JP2010047229A - 車両用シート - Google Patents
車両用シート Download PDFInfo
- Publication number
- JP2010047229A JP2010047229A JP2008215573A JP2008215573A JP2010047229A JP 2010047229 A JP2010047229 A JP 2010047229A JP 2008215573 A JP2008215573 A JP 2008215573A JP 2008215573 A JP2008215573 A JP 2008215573A JP 2010047229 A JP2010047229 A JP 2010047229A
- Authority
- JP
- Japan
- Prior art keywords
- vehicle seat
- pad
- ridges
- cushion pad
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Chair Legs, Seat Parts, And Backrests (AREA)
- Seats For Vehicles (AREA)
Abstract
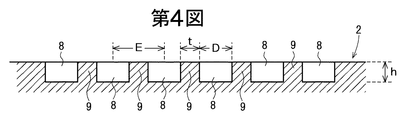
【解決手段】クッションパッド1の腿下部2の下方の裏面に多数の凹穴8を設ける。凹穴8の深さhは5〜20mm特に10〜15mm、凹穴8の直径Dは8〜30mm特に20〜30mm、1個の凹穴8の開口面積は100〜900mm2特に400〜700mm2であることが好ましい。
【選択図】図2
Description
第1図は実施の形態に係る車両用シートのクッションパッドの平面図、第2図はバックパッドの正面図、第3図は凹穴形成領域の拡大斜視図、第4図は第3図のIV−IV線に沿う断面図、第5図は凹穴形成領域の拡大平面図である。
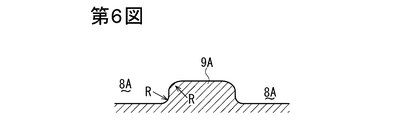
第1図〜第5図の実施の形態においては、凹穴8は、その深さ方向において直径Dが均一となっているが、凹穴8は奥側の直径Dが入口側よりも小さくなる台形、半円形、半楕円形又はU字形などの垂直断面形状であってもよい。また、第6図の凹穴8A及び凸条9Aのように、基端側や上端側の角縁を曲面とするようにR付けしてもよい。このR付けの曲率半径は1〜20mm特に1〜10mm程度(深さhの半分の長さの径)が好適である。この基端側の角縁とは凸条9Aの側面と凹穴8Aの底面との隅角であり、上端側の角縁とは、凸条9Aの側面とパッド表面との交差角縁である。
密度64kg/m3、25%硬度24kgf/200mmφのポリウレタンフォームよりなるクッションパッド及びバックパッド(以下、これらを併せてパッドという。)を製作した。このパッドには凹穴8は設けられていない。このクッションパッドの座面の荷重−ソフト曲線を求めた。なお、この測定には、直径200mmの負荷子を用い、この負荷子を速度0.8mm/secで座面に押し付け、反力を計測した。結果を第10図に示す。凹穴を設けていないので、凸条の体積率は100%である。
成形用金型の腿下部及び背中部を成形するためのキャビティ面に凸部を設けることにより、比較例1と同一のウレタン原液を用い、腿下部及び背中部に第1〜5図に示す円形の凹部を設けたパッドを製造した。凹穴8の直径を12mm、深さをクッションパッドでは5mm、バックパッドでは10mm、隣接する凹穴8の中心間の距離を26mmとした。凹穴8及び凸条9の合計の面積において凸条8の占める面積の割合は70%である。凸条9の体積率はクッションパッドでは70%、バックパッドでは70%である。この腿下部に、上記比較例1と同様に負荷子を押し当てて、荷重−ストローク曲線を求めた。結果を第10図に示す。
実施例1において、凹穴8の直径を19mm、深さをクッションパッドでは5mm、バックパッドでは10mm、隣接する凹穴8の中心間の距離を26mmとした。凹穴8及び凸条9の合計の面積において凸条8の占める面積の割合は50%である。凸条9の体積率はクッションパッドでは50%、バックパッドでは50%である。その他は実施例1と同様にしてシートパッドを製造した。この腿下部に、上記比較例1と同様に負荷子を押し当てて、荷重−ストローク曲線を求めた。結果を第10図に示す。
実施例1において、凹穴8の直径を24mm、深さをクッションパッドでは5mm、バックパッドでは10mm、隣接する凹穴8の中心間の距離を30mmとした。凹穴8及び凸条9の合計の面積において凸条8の占める面積の割合は40%である。凸条9の体積率はクッションパッドでは40%、バックパッドでは40%である。その他は実施例1と同様にしてシートパッドを製造した。この腿下部に、上記比較例1と同様に負荷子を押し当てて、荷重−ストローク曲線を求めた。結果を第10図に示す。
実施例1において、凹穴8の直径を28mm、深さをクッションパッドでは5mm、バックパッドでは10mm、隣接する凹穴8の中心間の距離を32mmとした。凹穴8及び凸条9の合計の面積において凸条8の占める面積の割合は25%である。凸条9の体積率はクッションパッドでは25%、バックパッドでは25%である。その他は実施例1と同様にしてシートパッドを製造した。この腿下部に、上記比較例1と同様に負荷子を押し当てて、荷重−ストローク曲線を求めた。結果を第10図に示す。
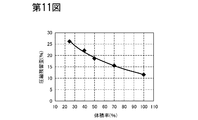
第10図の通り、実施例1〜4のクッションパッドの腿下部は、比較例1に比べてソフトであり、ソフト感に優れるものである。また、凸条の体積率が小さくなるほどソフトになることも認められる。なお、各クッションパッドの腿下部について50℃、湿度95%の恒温恒湿槽内で22時間50%圧縮後の残留歪を測定し、結果を第11図に示した。
2 腿下部
3 尻下部
8,8A,10,12 凹穴
9,9A,11,13 凸条
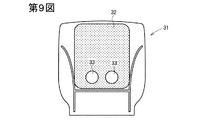
24 背中部
33 骨盤接触部
20 バックパッド
Claims (14)
- それぞれ樹脂発泡成形体よりなるクッションパッド及びバックパッドを有する車両用シートにおいて、
該クッションパッド及びバックパッドの乗員当接面の少なくとも一部の領域に複数の凹穴が設けられており、
該バックパッドの凹穴はクッションパッドの凹穴よりも深いことを特徴とする車両用シート。 - 請求項1において、前記クッションパッドの凹穴の平均深さが2〜40mmであり、
バックパッドの凹穴の平均深さはクッションパッドの凹穴の平均深さよりも5〜20mm大きいことを特徴とする車両用シート。 - 請求項1又は2において、1個の凹穴の開口面積が40〜1000mm2であることを特徴とする車両用シート。
- 請求項1ないし3のいずれか1項において、クッションパッドの少なくとも腿下部とバックパッドの少なくとも背中部とに前記凹穴を設けたことを特徴とする車両用シート。
- 請求項1ないし4のいずれか1項において、前記凹穴は三角形、正方形、多角形、円形又は長穴形であることを特徴とする車両用シート。
- 請求項1ないし5のいずれか1項において、前記凹穴同士の間が凸条となっていることを特徴とする車両用シート。
- 請求項6において、凸条の幅が2〜10mmであることを特徴とする車両用シート。
- 請求項6又は7において、前記凸条は2方向又は3方向に延在していることを特徴とする車両用シート。
- 請求項6ないし8のいずれか1項において、各凸条の頂面の面積の合計は、前記凹穴及び凸条を設けた領域の面積の10〜80%であることを特徴とする車両用シート。
- 請求項6ないし9のいずれか1項において、前記凹穴及び凸条を設けた領域における凸条の体積率が10〜80%であることを特徴とする車両用シート。
- 請求項10において、前記凸条の体積率が40〜60%であることを特徴とする車両用シート。
- 請求項6ないし11のいずれか1項において、前記凸条の頂面と側面とが交わる角縁、及び、前記凸条の側面と凹穴の底面とが交わる角縁の少なくとも一方が曲面となっていることを特徴とする車両用シート。
- 請求項1ないし12のいずれか1項において、前記凹穴の開口断面積は奥側が小さいことを特徴とする車両用シート。
- 請求項1ないし11のいずれか1項において、前記凹穴は深さ方向において開口断面積が均一となっていることを特徴とする車両用シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008215573A JP5326428B2 (ja) | 2008-08-25 | 2008-08-25 | 車両用シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008215573A JP5326428B2 (ja) | 2008-08-25 | 2008-08-25 | 車両用シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010047229A true JP2010047229A (ja) | 2010-03-04 |
| JP5326428B2 JP5326428B2 (ja) | 2013-10-30 |
Family
ID=42064689
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008215573A Active JP5326428B2 (ja) | 2008-08-25 | 2008-08-25 | 車両用シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5326428B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012210734A (ja) * | 2011-03-30 | 2012-11-01 | Achilles Corp | シート材の製造方法 |
| JP2012210733A (ja) * | 2011-03-30 | 2012-11-01 | Achilles Corp | シート材及びその製造方法 |
| KR101278898B1 (ko) * | 2011-03-22 | 2013-06-26 | 한화엘앤씨 주식회사 | 컴포트 개선 복판형 시트 백 프레임 |
| JP2019010896A (ja) * | 2017-06-29 | 2019-01-24 | 東洋ゴム工業株式会社 | 乗物用シート |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63163654U (ja) * | 1987-04-14 | 1988-10-25 | ||
| JP2005246048A (ja) * | 2003-12-26 | 2005-09-15 | Bridgestone Corp | 車両用シートクッションパッド、車両用シートバックパッド及び車両用シート |
-
2008
- 2008-08-25 JP JP2008215573A patent/JP5326428B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63163654U (ja) * | 1987-04-14 | 1988-10-25 | ||
| JP2005246048A (ja) * | 2003-12-26 | 2005-09-15 | Bridgestone Corp | 車両用シートクッションパッド、車両用シートバックパッド及び車両用シート |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101278898B1 (ko) * | 2011-03-22 | 2013-06-26 | 한화엘앤씨 주식회사 | 컴포트 개선 복판형 시트 백 프레임 |
| JP2012210734A (ja) * | 2011-03-30 | 2012-11-01 | Achilles Corp | シート材の製造方法 |
| JP2012210733A (ja) * | 2011-03-30 | 2012-11-01 | Achilles Corp | シート材及びその製造方法 |
| JP2019010896A (ja) * | 2017-06-29 | 2019-01-24 | 東洋ゴム工業株式会社 | 乗物用シート |
| JP7060342B2 (ja) | 2017-06-29 | 2022-04-26 | 株式会社東洋クオリティワン | 乗物用シート |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5326428B2 (ja) | 2013-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4293281B1 (ja) | 車両用シートパッド及び車両用シート | |
| KR101247848B1 (ko) | 폼 시트 부재, 이의 제조를 위한 주형 및 이 주형의 제조방법 | |
| JP2009078142A (ja) | 車両用シートパッド及びその製造方法 | |
| EP3011874B1 (en) | Cushion body | |
| US8162402B2 (en) | Vehicular seats | |
| JP5326428B2 (ja) | 車両用シート | |
| US10532678B2 (en) | Seat pad and seat pad production device | |
| JP5242088B2 (ja) | 自動車用座席のクッション | |
| KR20200093789A (ko) | 쿠션 플레이트로 이루어지는 방석 | |
| JP2010184085A (ja) | 車両用シートパッド | |
| US11647844B2 (en) | Cushion pad | |
| JP6211267B2 (ja) | 車両用シートパッド | |
| JP6588474B2 (ja) | シート用パッド | |
| JP5918305B2 (ja) | シートパッド | |
| JP2010047228A (ja) | 車両運転席用シートパッド | |
| JP2010046408A (ja) | 車両用シートパッド | |
| JP5502297B2 (ja) | シートパッド | |
| JP5518417B2 (ja) | 車両用シートパッド | |
| JP2002112856A (ja) | 座圧低減クッションパッド及び座圧低減シート | |
| JP7239311B2 (ja) | 車両用シートパッド | |
| JP2022123872A (ja) | シートパッド | |
| JP5369541B2 (ja) | シートパッド、その製造方法及び金型 | |
| JP5656707B2 (ja) | シートパッド及び同製造方法 | |
| JPWO2020075580A1 (ja) | 発泡成形体および発泡成形体の製造方法 | |
| JP2006020863A (ja) | クッションパッド等及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5326428 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |