JP2010062081A - 双極型二次電池 - Google Patents
双極型二次電池 Download PDFInfo
- Publication number
- JP2010062081A JP2010062081A JP2008228526A JP2008228526A JP2010062081A JP 2010062081 A JP2010062081 A JP 2010062081A JP 2008228526 A JP2008228526 A JP 2008228526A JP 2008228526 A JP2008228526 A JP 2008228526A JP 2010062081 A JP2010062081 A JP 2010062081A
- Authority
- JP
- Japan
- Prior art keywords
- active material
- electrode active
- material layer
- secondary battery
- current collector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images










Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Secondary Cells (AREA)
- Connection Of Batteries Or Terminals (AREA)
- Battery Electrode And Active Subsutance (AREA)
Abstract
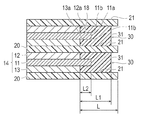
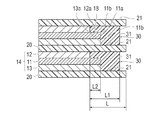
【構成】双極型二次電池10は、集電体11の一方の面に正極活物質層12が形成され他方の面に負極活物質層13が形成された双極型電極14を、電解質を含むセパレータ20を挟んで複数直列に積層している。双極型二次電池10はさらに、集電体の外周縁と接するシール部30を有している。シール部によって、集電体の外周部を固定する。
【選択図】図1
Description
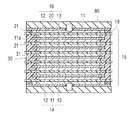
図1は、本発明の第1の実施形態に係る双極型二次電池10の全体構造を模式的に示す概略断面図、図2は、第1の実施形態に係る双極型二次電池10の要部を示す拡大断面図である。
集電体11としては、特に制限されるものではなく、従来公知のものを利用することができる。例えば、アルミニウム箔、ステンレス箔、ニッケルとアルミニウムのクラッド材、銅とアルミニウムのクラッド材、あるいはこれらの金属の組み合わせのめっき材などが好ましく使える。また、金属表面に、アルミニウムを被覆させた集電体であってもよい。また、場合によっては、2つ以上の金属箔を張り合わせた集電体を用いてもよい。また、スプレーコートなどの薄膜製造技術により、所望の形状に製膜して形成したものを利用することもできる。例えば、アルミニウム、銅、チタン、ニッケル、ステンレス鋼(SUS)、これらの合金などの金属粉末を主成分として、これにバインダ(樹脂)、溶剤を含む集電体金属ペーストを加熱して成形してなるものである。これら金属粉末は1種単独で用いてもよいし、2種以上を混合して用いてもよいし、さらに、製法上の特徴を生かして金属粉末の種類の異なるものを多層に積層したものであってもよい。また、双極型二次電池における集電体は積層方向のみに電流を流すため、集電体の抵抗値が金属に比べて高いものでも用いることができる。例えば導電性高分子を主成分とする導電性高分子膜もしくは高分子材料に導電性粒子を分散させた導電性高分子膜も利用することができる。上記バインダとしては、特に制限されるべきものではなく、たとえば、エポキシ樹脂など、従来公知の樹脂バインダ材料を用いることができるほか、導電性高分子材料を用いても良い。集電体の厚さは、特に限定されないが、通常は1〜100μm程度である。
正極活物質層12は、正極活物質を含む。この他にも、バインダ、導電助剤、電解質塩(リチウム塩)、イオン伝導性ポリマーなどが含まれ得る。正極活物質層12の厚さは、特に制限されず、例えば2〜100μm程度である。
負極活物質層13に含まれる負極活物質としては、容量、出力特性に優れた電池を作製できることから、LiMn2O4、LiNiO2などのリチウム−遷移金属複合酸化物のようなリチウム遷移金属−複合材料や、炭素材料が好ましい。炭素材料としては、例えば、天然黒鉛、人造黒鉛、膨張黒鉛等の黒鉛系炭素材料(黒鉛)、カーボンブラック、活性炭、カーボンファイバー、コークス、ソフトカーボン、ハードカーボン等が挙げられる。好ましくは、天然黒鉛、人造黒鉛、膨張黒鉛などの黒鉛である。また、リチウムとSi、Sn、Al、Sbなどとの合金も用いられ得る。場合によっては、2種以上の負極活物質が併用されてもよい。
タブ(正極タブ42および負極タブ44)の材質は、特に制限されず、双極型二次電池用のタブとして従来用いられている公知の材質が用いられ得る。例えば、アルミニウム、銅、チタン、ニッケル、ステンレス鋼(SUS)、これらの合金等が例示される。なお、正極タブ42と負極タブ44とでは、同一の材質が用いられてもよいし、異なる材質が用いられてもよい。なお、本実施形態のように、最外層集電体(17a、17b)を延長することによりタブ(42、44)としてもよいし、別途準備したタブを最外層集電体に接続してもよい。
双極型二次電池10の外観構成は、特に限定されず、本発明は、積層型(扁平型)電池、巻回型(円筒型)電池など、従来公知のいずれの外観構成をも適用し得る。本実施形態では、積層型(扁平型)電池の外観構成を採用することによって、簡単な熱圧着などのシール技術により長期信頼性を確保し、コスト面や作業性の点で有利なものとしている。
本実施形態の双極型二次電池10を用いて組電池としてもよい。複数個の双極型二次電池10を電気的に直列および/または並列に接続することによって、容量および電圧を自由に調節することが可能になる。
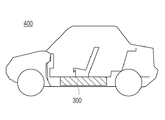
本実施形態の双極型二次電池10は、そのままの形態で、あるいは上述した組電池の形態で、車両に搭載され得る。車両に搭載された電池は、例えば、車両のモータを駆動する電源として用いられる。
本発明の双極型二次電池の製造方法は特に制限されず、従来公知の知見を適宜参照することにより製造できる。以下、本発明の双極型二次電池の製造方法を簡単に説明する。
図7は、本発明の第2の実施形態に係る双極型二次電池10の要部を示す拡大断面図である。なお、上述した実施形態と共通する部材には同一の符号を付し、その説明は一部省略する。
図8は、本発明の第3の実施形態に係る双極型二次電池10の要部を示す拡大断面図である。なお、上述した実施形態と共通する部材には同一の符号を付し、その説明は一部省略する。
図9は、本発明の第4の実施形態に係る双極型二次電池10の要部を示す拡大断面図である。なお、上述した実施形態と共通する部材には同一の符号を付し、その説明は一部省略する。
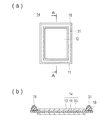
図10は、本発明の第5の実施形態に係る双極型二次電池10の要部を示す分解斜視図、図11(a)は、第5の実施形態におけるシール材62の塗布状況を説明するための断面図、図11(b)は、プレスした後のシール材62の拡がり状況を説明するための平面図である。なお、上述した実施形態と共通する部材には同一の符号を付し、その説明は一部省略する。
第1〜第3の実施形態の構成に加えて、導電リード50を集電体11と電気的に接続することもできる。具体的には、熱プレスを実施する前に、導電リード50を集電体11に接触するように未硬化のシール前駆体に差し込んでおく。そして、熱プレスを実施し、未硬化のシール前駆体を広げて導電リード50を固定しつつ硬化させることによって、導電リード50を集電体11と電気的に接続するようにしてもよい。
正極活物質であるLiMn2O4(平均粒子径20μm)(85質量%)、導電助剤であるアセチレンブラック(5質量%)、バインダであるポリフッ化ビニリデン(PVdF)(10質量%)を混合し、次いでスラリー粘度調製用溶媒であるN−メチル−2−ピロリドン(NMP)を適量添加して、正極活物質スラリーを調製した。
プロピレンカーボネート(PC)およびエチレンカーボネート(EC)を体積比1:1で混合し、電解液用の溶媒とした。次いで、この電解液用の溶媒に、リチウム塩であるLiPF6を1Mの濃度になるように添加して電解液を調製した。上述の電解液90質量%、ホストポリマーとしてHFPコポリマー成分を10%含むポリフッ化ビニリデン−ヘキサフルオロプロピレンコポリマー(PVdF−HFP)10質量%を混合した。これに粘度調製溶媒としてジメチルカーボネート(DMC)を適当な粘度になるまで添加し、プレゲル電解質を作製した。
実施例1として、第1の実施形態(図2を参照)において説明した構造の電池要素を作製した。
上記で作製した双極型電極を160mm×130mmの長方形に切り出した。
上記で作製した双極型電極の正極活物質層の周辺部の集電体露出部に、ディスペンサを用いて、シール前駆体である1液性未硬化エポキシ樹脂を枠状に塗布した(図6B参照)。
上記した正極活物質層、セパレータおよび負極活物質層からなる単電池を積層し、単電池が12層となる電池要素を作製した。
実施例2として、第2の実施形態(図7を参照)において説明した構造の電池要素を作製した。
実施例3として、第3の実施形態(図8を参照)において説明した構造の電池要素を作製した。
実施例4として、第4の実施形態(図9を参照)において説明した構造の電池要素を作製した。
実施例5として、第5の実施形態(図10および図11を参照)において説明した構造の電池要素を作製した。
比較例として、図12に示すように、導電リード用シール部と同様の構造を持つ電池要素を作製した。
電池要素の端部に、1kg重/cm2の荷重をかけた後、充電を行い、その後の電圧変化を測定した。12層積層品の10サンプルについて、評価を行った。試験12時間後の解放電圧の維持率が90%以下に低下した層の数を測定した。測定結果を下記の表1に示す。

11 集電体、
11a 集電体の端部、
11b エッジ部、
12 正極活物質層、
12a 正極活物質層の端部、
13 負極活物質層、
13a 負極活物質層の端部、
14 双極型電極、
15 電池要素、
16 単電池層、
18 露出部、
20 セパレータ、
21 外周部、
30 シール部、
31 シール材、
50 導電リード、
51 露出部、
52 接続部、
53 空間部、
60 導電リード用シール部、
61 シール材、
62 シール材、
62a 導電リード用シール部を形成する一辺に配置するシール材、
62b シール部を形成する他の辺に配置するシール材、
71 シール部のみを備える層、
72 導電リード用シール部のみを備える層、
80 熱プレス機
250 小型の組電池、
300 組電池、
310 接続治具、
400 電気自動車(車両)。
Claims (15)
- 集電体の一方の面に正極活物質層が形成され他方の面に負極活物質層が形成された双極型電極を、電解質を含むセパレータを挟んで複数直列に積層した双極型二次電池であって、
前記集電体の外周縁と接するシール部を有してなる双極型二次電池。 - 前記シール部は、2つの前記セパレータにおける外周部の間に配置されてなる請求項1に記載の双極型二次電池。
- 前記2つのセパレータは、隣り合うセパレータ同士である請求項2に記載の双極型二次電池。
- 前記集電体は、前記正極活物質層の端部および前記負極活物質層の端部の両方の端部に対して外方に位置して露出する露出部を備え、
前記シール部は、前記露出部におけるエッジ部を少なくとも包み込んでなる請求項1〜請求項3のいずれか1つに記載の双極型二次電池。 - 前記シール部は、前記露出部の全体を包み込んでなる請求項4に記載の双極型二次電池。
- 前記集電体は、前記正極活物質層および前記負極活物質層のうちの一方の活物質層の端部に対して外方に位置して露出する露出部を備え、
前記シール部は、前記露出部におけるエッジ部を少なくとも包み込んでなる請求項1〜請求項3のいずれか1つに記載の双極型二次電池。 - 前記シール部は、他方の活物質層との間で前記露出部の全体を包み込んでなる請求項6に記載の双極型二次電池。
- 前記一方の活物質層は、前記正極活物質層である請求項6または請求項7に記載の双極型二次電池。
- 前記集電体は、前記正極活物質層の端部および前記負極活物質層の端部のそれぞれに連続する端部を備え、
前記シール部は、前記集電体、前記正極活物質層、および前記負極活物質層のそれぞれの前記端部に接してなる請求項1〜請求項3のいずれか1つに記載の双極型二次電池。 - 前記集電体の少なくとも1つは、前記正極活物質層の端部および前記負極活物質層の端部の両方の端部に対して外方に位置して露出するとともに導電リードを接続する露出部を備え、
隣り合う前記セパレータのそれぞれと前記露出部との間に、絶縁性のシール材によって形成される導電リード用シール部が、前記導電リードを接続するための接続部を前記露出部の外周側に露出させたまま残して配置されてなる請求項1〜請求項9のいずれか1つに記載の双極型二次電池。 - 前記双極型電極を一対の前記セパレータによって挟んでなるとともに前記シール部のみを備える層と、前記双極型電極を一対の前記セパレータによって挟んでなるとともに前記導電リード用シール部のみを備える層とが積層方向に交互に存在してなる請求項10に記載の双極型二次電池。
- 前記双極型電極を一対の前記セパレータによって挟んでなる層のそれぞれは、前記シール部および前記導電リード用シール部を備えてなる請求項10に記載の双極型二次電池。
- 隣り合う層は、前記導電リード用シール部のそれぞれが前記積層方向から見て異なる辺に形成されている請求項12に記載の双極型二次電池。
- 請求項1〜13のいずれか1項に記載の双極型二次電池を用いた組電池。
- 請求項1〜13のいずれか1項に記載の双極型二次電池、または請求項14に記載の組電池を搭載した車両。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008228526A JP5631537B2 (ja) | 2008-09-05 | 2008-09-05 | 双極型二次電池 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008228526A JP5631537B2 (ja) | 2008-09-05 | 2008-09-05 | 双極型二次電池 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010062081A true JP2010062081A (ja) | 2010-03-18 |
| JP5631537B2 JP5631537B2 (ja) | 2014-11-26 |
Family
ID=42188648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008228526A Expired - Fee Related JP5631537B2 (ja) | 2008-09-05 | 2008-09-05 | 双極型二次電池 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5631537B2 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010150077A1 (en) * | 2009-06-25 | 2010-12-29 | Nissan Motor Co., Ltd. | Bipolar secondary battery |
| JP2013235664A (ja) * | 2012-05-07 | 2013-11-21 | Toyota Industries Corp | 蓄電装置 |
| CN104247125A (zh) * | 2013-02-08 | 2014-12-24 | 株式会社Lg化学 | 包括阶梯型单位电池胞的阶梯型电极组件 |
| CN112424975A (zh) * | 2018-07-18 | 2021-02-26 | 本田技研工业株式会社 | 固体电池用正极、固体电池用正极的制造方法、及固体电池 |
| JP2021039876A (ja) * | 2019-09-02 | 2021-03-11 | 三星電子株式会社Samsung Electronics Co.,Ltd. | 全固体電池 |
| JP2021082529A (ja) * | 2019-11-21 | 2021-05-27 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
| CN113394494A (zh) * | 2020-03-13 | 2021-09-14 | 本田技研工业株式会社 | 固体蓄电装置及其制造方法 |
| CN113937247A (zh) * | 2021-10-20 | 2022-01-14 | 武汉船用电力推进装置研究所(中国船舶重工集团公司第七一二研究所) | 一种一体化双极性电极和电池堆 |
| JP2023554151A (ja) * | 2020-12-22 | 2023-12-26 | 華為技術有限公司 | バッテリー、電子デバイス、及びモバイル装置 |
| JP2025035842A (ja) * | 2023-09-04 | 2025-03-14 | トヨタ自動車株式会社 | 蓄電セル |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005235463A (ja) * | 2004-02-17 | 2005-09-02 | Nissan Motor Co Ltd | バイポーラ電池 |
| JP2006210002A (ja) * | 2005-01-25 | 2006-08-10 | Nissan Motor Co Ltd | 電池用電極 |
| JP2007257859A (ja) * | 2006-03-20 | 2007-10-04 | Nissan Motor Co Ltd | バイポーラ電池 |
| JP2008117626A (ja) * | 2006-11-02 | 2008-05-22 | Nissan Motor Co Ltd | 双極型二次電池 |
-
2008
- 2008-09-05 JP JP2008228526A patent/JP5631537B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005235463A (ja) * | 2004-02-17 | 2005-09-02 | Nissan Motor Co Ltd | バイポーラ電池 |
| JP2006210002A (ja) * | 2005-01-25 | 2006-08-10 | Nissan Motor Co Ltd | 電池用電極 |
| JP2007257859A (ja) * | 2006-03-20 | 2007-10-04 | Nissan Motor Co Ltd | バイポーラ電池 |
| JP2008117626A (ja) * | 2006-11-02 | 2008-05-22 | Nissan Motor Co Ltd | 双極型二次電池 |
Cited By (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010150077A1 (en) * | 2009-06-25 | 2010-12-29 | Nissan Motor Co., Ltd. | Bipolar secondary battery |
| US8741477B2 (en) | 2009-06-25 | 2014-06-03 | Nissan Motor Co., Ltd. | Bipolar secondary battery with seal members |
| JP2013235664A (ja) * | 2012-05-07 | 2013-11-21 | Toyota Industries Corp | 蓄電装置 |
| CN104247125A (zh) * | 2013-02-08 | 2014-12-24 | 株式会社Lg化学 | 包括阶梯型单位电池胞的阶梯型电极组件 |
| EP2860810A4 (en) * | 2013-02-08 | 2015-08-05 | Lg Chemical Ltd | GESTURED ELECTRODE ARRANGEMENT WITH STAGE UNIT CELL |
| US9929439B2 (en) | 2013-02-08 | 2018-03-27 | Lg Chem, Ltd. | Stepped electrode assembly including stepped unit cell |
| JPWO2020017467A1 (ja) * | 2018-07-18 | 2021-08-02 | 本田技研工業株式会社 | 固体電池用正極、固体電池用正極の製造方法、および固体電池 |
| JP7046185B2 (ja) | 2018-07-18 | 2022-04-01 | 本田技研工業株式会社 | 固体電池用正極、固体電池用正極の製造方法、および固体電池 |
| CN112424975A (zh) * | 2018-07-18 | 2021-02-26 | 本田技研工业株式会社 | 固体电池用正极、固体电池用正极的制造方法、及固体电池 |
| JP2021039876A (ja) * | 2019-09-02 | 2021-03-11 | 三星電子株式会社Samsung Electronics Co.,Ltd. | 全固体電池 |
| JP7539764B2 (ja) | 2019-09-02 | 2024-08-26 | 三星電子株式会社 | 全固体電池 |
| WO2021100598A1 (ja) * | 2019-11-21 | 2021-05-27 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
| JP2021082529A (ja) * | 2019-11-21 | 2021-05-27 | 株式会社豊田自動織機 | 蓄電装置及び蓄電装置の製造方法 |
| CN113394494A (zh) * | 2020-03-13 | 2021-09-14 | 本田技研工业株式会社 | 固体蓄电装置及其制造方法 |
| CN113394494B (zh) * | 2020-03-13 | 2024-03-01 | 本田技研工业株式会社 | 固体蓄电装置及其制造方法 |
| JP2023554151A (ja) * | 2020-12-22 | 2023-12-26 | 華為技術有限公司 | バッテリー、電子デバイス、及びモバイル装置 |
| EP4246701A4 (en) * | 2020-12-22 | 2024-12-25 | Huawei Technologies Co., Ltd. | BATTERY, ELECTRONIC DEVICE AND MOBILE DEVICE |
| JP7711871B2 (ja) | 2020-12-22 | 2025-07-23 | 華為技術有限公司 | バッテリー、電子デバイス、及びモバイル装置 |
| CN113937247A (zh) * | 2021-10-20 | 2022-01-14 | 武汉船用电力推进装置研究所(中国船舶重工集团公司第七一二研究所) | 一种一体化双极性电极和电池堆 |
| CN113937247B (zh) * | 2021-10-20 | 2025-03-28 | 武汉船用电力推进装置研究所(中国船舶重工集团公司第七一二研究所) | 一种一体化双极性电极和电池堆 |
| JP2025035842A (ja) * | 2023-09-04 | 2025-03-14 | トヨタ自動車株式会社 | 蓄電セル |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5631537B2 (ja) | 2014-11-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5526481B2 (ja) | 二次電池およびその製造方法 | |
| US8076021B2 (en) | Bipolar battery | |
| JP5631537B2 (ja) | 双極型二次電池 | |
| JP4055642B2 (ja) | 高速充放電用電極および電池 | |
| JP4370902B2 (ja) | バイポーラ電池およびその製造方法。 | |
| JP5167703B2 (ja) | 電池用電極 | |
| JP4155054B2 (ja) | バイポーラ電池 | |
| JP5601361B2 (ja) | 電池用電極 | |
| JP5266618B2 (ja) | バイポーラ電池 | |
| JP4967230B2 (ja) | 電池構造体 | |
| JP4100188B2 (ja) | バイポーラ電池 | |
| JP2009211949A (ja) | 非水電解質二次電池 | |
| JP5228540B2 (ja) | 双極型二次電池 | |
| JP4984386B2 (ja) | 電池構造体 | |
| JP4042613B2 (ja) | バイポーラ電池 | |
| JP4427976B2 (ja) | バイポーラ電池 | |
| JP5376036B2 (ja) | 非水電解質二次電池 | |
| JP2005129456A (ja) | ゲル電解質バイポーラ電池とその製造方法 | |
| JP4635599B2 (ja) | リチウムポリマー電池の製造およびそれにより得られた電池 | |
| JP2006172995A (ja) | 電極インクおよび電池 | |
| JP4433783B2 (ja) | バイポーラ電池 | |
| JP2004335302A (ja) | ポリマー電池およびポリマー電池用電極の製造方法 | |
| JP2005093158A (ja) | リチウムイオン二次電池 | |
| JP2007207438A (ja) | 2次電池の製造方法 | |
| JP4424079B2 (ja) | ポリマー電池、ポリマー電池の製造方法、組電池、および、これらを搭載した車両 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110829 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130613 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130801 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130827 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131114 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20131120 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20140131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141008 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5631537 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |