JP2010089366A - 発泡樹脂複合構造体の製造方法 - Google Patents
発泡樹脂複合構造体の製造方法 Download PDFInfo
- Publication number
- JP2010089366A JP2010089366A JP2008261280A JP2008261280A JP2010089366A JP 2010089366 A JP2010089366 A JP 2010089366A JP 2008261280 A JP2008261280 A JP 2008261280A JP 2008261280 A JP2008261280 A JP 2008261280A JP 2010089366 A JP2010089366 A JP 2010089366A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- foamed resin
- composite structure
- base material
- communication hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000805 composite resin Substances 0.000 title claims abstract description 104
- 238000004519 manufacturing process Methods 0.000 title claims description 50
- 239000000463 material Substances 0.000 claims abstract description 412
- 239000000843 powder Substances 0.000 claims abstract description 198
- 238000004891 communication Methods 0.000 claims abstract description 169
- 229920005989 resin Polymers 0.000 claims abstract description 143
- 239000011347 resin Substances 0.000 claims abstract description 143
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 55
- 230000009969 flowable effect Effects 0.000 claims abstract description 47
- 239000000839 emulsion Substances 0.000 claims abstract description 25
- 239000012530 fluid Substances 0.000 claims description 136
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 claims description 18
- 239000004327 boric acid Substances 0.000 claims description 18
- 238000005187 foaming Methods 0.000 claims description 17
- 239000000047 product Substances 0.000 claims description 17
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 claims description 14
- 239000006247 magnetic powder Substances 0.000 claims description 13
- 210000004027 cell Anatomy 0.000 claims description 11
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 claims description 9
- 239000006260 foam Substances 0.000 claims description 9
- 210000000497 foam cell Anatomy 0.000 claims description 9
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 claims description 8
- 239000005977 Ethylene Substances 0.000 claims description 8
- 229910052802 copper Inorganic materials 0.000 claims description 8
- 239000010949 copper Substances 0.000 claims description 8
- 229910000859 α-Fe Inorganic materials 0.000 claims description 8
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 claims description 7
- 239000004593 Epoxy Substances 0.000 claims description 6
- 229920003051 synthetic elastomer Polymers 0.000 claims description 6
- 239000005061 synthetic rubber Substances 0.000 claims description 6
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical group C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 claims description 5
- 238000000465 moulding Methods 0.000 claims description 5
- 239000012466 permeate Substances 0.000 claims description 4
- 239000002131 composite material Substances 0.000 claims 1
- 230000006837 decompression Effects 0.000 abstract description 16
- 241000238631 Hexapoda Species 0.000 abstract description 4
- 230000001846 repelling effect Effects 0.000 abstract description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 59
- 238000002474 experimental method Methods 0.000 description 57
- 230000000694 effects Effects 0.000 description 46
- 239000011324 bead Substances 0.000 description 39
- 239000003822 epoxy resin Substances 0.000 description 26
- 229920000647 polyepoxide Polymers 0.000 description 26
- 239000002245 particle Substances 0.000 description 22
- 238000001035 drying Methods 0.000 description 14
- 239000004088 foaming agent Substances 0.000 description 13
- -1 tin oxide powders Chemical class 0.000 description 13
- 238000010586 diagram Methods 0.000 description 12
- 229920005789 ACRONAL® acrylic binder Polymers 0.000 description 10
- 238000000034 method Methods 0.000 description 10
- 239000005871 repellent Substances 0.000 description 10
- 230000002940 repellent Effects 0.000 description 10
- 230000005389 magnetism Effects 0.000 description 8
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000000243 solution Substances 0.000 description 8
- 239000003094 microcapsule Substances 0.000 description 7
- 229920005992 thermoplastic resin Polymers 0.000 description 7
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 239000003795 chemical substances by application Substances 0.000 description 6
- 229920001577 copolymer Polymers 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 239000011810 insulating material Substances 0.000 description 6
- 239000007788 liquid Substances 0.000 description 6
- 238000005259 measurement Methods 0.000 description 6
- 239000002994 raw material Substances 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 238000007865 diluting Methods 0.000 description 5
- 239000012815 thermoplastic material Substances 0.000 description 5
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 4
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 4
- 229910052799 carbon Inorganic materials 0.000 description 4
- 239000000975 dye Substances 0.000 description 4
- 238000010438 heat treatment Methods 0.000 description 4
- 230000035515 penetration Effects 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 239000012855 volatile organic compound Substances 0.000 description 4
- 239000004156 Azodicarbonamide Substances 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 241000256602 Isoptera Species 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 3
- 235000019399 azodicarbonamide Nutrition 0.000 description 3
- WTEOIRVLGSZEPR-UHFFFAOYSA-N boron trifluoride Substances FB(F)F WTEOIRVLGSZEPR-UHFFFAOYSA-N 0.000 description 3
- 239000003086 colorant Substances 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 3
- 238000001704 evaporation Methods 0.000 description 3
- 230000008020 evaporation Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 239000011521 glass Substances 0.000 description 3
- OFBQJSOFQDEBGM-UHFFFAOYSA-N n-pentane Natural products CCCCC OFBQJSOFQDEBGM-UHFFFAOYSA-N 0.000 description 3
- 238000005192 partition Methods 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 239000004926 polymethyl methacrylate Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 3
- ICGLPKIVTVWCFT-UHFFFAOYSA-N 4-methylbenzenesulfonohydrazide Chemical compound CC1=CC=C(S(=O)(=O)NN)C=C1 ICGLPKIVTVWCFT-UHFFFAOYSA-N 0.000 description 2
- 229910015900 BF3 Inorganic materials 0.000 description 2
- 241001674044 Blattodea Species 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- 229920002943 EPDM rubber Polymers 0.000 description 2
- UQSXHKLRYXJYBZ-UHFFFAOYSA-N Iron oxide Chemical compound [Fe]=O UQSXHKLRYXJYBZ-UHFFFAOYSA-N 0.000 description 2
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- NQRYJNQNLNOLGT-UHFFFAOYSA-N Piperidine Chemical compound C1CCNCC1 NQRYJNQNLNOLGT-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- UIIMBOGNXHQVGW-UHFFFAOYSA-M Sodium bicarbonate Chemical compound [Na+].OC([O-])=O UIIMBOGNXHQVGW-UHFFFAOYSA-M 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 150000008064 anhydrides Chemical class 0.000 description 2
- 150000004982 aromatic amines Chemical class 0.000 description 2
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 2
- VJRITMATACIYAF-UHFFFAOYSA-N benzenesulfonohydrazide Chemical compound NNS(=O)(=O)C1=CC=CC=C1 VJRITMATACIYAF-UHFFFAOYSA-N 0.000 description 2
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 238000004040 coloring Methods 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000011162 core material Substances 0.000 description 2
- 238000000354 decomposition reaction Methods 0.000 description 2
- 239000003085 diluting agent Substances 0.000 description 2
- 230000005611 electricity Effects 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 239000000696 magnetic material Substances 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 150000002739 metals Chemical class 0.000 description 2
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229920003986 novolac Polymers 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 229920006327 polystyrene foam Polymers 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 235000015170 shellfish Nutrition 0.000 description 2
- 230000003068 static effect Effects 0.000 description 2
- 229920006132 styrene block copolymer Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 229910001887 tin oxide Inorganic materials 0.000 description 2
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 2
- MUTGBJKUEZFXGO-OLQVQODUSA-N (3as,7ar)-3a,4,5,6,7,7a-hexahydro-2-benzofuran-1,3-dione Chemical compound C1CCC[C@@H]2C(=O)OC(=O)[C@@H]21 MUTGBJKUEZFXGO-OLQVQODUSA-N 0.000 description 1
- KMOUUZVZFBCRAM-OLQVQODUSA-N (3as,7ar)-3a,4,7,7a-tetrahydro-2-benzofuran-1,3-dione Chemical compound C1C=CC[C@@H]2C(=O)OC(=O)[C@@H]21 KMOUUZVZFBCRAM-OLQVQODUSA-N 0.000 description 1
- CZGWDPMDAIPURF-UHFFFAOYSA-N (4,6-dihydrazinyl-1,3,5-triazin-2-yl)hydrazine Chemical compound NNC1=NC(NN)=NC(NN)=N1 CZGWDPMDAIPURF-UHFFFAOYSA-N 0.000 description 1
- QGKMIGUHVLGJBR-UHFFFAOYSA-M (4z)-1-(3-methylbutyl)-4-[[1-(3-methylbutyl)quinolin-1-ium-4-yl]methylidene]quinoline;iodide Chemical compound [I-].C12=CC=CC=C2N(CCC(C)C)C=CC1=CC1=CC=[N+](CCC(C)C)C2=CC=CC=C12 QGKMIGUHVLGJBR-UHFFFAOYSA-M 0.000 description 1
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- FALRKNHUBBKYCC-UHFFFAOYSA-N 2-(chloromethyl)pyridine-3-carbonitrile Chemical compound ClCC1=NC=CC=C1C#N FALRKNHUBBKYCC-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- WVRNUXJQQFPNMN-VAWYXSNFSA-N 3-[(e)-dodec-1-enyl]oxolane-2,5-dione Chemical compound CCCCCCCCCC\C=C\C1CC(=O)OC1=O WVRNUXJQQFPNMN-VAWYXSNFSA-N 0.000 description 1
- BLJHFERYMGMXSC-UHFFFAOYSA-N 3-[3-(hydrazinesulfonyl)phenyl]sulfonylbenzenesulfonohydrazide Chemical compound NNS(=O)(=O)C1=CC=CC(S(=O)(=O)C=2C=C(C=CC=2)S(=O)(=O)NN)=C1 BLJHFERYMGMXSC-UHFFFAOYSA-N 0.000 description 1
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 239000005995 Aluminium silicate Substances 0.000 description 1
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 description 1
- 239000004604 Blowing Agent Substances 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 244000223760 Cinnamomum zeylanicum Species 0.000 description 1
- 241000238586 Cirripedia Species 0.000 description 1
- 241000195493 Cryptophyta Species 0.000 description 1
- MQJKPEGWNLWLTK-UHFFFAOYSA-N Dapsone Chemical compound C1=CC(N)=CC=C1S(=O)(=O)C1=CC=C(N)C=C1 MQJKPEGWNLWLTK-UHFFFAOYSA-N 0.000 description 1
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 1
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 1
- 239000004812 Fluorinated ethylene propylene Substances 0.000 description 1
- 239000005909 Kieselgur Substances 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- LSDPWZHWYPCBBB-UHFFFAOYSA-N Methanethiol Chemical class SC LSDPWZHWYPCBBB-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Chemical class 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- 229920000007 Nylon MXD6 Polymers 0.000 description 1
- LGRFSURHDFAFJT-UHFFFAOYSA-N Phthalic anhydride Natural products C1=CC=C2C(=O)OC(=O)C2=C1 LGRFSURHDFAFJT-UHFFFAOYSA-N 0.000 description 1
- 229920002845 Poly(methacrylic acid) Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920001328 Polyvinylidene chloride Polymers 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 229920002125 Sokalan® Polymers 0.000 description 1
- PJANXHGTPQOBST-VAWYXSNFSA-N Stilbene Natural products C=1C=CC=CC=1/C=C/C1=CC=CC=C1 PJANXHGTPQOBST-VAWYXSNFSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 239000007983 Tris buffer Substances 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- FDLQZKYLHJJBHD-UHFFFAOYSA-N [3-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=CC(CN)=C1 FDLQZKYLHJJBHD-UHFFFAOYSA-N 0.000 description 1
- IYTNZMHHMAPTKA-UHFFFAOYSA-N [Zn++].[Zn++].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O Chemical compound [Zn++].[Zn++].[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O.[O-][N+]([O-])=O IYTNZMHHMAPTKA-UHFFFAOYSA-N 0.000 description 1
- DHKHKXVYLBGOIT-UHFFFAOYSA-N acetaldehyde Diethyl Acetal Natural products CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 1
- 125000002777 acetyl group Chemical class [H]C([H])([H])C(*)=O 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 229920001893 acrylonitrile styrene Polymers 0.000 description 1
- 229920001923 acrylonitrile-ethylene-styrene Polymers 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 230000004931 aggregating effect Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 235000012211 aluminium silicate Nutrition 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- IMUDHTPIFIBORV-UHFFFAOYSA-N aminoethylpiperazine Chemical compound NCCN1CCNCC1 IMUDHTPIFIBORV-UHFFFAOYSA-N 0.000 description 1
- 239000001099 ammonium carbonate Substances 0.000 description 1
- 235000012501 ammonium carbonate Nutrition 0.000 description 1
- CAMXVZOXBADHNJ-UHFFFAOYSA-N ammonium nitrite Chemical compound [NH4+].[O-]N=O CAMXVZOXBADHNJ-UHFFFAOYSA-N 0.000 description 1
- 239000001000 anthraquinone dye Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 229910001566 austenite Inorganic materials 0.000 description 1
- 150000001540 azides Chemical class 0.000 description 1
- 239000000987 azo dye Substances 0.000 description 1
- 239000000440 bentonite Substances 0.000 description 1
- 229910000278 bentonite Inorganic materials 0.000 description 1
- SVPXDRXYRYOSEX-UHFFFAOYSA-N bentoquatam Chemical compound O.O=[Si]=O.O=[Al]O[Al]=O SVPXDRXYRYOSEX-UHFFFAOYSA-N 0.000 description 1
- 229920006167 biodegradable resin Polymers 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000004566 building material Substances 0.000 description 1
- 239000001273 butane Substances 0.000 description 1
- JHIWVOJDXOSYLW-UHFFFAOYSA-N butyl 2,2-difluorocyclopropane-1-carboxylate Chemical compound CCCCOC(=O)C1CC1(F)F JHIWVOJDXOSYLW-UHFFFAOYSA-N 0.000 description 1
- WUKWITHWXAAZEY-UHFFFAOYSA-L calcium difluoride Chemical compound [F-].[F-].[Ca+2] WUKWITHWXAAZEY-UHFFFAOYSA-L 0.000 description 1
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 1
- 235000013539 calcium stearate Nutrition 0.000 description 1
- 239000008116 calcium stearate Substances 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 229910021387 carbon allotrope Inorganic materials 0.000 description 1
- 210000000170 cell membrane Anatomy 0.000 description 1
- 210000002421 cell wall Anatomy 0.000 description 1
- KYKAJFCTULSVSH-UHFFFAOYSA-N chloro(fluoro)methane Chemical compound F[C]Cl KYKAJFCTULSVSH-UHFFFAOYSA-N 0.000 description 1
- 235000017803 cinnamon Nutrition 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 229920006026 co-polymeric resin Polymers 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000000994 depressogenic effect Effects 0.000 description 1
- SHFGJEQAOUMGJM-UHFFFAOYSA-N dialuminum dipotassium disodium dioxosilane iron(3+) oxocalcium oxomagnesium oxygen(2-) Chemical compound [O--].[O--].[O--].[O--].[O--].[O--].[O--].[O--].[Na+].[Na+].[Al+3].[Al+3].[K+].[K+].[Fe+3].[Fe+3].O=[Mg].O=[Ca].O=[Si]=O SHFGJEQAOUMGJM-UHFFFAOYSA-N 0.000 description 1
- 239000012954 diazonium Substances 0.000 description 1
- 150000001989 diazonium salts Chemical class 0.000 description 1
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 1
- ZBCBWPMODOFKDW-UHFFFAOYSA-N diethanolamine Chemical compound OCCNCCO ZBCBWPMODOFKDW-UHFFFAOYSA-N 0.000 description 1
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical compound C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 description 1
- 125000006222 dimethylaminomethyl group Chemical group [H]C([H])([H])N(C([H])([H])[H])C([H])([H])* 0.000 description 1
- IUNMPGNGSSIWFP-UHFFFAOYSA-N dimethylaminopropylamine Chemical compound CN(C)CCCN IUNMPGNGSSIWFP-UHFFFAOYSA-N 0.000 description 1
- XXBDWLFCJWSEKW-UHFFFAOYSA-N dimethylbenzylamine Chemical compound CN(C)CC1=CC=CC=C1 XXBDWLFCJWSEKW-UHFFFAOYSA-N 0.000 description 1
- ZZTCPWRAHWXWCH-UHFFFAOYSA-N diphenylmethanediamine Chemical compound C=1C=CC=CC=1C(N)(N)C1=CC=CC=C1 ZZTCPWRAHWXWCH-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000010459 dolomite Substances 0.000 description 1
- 229910000514 dolomite Inorganic materials 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 230000005672 electromagnetic field Effects 0.000 description 1
- 230000005674 electromagnetic induction Effects 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- 229920006242 ethylene acrylic acid copolymer Polymers 0.000 description 1
- 229920000840 ethylene tetrafluoroethylene copolymer Polymers 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 239000004794 expanded polystyrene Substances 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 239000010436 fluorite Substances 0.000 description 1
- 239000006261 foam material Substances 0.000 description 1
- ANSXAPJVJOKRDJ-UHFFFAOYSA-N furo[3,4-f][2]benzofuran-1,3,5,7-tetrone Chemical compound C1=C2C(=O)OC(=O)C2=CC2=C1C(=O)OC2=O ANSXAPJVJOKRDJ-UHFFFAOYSA-N 0.000 description 1
- 239000004845 glycidylamine epoxy resin Substances 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 125000000623 heterocyclic group Chemical group 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- XMBWDFGMSWQBCA-UHFFFAOYSA-N hydrogen iodide Chemical class I XMBWDFGMSWQBCA-UHFFFAOYSA-N 0.000 description 1
- 150000002460 imidazoles Chemical class 0.000 description 1
- 150000003949 imides Chemical class 0.000 description 1
- 239000000077 insect repellent Substances 0.000 description 1
- 230000000749 insecticidal effect Effects 0.000 description 1
- 239000002917 insecticide Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229920000554 ionomer Polymers 0.000 description 1
- 229910052741 iridium Inorganic materials 0.000 description 1
- GKOZUEZYRPOHIO-UHFFFAOYSA-N iridium atom Chemical compound [Ir] GKOZUEZYRPOHIO-UHFFFAOYSA-N 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 229940018564 m-phenylenediamine Drugs 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 229960000901 mepacrine Drugs 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 125000005397 methacrylic acid ester group Chemical group 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- QOHMWDJIBGVPIF-UHFFFAOYSA-N n',n'-diethylpropane-1,3-diamine Chemical compound CCN(CC)CCCN QOHMWDJIBGVPIF-UHFFFAOYSA-N 0.000 description 1
- ZETYUTMSJWMKNQ-UHFFFAOYSA-N n,n',n'-trimethylhexane-1,6-diamine Chemical compound CNCCCCCCN(C)C ZETYUTMSJWMKNQ-UHFFFAOYSA-N 0.000 description 1
- IJDNQMDRQITEOD-UHFFFAOYSA-N n-butane Chemical compound CCCC IJDNQMDRQITEOD-UHFFFAOYSA-N 0.000 description 1
- ALIFPGGMJDWMJH-UHFFFAOYSA-N n-phenyldiazenylaniline Chemical compound C=1C=CC=CC=1NN=NC1=CC=CC=C1 ALIFPGGMJDWMJH-UHFFFAOYSA-N 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 150000002832 nitroso derivatives Chemical class 0.000 description 1
- 229920001778 nylon Chemical class 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 150000002902 organometallic compounds Chemical class 0.000 description 1
- 229910052762 osmium Inorganic materials 0.000 description 1
- SYQBFIAQOQZEGI-UHFFFAOYSA-N osmium atom Chemical compound [Os] SYQBFIAQOQZEGI-UHFFFAOYSA-N 0.000 description 1
- 229910052763 palladium Inorganic materials 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920009441 perflouroethylene propylene Polymers 0.000 description 1
- 239000010451 perlite Substances 0.000 description 1
- 235000019362 perlite Nutrition 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920001627 poly(4-methyl styrene) Polymers 0.000 description 1
- 229920000083 poly(allylamine) Polymers 0.000 description 1
- 229920002493 poly(chlorotrifluoroethylene) Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920005670 poly(ethylene-vinyl chloride) Polymers 0.000 description 1
- 229920000747 poly(lactic acid) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 229920006380 polyphenylene oxide Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 229920006295 polythiol Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 229920002620 polyvinyl fluoride Polymers 0.000 description 1
- 229920000131 polyvinylidene Polymers 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- HXHCOXPZCUFAJI-UHFFFAOYSA-N prop-2-enoic acid;styrene Chemical compound OC(=O)C=C.C=CC1=CC=CC=C1 HXHCOXPZCUFAJI-UHFFFAOYSA-N 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- GPKJTRJOBQGKQK-UHFFFAOYSA-N quinacrine Chemical compound C1=C(OC)C=C2C(NC(C)CCCN(CC)CC)=C(C=CC(Cl)=C3)C3=NC2=C1 GPKJTRJOBQGKQK-UHFFFAOYSA-N 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 229920006395 saturated elastomer Polymers 0.000 description 1
- JIYNFFGKZCOPKN-UHFFFAOYSA-N sbb061129 Chemical compound O=C1OC(=O)C2C1C1C=C(C)C2C1 JIYNFFGKZCOPKN-UHFFFAOYSA-N 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- DUIOPKIIICUYRZ-UHFFFAOYSA-N semicarbazide Chemical compound NNC(N)=O DUIOPKIIICUYRZ-UHFFFAOYSA-N 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 235000012239 silicon dioxide Nutrition 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000344 soap Substances 0.000 description 1
- 229910000030 sodium bicarbonate Inorganic materials 0.000 description 1
- 235000017557 sodium bicarbonate Nutrition 0.000 description 1
- 235000012424 soybean oil Nutrition 0.000 description 1
- 239000003549 soybean oil Substances 0.000 description 1
- PJANXHGTPQOBST-UHFFFAOYSA-N stilbene Chemical compound C=1C=CC=CC=1C=CC1=CC=CC=C1 PJANXHGTPQOBST-UHFFFAOYSA-N 0.000 description 1
- 235000021286 stilbenes Nutrition 0.000 description 1
- 239000011550 stock solution Substances 0.000 description 1
- 229940014800 succinic anhydride Drugs 0.000 description 1
- NVBFHJWHLNUMCV-UHFFFAOYSA-N sulfamide Chemical compound NS(N)(=O)=O NVBFHJWHLNUMCV-UHFFFAOYSA-N 0.000 description 1
- 125000000472 sulfonyl group Chemical group *S(*)(=O)=O 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 150000003512 tertiary amines Chemical class 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- XOLBLPGZBRYERU-UHFFFAOYSA-N tin dioxide Chemical compound O=[Sn]=O XOLBLPGZBRYERU-UHFFFAOYSA-N 0.000 description 1
- KSBAEPSJVUENNK-UHFFFAOYSA-L tin(ii) 2-ethylhexanoate Chemical compound [Sn+2].CCCCC(CC)C([O-])=O.CCCCC(CC)C([O-])=O KSBAEPSJVUENNK-UHFFFAOYSA-L 0.000 description 1
- QHGNHLZPVBIIPX-UHFFFAOYSA-N tin(ii) oxide Chemical class [Sn]=O QHGNHLZPVBIIPX-UHFFFAOYSA-N 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
Images















Landscapes
- Manufacture Of Porous Articles, And Recovery And Treatment Of Waste Products (AREA)
- Molding Of Porous Articles (AREA)
Abstract
【解決手段】 上面から下面に連通した連通孔が存在し、連通孔の平均径が10〜150μmの母材1の上面に、銅粉が分散された粘度が2000mPa・s以下の樹脂水性エマルションなどの流動性材料4を配置し、減圧装置3を作動して減圧室2dを減圧する。これにより、流動性材料4が母材1の連通孔に浸透し、粉末が連通孔の内壁面に付着する。そして、その母材の乾燥後に樹脂水性エマルションなどの流動性材料を母材に浸透させ、粉末を固着するとともに連通孔を閉塞する。
【選択図】 図2
Description
なお、上記の固着とは、付着よりも剥がれにくい状態をいう。
なお、上記の括弧内の符号は、後述する実施形態との対応関係を示すものである。
発泡樹脂製の母材に形成された連通孔の内壁面に粉末を固着することができるため、その粉末が持つ機能を母材に与えることができる。
従って、軽量でありながら、粉末が持つ機能を有する発泡樹脂複合構造体を実現することができる。
また、粉末としてホウ酸を用いれば、軽量でありながら、生物忌避効果を有する発泡樹脂複合構造体を実現することができる。この発泡樹脂複合構造体は、例えば、防虫効果を有する外壁断熱ボードなどの建材として用いることができる。また、海上構造物に浮力を与えるフロートとして用いれば、貝や藻などの生物がフロートに付着するのを防止することができる。
発泡樹脂製の母材に形成された連通孔を閉塞することができるため、連通孔から粉末がこぼれるおそれのない発泡樹脂複合構造体を実現することができる。また、発泡樹脂複合構造体を水に接触する用途に用いる場合は、連通孔を介して水漏れが発生するおそれのない発泡樹脂複合構造体を実現することができる。
また、例えば、粉末として導電性粉末または磁性粉末を用いれば、軽量でありながら、導電性または磁性を有し、かつ、導電性粉末または磁性粉末が連通孔から漏れるおそれがない発泡樹脂複合構造体を実現することができる。従って、導電性粉末または磁性粉末が漏れることにより、導電性または磁性が低下するおそれがない。
さらに、ホウ酸が連通孔の内壁面に固着した発泡樹脂複合構造体を外壁断熱材などに用いれば、シロアリを寄せ付けず、かつ、雨水の漏れるおそれのない外壁断熱材を実現することができる。
粉末が、連通孔の一の面に開口した開口面から所定の深さの内壁面まで連続して付着した状態を作ることができるため、母材の一の面にのみ粉末が付着しているものと比較して、母材に含有されている粉末の量を多くすることができる。
従って、粉末が持つ機能を発揮する時間を長くすることができる。また、母材の一の面に傷が付いた場合であっても、その傷が付いた領域にも粉末が露出するため、粉末が持つ機能が部分的に失われるおそれがない。
また、粉末として導電性粉末または磁性粉末を用いれば、傷が付いても導電性または磁性が部分的に失われるおそれがない。
粉末が、連通孔の一の面に開口した開口面から他の面に開口した開口面までの内壁面に連続して付着した状態を作ることができるため、粉末が持つ機能を連通孔の一端から他端まで連続させることができる。
従って、粉末の持つ機能が一の面から他の面まで連続した発泡樹脂複合構造体を実現することができる。
また、粉末としてホウ酸を用いれば、軽量でありながら、一の面および他の面の両面に生物忌避効果を有する発泡樹脂複合構造体を実現することができる。
粉末が連通孔の内壁面および母材の一の面に固着し、かつ、連通孔の内壁面から母材の一の面まで連続した状態を作ることができるため、粉末が持つ機能を母材の一の面から連通孔の内壁面まで連続させることができる。
また、粉末としてホウ酸を用いれば、軽量でありながら、一の面における生物忌避効果の大きい発泡樹脂複合構造体を実現することができる。
第2の成分が樹脂であるため、連通孔の内壁面や母材の一の面に対する粉末の固着力を大きくすることができるので、粉末が連通孔の内壁面や母材の一の面から剥がれ難い発泡樹脂複合構造体を実現することができる。
第1の成分が樹脂であるため、第2工程において連通孔の内壁面に付着した粉末が剥がれ難い。つまり、第4工程を開始する前に粉末の付着位置が変動するおそれが少ない。
また、第2の成分が樹脂であるため、連通孔の内壁面や母材の一の面に対する粉末の固着力を大きくすることができるので、粉末が連通孔の内壁面や母材の一の面から剥がれ難い発泡樹脂複合構造体を実現することができる。
第2の成分により母材の一の面に膜を形成するため、その一の面に固着した粉末をより一層剥がれ難くすることができる。
また、母材の一の面に開口している連通孔を総て閉塞することができるため、連通孔から漏れる粉末をなくすことができる。さらに、水漏れもなくすことができる。
第1の流動性材料の粘度が2000mPa・s以下であるため、第1の流動性材料を母材の連通孔に浸透させ易いので、第1の流動性材料に分散されている粉末を連通孔の内部まで到達させ易い。また、第2の流動性材料の粘度も2000mPa・s以下であるため、第2の流動性材料を母材の連通孔に浸透させ易いので、連通孔の内壁面に付着している粉末を第2の成分によって固着させ易い。
第1の成分が少なくとも1vol%以上であれば、粉末を連通孔の内壁面に付着させることができる。
連通孔の平均径が10〜150μmであるため、第1および第2の流動性材料を母材の連通孔に浸透させ易い。
第1および第2の成分と粉末との合計の体積率を母材の連通孔の平均径に応じてそれぞれ18〜95vol%の中から選択することにより、第1および第2の成分と粉末とを効率良くかつ低コストで母材の連通孔に浸透させることができる。
導電性粉末および磁性粉末の少なくとも一方が第1の流動性材料に分散されているため、導電性および磁性の少なくとも一方の性質を発泡樹脂複合構造体に持たせることができる。
少なくとも銅からなる粉末が第1の流動性材料に分散されてなるため、少なくとも導電性を発泡樹脂複合構造体に持たせることができる。
少なくともフェライトからなる粉末が第1の流動性材料に分散されてなるため、少なくとも磁性を発泡樹脂複合構造体に持たせることができる。
少なくともホウ酸からなる粉末が第1の流動性材料に分散されてなるため、少なくとも生物を忌避する性質などを発泡樹脂複合構造体に持たせることができる。
第1の流動性材料は、アクリル系、合成ゴム系、酢酸ビニル系、エチレン系、エポキシ系およびウレタン系の少なくとも1つからなる溶剤型または分散型の樹脂であるため、第1の流動性材料に分散されている粉末を樹脂の接着力を利用して連通孔の内壁面に付着させ易い。
第2の流動性材料は、アクリル系、合成ゴム系、酢酸ビニル系、エチレン系、エポキシ系およびウレタン系の少なくとも1つからなる溶剤型または分散型の樹脂であるため、連通孔の内壁面に付着している粉末の付着力を増大し、連通孔の内壁面に固着した状態にすることができる。
第1の流動性材料は、樹脂水性エマルションであるため、母材を溶解しない。また、水で希釈することにより容易に粘度調整をすることができる。さらに、VOC(Volatile Organic Compounds:揮発性有機化合物)の発生が少ない。
第2の流動性材料は、樹脂水性エマルションであるため、母材を溶解しない。また、水で希釈することにより容易に粘度調整をすることができる。さらに、VOCの発生が少ない。
この発明の実施形態に係る発泡樹脂複合構造体の製造方法ついて図を参照しながら説明する。
発泡樹脂複合構造体を製造するための母材の構造について図を参照しながら説明する。
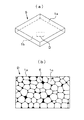
図1は、母材の説明図であり、(a)は母材の斜視図、(b)は(a)に示す領域Dの拡大図である。図1(b)に示すように、母材1は、発泡ビーズなどの発泡樹脂成型原料が発泡して形成された発泡セル1cが多数集合して形成されている。各発泡セル1cは、加熱により相互に融着している。
本願発明者らは、母材1の連通孔に浸透可能な流動性材料の粘度の上限値を求めるための実験を行った。
母材1に流動性材料を浸透させるための装置について図を参照して説明する。図2は、装置に母材1および流動性材料4がセットされた状態の縦断面図である。
流動性材料4として、粘度が1mPa・sの水と、この水よりも粘度の高い酢酸ビニル溶液とを用いた。また、酢酸ビニル溶液を希釈して粘度の異なる複数種類の流動性材料を作った。酢酸ビニル溶液は、メタノールで希釈した。母材1として、材質がEPS(Expanded Poly-Styrene:ビーズ法ポリスチレンフォーム)で、発泡倍率が異なり、連通孔の平均径が異なるものを複数種類用意した。その用意した母材1のうち連通孔の平均径が最も小さいものは12μmであり、最も大きいものは130μmである。また、各母材1の厚さは、25mmである。なお、連通孔の平均径の算出方法については後述する。
図3は、発泡倍率が60倍、連通孔の平均径が70μm、空隙率(母材の容積に占める空隙の割合)が3%の母材に対する実験1の結果を示す図表である。同図に示すように、粘度が1mPa・sの水の場合は、減圧開始から瞬時で母材1の下面に到達した。そして、粘度が500、1000、1500mPa・sの酢酸ビニル溶液の希釈品の場合は、それぞれ計測時間が10秒、30秒、5分であった。また、粘度が2000mPa・sの酢酸ビニル溶液の希釈品の場合は、計測時間が15分で、溶液が下面に僅かに到達した。
また、各粘度における計測時間は、連通孔の平均径が小さいほど僅かに長くなり、連通孔の平均径が大きいほど僅かに短くなる傾向があったが、12〜130μmの範囲における連通孔の平均径の違いによる計測時間の差は小さかった。
上記の実験結果より、母材1に浸透可能な流動性材料の粘度の上限値は、2000mPa・sであることが分かった。
つまり、母材1の連通孔を閉塞するためには、樹脂が含まれており、かつ、粘度が2000mPa・s以下の流動性材料を用いれば良いことが分かった。
次に、本願発明者らは、母材1に浸透可能な粉末の粒径の上限値を求めるための実験を行った。図4は、実験2の結果をまとめた図表であり、(a)は銅粉MA−CCの粒度分布を示す図表、(b)は銅粉MA−C04Jの粒度分布を示す図表、(c)は実験2の結果を示す図表である。
この実験では、粉末として三井金属鉱業(株)製の銅粉MA−CC(以下、銅粉Aという)およびMA−C04J(以下、銅粉Bという)の2種類を混合したものと用いた。図4(a)に示すように、銅粉Aの粒度分布は、75μm以上が4.6%、75〜63μmが5.8%、63〜45が14.8%、45μm以下が74.8%である(いずれもwt%)。また、図4(b)に示すように、銅粉Bの粒度分布は、8.4μm以上が10%、8.4μm以下が90%である(いずれもwt%)。また、この実験では、銅粉を分散する溶媒として水を用いた。そして、銅粉AおよびBを混合したものを水に分散して流動性材料を作成した。母材は、材質がEPSで発泡倍率が60倍、連通孔の平均径が70μm、空隙率が3%、厚さが20mmである。
その結果、銅粉A,Bの体積率が1%:20%、5%:20%、15%:20%および20%:20%(いずれもwt%)の場合は、15秒間の真空引きで銅粉が母材1の下面に到達していることを観察した。また、母材1を乾燥後に縦に切断し、その断面を観察すると、母材全体に銅粉A,Bが含浸していることが分かった。
また、銅粉Aを分散させず、銅粉Bのみを50%、40%、30%および20%(いずれもwt%)分散した場合は、いずれの場合も銅粉Bが母材1の下面に到達していることを観察した。また、各母材の断面を観察すると、いずれも母材全体に銅粉Bが含浸していることが分かった。
上記の実験結果から、銅粉Aのみでは、銅粉Aを母材1の連通孔に浸透させることができないが、銅粉Bのみでは、銅粉Bを母材1の連通孔に浸透させることができる。
つまり、粒径が約10μm以下の銅粉を水に分散してなる流動性材料を作成し、それを母材1の上面に配置し、真空引きを行うことにより、水に分散している銅粉を母材1の連通孔に浸透させることができる。
次に、本願発明者らは、無機粉末が母材1の連通孔から流出しないために必要な樹脂量を求めるための実験を行った。図5は、実験3の結果をまとめた図表である。
この実験では、実験2と同じ母材を用いた。また、流動性材料として、BASFジャパン(株)製のアクロナールS400(アクロナールは、BASF社の登録商標)に前述の銅粉Bを分散してなるものを用いた。アクロナールS400は、アクリル酸エステル−スチレン共重合体樹脂の水性エマルションであり、その原液の樹脂分は、60vol%である。
その結果、樹脂分が1〜30vol%の流動性材料の場合は、いずれも30秒間の真空引きを行った結果、水のみが母材1の下面から流出し、銅粉Bは流出しなかった。また、樹脂分が0vol%の流動性材料の場合は、いずれも15秒間の真空引きを行った結果、水および銅粉Bが母材1の下面から流出した。
上記の実験結果から、樹脂分が少なくとも1vol%含まれたアクロナールS400に銅粉Bを分散した流動性材料を母材1に浸透させれば、その後、母材1の上面に水を配置して真空引きを行っても銅粉Bが母材1の下面から流出することがない。
つまり、樹脂分が少なくとも1vol%含まれたエマルションに粒径が10μm以下の無機粉末を分散した流動性材料を用いれば、その無機粉末を母材に含浸させることができるとともに、その含浸した無機粉末が母材から流出しないようにすることができる。
次に、本願発明者らは、有機粉末が母材1の連通孔から流出しないために必要な樹脂量を求めるための実験を行った。図6は、実験4の結果をまとめた図表である。
この実験では、実験3と同じ母材を用いた。また、流動性材料として、アクロナールS400にポリメタクリル酸メチルの粉末を分散してなるものを用いた。また、アクロナールS400を水によって希釈し、樹脂分および粉末の比率が、30:6、2.5:10、1:50(単位はいずれもvol%)の流動性材料を作成した。また、水に粉末を分散し、樹脂分が0vol%で粉末が40vol%、50vol%および60vol%の3種類の流動性材料を作成した。なお、樹脂分を有する流動性材料および樹脂分を有さない流動性材料は、共に粘度は2000mPa・s以下である。
その結果、樹脂分が1〜30vol%の流動性材料の場合は、いずれも30秒間の真空引きを行った結果、水のみが母材1の下面から流出し、粉末は流出しなかった。また、樹脂分が0vol%の流動性材料の場合は、いずれも15秒間の真空引きを行った結果、水および粉末が母材1の下面から流出した。
上記の実験結果から、樹脂分が少なくとも1vol%含まれたアクロナールS400にポリメタクリル酸メチルの粉末を分散した流動性材料を母材1に浸透させれば、その後、母材1の上面に水を配置して真空引きを行っても粉末が母材1の下面から流出することがない。
つまり、樹脂分が少なくとも1vol%含まれたエマルションに粒径が10μm以下の有機粉末を分散した流動性材料を用いれば、その有機粉末を母材に含浸させることができるとともに、その含浸した有機粉末が母材から流出しないようにすることができる。
本願発明者らは、母材に止水効果を持たせるために必要な樹脂分および粉末の体積率を調べた。
この実験では、アクロナールS400を水で希釈したものに銅粉Bを分散し、樹脂分および銅粉の体積率が20〜76vol%の複数種類の流動性材料を用いた。また、母材として、連通孔の平均径が12〜130μmの複数種類の発泡樹脂成型体を用いた。そして、前述の各実験と同じ装置を用い、母材の上に流動性材料を配置し、−80kPaで真空引きを行い、流動性材料を母材に浸透させた。そして、母材を乾燥した後、同じ装置を用い、母材の上面に水を配置し、−80kPaで6分間真空引きを行い、母材の下面から水漏れしていないか観察した。
図7は、上記実験5の結果をまとめた図表であり、図8は、図7のデータをグラフ化したものである。例えば、図7に示すように、連通孔の平均径が70μmの母材に対して、樹脂分および粉末の体積率が少なくとも50vol%の流動性材料を浸透させれることにより、内部まで止水効果を有する発泡樹脂複合構造体を製造できることが分かった。
図8に示すように、流動性材料が浸透する前の母材の連通孔の平均径が大きくなるに従って、止水効果を得るために必要な樹脂分および粉末の体積率が増加している。グラフによって区画された領域のうち、グラフよりも上の領域(グラフの線上を含む)が、止水性を有する領域であり、グラフよりも下の領域が、止水性の無い領域である。
つまり、母材の12〜130μmの連通孔の平均径に応じて、止水性を有する領域に入るように樹脂分および粉末の体積率を20〜76vol%の中から選択し、粘度が2000mPa・s以下となるように流動性材料を作成すれば良い。
さらに、止水効果を出すために必要な流動性材料を最小限にして費用対効果を最大にするためには、グラフの線上にある体積率を選択することが望ましい。
本願発明者らは、真空引きを行う時間と、流動性材料の浸透深さとの関係を調べる実験を行った。図10は、実験6の結果を示す図表である。
この実験で使用した母材は、材質がEPSで、発泡倍率が60倍、連通孔の平均径が70μm、空隙率が3%、厚さが50mmである。また、流動性材料として、樹脂分20vol%のアクロナールS400にカーボンを10vol%分散したものを使用した。また、前述の各実験で使用した装置と同じ装置を用い、減圧室2dの圧力を−80kPaに設定した。そして、減圧室2dの圧力が−80kPaに達してから1分経過したときに母材を縦に切断してその断面を観察し、カーボンで黒色に変化している領域の深さを計測した。その後、真空引きの時間を2.5分および5分に変更して同様の計測を行った。
図10に示すように、真空引きの時間が1分、2.5分および5分における流動性材料の浸透深さは、それぞれ5mm、10〜20mm、25〜30mmであった。つまり、真空引きの時間が長くなるに従って流動性材料の浸透深さが増加した。
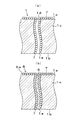
流動性材料によって連通孔1dの内部に運ばれた粉末の粒子7は、流動性材料に含まれる樹脂分6によって相互に付着し、粒子7の集合体となって連通孔1dの内部を閉塞し、その後送られてくる粒子7がその閉塞部位上に蓄積し、図11(a)に示すように、連通孔1dが粒子7で充填されるものと推測した。
また、真空引きの時間が長い程、粒子7の集合体が連通孔1dの下方へ移動し、その集合体による閉塞部位も下方へ移動するものと推測した。
真空引きを行っている時間を変更することにより、母材における流動性材料の浸透深さを制御できることが分かった。
本願発明者らは、流動性材料に導電性を持たせる実験を行った。図12は、実験7の結果を示す図表である。
この実験で使用した流動性材料は、酢酸ビニル溶液(樹脂分60vol%)をメタノールで希釈したものに銅粉(MA−C04J)を分散したものである。また、銅粉と樹脂との比率(vol%)が異なる4種類の流動性材料を作成した。各流動性材料の粘度は2000mPa・s以下である。そして、作成した流動性材料を母材の上面に塗布し、母材を乾燥させて流動性材料に含まれる蒸発成分を蒸発させ、銅粉が分散された樹脂分によって母材の上面に膜を形成した。そして、その発泡樹脂複合構造体の上面に形成された膜表面の電気抵抗を測定した。
また、1種類の流動性材料に付き、上記の測定をA,B,Cの3つの同じ母材に対して行い、その平均値を求めた。
図11に示すように、発泡樹脂複合構造体の上面の電気抵抗は、7.31×108Ω〜2.11×1010Ωであり、発泡樹脂複合構造体の上面が導電性を有することが分かった。また、銅粉および樹脂の比率が変化しても、膜の電気抵抗に大差がないことが分かった。
上記の実験結果より、酢酸ビニルの希釈溶液に銅粉を分散してなる粘度2000mPa・s以下の流動性材料を母材に塗布することにより、その塗布面に導電性を有する発泡樹脂複合構造体を製造できることが分かった。また、母材の上面に上記の流動性材料が残留するように流動性材料を母材に浸透させ、乾燥させることにより、母材の上面に導電性膜を形成し、その導電性膜から母材の内部まで導通した発泡樹脂複合構造体を製造できると考えた。さらに、上記の流動性材料を母材の上面から下面まで浸透させることにより、母材の上下面が導通した発泡樹脂複合構造体を製造できると考えた。
図13は、電子部品を載置する皿の説明図である。皿10において、電子部品20を載置する上面11には、上記の導電性膜が形成されており、その上面11は、連通孔を介して下面12と電気的に導通している。下面12は、グランドに接続されている。これにより、電子部品20に帯電している静電気を導電性膜を介してグランドに逃がすことができる。
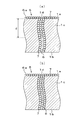
次に、発泡樹脂複合構造体の製造方法について図を参照しながら説明する。図14は、工程の流れを示すフローチャートである。図15は、母材の連通孔の模式図であり、(a)は粉末が連通孔の内壁面に付着した状態を示す模式図、(b)は連通孔に樹脂が浸透した状態を示す模式図である。
図15(a)に示すように、乾燥後における母材の上面1aおよび連通孔の内壁面1eには、粉末の粒子7が付着している。各粒子7は、第1の流動性材料に含まれている樹脂分の粘着力によって付着しているため、剥がれ難い。
次に、母材に形成されている連通孔の平均径の算出方法について説明する。
(1)上述の実施形態に係る発泡樹脂複合構造体の製造方法を実施すれば、発泡樹脂製の母材に形成された連通孔の内壁面に粉末を固着することができるため、その粉末が持つ機能を母材に与えることができる。
従って、軽量でありながら、粉末が持つ機能を有する発泡樹脂複合構造体を実現することができる。
例えば、上記実施形態の発泡樹脂複合構造体を冷蔵庫やエアコンなどの水受皿として使用すれば、軽量でありながら、水漏れが発生しない水受皿を実現することができる。
従って、粉末が持つ機能を発揮する時間を長くすることができる。また、母材の一の面に傷が付いた場合であっても、その傷が付いた領域にも粉末が露出するため、粉末が持つ機能が部分的に失われるおそれがない。
例えば、水受皿の運搬中に水受皿が傷付いたり、水受皿の取付け作業中にドライバーなどの工具が水受皿に落下してひび割れたり、陥没したりした場合であっても、それらが原因で水が漏れるおそれがない。
従って、粉末の持つ機能が一の面から他の面まで連続した発泡樹脂複合構造体を実現することができる。
特に、粉末が母材の一の面にも固着するため、連通孔の内壁面にのみ固着したものよりも母材の一の面における粉末の密度を高くすることができるので、一の面における粉末の持つ効果を大きくすることができる。
(1)母材の上面に配置した流動性材料の上面を加圧する加圧装置を併用することもできる。例えば、図2に示す装置の上部空間2bに蓋を配置し、その蓋と流動性材料との間に形成される空間をエアポンプによって空気を送出して加圧する。この方法によれば、母材1の一の面および他の面間の差圧を効率良く増大させることができるため、母材1に対する流動性材料の浸透速度を速くすることができるので、発泡樹脂複合構造体の製造効率を高めることができる。
エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、臭素化ビスフェノールA型エポキシ樹脂、水添ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、脂環式エポキシ樹脂、異節環状型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルエーテル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ウレタン変成エポキシ樹脂、ゴム変成エポキシ樹脂、エポキシ化エラストマー、エポキシ化ステアリン酸エステル、エポキシ化大豆油、エポキシ変成ポリシロキサン、可撓性エポキシ樹脂、エポキシ化(メタ)アクリル系オリゴマー及びエポキシ基を持つ反応性希釈剤等を用いることができる。
これらの着色剤によってエポキシ樹脂を着色することにより、発泡樹脂複合構造体の色や模様を変えることができる。
このような熱分解性発泡剤としては、例えば、アゾジカルボンアミド(ADCA)、アゾビスイソブチロニトリル(AIBN)、アゾシクロヘキシルニトリル、ジアゾアミノベンゼン、アゾジカルボンアミドエステル等のアゾ化合物;ジニトロソベンタメチレンテトラミン(DPT)等のニトロソ化合物;p−トルエンスルホニルヒドラジド(TSH)、ベンゼンスルホニルヒドラジド(BSH)、p,p´−オキシビスベンゼンスルホニルヒドラジド、ジフェニルスルホン−3,3´−ジスルホニルヒドラジド等のスルホニルヒドラジド化合物;4,4´−ジフェニルジスルホニルアジド、p−トルエンスルホアジド等のアジド化合物;p−トルエンスルホセミカルバジド、トリヒドラジノトリアジン、炭酸水素ナトリウム、炭酸アンモン、亜硝酸アンモン等を挙げることができる。さらに、これらの熱分解性発泡剤は単独で用いても良いし、2種以上を併用しても良い。
均質な発泡セル構造を持つ発泡樹脂複合構造体を得るためには、発泡性ビーズの大きさは、概略揃っているのが望ましい。しかし、厳密に揃っている必要はない。また、あえて発泡性ビーズの大きさに分布を持たせることで、発泡セル膜に特異な3次元構造を持たせることができるので、異なる大きさの発泡性ビーズを混ぜて用いることもある。
1d・・連通孔、2・・容器、2d・・減圧室、2e・・通気口、3・・減圧装置、
4・・流動性材料、5・・発泡樹脂複合構造体、6・・樹脂層。
Claims (20)
- 隣接する発泡セル同士が融着することにより独立気泡構造が形成されており、前記独立気泡間が連通することにより一の面から他の面に連通した連通孔が存在する母材と、
粉末が分散されており、かつ、前記粉末を前記連通孔の内壁面に付着させる第1の成分が溶解または分散されてなる第1の流動性材料と、
前記粉末を前記連通孔の内壁面に付着させる第2の成分が含まれてなる第2の流動性材料と、
前記一の面よりも前記他の面における圧力の方が低くなるように前記一の面と他の面との間に差圧を発生させる差圧発生装置と、を用意し、
前記第1の流動性材料を前記一の面に配置する第1工程と、
前記差圧発生装置によって前記一の面と他の面との間に差圧を発生させることにより、前記一の面に配置された前記第1の流動性材料を前記連通孔に浸透させ、その浸透した第1の流動性材料に含まれる前記粉末が、前記浸透した第1の流動性材料に含まれる前記第1の成分によって前記連通孔の内壁面に付着した状態を作る第2工程と、
前記第2の流動性材料を前記一の面に配置する第3工程と、
前記差圧発生装置によって前記一の面と他の面との間に差圧を発生させることにより、前記一の面に配置された前記第2の流動性材料を前記連通孔に浸透させ、その浸透した第2の流動性材料に含まれる前記第2の成分により前記粉末が前記連通孔の内壁面に固着した状態を作る第4工程と、
を有することを特徴とする発泡樹脂複合構造体の製造方法。 - 前記第4工程が、前記差圧発生装置によって前記一の面と他の面との間に差圧を発生させることにより、前記一の面に配置された前記第2の流動性材料を前記連通孔に浸透させ、その浸透した第2の流動性材料に含まれる前記第2の成分により前記連通孔が閉塞された状態を作る工程であることを特徴とする請求項1に記載の発泡樹脂成型品の製造方法。
- 前記第2工程において作る状態は、
前記粉末が、前記連通孔の前記一の面に開口した開口面から所定の深さの内壁面まで連続して付着した状態であることを特徴とする請求項1または請求項2に記載の発泡樹脂複合構造体の製造方法。 - 前記第2工程において作る状態は、
前記粉末が、前記連通孔の前記一の面に開口した開口面から前記他の面に開口した開口面までの内壁面に連続して付着した状態であることを特徴とする請求項1ないし請求項3のいずれか1つに記載の発泡樹脂複合構造体の製造方法。 - 前記第2工程は、
前記差圧発生装置によって前記一の面と他の面との間に差圧を発生させることにより、前記一の面に配置された前記第1の流動性材料を前記一の面から前記連通孔に浸透させるとともに前記一の面に残留させ、前記粉末が前記連通孔の内壁面から前記一の面に連続して付着した状態を作る工程であり、
前記第4工程は、
前記差圧発生装置によって前記一の面と他の面との間に差圧を発生させることにより、前記一の面に配置された前記第2の流動性材料を前記連通孔に浸透させるとともに前記一の面に残留させ、その第2の流動性材料に含まれる前記第2の成分により前記粉末が前記連通孔の内壁面から前記一の面に連続して固着した状態を作る工程であることを特徴とする請求項1ないし請求項4のいずれか1つに記載の発泡樹脂複合構造体の製造方法。 - 前記第2の成分が樹脂であることを特徴とする請求項1ないし請求項5のいずれか1つに記載の発泡樹脂成型品の製造方法。
- 前記第1および第2の成分が樹脂であることを特徴とする請求項1ないし請求項5のいずれか1つに記載の発泡樹脂成型品の製造方法。
- 前記第4工程は、
前記前記差圧発生装置によって前記一の面と他の面との間に差圧を発生させることにより、前記一の面に配置された前記第2の流動性材料を前記連通孔に浸透させるとともに前記一の面に残留させ、その浸透した第2の流動性材料に含まれる前記第2の成分により前記粉末が前記連通孔の内壁面に固着した状態を作るとともに前記第2の成分により前記一の面に膜を形成する工程であることを特徴とする請求項6または請求項7に記載の発泡樹脂複合構造体の製造方法。 - 前記第1および第2の流動性材料の粘度がそれぞれ2000mPa・s以下であることを特徴とする請求項1ないし請求項8のいずれか1つに記載の発泡樹脂複合構造体の製造方法。
- 前記第1の成分が少なくとも1vol%以上であることを特徴とする請求項9に記載の発泡樹脂成型品の製造方法。
- 前記連通孔の平均径が10〜150μmであることを特徴とする請求項9または請求項10に記載の発泡樹脂複合構造体の製造方法。
- 前記第1および第2の成分と前記粉末との合計の体積率を前記連通孔の平均径に応じてそれぞれ18〜95vol%の中から選択することを特徴とする請求項11に記載の発泡樹脂複合構造体の製造方法。
- 前記粉末が導電性粉末および磁性粉末の少なくとも一方であることを特徴とする請求項1ないし請求項12のいずれか1つに記載の発泡樹脂複合構造体の製造方法。
- 前記導電性粉末が少なくとも銅からなる粉末であることを特徴とする請求項13に記載の発泡樹脂複合構造体の製造方法。
- 前記磁性粉末が少なくともフェライトからなる粉末であることを特徴とする請求項13または請求項14に記載の発泡樹脂複合構造体の製造方法。
- 前記粉末が少なくともホウ酸からなる粉末であることを特徴とする請求項1ないし請求項15のいずれか1つに記載の発泡樹脂複合構造体の製造方法。
- 前記第1の流動性材料は、アクリル系、合成ゴム系、酢酸ビニル系、エチレン系、エポキシ系およびウレタン系の少なくとも1つからなる溶剤型または分散型の樹脂であることを特徴とする請求項1ないし請求項16のいずれか1つに記載の発泡樹脂複合構造体の製造方法。
- 前記第2の流動性材料は、アクリル系、合成ゴム系、酢酸ビニル系、エチレン系、エポキシ系およびウレタン系の少なくとも1つからなる溶剤型または分散型の樹脂であることを特徴とする請求項1ないし請求項17のいずれか1つに記載の発泡樹脂複合構造体の製造方法。
- 前記第1の流動性材料は、樹脂水性エマルションであることを特徴とする請求項17または請求項18に記載の発泡樹脂複合構造体の製造方法。
- 前記第2の流動性材料は、樹脂水性エマルションであることを特徴とする請求項17ないし請求項19のいずれか1つに記載の発泡樹脂複合構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261280A JP4973636B2 (ja) | 2008-10-08 | 2008-10-08 | 発泡樹脂複合構造体の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261280A JP4973636B2 (ja) | 2008-10-08 | 2008-10-08 | 発泡樹脂複合構造体の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010089366A true JP2010089366A (ja) | 2010-04-22 |
| JP4973636B2 JP4973636B2 (ja) | 2012-07-11 |
Family
ID=42252554
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008261280A Active JP4973636B2 (ja) | 2008-10-08 | 2008-10-08 | 発泡樹脂複合構造体の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4973636B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018197591A (ja) * | 2017-05-24 | 2018-12-13 | 城東テクノ株式会社 | 調湿機能付き断熱材及びその製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4826253A (ja) * | 1971-08-10 | 1973-04-06 | ||
| JPS582259A (ja) * | 1981-06-17 | 1983-01-07 | インペリアル・ケミカル・インダストリ−ズ・ピ−エルシ− | 耐火性材料およびその製造方法 |
| JPS59227920A (ja) * | 1983-06-10 | 1984-12-21 | Hayakawa Rubber Co Ltd | 電磁波吸収用ポリウレタンフオ−ム |
| JPH0193103A (ja) * | 1987-10-03 | 1989-04-12 | Inoue Mtp Co Ltd | 磁性ポリマー複合体およびその製造方法 |
| JPH01234435A (ja) * | 1988-03-16 | 1989-09-19 | Inoue Mtp Co Ltd | 導電性ポリマー複合体およびその製造方法 |
| JPH0259329A (ja) * | 1988-08-25 | 1990-02-28 | Nissan Motor Co Ltd | 自動車用シートの成形方法 |
| JP2000085021A (ja) * | 1998-09-09 | 2000-03-28 | Toyota Motor Corp | 発泡成形品の製造方法 |
| JP2001123003A (ja) * | 1999-08-17 | 2001-05-08 | Mitsubishi Kagaku Form Plastic Kk | 含浸添加物が含浸された発泡樹脂成形体及び含浸方法 |
-
2008
- 2008-10-08 JP JP2008261280A patent/JP4973636B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4826253A (ja) * | 1971-08-10 | 1973-04-06 | ||
| JPS582259A (ja) * | 1981-06-17 | 1983-01-07 | インペリアル・ケミカル・インダストリ−ズ・ピ−エルシ− | 耐火性材料およびその製造方法 |
| JPS59227920A (ja) * | 1983-06-10 | 1984-12-21 | Hayakawa Rubber Co Ltd | 電磁波吸収用ポリウレタンフオ−ム |
| JPH0193103A (ja) * | 1987-10-03 | 1989-04-12 | Inoue Mtp Co Ltd | 磁性ポリマー複合体およびその製造方法 |
| JPH01234435A (ja) * | 1988-03-16 | 1989-09-19 | Inoue Mtp Co Ltd | 導電性ポリマー複合体およびその製造方法 |
| JPH0259329A (ja) * | 1988-08-25 | 1990-02-28 | Nissan Motor Co Ltd | 自動車用シートの成形方法 |
| JP2000085021A (ja) * | 1998-09-09 | 2000-03-28 | Toyota Motor Corp | 発泡成形品の製造方法 |
| JP2001123003A (ja) * | 1999-08-17 | 2001-05-08 | Mitsubishi Kagaku Form Plastic Kk | 含浸添加物が含浸された発泡樹脂成形体及び含浸方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018197591A (ja) * | 2017-05-24 | 2018-12-13 | 城東テクノ株式会社 | 調湿機能付き断熱材及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4973636B2 (ja) | 2012-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107283710B (zh) | 一种热塑性聚合物发泡珠粒及其制备方法 | |
| EP0697274B1 (en) | Expansion-molded article of polyolefin resin having open voids and production thereof | |
| TW446620B (en) | Molded structure comprising a thermoplastic, process for its production and its use | |
| TWI400286B (zh) | 聚丙烯系樹脂發泡粒子、聚丙烯系樹脂發泡粒子成形體的製造方法及聚丙烯系樹脂發泡粒子成形體 | |
| WO2011108453A1 (ja) | 熱発泡性樹脂組成物、熱発泡性樹脂シート、熱発泡性積層体、発泡体およびその製造方法 | |
| EP1966289A2 (en) | Aerogel based composites | |
| JP3844499B2 (ja) | 熱可塑性樹脂発泡体 | |
| AU7584098A (en) | Epoxy-containing foaming compositions and use thereof | |
| JP4973636B2 (ja) | 発泡樹脂複合構造体の製造方法 | |
| JP4244070B1 (ja) | 発泡樹脂複合構造体の製造方法 | |
| US3429955A (en) | Method of making a shaped article from coated multicellular glass nodules | |
| JP2001220552A (ja) | 断熱性層形成用塗料組成物、断熱性シート、および化粧断熱性シート | |
| CA2514101A1 (en) | Structural reinforcement article and process for prepareation thereof | |
| JP3902889B2 (ja) | 再生複合発泡体及びその成形品並びにその製造方法 | |
| JPWO2008120295A1 (ja) | 発泡樹脂複合構造体の製造方法 | |
| JP2007083717A (ja) | 多層発泡成形体およびその製造方法 | |
| JPS60141732A (ja) | 導電性スチレン系樹脂発泡性粒子、それからなる発泡体及びその製造法 | |
| JP2006265334A (ja) | 表面改質発泡性ポリスチレン系樹脂粒子とその製造方法、発泡成形体製造用ポリスチレン系樹脂発泡粒子及びポリスチレン系樹脂発泡成形体 | |
| JP4707196B2 (ja) | 液体受け容器の製造方法 | |
| JP2006199970A (ja) | 複合発泡体及びその成形品並びにその製造方法 | |
| JP2012035462A (ja) | 発泡樹脂複合構造体およびその製造方法 | |
| JP2002249615A (ja) | 複合発泡成形体とその製造方法及び積層成形体の製造方法 | |
| JP3653319B2 (ja) | 発泡粒子、その型内成形体、該成形体と熱硬化性樹脂との積層体、及び該積層体の製造方法 | |
| JPH0959417A (ja) | 発泡粒子、その型内成形体、該成形体と熱硬化性樹脂との積層体、及び該積層体の製造方法 | |
| JP2014079945A (ja) | 機能性発泡成形体およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110802 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110930 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120313 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120326 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4973636 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150420 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |