JP2010073844A - 複数ガントリ表面実装装置の部品搭載方法 - Google Patents
複数ガントリ表面実装装置の部品搭載方法 Download PDFInfo
- Publication number
- JP2010073844A JP2010073844A JP2008238881A JP2008238881A JP2010073844A JP 2010073844 A JP2010073844 A JP 2010073844A JP 2008238881 A JP2008238881 A JP 2008238881A JP 2008238881 A JP2008238881 A JP 2008238881A JP 2010073844 A JP2010073844 A JP 2010073844A
- Authority
- JP
- Japan
- Prior art keywords
- component
- recognition
- head
- substrate
- mark
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
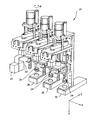
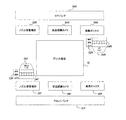
【解決手段】2個のガントリに、それぞれ配設されたヘッド部と、各ヘッド部にそれぞれ配設された基板認識手段及び搭載ノズルを備え、該搭載ノズルにより部品供給部から部品を吸着し、吸着された部品を部品認識手段で認識し、保持された基板10上の基準マークを基板認識手段で認識して、基板に部品を搭載する複数ガントリ表面実装装置の部品搭載方法において、一方のヘッド部20Fで部品吸着と部品認識手段34Fによる部品認識を行っている間に、他方のヘッド部20Rによる部品搭載と、次に前記一方のヘッド部20Fで吸着する部品を搭載すべき位置の部品マークの少なくとも一部を、該他方のヘッド部20Rの基板認識手段22Rにより先取り認識する。
【選択図】図4
Description
12…基準マーク
14…部品マーク
20…ヘッドユニット
20F…フロントヘッド
20R…リアヘッド
22F、22R…基板認識カメラ
24、24F、24R…ノズル
30F、30R…バンク
34F、34R…部品認識カメラ
Claims (2)
- 2個のガントリに、それぞれ配設されたヘッド部と、各ヘッド部にそれぞれ配設された基板認識手段及び搭載ノズルを備え、該搭載ノズルにより部品供給部から部品を吸着し、吸着された部品を部品認識手段で認識し、保持された基板上の基準マークを基板認識手段で認識して、基板に部品を搭載する複数ガントリ表面実装装置の部品搭載方法において、
一方のヘッド部で部品吸着と部品認識手段による部品認識を行っている間に、他方のヘッド部による部品搭載と、次に前記一方のヘッド部で吸着する部品を搭載すべき位置の部品マークの少なくとも一部を、該他方のヘッド部の基板認識手段により先取り認識することを特徴とする複数ガントリ表面実装装置の部品搭載方法。 - 前記一方のヘッド部で部品吸着と部品認識手段による部品認識を行っている間に、他方のヘッド部の基板認識手段による先取り認識が終了しなかった時は、残りの部品マークの認識を後で行うことを特徴とする請求項1に記載の複数ガントリ表面実装装置の部品搭載方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008238881A JP5372444B2 (ja) | 2008-09-18 | 2008-09-18 | 複数ガントリ表面実装装置の部品搭載方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008238881A JP5372444B2 (ja) | 2008-09-18 | 2008-09-18 | 複数ガントリ表面実装装置の部品搭載方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010073844A true JP2010073844A (ja) | 2010-04-02 |
| JP5372444B2 JP5372444B2 (ja) | 2013-12-18 |
Family
ID=42205370
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008238881A Active JP5372444B2 (ja) | 2008-09-18 | 2008-09-18 | 複数ガントリ表面実装装置の部品搭載方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5372444B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016025266A (ja) * | 2014-07-23 | 2016-02-08 | 富士機械製造株式会社 | 実装装置及び実装方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001053495A (ja) * | 1999-08-06 | 2001-02-23 | Matsushita Electric Ind Co Ltd | 電子部品実装方法 |
| JP2002204099A (ja) * | 2000-12-27 | 2002-07-19 | Sanyo Electric Co Ltd | 電子部品装着装置 |
| JP2003069288A (ja) * | 2001-08-24 | 2003-03-07 | Matsushita Electric Ind Co Ltd | 部品実装方法及び部品実装装置 |
| JP2007305775A (ja) * | 2006-05-11 | 2007-11-22 | Yamaha Motor Co Ltd | 部品実装方法、部品実装装置および部品実装システム |
-
2008
- 2008-09-18 JP JP2008238881A patent/JP5372444B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001053495A (ja) * | 1999-08-06 | 2001-02-23 | Matsushita Electric Ind Co Ltd | 電子部品実装方法 |
| JP2002204099A (ja) * | 2000-12-27 | 2002-07-19 | Sanyo Electric Co Ltd | 電子部品装着装置 |
| JP2003069288A (ja) * | 2001-08-24 | 2003-03-07 | Matsushita Electric Ind Co Ltd | 部品実装方法及び部品実装装置 |
| JP2007305775A (ja) * | 2006-05-11 | 2007-11-22 | Yamaha Motor Co Ltd | 部品実装方法、部品実装装置および部品実装システム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016025266A (ja) * | 2014-07-23 | 2016-02-08 | 富士機械製造株式会社 | 実装装置及び実装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5372444B2 (ja) | 2013-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100881908B1 (ko) | 전자부품 실장장치 및 전자부품 실장방법 | |
| EP1661159B1 (en) | Component mounting apparatus and component mounting method | |
| JP3562325B2 (ja) | 電子部品の実装方法 | |
| JP5989803B2 (ja) | 部品実装機及び部品実装方法 | |
| JP4960311B2 (ja) | 部品実装方法 | |
| JP2001237599A (ja) | 電子部品実装方法 | |
| JP6009695B2 (ja) | 部品実装装置、部品実装方法 | |
| JP2009238873A (ja) | 部品実装方法 | |
| JP5372444B2 (ja) | 複数ガントリ表面実装装置の部品搭載方法 | |
| JP5969789B2 (ja) | 電子部品実装装置 | |
| JP2017092273A (ja) | 部品実装装置および部品実装方法 | |
| JP6756467B2 (ja) | 部品実装装置および部品実装装置における撮像方法 | |
| JP2009259886A (ja) | 部品実装機及び部品実装方法 | |
| JP2003060396A (ja) | 電子部品実装装置および電子部品実装方法 | |
| JP5052159B2 (ja) | 表面実装装置及び方法 | |
| JP2008091815A (ja) | 実装機およびその部品撮像方法 | |
| JP2005064026A (ja) | 部品装着装置 | |
| JP2002026592A (ja) | 電子部品の実装装置および実装方法 | |
| JP2010267916A (ja) | 実装機 | |
| JP3928381B2 (ja) | 電子部品実装装置および電子部品実装方法 | |
| JP5794856B2 (ja) | 電子部品装着装置、および、電子部品装着方法 | |
| JP5686321B2 (ja) | 実装装置、電子部品の実装方法及び基板の製造方法 | |
| EP3554206B1 (en) | Component mounting method | |
| JP2008091646A (ja) | 部品実装方法 | |
| JP2006310647A (ja) | 表面実装機および部品実装方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110916 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121022 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5372444 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |