JP2010087305A - 電子部品供給装置及び電子部品装着装置 - Google Patents
電子部品供給装置及び電子部品装着装置 Download PDFInfo
- Publication number
- JP2010087305A JP2010087305A JP2008255729A JP2008255729A JP2010087305A JP 2010087305 A JP2010087305 A JP 2010087305A JP 2008255729 A JP2008255729 A JP 2008255729A JP 2008255729 A JP2008255729 A JP 2008255729A JP 2010087305 A JP2010087305 A JP 2010087305A
- Authority
- JP
- Japan
- Prior art keywords
- electronic component
- tape
- component supply
- component
- state
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001514 detection method Methods 0.000 claims description 105
- 238000011084 recovery Methods 0.000 claims description 25
- 238000000605 extraction Methods 0.000 claims description 4
- 230000008859 change Effects 0.000 claims description 3
- 239000000758 substrate Substances 0.000 claims description 2
- 238000012840 feeding operation Methods 0.000 abstract description 17
- 238000012423 maintenance Methods 0.000 abstract description 11
- 230000007257 malfunction Effects 0.000 abstract description 3
- 230000007246 mechanism Effects 0.000 description 14
- 238000012544 monitoring process Methods 0.000 description 12
- 230000005856 abnormality Effects 0.000 description 11
- 238000012545 processing Methods 0.000 description 11
- 230000002159 abnormal effect Effects 0.000 description 5
- 230000009977 dual effect Effects 0.000 description 5
- 238000004140 cleaning Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000000428 dust Substances 0.000 description 2
- 239000004973 liquid crystal related substance Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 208000032368 Device malfunction Diseases 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000004397 blinking Effects 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images















Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
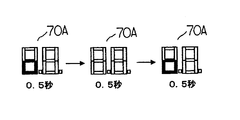
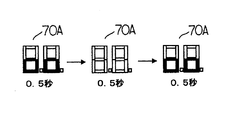
【解決手段】。部品供給ユニット6の把手70の上面に設けられた表示部70Aには、左右のレーンに対応して表示手段としての7セグメント表示ユニット77が設けられている。下部セグメント91は収納テープCの送り動作に伴い短い間隔で点滅し、作業者は、下部セグメント91の表示状態を確認することによって、継ぎ目検出装置102の動作状態、即ち、継ぎ目検出装置102が正常に動作していることを確認する。
【選択図】図13
Description
6 部品供給ユニット
20 カバーテープ剥離機構
22 テープ送り機構
25 サーボモータ
42 回収用駆動モータ
59 剥離レバー
63 スプリング
65 テンション印加体
66 作動片
67 検出センサ
70A 表示部
77 7セグメント表示ユニット(表示手段)
102 継ぎ目検出装置(表示手段)
110 CPU
119 モニター
Claims (10)
- 部品取出位置まで収納テープ内の電子部品を供給する部品供給装置であり、この部品供給装置に設けられた検出装置と、この検出装置による検出状態を表示する表示手段とを備えたことを特徴とする電子部品供給装置。
- 部品取出位置まで収納テープ内の電子部品を供給する部品供給装置であり、この部品供給装置に設けられ検出結果に基づいて信号を出力する検出装置と、この検出装置の信号出力状態を表示する表示手段とを備えたことを特徴とする電子部品供給装置。
- 部品取出位置まで収納テープ内の電子部品を供給する電子部品供給装置であり、前記収納テープ同士を連結した継ぎ目を検出して検出装置と、この検出装置の検出状態に応じて表示を変化させる表示手段とを備えたことを特徴とする電子部品供給装置。
- 部品取出位置まで収納テープ内の電子部品を供給する電子部品供給装置であり、前記収納テープ同士を連結した連結テープを検出する継ぎ目検出装置と、この検出装置が前記連結テープを検出していないときには、点滅する共に、検出しているときには検出していないときと異なる表示をする表示手段とを備えたことを特徴とする電子部品供給装置。
- 収納テープのキャリアテープに形成された部品収納部内に収納された電子部品をテープ送り装置により部品取出位置まで間欠送りし、前記部品収納部の上面開口を覆うカバーテープを剥離装置により剥離して前記部品取出位置に送られた電子部品を取り出し可能とすると共に剥離された前記カバーテープのテンションの変化をテンション検出装置によって検出し、回収装置によりカバーテープを回収収納部へ回収するようにした電子部品供給装置であり、前記テンション検出装置の出力状態に応じて、異なる表示をする表示手段とを備えたことを特徴とする電子部品供給装置。
- 前記表示手段は、7セグメントのLEDから構成され、前記検出装置の検出状態によって点灯、消灯或いは点滅することを特徴とする請求項1乃至5に記載の電子部品供給装置。
- フィーダベース上に部品取出位置まで収納テープ内の電子部品を供給する電子部品供給装置を複数並設して、この電子部品供給装置により供給された電子部品を吸着ノズルが取出し部にて取出してプリント基板上に装着する電子部品装着装置において、前記電子部品供給装置に設けられた検出装置の検出状態に応じて点滅する表示手段とを備えたことを特徴とする電子部品装着装置。
- フィーダベース上に部品取出位置まで収納テープ内の電子部品を供給する電子部品供給装置を複数並設して、この電子部品供給装置により供給された電子部品を吸着ノズルが取出し部にて取出してプリント基板上に装着する電子部品装着装置において、前記収納テープ同士を連結した継ぎ目を検出する検出装置と、この検出装置の検出状態を表示する表示手段とを備えたことを特徴とする電子部品装着装置。
- 収納テープのキャリアテープに形成された部品収納部内に収納された電子部品をテープ送り装置により部品取出位置まで間欠送りし、前記部品収納部の上面開口を覆うカバーテープを剥離装置により剥離して前記部品取出位置に送られた電子部品を取り出し可能とすると共に、剥離された前記カバーテープのテンションの変化をテンション検出装置によって検出し、回収装置によりカバーテープを回収収納部へ回収するようにした電子部品供給装置を備え、且つ、前記テンション検出装置の動作状態に応じて異なる表示をする表示手段とを備えたことを特徴とする電子部品装着装置。
- 前記表示手段は、7セグメントのLEDから構成され、検出状態によって点灯、消灯或いは点滅することを特徴とする請求項7乃至9に記載の電子部品装着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255729A JP5155084B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255729A JP5155084B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品供給装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012267629A Division JP2013048305A (ja) | 2012-12-06 | 2012-12-06 | 電子部品供給装置及び電子部品装着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010087305A true JP2010087305A (ja) | 2010-04-15 |
| JP5155084B2 JP5155084B2 (ja) | 2013-02-27 |
Family
ID=42250957
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008255729A Active JP5155084B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5155084B2 (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120134065A (ko) | 2011-05-31 | 2012-12-11 | 가부시끼가이샤 히다찌 하이테크 인스트루먼츠 | 전자 부품의 장착 방법 및 장착 장치 |
| JP2013021207A (ja) * | 2011-07-13 | 2013-01-31 | Panasonic Corp | パーツフィーダおよびフィーダ調整方法 |
| JP2013089932A (ja) * | 2011-10-24 | 2013-05-13 | Fuji Mach Mfg Co Ltd | テープフィーダ |
| JP2013089931A (ja) * | 2011-10-24 | 2013-05-13 | Fuji Mach Mfg Co Ltd | テープフィーダ |
| JP2013206963A (ja) * | 2012-03-27 | 2013-10-07 | Sony Corp | キャリアテープのセット方法、テープカセット、実装装置及び基板の製造方法 |
| WO2013153731A1 (ja) * | 2012-04-13 | 2013-10-17 | パナソニック株式会社 | テープフィーダおよびテープフィーダにおける設定情報の表示方法 |
| WO2013153730A1 (ja) * | 2012-04-13 | 2013-10-17 | パナソニック株式会社 | 電子部品実装装置および電子部品実装装置における設定情報の変更方法 |
| JP2014022636A (ja) * | 2012-07-20 | 2014-02-03 | Hitachi High-Tech Instruments Co Ltd | フィーダ |
| WO2017037846A1 (ja) * | 2015-08-31 | 2017-03-09 | 富士機械製造株式会社 | 部品実装機、フィーダ装置、およびスプライス作業の不良判定方法 |
| CN106686967A (zh) * | 2015-11-11 | 2017-05-17 | 松下知识产权经营株式会社 | 部件供给装置以及部件供给方法 |
| JP2017092343A (ja) * | 2015-11-13 | 2017-05-25 | 富士機械製造株式会社 | 部品供給フィーダ |
| US9776129B2 (en) | 2012-03-19 | 2017-10-03 | Atlas Copco Airpower, Naamloze Vennootschap | Device and method for separating gases |
| JP2018041817A (ja) * | 2016-09-07 | 2018-03-15 | 富士機械製造株式会社 | バルクフィーダカセット供給装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000114778A (ja) * | 1998-09-30 | 2000-04-21 | Matsushita Electric Ind Co Ltd | テープフィーダおよびテープ送り方法 |
| JP2004015040A (ja) * | 2002-06-07 | 2004-01-15 | Fuji Mach Mfg Co Ltd | メンテナンス時期の報告機能を備えたテープ化電子部品送り装置及びそれを用いた電子部品実装装置及びテープ化電子部品送り装置のメンテナンス時期の報告方法 |
| JP2004047858A (ja) * | 2002-07-15 | 2004-02-12 | Yamaha Motor Co Ltd | 部品実装装置 |
| JP2005116599A (ja) * | 2003-10-03 | 2005-04-28 | Matsushita Electric Ind Co Ltd | 電子部品実装装置およびテープフィーダ |
-
2008
- 2008-09-30 JP JP2008255729A patent/JP5155084B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000114778A (ja) * | 1998-09-30 | 2000-04-21 | Matsushita Electric Ind Co Ltd | テープフィーダおよびテープ送り方法 |
| JP2004015040A (ja) * | 2002-06-07 | 2004-01-15 | Fuji Mach Mfg Co Ltd | メンテナンス時期の報告機能を備えたテープ化電子部品送り装置及びそれを用いた電子部品実装装置及びテープ化電子部品送り装置のメンテナンス時期の報告方法 |
| JP2004047858A (ja) * | 2002-07-15 | 2004-02-12 | Yamaha Motor Co Ltd | 部品実装装置 |
| JP2005116599A (ja) * | 2003-10-03 | 2005-04-28 | Matsushita Electric Ind Co Ltd | 電子部品実装装置およびテープフィーダ |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20120134065A (ko) | 2011-05-31 | 2012-12-11 | 가부시끼가이샤 히다찌 하이테크 인스트루먼츠 | 전자 부품의 장착 방법 및 장착 장치 |
| JP2013021207A (ja) * | 2011-07-13 | 2013-01-31 | Panasonic Corp | パーツフィーダおよびフィーダ調整方法 |
| JP2013089932A (ja) * | 2011-10-24 | 2013-05-13 | Fuji Mach Mfg Co Ltd | テープフィーダ |
| JP2013089931A (ja) * | 2011-10-24 | 2013-05-13 | Fuji Mach Mfg Co Ltd | テープフィーダ |
| US9776129B2 (en) | 2012-03-19 | 2017-10-03 | Atlas Copco Airpower, Naamloze Vennootschap | Device and method for separating gases |
| JP2013206963A (ja) * | 2012-03-27 | 2013-10-07 | Sony Corp | キャリアテープのセット方法、テープカセット、実装装置及び基板の製造方法 |
| WO2013153731A1 (ja) * | 2012-04-13 | 2013-10-17 | パナソニック株式会社 | テープフィーダおよびテープフィーダにおける設定情報の表示方法 |
| WO2013153730A1 (ja) * | 2012-04-13 | 2013-10-17 | パナソニック株式会社 | 電子部品実装装置および電子部品実装装置における設定情報の変更方法 |
| JP2013222738A (ja) * | 2012-04-13 | 2013-10-28 | Panasonic Corp | テープフィーダおよびテープフィーダにおける設定情報の表示方法 |
| CN104186030A (zh) * | 2012-04-13 | 2014-12-03 | 松下电器产业株式会社 | 带供给器以及用于显示带供给器中的设置信息的方法 |
| US9910428B2 (en) | 2012-04-13 | 2018-03-06 | Panasonic Intellectual Property Management Co., Ltd. | Electronic component mounting device, electronic component mounting system, and method for modifying setting information in electronic component mounting device and electronic component mounting system |
| JP2014022636A (ja) * | 2012-07-20 | 2014-02-03 | Hitachi High-Tech Instruments Co Ltd | フィーダ |
| WO2017037846A1 (ja) * | 2015-08-31 | 2017-03-09 | 富士機械製造株式会社 | 部品実装機、フィーダ装置、およびスプライス作業の不良判定方法 |
| CN107926146A (zh) * | 2015-08-31 | 2018-04-17 | 富士机械制造株式会社 | 元件安装机、供料器装置及拼接作业的不良判定方法 |
| CN107926146B (zh) * | 2015-08-31 | 2019-11-05 | 株式会社富士 | 元件安装机、供料器装置及拼接作业的不良判定方法 |
| US10881041B2 (en) | 2015-08-31 | 2020-12-29 | Fuji Corporation | Component mounting machine, feeder device, and splicing work defect determination method |
| CN106686967A (zh) * | 2015-11-11 | 2017-05-17 | 松下知识产权经营株式会社 | 部件供给装置以及部件供给方法 |
| CN106686967B (zh) * | 2015-11-11 | 2020-02-28 | 松下知识产权经营株式会社 | 部件供给装置以及部件供给方法 |
| JP2017092343A (ja) * | 2015-11-13 | 2017-05-25 | 富士機械製造株式会社 | 部品供給フィーダ |
| JP2018041817A (ja) * | 2016-09-07 | 2018-03-15 | 富士機械製造株式会社 | バルクフィーダカセット供給装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5155084B2 (ja) | 2013-02-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5155084B2 (ja) | 電子部品供給装置 | |
| JP4696182B2 (ja) | 電子部品装着装置 | |
| EP1793660B1 (en) | Electronic component mounting apparatus | |
| JP4744241B2 (ja) | 電子部品装着装置 | |
| JP2012074749A (ja) | 電子部品装着装置 | |
| JP4917586B2 (ja) | 電子部品装着装置 | |
| JP4917378B2 (ja) | 電子部品装着装置 | |
| JP4303174B2 (ja) | 電子部品装着装置 | |
| JP4713330B2 (ja) | 電子部品装着装置 | |
| JP2013048305A (ja) | 電子部品供給装置及び電子部品装着装置 | |
| JP6082280B2 (ja) | 電子部品供給ユニット及び電子部品装着装置 | |
| JP4450809B2 (ja) | 電子部品装着装置 | |
| JP4378428B2 (ja) | 電子部品装着装置 | |
| JP4922460B2 (ja) | 電子部品装着装置 | |
| JP4887067B2 (ja) | 電子部品装着装置 | |
| JP4722744B2 (ja) | 電子部品装着装置 | |
| JP4942712B2 (ja) | 電子部品装着装置 | |
| JP4364293B2 (ja) | 電子部品装着装置 | |
| JP4460071B2 (ja) | 電子部品装着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101029 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120314 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120514 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121106 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121206 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151214 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5155084 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |