇可能な形状に形成され、
前記反転体を前記組替位置に進入させて前記電磁マグネットに、前記ブラダーの上側に取付けられたビードリングを吸着させ、
前記反転体を反転させた後に前記電磁マグネットによる前記ビードリングの吸着を解除し、前記昇降台を上昇させて前記ブラダーを再び前記リフターに載置し、
前記反転体を前記組替位置から退避させて前記昇降台を下降させて前記ブラダーの反転を完了させるように構成されていることを特徴とするブラダー反転装置。 - ブラダーの組替位置の床面上に立設され、かつ、前記ブラダー内に挿通されて前記ブラダーを保持する治具シャフトを用いて前記ブラダーの組替えを行うタイヤ加硫装置のブラダー組替工程において使用されるブラダー反転装置であって、
チャックが設けられた反転体と、
前記反転体を上下に反転させる第一駆動手段と、
前記反転体に連結され、前記反転体を前記ブラダーの組替位置に進入させかつ前記組替位置から退避させる第二駆動手段と、
前記反転体を昇降させる昇降手段と、
前記第一駆動手段、前記第二駆動手段および前記昇降手段の制御手段とを備え、
前記反転体を前記組替位置に進入させて前記チャックで前記ブラダーの上側から突出する前記治具シャフトをつかみ、
前記反転体を反転させた後に前記治具シャフトを前記チャックから開放して前記ブラダーの反転を完了させるように構成されていることを特徴とするブラダー反転装置。 - 請求項1に記載のブラダー反転装置を用いたブラダーのタイヤ加硫装置への取付け方法であって、
前記ブラダーを前記昇降台に載置するブラダー載置工程と、
前記ブラダーの上側に前記ビードリングを取付けるビードリング取付け工程と、
前記反転体を前記組替位置に進入させて前記ブラダーの上方に位置させ、前記電磁マグネットに前記ビードリングを吸着させるビードリング吸着工程と、
前記反転体を反転させる反転体反転工程と、
前記電磁マグネットによる前記ビードリングの吸着を解除させるビードリング吸着解除工程と、
前記昇降台を上昇させて前記反転体から前記昇降台に前記ブラダーを受渡すブラダー受渡し工程と、
前記反転体を退避させた後、前記昇降台を下降させる昇降台下降工程と、
前記ブラダーの上側にクランプリングを取付けるクランプリング取付け工程と、
前記ブラダーを前記タイヤ加硫装置に取付けるブラダー取付け工程と
を備えたことを特徴とするブラダーのタイヤ加硫装置への取付け方法。 - 請求項2に記載のブラダー反転装置を用いたブラダーのタイヤ加硫装置への取付け方法であって、
前記治具シャフトに係止されるアッパーリングにより前記ブラダーを吊設することにより前記ブラダーを保持するブラダー保持工程と、
前記ブラダーの上側に前記ビードリングを取付けるビードリング取付け工程と、
前記反転体を前記組替位置に進入させて前記ブラダーの上方に位置させた後、前記反転体を降下させて前記チャックで前記治具シャフトをつかむ治具シャフト保持工程と、
前記反転体を前記治具シャフトと共に反転させる反転体反転工程と、
前記治具シャフトを前記チャックから開放した後、前記ブラダーから前記治具シャフトを引き抜く治具シャフト除去工程と、
前記ブラダーの上側にアッパーリングを取付けるアッパーリング取付け工程と、
前記ブラダーを前記タイヤ加硫装置に取付けるブラダー取付け工程と
を備えたことを特徴とするブラダーのタイヤ加硫装置への取付け方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008283658A JP5236431B2 (ja) | 2008-09-10 | 2008-11-04 | ブラダー反転装置およびそれを用いたブラダーのタイヤ加硫装置への取付け方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008232036 | 2008-09-10 | ||
| JP2008232036 | 2008-09-10 | ||
| JP2008283658A JP5236431B2 (ja) | 2008-09-10 | 2008-11-04 | ブラダー反転装置およびそれを用いたブラダーのタイヤ加硫装置への取付け方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089474A true JP2010089474A (ja) | 2010-04-22 |
| JP5236431B2 JP5236431B2 (ja) | 2013-07-17 |
Family
ID=42252654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008283658A Expired - Fee Related JP5236431B2 (ja) | 2008-09-10 | 2008-11-04 | ブラダー反転装置およびそれを用いたブラダーのタイヤ加硫装置への取付け方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5236431B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012091438A (ja) * | 2010-10-28 | 2012-05-17 | Bridgestone Corp | ブラダーへのクランプリング装着方法および装置 |
| JP2015227023A (ja) * | 2014-06-02 | 2015-12-17 | 株式会社ブリヂストン | ブラダリング反転装置 |
| US10220583B2 (en) | 2015-09-04 | 2019-03-05 | The Yokohama Rubber Co., Ltd. | Method and device for manufacturing tire vulcanization bladder assembly |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06285862A (ja) * | 1993-04-05 | 1994-10-11 | Kobe Steel Ltd | タイヤ加硫プレス用ブラダ組立体の取付装置及び搬送装置 |
| JP2000351120A (ja) * | 1999-06-11 | 2000-12-19 | Mitsubishi Heavy Ind Ltd | タイヤ加硫設備のブラダ着脱装置 |
| JP2005271335A (ja) * | 2004-03-24 | 2005-10-06 | Yokohama Rubber Co Ltd:The | タイヤ加硫装置における構成要素の交換方法及びその交換装置 |
| JP2005349791A (ja) * | 2004-06-14 | 2005-12-22 | Yokohama Rubber Co Ltd:The | 空気入りラジアルタイヤの成形・加硫兼用のブラダーユニット装置の取付け方法及びその取付け装置 |
-
2008
- 2008-11-04 JP JP2008283658A patent/JP5236431B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06285862A (ja) * | 1993-04-05 | 1994-10-11 | Kobe Steel Ltd | タイヤ加硫プレス用ブラダ組立体の取付装置及び搬送装置 |
| JP2000351120A (ja) * | 1999-06-11 | 2000-12-19 | Mitsubishi Heavy Ind Ltd | タイヤ加硫設備のブラダ着脱装置 |
| JP2005271335A (ja) * | 2004-03-24 | 2005-10-06 | Yokohama Rubber Co Ltd:The | タイヤ加硫装置における構成要素の交換方法及びその交換装置 |
| JP2005349791A (ja) * | 2004-06-14 | 2005-12-22 | Yokohama Rubber Co Ltd:The | 空気入りラジアルタイヤの成形・加硫兼用のブラダーユニット装置の取付け方法及びその取付け装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012091438A (ja) * | 2010-10-28 | 2012-05-17 | Bridgestone Corp | ブラダーへのクランプリング装着方法および装置 |
| JP2015227023A (ja) * | 2014-06-02 | 2015-12-17 | 株式会社ブリヂストン | ブラダリング反転装置 |
| US10220583B2 (en) | 2015-09-04 | 2019-03-05 | The Yokohama Rubber Co., Ltd. | Method and device for manufacturing tire vulcanization bladder assembly |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5236431B2 (ja) | 2013-07-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI403400B (zh) | 容器用模具交換裝置 | |
| JP5236431B2 (ja) | ブラダー反転装置およびそれを用いたブラダーのタイヤ加硫装置への取付け方法 | |
| JP5705762B2 (ja) | タイヤ加硫機、および、タイヤ加硫設備 | |
| US9150358B2 (en) | Magnet conveyance positioning device | |
| JP6118570B2 (ja) | 生タイヤ支持装置及び生タイヤからのドラムの取り外し方法 | |
| JPH11105515A (ja) | 車両用タイヤインフレータ | |
| KR101610928B1 (ko) | 중량물의 회동이 가능한 마그네틱 리프트 장치 | |
| WO2015118649A1 (ja) | タイヤ支持装置、タイヤ冷却システム | |
| KR101479569B1 (ko) | 그린타이어 형상 복원장치 | |
| CN101372304A (zh) | 巨型轮胎成型胎坯贮运设施及贮运方法 | |
| CN108749497B (zh) | 一种轮胎锥度点自动匹配设备 | |
| JPWO2011104851A1 (ja) | 重量物カセット移載装置及び移載方法 | |
| JP5562205B2 (ja) | ブラダーへのクランプリング装着方法および装置 | |
| CN115593147B (zh) | 一种自动化车轮组装系统 | |
| CN103802914A (zh) | 后滑柱随行装配举升装置 | |
| JP2005343652A (ja) | 狭所用重量物吊り換え工具 | |
| JP2011161751A (ja) | 未加硫タイヤの保管装置 | |
| KR20120103177A (ko) | 차체 승강용 리프트 및 이를 구비한 프로토 타입 차체 조립용 스테이지 | |
| KR100622102B1 (ko) | 압연롤용 쵸크 자동 착탈장치 및 그의 방법 | |
| JP4709805B2 (ja) | 車両用フリーローラ装置 | |
| JP2005231449A (ja) | 舵板の取付取外装置 | |
| CN113787373A (zh) | 环件胀形用上下料装置及方法 | |
| CN103818853B (zh) | 一种用于工件检测的自动平斜转换升降装置 | |
| JP3860936B2 (ja) | サスペンションメンバ組付装置 | |
| JP2014105045A (ja) | 線材ボビン転向装置及び線材ボビン転向方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110908 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130228 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130311 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130327 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5236431 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160405 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |