JP2010053918A - 組立式クランクシャフト及びその製造方法 - Google Patents
組立式クランクシャフト及びその製造方法 Download PDFInfo
- Publication number
- JP2010053918A JP2010053918A JP2008217814A JP2008217814A JP2010053918A JP 2010053918 A JP2010053918 A JP 2010053918A JP 2008217814 A JP2008217814 A JP 2008217814A JP 2008217814 A JP2008217814 A JP 2008217814A JP 2010053918 A JP2010053918 A JP 2010053918A
- Authority
- JP
- Japan
- Prior art keywords
- diameter shaft
- shaft portion
- small
- groove
- divided pieces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 12
- 238000000034 method Methods 0.000 claims description 5
- 239000002360 explosive Substances 0.000 abstract description 12
- 230000002159 abnormal effect Effects 0.000 abstract description 6
- 238000010791 quenching Methods 0.000 description 9
- 230000000694 effects Effects 0.000 description 8
- 230000000171 quenching effect Effects 0.000 description 8
- 230000011218 segmentation Effects 0.000 description 6
- 238000010273 cold forging Methods 0.000 description 3
- 238000000354 decomposition reaction Methods 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000004880 explosion Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 102220062469 rs786203185 Human genes 0.000 description 1
Images






Landscapes
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
Abstract
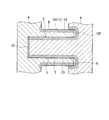
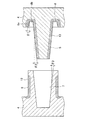
【解決手段】組立式クランクシャフト1は複数の分割ピース2A〜2Jを締結部3にて互いに組み付けて一体に組み立てられる。各分割ピース2A〜2Jは、カウンタウェイト部4と、カウンタウェイト部4の一端側から突出した小径軸部5と、他端側から突出した大径軸部6と、大径軸部6の中心に設けられた穴部7と、小径軸部5の根本周囲の溝部8とを含む。締結部3は、隣り合う分割ピース2A〜2Jの一方に設けられた大径軸部6及び穴部7と、他方に設けられた小径軸部5及び溝部8とを含む。穴部7に小径軸部5を圧入し、大径軸部6の先端を溝部8に圧入締結することで、隣り合う分割ピース2A〜2Jが互いに組み付けられ、各分割ピース2A〜2Jの間で小径軸部5を覆った大径軸部6によりジャーナル部11又はピン部10が構成される。
【選択図】 図1
Description
以下、本発明の組立式クランクシャフト及びその製造方法を具体化した第1実施形態につき図面を参照して詳細に説明する。この実施形態では、本発明を4気筒エンジン用の組立式クランクシャフトに具体化して説明する。
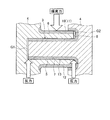
次に、本発明の組立式クランクシャフト及びその製造方法を具体化した第2実施形態につき図面を参照して詳細に説明する。なお、以下に説明する各実施形態では、第1実施形態と同じ構成要素については同一の符号を付して説明を省略し、以下には異なった点を中心に説明する。
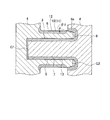
次に、本発明の組立式クランクシャフト及びその製造方法を具体化した第3実施形態につき図面を参照して詳細に説明する。
2A 第1分割ピース
2B 第2分割ピース
2C 第3分割ピース
2D 第4分割ピース
2E 第5分割ピース
2F 第6分割ピース
2G 第7分割ピース
2H 第8分割ピース
2I 第9分割ピース
2J 第10分割ピース
3 締結部
4 カウンタウェイト部
5 小径軸部
6 大径軸部
7 穴部
8 溝部
10 ピン部
11 ジャーナル部
12 焼き入れ
13 焼き入れ
Claims (8)
- 複数の分割ピースを締結部にて互いに組み付けて一体に組み立ててなる組立式クランクシャフトであって、
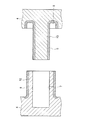
前記各分割ピースは、厚板状のカウンタウェイト部と、前記カウンタウェイト部の幅方向一端側から突出した小径軸部と、前記カウンタウェイト部の幅方向他端側から突出した大径軸部と、前記大径軸部から前記カウンタウェイト部にかけて前記大径軸部の軸線を中心に設けられた穴部と、前記小径軸部の根本周囲に設けられた溝部とを含むことと、
前記締結部は、隣り合う分割ピースのうち一方の分割ピースに設けられた前記大径軸部及び前記穴部と、他方の分割ピースに設けられた前記小径軸部及び前記溝部とを含むことと
を備え、前記穴部に前記小径軸部を圧入すると共に前記大径軸部の先端を前記溝部に圧入して締結することにより、前記隣り合う分割ピースが互いに組み付けられ、前記小径軸部が前記大径軸部により覆われ、前記隣り合う分割ピースの間で前記小径軸部を覆った前記大径軸部によりジャーナル部又はピン部が構成されたことを特徴とする組立式クランクシャフト。 - 前記溝部の内壁が、前記溝部の底へ向けてテーパに形成されたことを特徴とする請求項1に記載の組立式クランクシャフト。
- 前記小径軸部の外周が前記小径軸部の先端へ向けてテーパに形成され、前記穴部の内壁が前記小径軸部に整合するようにテーパに形成されたことを特徴とする請求項1又は2に記載の組立式クランクシャフト。
- 前記大径軸部の外周、前記小径軸部の外周及び前記溝部の内壁がそれぞれ焼き入れされたことを特徴とする請求項1乃至3の何れか一つに記載の組立式クランクシャフト。
- 複数の分割ピースを互いに組み付けて一体に組み立ててなる組立式クランクシャフトの製造方法であって、
厚板状のカウンタウェイト部と、前記カウンタウェイト部の幅方向一端側から突出した小径軸部と、前記カウンタウェイト部の幅方向他端側から突出した大径軸部と、前記大径軸部から前記カウンタウェイト部にかけて前記大径軸部の軸線を中心に設けられた穴部と、前記小径軸部の根本周囲に設けられた溝部とを含む複数の分割ピースを作製し、
隣り合う分割ピースのうち一方の分割ピースに設けられた前記穴部に、他方の分割ピースに設けられた前記小径軸部を圧入し、前記小径軸部を前記大径軸部で覆うと共に、前記大径軸部の先端を前記溝部に圧入して締結することにより前記隣り合う分割ピースを互いに組み付け、
前記隣り合う分割ピースの間で前記小径軸部を覆った前記大径軸部によりジャーナル部又はピン部を構成する
ことを特徴とする組立式クランクシャフトの製造方法。 - 前記分割ピースの作製時に、前記溝部の内壁を前記溝部の底へ向けてテーパに形成することを特徴とする請求項5に記載の組立式クランクシャフトの製造方法。
- 前記分割ピースの作製時に、前記小径軸部の外周を前記小径軸部の先端へ向けてテーパに形成すると共に、前記穴部の内壁を前記小径軸部に整合するようにテーパに形成することを特徴とする請求項5又は6に記載の組立式クランクシャフトの製造方法。
- 前記分割ピースの作製時に、前記大径軸部の外周、前記小径軸部の外周及び前記溝部の内壁をそれぞれ焼き入れすることを特徴とする請求項5乃至7の何れか一つに記載の組立式クランクシャフトの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217814A JP5051068B2 (ja) | 2008-08-27 | 2008-08-27 | 組立式クランクシャフト及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217814A JP5051068B2 (ja) | 2008-08-27 | 2008-08-27 | 組立式クランクシャフト及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010053918A true JP2010053918A (ja) | 2010-03-11 |
| JP5051068B2 JP5051068B2 (ja) | 2012-10-17 |
Family
ID=42070075
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008217814A Expired - Fee Related JP5051068B2 (ja) | 2008-08-27 | 2008-08-27 | 組立式クランクシャフト及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5051068B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014076193A1 (de) * | 2012-11-19 | 2014-05-22 | Thyssenkrupp Presta Teccenter Ag | Gebaute kurbelwelle sowie verfahren zur herstellung einer gebauten kurbelwelle |
| CN114755031A (zh) * | 2022-03-31 | 2022-07-15 | 上汽通用五菱汽车股份有限公司 | 一种汽车粘滑异响的检测方法、装置和计算机设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4893808A (ja) * | 1972-02-17 | 1973-12-04 | ||
| JPS54150541A (en) * | 1978-05-18 | 1979-11-26 | Honda Motor Co Ltd | Crankshaft |
| JPS5850223A (ja) * | 1981-09-18 | 1983-03-24 | Japan Steel Corp Kk | 矢板の植設保持装置 |
| JPS6241419A (ja) * | 1985-08-14 | 1987-02-23 | Hitachi Ltd | クランクシヤフト |
| JPH02176210A (ja) * | 1988-11-03 | 1990-07-09 | Emitec G Fuer Emissions Technol Mbh | 組立式クランク軸 |
-
2008
- 2008-08-27 JP JP2008217814A patent/JP5051068B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4893808A (ja) * | 1972-02-17 | 1973-12-04 | ||
| JPS54150541A (en) * | 1978-05-18 | 1979-11-26 | Honda Motor Co Ltd | Crankshaft |
| JPS5850223A (ja) * | 1981-09-18 | 1983-03-24 | Japan Steel Corp Kk | 矢板の植設保持装置 |
| JPS6241419A (ja) * | 1985-08-14 | 1987-02-23 | Hitachi Ltd | クランクシヤフト |
| JPH02176210A (ja) * | 1988-11-03 | 1990-07-09 | Emitec G Fuer Emissions Technol Mbh | 組立式クランク軸 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014076193A1 (de) * | 2012-11-19 | 2014-05-22 | Thyssenkrupp Presta Teccenter Ag | Gebaute kurbelwelle sowie verfahren zur herstellung einer gebauten kurbelwelle |
| CN104919195A (zh) * | 2012-11-19 | 2015-09-16 | 蒂森克虏伯普利斯坦技术中心股份公司 | 组合式曲轴以及生产组合式曲轴的方法 |
| CN114755031A (zh) * | 2022-03-31 | 2022-07-15 | 上汽通用五菱汽车股份有限公司 | 一种汽车粘滑异响的检测方法、装置和计算机设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5051068B2 (ja) | 2012-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1190870B1 (en) | Wheel bearing device | |
| KR101567365B1 (ko) | 차륜용 베어링 장치 | |
| JP5355938B2 (ja) | 駆動車輪用軸受装置 | |
| JP4981049B2 (ja) | 組部材と組部材の製造方法 | |
| JP5269347B2 (ja) | 車輪用軸受装置 | |
| JP2009204038A (ja) | ディファレンシャル装置 | |
| KR101438015B1 (ko) | 차륜용 베어링 장치 | |
| US20150316092A1 (en) | Assembled crankshaft and method for producing an assembled crankshaft | |
| KR20100015769A (ko) | 차륜용 베어링 장치, 차륜용 베어링 장치의 조립 방법, 차륜용 베어링 장치와 드라이브 샤프트로 구성되는 어셈블리체, 및 어셈블리체의 조립 방법 | |
| JP2010047059A (ja) | 車輪用軸受装置およびアクスルモジュール | |
| JP2010137676A (ja) | 駆動車輪用軸受装置 | |
| JP2013189195A (ja) | 車輪用軸受装置、およびその製造方法 | |
| JP5051068B2 (ja) | 組立式クランクシャフト及びその製造方法 | |
| JP5001803B2 (ja) | 組立式クランクシャフト | |
| JP2002061665A (ja) | 車両用動力伝達軸 | |
| JP2007046703A (ja) | 駆動車輪用軸受装置 | |
| JP2001354004A (ja) | 駆動車輪用軸受装置 | |
| JP2010042785A (ja) | 車輪用軸受装置 | |
| JP2010137766A (ja) | 車輪用軸受装置のための接合方法及び接合用治具 | |
| JP2019105344A (ja) | 締結構造体 | |
| JP2009250346A (ja) | 組立式クランクシャフト及びその製造方法 | |
| JP2000329214A (ja) | 組立カムシャフトおよびその製造方法 | |
| JP2009058093A (ja) | 組立式クランクシャフト | |
| JP2009264464A (ja) | 組立式クランクシャフト及びその製造方法 | |
| WO2011132706A1 (ja) | 車輪用軸受装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101108 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120321 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120709 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150803 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |