JP2010064483A - 強度の最適化されたコントロールマーク測定 - Google Patents
強度の最適化されたコントロールマーク測定 Download PDFInfo
- Publication number
- JP2010064483A JP2010064483A JP2009206677A JP2009206677A JP2010064483A JP 2010064483 A JP2010064483 A JP 2010064483A JP 2009206677 A JP2009206677 A JP 2009206677A JP 2009206677 A JP2009206677 A JP 2009206677A JP 2010064483 A JP2010064483 A JP 2010064483A
- Authority
- JP
- Japan
- Prior art keywords
- color
- optical sensor
- measuring device
- intensity threshold
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005259 measurement Methods 0.000 title claims abstract description 23
- 230000003287 optical effect Effects 0.000 claims abstract description 46
- 238000000034 method Methods 0.000 claims abstract description 17
- 238000007639 printing Methods 0.000 claims description 54
- 238000001228 spectrum Methods 0.000 claims description 42
- 239000000758 substrate Substances 0.000 claims description 25
- 238000001514 detection method Methods 0.000 claims description 10
- 238000005286 illumination Methods 0.000 claims description 9
- 230000003595 spectral effect Effects 0.000 claims description 5
- 238000011156 evaluation Methods 0.000 claims description 2
- 239000000463 material Substances 0.000 description 7
- 239000003086 colorant Substances 0.000 description 6
- 239000002131 composite material Substances 0.000 description 5
- 230000003321 amplification Effects 0.000 description 3
- 238000003199 nucleic acid amplification method Methods 0.000 description 3
- 238000007645 offset printing Methods 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000006978 adaptation Effects 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F33/00—Indicating, counting, warning, control or safety devices
- B41F33/0081—Devices for scanning register marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/50—Marks on printed material
- B41P2233/51—Marks on printed material for colour quality control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41P—INDEXING SCHEME RELATING TO PRINTING, LINING MACHINES, TYPEWRITERS, AND TO STAMPS
- B41P2233/00—Arrangements for the operation of printing presses
- B41P2233/50—Marks on printed material
- B41P2233/52—Marks on printed material for registering
Landscapes
- Spectrometry And Color Measurement (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
Abstract
【解決手段】コントロールマークを色測定器6によって検出し、光学センサ15の強度閾値を、色測定器6によって検出される色測定値に応じて、計算機19によって求める。
【選択図】図1
Description
Claims (14)
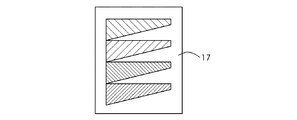
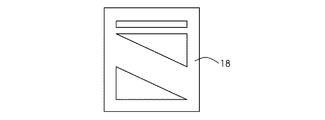
- 計算機(19)と接続された光学センサ(15)によって、被印刷物(12)上のコントロールマーク(17,18)を評価する方法であって、
光学センサ(15)は、被印刷物(12)を検出する際に所定の強度閾値の超過を、印刷されたコントロールマーク(17,18)のラインとして解釈する方法において、
コントロールマーク(17,18)を色測定器(6)によって検出し、光学センサ(15)の強度閾値を、色測定器(6)によって検出される色測定値に応じて、計算機(1)によって求めることを特徴とする、被印刷物上のコントロールマークを評価する方法。 - 強度閾値を、検出された色を考慮して求める、請求項1記載の方法。
- 検出時にコントロールマーク(17,18)に照射して、強度閾値を、計算機(19)によって、照射のスペクトルを考慮して特定する、請求項1または2記載の方法。
- 強度閾値を、計算機(19)によって、光学センサ(15)のスペクトルを考慮して特定する、請求項1から3までのいずれか1項記載の方法。
- 照射のスペクトルおよび/または光学センサ(15)のスペクトルを、計算機(19)に格納している、請求項1から4までのいずれか1項記載の方法。
- 印刷機(1)内で被印刷物(12)を検出し、被印刷物(12)を、検出中、シートグリッパ(11)によって胴(7)に沿って保持する、請求項1から5までのいずれか1項記載の方法。
- コントロールマーク(17,18)が、レジスタマークまたは見当マークである、請求項1から6までのいずれか1項記載の方法。
- 被印刷物(12)上のコントロールマーク(17,18)を評価する装置であって、
計算機(19)と接続された光学センサ(15)が設けられており、該光学センサ(15)は、被印刷物(12)の検出時に所定の強度閾値の超過を、印刷されたコントロールマーク(17,18)のラインとして解釈するようになっており、色測定器(6)が設けられている装置において、
コントロールマーク(17,18)が色測定器(6)によって検出され、光学センサ(15)の強度閾値が、色測定器(6)によって検出される色測定値に応じて、計算機(19)によって求められるように、当該評価装置が調整されていることを特徴とする、被印刷物上のコントロールマークを評価する装置。 - 色測定器(6)は、スペクトル測定ヘッドを備えている、請求項8記載の装置。
- 照射源(16)が設けられており、該照射源(16)は、検出中にコントロールマーク(17,18)に照射する、請求項8または9記載の装置。
- 色測定器(6)および光学センサ(15)は、印刷機(1)内に配置されている、請求項8から10までのいずれか1項記載の装置。
- 光学センサ(15)および色測定器(6)は、1構成ユニットを成している、請求項11記載の装置。
- 光学センサ(15)および色測定器(6)は、印刷機(1)の最後位の印刷部(5)に配置されている、請求項8から12までのいずれか1項記載の装置。
- 請求項8から13までのいずれか1項記載の装置を備えた印刷機(1)。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008046216.0 | 2008-09-08 | ||
| DE102008046216 | 2008-09-08 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010064483A true JP2010064483A (ja) | 2010-03-25 |
| JP5371644B2 JP5371644B2 (ja) | 2013-12-18 |
Family
ID=41650942
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009206677A Active JP5371644B2 (ja) | 2008-09-08 | 2009-09-08 | 強度の最適化されたコントロールマーク測定 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US8601947B2 (ja) |
| JP (1) | JP5371644B2 (ja) |
| CN (1) | CN101670703B (ja) |
| DE (1) | DE102009035006B4 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011014073A1 (de) * | 2011-03-16 | 2012-09-20 | Robert Bosch Gmbh | Verfahren zur Regelung eines Druckvorgangs |
| JP5636349B2 (ja) * | 2011-09-09 | 2014-12-03 | 株式会社ミヤコシ | 枚葉デジタル印刷方法 |
| DE102012104584A1 (de) | 2012-05-29 | 2013-12-05 | Océ Printing Systems GmbH & Co. KG | Verfahren zum Steuern eines Farbdruckers oder Farbkopierers |
| ES2931900B2 (es) | 2021-06-23 | 2023-05-17 | Kento Digital Printing S L U | Procedimiento y dispositivo para sincronizar un proceso de impresion sobre carton |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6174846A (ja) * | 1984-09-20 | 1986-04-17 | Nireko:Kk | 自動見当合せ装置 |
| DE4218762A1 (de) * | 1992-06-06 | 1993-12-09 | Heidelberger Druckmasch Ag | Abtastanordnung für im Mehrfarbendruck erzeugte Registermarken |
| JP2005319801A (ja) * | 2004-05-03 | 2005-11-17 | Heidelberger Druckmas Ag | レジスタセンサ |
| JP2006082501A (ja) * | 2004-09-17 | 2006-03-30 | Dainippon Printing Co Ltd | 測色方法および測色装置 |
| JP2008055782A (ja) * | 2006-08-31 | 2008-03-13 | Mitsubishi Heavy Ind Ltd | 印刷機 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2636906C3 (de) * | 1976-08-17 | 1983-12-29 | Erwin Sick Gmbh Optik-Elektronik, 7808 Waldkirch | Verfahren zur Erzeugung eines Schaltsignals beim Durchgang eines Kontrastsprunges und Schaltungsanordnung zur Ausführung des Verfahrens |
| US4366753A (en) * | 1980-04-11 | 1983-01-04 | Baldwin Korthe Web Controls, Inc. | Circumferential registration control system |
| GB2115145B (en) | 1981-07-29 | 1986-05-29 | Dainippon Printing Co Ltd | Method and device for inspecting printed matter |
| US4528630A (en) * | 1982-09-14 | 1985-07-09 | Oao Corporation | Automatic registration control method and apparatus |
| DE4014706C2 (de) * | 1990-05-08 | 1994-06-01 | Heidelberger Druckmasch Ag | Verfahren zum Ermitteln von Registerfehlern auf einem mit Registermarken versehenen Druckerzeugnis |
| DE4014708C2 (de) * | 1990-05-08 | 1994-03-10 | Heidelberger Druckmasch Ag | Verfahren zum Ermitteln von Registerfehlern |
| DE4321179A1 (de) | 1993-06-25 | 1995-01-05 | Heidelberger Druckmasch Ag | Verfahren und Einrichtung zur Steuerung oder Regelung von Betriebsvorgängen einer drucktechnischen Maschine |
| DE19526373B4 (de) * | 1994-08-08 | 2005-10-20 | Tokyo Kikai Seisakusho Ltd | Vorrichtung zur Registersteuerung bei Rollenrotationsdruckmaschinen und automatisches Verfahren zur Registersteuerung für Rollenrotationsdruckmaschinen zur Korrektur von Registereinstellfehlern |
| DE19738992A1 (de) | 1997-09-05 | 1999-03-11 | Empa | Messfeldblock und Verfahren zur Erfassung von Qualidätsdaten im Mehrfarben-Auflagendruck |
| DE10016566A1 (de) | 2000-04-03 | 2001-10-11 | Innomess Elektronik Gmbh | Verfahren zur Messung von Farbwerten an gedruckten Farbmarken |
| DE10141446A1 (de) * | 2000-09-18 | 2002-03-28 | Heidelberger Druckmasch Ag | Anordnung zum Detektieren von Registermarken |
| JP3869355B2 (ja) * | 2002-12-10 | 2007-01-17 | 株式会社東京機械製作所 | 多色刷輪転機における見当誤差検出方法、見当誤差検出装置及び見当調整自動制御装置 |
| DE102004021600A1 (de) * | 2004-05-03 | 2005-12-08 | Gretag-Macbeth Ag | Vorrichtung zur Inline-Überwachung der Druckqualität bei Bogenoffsetdruckmaschinen |
| DE102004021601B4 (de) * | 2004-05-03 | 2020-10-22 | Heidelberger Druckmaschinen Ag | Inline-Messung und Regelung bei Druckmaschinen |
| DE102004061951B4 (de) | 2004-12-23 | 2017-10-12 | manroland sheetfed GmbH | Verfahren zur Qualitätskontrolle an oberflächenvariablen Drucksachen |
| DE102007030571B4 (de) | 2006-08-03 | 2020-04-09 | Heidelberger Druckmaschinen Ag | Farbmessvorrichtung mit zwei unterschiedlich arbeitenden Messeinrichtungen |
| DE102008016456B4 (de) | 2008-03-31 | 2011-04-28 | Eastman Kodak Company | Verfahren zum Überprüfen einer Funktionalität einer Mehrfarbendruckmaschine |
-
2009
- 2009-07-28 DE DE102009035006.3A patent/DE102009035006B4/de active Active
- 2009-09-04 CN CN2009101730320A patent/CN101670703B/zh active Active
- 2009-09-08 US US12/555,050 patent/US8601947B2/en active Active
- 2009-09-08 JP JP2009206677A patent/JP5371644B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6174846A (ja) * | 1984-09-20 | 1986-04-17 | Nireko:Kk | 自動見当合せ装置 |
| DE4218762A1 (de) * | 1992-06-06 | 1993-12-09 | Heidelberger Druckmasch Ag | Abtastanordnung für im Mehrfarbendruck erzeugte Registermarken |
| JP2005319801A (ja) * | 2004-05-03 | 2005-11-17 | Heidelberger Druckmas Ag | レジスタセンサ |
| JP2006082501A (ja) * | 2004-09-17 | 2006-03-30 | Dainippon Printing Co Ltd | 測色方法および測色装置 |
| JP2008055782A (ja) * | 2006-08-31 | 2008-03-13 | Mitsubishi Heavy Ind Ltd | 印刷機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5371644B2 (ja) | 2013-12-18 |
| CN101670703B (zh) | 2013-10-16 |
| US8601947B2 (en) | 2013-12-10 |
| US20100058944A1 (en) | 2010-03-11 |
| CN101670703A (zh) | 2010-03-17 |
| DE102009035006A1 (de) | 2010-03-11 |
| DE102009035006B4 (de) | 2019-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5715229B2 (ja) | 異なる動作をする2つの測定装置を備えている、色に関する測定を行う装置 | |
| JP4928648B2 (ja) | 印刷機において色調整を行う方法 | |
| US7637210B2 (en) | Register sensor | |
| CN101863161B (zh) | 与角度相关的颜色值修正 | |
| EP0909646B1 (en) | A method for monitoring registration of images printed by a printer | |
| US20190253583A1 (en) | Determination of tone value increase from a printed image | |
| US8813647B2 (en) | Method and device for determining register deviations through recursion analysis | |
| JP4928647B2 (ja) | 印刷機内で求められる少なくとも1つの測定値の妥当性を検査する方法 | |
| US20080216689A1 (en) | Device and Method for Recognition of Register Errors | |
| JPS58217362A (ja) | 重複印刷像を整合させる方法及び装置 | |
| WO2007078749A3 (en) | Apparatus, system, and method for print quality measurements | |
| US10525697B2 (en) | Inspection system having a plurality of detection zones | |
| JP5371644B2 (ja) | 強度の最適化されたコントロールマーク測定 | |
| US20080201110A1 (en) | Ink Splitting Correction Method | |
| JP2001088273A (ja) | 印刷製品を濃度計によって測定するための装置 | |
| US4681455A (en) | Method of determining the area coverage of a printed original or printing plate for printing presses | |
| JP6381320B2 (ja) | 印刷機においてインキ調量を調整する方法 | |
| JP7037173B2 (ja) | 段ボールシートの品質検査装置 | |
| US8973500B2 (en) | Method for controlling the amount of dampening solution in a printing unit of a printing press | |
| CN103802520B (zh) | 用于胶版印刷的印版 | |
| JP5669430B2 (ja) | 色制御方法 | |
| US11110729B2 (en) | Recording medium and method for acquiring landing deviation amount in recording apparatus | |
| JP4438155B2 (ja) | 印刷機のローラー調整方法とローラー調整装置、およびオフセット印刷機 | |
| CN113424054A (zh) | 照明装置和检查装置 | |
| JPH0429965B2 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20101227 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120502 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20120502 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130819 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130917 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5371644 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |