JP2010052270A - 構造部材及びレドーム - Google Patents
構造部材及びレドーム Download PDFInfo
- Publication number
- JP2010052270A JP2010052270A JP2008219551A JP2008219551A JP2010052270A JP 2010052270 A JP2010052270 A JP 2010052270A JP 2008219551 A JP2008219551 A JP 2008219551A JP 2008219551 A JP2008219551 A JP 2008219551A JP 2010052270 A JP2010052270 A JP 2010052270A
- Authority
- JP
- Japan
- Prior art keywords
- glass cloth
- woven fabric
- matrix resin
- impregnated
- olefin woven
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
- Details Of Aerials (AREA)
Abstract
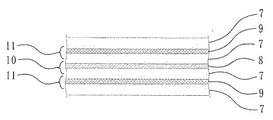
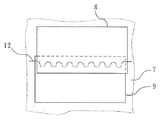
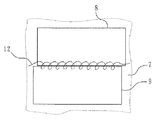
【解決手段】 構造部材のうち、主構造部はオレフィン織布8を含有し、取付部はオレフィン織布を含有せずガラスクロスを含有させる。主構造部のオレフィン織布8を接続部へ延在させ、取付部のガラスクロス9cを接続部へ延在させて積層する。ガラスクロス9aとガラスクロス9bは主構造部から取付部まで跨っている。積層した繊維にマトリックス樹脂7を含浸し、成型工程により硬化させ、構造部材を一体成形する。
【選択図】 図5
Description
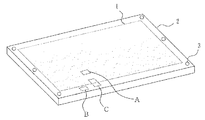
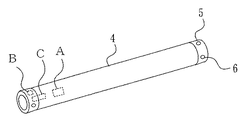
2、5 取付部
7 マトリックス樹脂
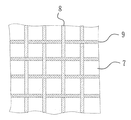
8 オレフィン織布
9 ガラスクロス
13 レドーム
15 ドーム部
16 取付部
Claims (10)
- オレフィン織布に、又はオレフィン織布及びガラスクロスの積層にマトリックス樹脂を含浸した主構造部と、ガラスクロスにマトリックス樹脂を含浸した取付部と、この取付部から延在するガラスクロスと、上記主構造部から延在するオレフィン織布とが積層され、マトリックス樹脂が含浸された接続部とを備えたことを特徴とする構造部材。
- オレフィン織布に、又はオレフィン織布及びガラスクロスの積層にマトリックス樹脂を含浸した主構造部と、ガラスクロスにマトリックス樹脂を含浸した取付部と、この取付部から延在するガラスクロスと、上記主構造部から延在するオレフィン織布とが突き合わされ、マトリックス樹脂が含浸された接続部とを備えたことを特徴とする構造部材。
- 上記接続部のガラスクロスとオレフィン織布とが縫合されていることを特徴とする請求項1又は請求項2に記載の構造部材。
- オレフィン織布に、又はオレフィン織布及びガラスクロスの積層にマトリックス樹脂を含浸した主構造部と、ガラスクロスにマトリックス樹脂を含浸した取付部と、この取付部から延在するガラスクロスの繊維と、上記主構造部から延在するオレフィン織布の繊維とが編み込まれ、マトリックス樹脂が含浸された接続部とを備えたことを特徴とする構造部材。
- 上記オレフィン織布は、コロナ放電加工により表面改質されたものであることを特徴とする請求項1乃至請求項4のいずれか1項に記載の構造部材。
- オレフィン織布に、又はオレフィン織布及びガラスクロスの積層にマトリックス樹脂を含浸したドーム部と、ガラスクロスにマトリックス樹脂を含浸した取付部と、この取付部から延在するガラスクロスと、上記ドーム部から延在するオレフィン織布とが積層され、マトリックス樹脂が含浸された接続部とを備えたことを特徴とするレドーム。
- オレフィン織布に、又はオレフィン織布及びガラスクロスの積層にマトリックス樹脂を含浸したドーム部と、ガラスクロスにマトリックス樹脂を含浸した取付部と、この取付部から延在するガラスクロスと、上記ドーム部から延在するオレフィン織布とが突き合わされ、マトリックス樹脂が含浸された接続部とを備えたことを特徴とするレドーム。
- 上記接続部のガラスクロスとオレフィン織布とが縫合されていることを特徴とする請求項6は請求項7に記載のレドーム。
- オレフィン織布に、又はオレフィン織布及びガラスクロスの積層にマトリックス樹脂を含浸したドーム部と、ガラスクロスにマトリックス樹脂を含浸した取付部と、この取付部から延在するガラスクロスの繊維と、上記ドーム部から延在するオレフィン織布の繊維とが編み込まれ、マトリックス樹脂が含浸された接続部とを備えたことを特徴とするレドーム。
- 上記オレフィン織布は、コロナ放電加工により表面改質されたものであることを特徴とする請求項6乃至請求項9のいずれか1項に記載のレドーム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219551A JP4720877B2 (ja) | 2008-08-28 | 2008-08-28 | 構造部材及びレドーム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008219551A JP4720877B2 (ja) | 2008-08-28 | 2008-08-28 | 構造部材及びレドーム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010052270A true JP2010052270A (ja) | 2010-03-11 |
| JP4720877B2 JP4720877B2 (ja) | 2011-07-13 |
Family
ID=42068704
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008219551A Expired - Fee Related JP4720877B2 (ja) | 2008-08-28 | 2008-08-28 | 構造部材及びレドーム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4720877B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013000946A (ja) * | 2011-06-15 | 2013-01-07 | Rikko Nishikawa | 超高分子量ポリエチレン繊維織物の接合方法 |
| CN103490162A (zh) * | 2013-09-24 | 2014-01-01 | 上海之合玻璃钢有限公司 | 天线罩电性优化连接单元件 |
| JP2014511408A (ja) * | 2011-02-17 | 2014-05-15 | ディーエスエム アイピー アセッツ ビー.ブイ. | 強化エネルギー伝達材料およびその製造方法 |
| JP2014512117A (ja) * | 2011-03-22 | 2014-05-19 | ディーエスエム アイピー アセッツ ビー.ブイ. | インフレータブルレードーム |
| EP2897799A4 (en) * | 2012-09-18 | 2016-07-06 | Cubic Tech Corp | FLEXIBLE CONNECTION SYSTEMS |
| JP2017005685A (ja) * | 2015-04-20 | 2017-01-05 | ザ・ボーイング・カンパニーThe Boeing Company | 形状適合型複合アンテナアセンブリ |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08276441A (ja) * | 1995-04-05 | 1996-10-22 | Teijin Ltd | 周縁部が強化された軽量複合成形物およびその製造方法 |
| JPH09150463A (ja) * | 1995-11-30 | 1997-06-10 | Sekisui Chem Co Ltd | 繊維強化熱可塑性樹脂発泡体の製造方法 |
| JP2003021500A (ja) * | 2001-07-03 | 2003-01-24 | Mitsubishi Electric Corp | 飛しょう体用レドーム |
| JP2003136603A (ja) * | 2001-10-31 | 2003-05-14 | Taiei Shoko Kk | プラスチックの固着構造 |
| JP2008080749A (ja) * | 2006-09-28 | 2008-04-10 | Mitsubishi Rayon Co Ltd | 積層体およびこれを用いた自動車用ボンネット |
-
2008
- 2008-08-28 JP JP2008219551A patent/JP4720877B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH08276441A (ja) * | 1995-04-05 | 1996-10-22 | Teijin Ltd | 周縁部が強化された軽量複合成形物およびその製造方法 |
| JPH09150463A (ja) * | 1995-11-30 | 1997-06-10 | Sekisui Chem Co Ltd | 繊維強化熱可塑性樹脂発泡体の製造方法 |
| JP2003021500A (ja) * | 2001-07-03 | 2003-01-24 | Mitsubishi Electric Corp | 飛しょう体用レドーム |
| JP2003136603A (ja) * | 2001-10-31 | 2003-05-14 | Taiei Shoko Kk | プラスチックの固着構造 |
| JP2008080749A (ja) * | 2006-09-28 | 2008-04-10 | Mitsubishi Rayon Co Ltd | 積層体およびこれを用いた自動車用ボンネット |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014511408A (ja) * | 2011-02-17 | 2014-05-15 | ディーエスエム アイピー アセッツ ビー.ブイ. | 強化エネルギー伝達材料およびその製造方法 |
| JP2014512117A (ja) * | 2011-03-22 | 2014-05-19 | ディーエスエム アイピー アセッツ ビー.ブイ. | インフレータブルレードーム |
| JP2013000946A (ja) * | 2011-06-15 | 2013-01-07 | Rikko Nishikawa | 超高分子量ポリエチレン繊維織物の接合方法 |
| EP2897799A4 (en) * | 2012-09-18 | 2016-07-06 | Cubic Tech Corp | FLEXIBLE CONNECTION SYSTEMS |
| CN103490162A (zh) * | 2013-09-24 | 2014-01-01 | 上海之合玻璃钢有限公司 | 天线罩电性优化连接单元件 |
| CN103490162B (zh) * | 2013-09-24 | 2016-04-06 | 上海之合玻璃钢有限公司 | 天线罩电性优化连接单元件 |
| JP2017005685A (ja) * | 2015-04-20 | 2017-01-05 | ザ・ボーイング・カンパニーThe Boeing Company | 形状適合型複合アンテナアセンブリ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4720877B2 (ja) | 2011-07-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5737428B2 (ja) | 繊維強化複合材料成形体およびその製造方法 | |
| JP4720877B2 (ja) | 構造部材及びレドーム | |
| US20070071957A1 (en) | Structural composite material for acoustic damping | |
| CN114664180A (zh) | 复合结构、柔性屏组件和可折叠终端 | |
| KR20180116963A (ko) | 차량용 백빔 및 이를 포함하는 차량 | |
| JP2019156165A (ja) | 車体のセンターピラー | |
| JP5952990B2 (ja) | 金属樹脂複合体 | |
| US10611328B2 (en) | Composite material structural member and method of manufacturing the composite material structural member | |
| JP4957681B2 (ja) | レドーム | |
| JP2016117202A (ja) | 繊維強化複合材料成形体の製造方法 | |
| JP2007519298A (ja) | ポリエステル−ポリアリレートファイバーを用いたレドーム及びその製造方法 | |
| US20230264410A1 (en) | Composite panel having improved vibration characteristics and method for manufacturing the same | |
| JP2021059042A (ja) | 芯材及び複合部材 | |
| JPH02291703A (ja) | 繊維強化プラスチック製レーダドーム | |
| JPH0776051A (ja) | Frp製パネル及びその製造方法 | |
| JP2012166498A (ja) | Frp構造体 | |
| JPH04267139A (ja) | 炭素繊維強化複合材料プリプレグシート | |
| KR101949310B1 (ko) | 보강파이프가 인서트된 복합재 패널 및 그 제조방법 | |
| JP2022015321A (ja) | 芯材用前駆体、芯材及びその製造方法、繊維強化体及びその製造方法 | |
| WO2013038900A1 (ja) | 複合材料構造体及びその製造方法 | |
| JP2017155391A (ja) | 繊維強化プラスチック用基材、繊維強化プラスチック用多層基材、繊維強化プラスチック用プリフォーム及びその製造方法 | |
| US20250091664A1 (en) | Vehicle body floor structure | |
| JP5398111B2 (ja) | 積層体およびこれを用いた自動車用ボンネット | |
| US20170252965A1 (en) | Molded composite structure and method of molding the composite structure | |
| KR20190057665A (ko) | 적층체 및 이를 포함하는 성형품 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110224 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110308 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110321 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140415 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4720877 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140415 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |